Анодирование алюминия своими руками
Анодирование алюминия в домашних условиях
Известно, что алюминий на открытом воздухе окисляется. Визуально это проявляется в виде потемнения поверхности, на которой образуется хрупкий слой окисла. Одним из недостатков этого слоя является его уязвимость к механическим воздействиям. Для защиты окисленной поверхности от истирания прибегают к методу под названием «анодировка алюминия». Об этом и пойдет речь далее.
Анодировка алюминия — что она дает?
Что происходит с алюминием после его анодирования с помощью соли и воды? Давайте перечислим все положительные стороны этой операции:
- поверхностный слой металла становится более прочным;
- визуально поверхность становится еще глаже, исчезают царапины, сколы и т.п.
- на детали из анодированного алюминия хорошо ложится краска;
- алюминиевое изделия после анодирования смотрится весьма презентабельно;
- становится возможным имитировать разные металлы, такие как серебро, золото или платину.
Плюсы и минусы твердого анодирования алюминия
Существует 2 основных способа анодирования алюминия в домашних условиях: теплый и холодный (твердый). Первый вариант более сложен и реализовать его у себя дома весьма проблематично. Зато холодный способ прекрасно зарекомендовал себя у домашних умельцев.
Процессу присущи как положительные, так и отрицательные стороны. К однозначным плюсам можно отнести достижение защитной твердой пленки на поверхности металла, обладающей отличными прочностными показателями.
Кроме этого, полученный слой дополнительно обладает отменной устойчивостью к коррозии.Но имеется и заметный минус — изделие не поддается окраске органическими красителями. Краска мало того, что неравномерно покрывает изделие, так еще и не удерживается на ней. Компенсируется этот недостаток тем, что во время анодировки алюминий изменяет цвет и можно выбрать наиболее подходящий (от зеленоватого до кардинально серого).
Что требуется для анодирования алюминия своими руками?
Для проведения процедуры анодирования вам понадобятся следующие инструменты и материалы:
1. Ванночки из пластика (либо стеклянные) для получения раствора2. Провода соединительные (только алюминиевые)3. Источник электрического напряжения с +12 В на выходе4. Амперметр
5. Если используется источник с большим выходным напряжением, для его понижения нужно подключить реостат
Этапы анодирования изделия
Процесс анодировки включает в себя несколько этапов. Перед тем, как приступить к описанию поэтапного анодирования у себя дома, полезно будет ознакомиться с основами промышленного варианта.
В заводских условиях применяется раствор серной кислоты. В процессе химической реакции обильно выделяются газы. Они не только токсичны, но и взрывоопасны.
Поэтому хорошей альтернативой можно считать другую технологию, пригодную для самостоятельного использования. О ней и пойдет разговор дальше.
1. Приготовление растворов
Холодное анодирование происходит с использованием 2-х растворов: солевого и содового. Готовить их нужно только на дистиллированной воде, предварительно подогретой до 40-50С. Раствора соды нужно приготовить в 9 раз больше, чем солевого. Поэтому заранее нужно позаботиться о вместительной емкости.
Сначала нужно налить в подготовленную емкость подогретую воду, а затем добавлять в нее соль. Раствор должен получиться однородным, поэтому его следует постоянно помешивать. В другую емкость с водой нужно добавить соду.
Как только начнет образовываться осадок, полученные растворы процеживают. Желательно больше 2-х раз. На выходе должна получиться чистая и прозрачная жидкость.
Для анодирования берется одна часть солевого раствора и 9 частей содового.
2. Подготовка алюминиевого изделия к анодированию
Поверхность изделия необходимо хорошо отшлифовать, а затем обезжирить (например, спиртом).
3. Как анодировать?
Изделия из алюминия (или несколько изделий) помещаются в емкость так им образом, чтобы они полностью погрузились в раствор. Кроме этого, заготовку нужно закрепить на проводах так, чтобы она не касалась стенок ванночки или её дна. К детали следует присоединить «плюс» источника напряжения, а в раствор окунуть «минус».
Далее нужно подать ток и наблюдать за изменением цвета заготовки. Когда желаемой цветовой оттенок будет достигнут, подачу напряжения прекращают. Изделие вынимают и тщательно промывают под обильной струей проточной воды. Затем заготовку выдерживают какое-то время в растворе марганца и еще раз промывают.
Если на поверхности алюминиевого изделия нет разводов и пятен, значит, все было сделано правильно.
4. Фиксация поверхностного слоя
Получившийся после процесса анодирования слой обладает большим количеством микрополостей. Их нужно закрыть. Для этого изделие следует прокипятить в дистиллированной воде в течение 30 минут5. Лакировка и окраска
Деталь из алюминия погружается в емкость с лаком. Для окрашивания используется анилиновая краска (10%), которую тоже нужно налить в емкость с заготовкой. На этом процесс анодирования можно считать полностью завершенным.
Анодирование алюминия своими руками
Применение алюминиевых профилей для декоративной отделки фасадов и внутренних интерьеров используется более полувека. Красивый, пластичный и очень легкий металл во влажной атмосфере достаточно быстро покрывался серым налетом окислов.
Сохранить серебристый блеск и выразительность металлического декора оказалось возможным только с помощью нанесения специального покрытия.
Внешний вид анодированного алюминия практически не изменился, краски стали ярче, а о коррозии можно было забыть раз и навсегда.
Как работает анодирование
Чтобы понять, что это — анодированный алюминий, нужно чуть подробнее остановиться на том, как образуется защитная пленка. Большинство металлов защищают либо протекторами, либо изоляторами из сплавов и соединений, более стойких к кислороду и влаге.
Анодированный защитный слой представляет собой обычный окисленный алюминий Al2O3, но не в виде мягкой аморфной микропленки, которая всегда присутствует на его поверхности, а как кристаллическая структура, по свойствам напоминающая корунд или шпинель.
Анодированная пленка отличается следующими характеристиками:
- Микрокристаллическая структура;
- Наличие огромного количества пор в поверхностном слое анодированной пленки и сверхплотная и прочная структура в основании;
- Невероятно прочное сцепление окисленного слоя с металлом.
К сведению! При точном соблюдении технологического процесса четкой границы между металлом и анодированной пленкой не существует. Сложная сетка из микрокристалликов плавно переходит в металл без четко очерченной границы.
Что это означает? Это значит, что пленка из анодированного алюминия не отслоится от основы при любых нагрузках и через 40 лет, тогда как никелевое или лакокрасочное покрытие со временем медленно отслаивается от алюминиевой матрицы.
В зависимости от выбранных условий получения анодированной поверхности технология позволяет получить несколько вариантов защитного слоя.
Сверхтонкая окисленная пленка упорядоченной структуры при толщине в 10-25 мкм на поверхности алюминиевого зеркала даже не просматривается невооруженным глазом. Тем не менее, тончайший анодированный слой на алюминиевом зеркале дает возможность предохранять металл от окисления и одновременно пропускать до 95% светового потока.
Технология анодирования алюминия
Процесс получения защитных анодированных покрытий на поверхности алюминия основан на анодном окислении алюминия в растворе электролита. В зависимости от требуемого результата для анодированного окисления используют три вида электролитов:
- Обработка малыми токами при постоянном напряжении в слабокислотном электролите;
- Нанесение анодированного покрытия на бихроматно-кислотном электролите;
- Окисление алюминия в щелочном электролите.
Во всех трех случаях происходит образование защитной пленки за счет окисления, уплотнения и превращения окисленного алюминия в плотную кристаллическую структуру. Получается покрытие, напоминающее стеклянные микрочешуйки.
К сведению! При этом габариты или внешние размеры детали не изменяются, покрытие из анодированного металла как бы растет вглубь алюминия до тех пор, пока образовавшаяся пленка не разорвет электрический контакт.
Меняя кислотность и температуру электролитической ванны, ток и рабочее напряжение на аноде и катоде, можно получать очень разные по свойствам пленки из анодированного алюминия.
При небольшой величине тока образуется неуловимая глазу патина. Ее сложно ощутить, даже касаясь пальцами поверхности анодированного алюминия.
Единственным признаком наличия защитной пленки является равномерный цвет металла и отсутствие эффекта пачкания рук.Обычный алюминий под воздействием потожировых выделений кожи пальцев может растворяться с образованием алюминатов органических кислот. В результате чего на руках остаются темно-серые пятна. Поэтому большинство изделий из алюминия защищаются анодированием.
Суть процесса анодирования
Механизм образования на поверхности алюминия защитного покрытия основан на прямом превращении металла в окись с кристаллической структурой. Если просто закрепить на алюминиевой пластинке анод, катод зафиксировать на угольном электроде, подать напряжение и погрузить все это в кислотный или щелочной электролит, то анодной пленки не получится. Металл просто растворится в электролите.
Для того чтобы на поверхности алюминия образовалась кристаллическая пленка, требуется высокое напряжение и токи. Сам процесс образования анодированного слоя сопровождается большим выделением тепла, поэтому ванну с электролитом приходится охлаждать до нескольких градусов.
Процесс настолько интенсивный, что на пластине из алюминия вспыхивают микроскопические огоньки плазмы. Металл мгновенно расплавляется, окисляется, и давлением электролит прочно припечатывается к основанию. Поэтому-то на фотографии анодированная пленка выглядит, как крокодилья кожа.
Подобный процесс можно относительно просто воспроизвести в домашних условиях, но, учитывая высокое напряжение более 100В и большие токи, кустарное получение анодированного алюминия является небезопасным. Кроме того, потребуется эффективная вентиляция для удаления испаряющегося электролита.
Режимы работы установки по получению анодированного алюминия не являются секретом и давно опубликованы в технической литературе.
Практическое применение анодированного алюминия
Традиционно процесс анодирования используется для получения нескольких видов окисленных пленок:
- Сверхтонкие микрокристаллические покрытия толщиной 20-25 мкм;
- Декоративные пленки из анодированного алюминия;
- Электрическая изоляция на основе кристаллической Al2O3;
- Специальные защитные пленки толщиной 1,5-2,0 мм.
Полированный до состояния зеркала алюминий отражает до 98% светового потока, но уже через сутки из-за окисления образуется налет, который превращается в серую пленку.
Большинство оптических приборов, оборудованных отражателями из полированного алюминия, защищаются сверхтонкой микрокристаллической пленкой из бесцветного корунда.
Плотная беспористая структура надежно перекрывает доступ кислорода и водяных паров к легкоокисляющемуся алюминию, при этом сохраняется 95-97% светопропускания. Пленкой из анодированного алюминия защищены 99% всех фар, мощных фонарей, отражателей и оптических приборов.
Декоративные материалы
Покрытие из анодированного алюминия обладает достаточно интересной структурой. Наружные 35-50 мкм пленки представляют собой микропористую, как губка, поверхность с очень узкими и глубокими порами.
Даже небольшой количество красителя глубоко проникает в анодированный алюминий, превращая его в очень прочное и одновременно яркое покрытие. Бесцветные микрокристаллы преломляют падающий на анодированное покрытие свет, в результате чего краски становятся яркими и насыщенными.
Нанесенное лакокрасочное покрытие не выгорает и не теряет своей интенсивности.
Большую часть современных лакокрасочных материалов с эффектом иризации изготавливают путем добавления микроскопических чешуек с покрытием из окисленного алюминия. Тончайшая пленка из анодированного металла обеспечивает высокую стойкость наполнителя к воздействию ультрафиолета и органических растворителей, поэтому краска не теряет насыщенности в течение десятков лет.
Популярность покрытий возросла настолько, что металл напыляют на стальные и даже чугунные детали конструкций для последующего окисления и получения анодированной защиты.
Вместо небезопасного покрытия из цинка или очень недешевых легированных сталей сегодня массово используется анодированный алюминий.
Например, металлический фасад из стеклопакетов многоэтажного торгового центра пришлось бы ремонтировать уже через пять лет, а с анодированными алюминиевыми рамами конструкция может простоять несколько десятков лет.Покрытия из кристаллической окиси металла серьезно потеснили наиболее стойкие порошковые и керамические краски, ранее массово применявшиеся для защиты фасадов и конструкционных элементов из алюминиевых сплавов.
Анодирование алюминия в домашних условиях (черное): технология — Токарь

Все работы по анодированию проводятся с использованием защитных средств, респиратор, очки и защитные перчатки, ибо работаем пусть и с разбавленной, но с кислотой и щелочью! В идеале в проветриваемом помещении. Соблюдаем ТБ!
- Первоначально готовим саму деталь, механическая полировка, чем «чище» поверхность те более глянцевая будет деталь, можно применять и химическую полировку, но этот процесс еще более вредный для здоровья, нежели сама анодировка, поэтому выводим деталь на полировальном круге и другими средствами.
- Для подвеса детали в рабочей ванне необходимо использовать алюминиевые токоподводы, никаких посторонних металлов, в идеале на детале можно оставлять конструктивный выступ, для подключения, но при его спиливании будет не покрытое место, я воспользовался конструктивными резбовыми отверстиями, на куске алюминиевого провода нарезал резьбу и просто вкрутил в эти отверстия, получается хороший, плотный контакт.
- Толщину токоподвода надо подбирать с учётом силы тока, необходимого для анодирования, иначе проводник начнёт греться в месте контакта, а как следствие на нём пойдёт бурная реакция и его начнёт растравливать и уменьшать его сечение, и так в геометрической прогрессии, до полного растворения :)) (в одной из попыток так и произошло из-за плохого контакта)
Перед погружением в электролит деталь необходимо обезжирить, способов море, от Пемолюкса и прочих порошков, до средства КРОТ, намой взгляд КРОТ самое близкое к нужному, это слабый раствор щёлочи NaOH с добавлением ПАВ.
Я обезжиривал в чистом растворе NaOH+вода, концентрацию точно не замерял, но чем насыщенее раствор, тем быстрее будет процесс просто.
Посути раствор растворяет тонкий слой оксида алюминия, так сказать «естественное» анодирование, окисление поверхностного слоя на воздухе, так что сильно с травлением не стоит затягивать, иначе начнёт растравливать саму деталь ))
В процессе протравки деталь начнёт темнеть, вплоть до практически чёрного цвета, это не страшно, в электролите деталь снова станет чистой и белой.
- В процессе травления идёт бурное выделение газов (кажется водорода) работать только в защитной маске и остерегаться попадания раствора на кожу, ибо ожог не хуже чем от кислоты будет.
- После травления к детале уже прикасаться нельзя, иначе от прикосновений остаются жирные следы и как следствие неравномерное покрытие, пятна и прочие радости, после промывки от раствора щелочи под проточной водой клал деталь в чашку с водой, в идеале дистиллированной, что бы на неё ничего не попало, пока готовимся к следующему этапу.
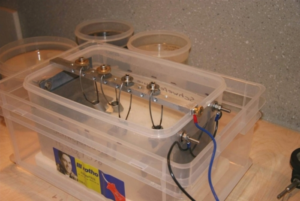
Вот тут видно, синий это токоподвод, а белый это кусок провода в изоляции, используется как опора, чтобы деталь не касалась дня ванны.
Что касатся рабочей ванны можно использовать эмалированную (без сколов) или пластиковую посудину, но тогда дно и стенки придётся «выкладывать» из свинца или иного стойкого к электролиту материала, эти пластины выполняют роль катода.
Так же необходимо позаботиться об охлаждении рабочей ванны, в процессе хим реакции электролит будет нагреваться.Я использовал 2 титановые гофты (квадратная банка) получается вся площадь гофты является катодом, что весьма положительно влияет на равномерность нанесения, ток более равномерный по пповерхности детали, ну и титану кислота не помеха.
Так же была организованная Водяная баня, только в обратную сторону, для охлаждения, вода проточная со скважины.
На стенках рабочей ванны виден красный налёт, об этом чуть позже ;).
В качестве электролита взят Электролит для аккумуляторных батарей, разбавленный в пропорции 1:1 дистиллированной водой. При приготовлении раствора электролита соблюдаем ТБ и льём не разбавленный электролит в дистиллированную воду (Соблюдая правило Кислоту в Воду, дабы избежать закипания)После смешивания электролит нагреется, остужаем его градусов до 15-20, и впринципи поддерживаем такую температуру, от 10 до 25 градусов, это будет «Тёплое анодирование» которое позволит в дальнейшем окрасить деталь красителем для ткани и им подобными.
Если температура будет ниже, близкая к 0, то мы получим «холодное» анодирование, слой будет плотнее и прочнее, но красителем его уже не окрасиш, поры слишком плотные будут, возможно получиться окрасить Химическим способом, но я пока такой не осваивал, поэтому в домашних условиях проще добиться Теплого анодирования.
Пока деталь плавает в воде, подключаем токоподвод к источнику тока.В качестве источника тока лучше использовать блоки со стабилизацией по току, что бы не бегать и не следить за током, чем больше площадь детали, тем более мощный придётся искать блок.
Площадь данной детали, примерно, составила 490см2, плотность тока должна быть 15-20мА на см2 итого получаем тока 7,3-9,7А при напряжении 12в, хотя в процессе роста оксидной плёнки напряжение может подрости, я брал источник с параметрами 20А и 30в максимальные значения.
При Холодном анодировании для поддержания заданного тока может потребоваться напряжение гораздо больше чем 12в, ибо чем плотнее слой, тем больше его электрическое сопротивление.
На следующих этапах соблюдаем главное правило: «Погружение в раствор и доставание из раствора детали ТОЛЬКО при включенном источнике тока!»Иначе кислота начнёт разъедать деталь и загрязнять раствор…Погружаем деталь в раствор, при включенном источнике тока, достаточно самого минимального значения, просто что бы между анодом и катодом было напряжение! Опять же не забываем про маску, очки и перчатки!
Деталь необходимо размещать под небольшим углом
Зачем размещать деталь под углом, при строго горизонтальном расположении шайбы было замечено, что торцы покрываются более плотным слоем чем плоскости, плюс если имеются не сквозные отверстия, деталь необходимо размещать так, чтобы а)электролит полностью их заполнил и б)чтобы из них мог выходить газ скапливающийся в процессе, иначе может образоваться газовый пузырь, который вытиснит электролит, и соответсвенно в этом месте деталь не покроется оксидным слоем.Ну и по возможности деталь должна быть равноудалена от катода, тоесть стенок ванны.
Вокруг детали начнётся активное выделение пузырьков газа, кислорода, сам по себе он не особо вреден, а вот аэрозоль кислоты, образующаяся при лопании пузырьков, когда они доходят до поверхности, весьма вредно вдыхать, поэтому накрываем всё это хозяйство.
На крышке возможно сбор конденсата электролита, его скапывание на рядом стоящие предметы.
Как только накрыли крышкой, выставляем на блоке питания необходимый ток и засекаем минут 40-60Пока ждём начинаем готовить раствор красителя, в качестве красителя можно использовать анилиновы красители разбавленные в воде или краску для заправки картриджей для струйников.
Я использовал вчастности Colouring для устройств Canon/Epson/HP/Lexmark продаётся в ДНС по 200-300р за 100мл, бывает Голубой (Cyan), Пурпурный (даёт цвет от красного до фиолетового) (Magenta), Желтый и Чёрный, так же есть Светло-голубой и Светло-пурпурный.
С голубым у меня получилось, желтый и чёрный не пробовал, а вот Magenta не захотел красить пробник почему-то.
Я разбодяживал 2 пузырька примерно на 3л воды, далее подогреваем этот раствор до 60градусов.Все работы лучше проводить в резиновых перчатках, отмывается эта дрянь с рук очень плохо!
При нагреве кастрюлька хорошо так окрашивается, так что используем не нужную, потом в быту её использовать не комильфо )
Периодически посматриваем как идёт процесс, раствор становится мутным от обилия пузырьков, но больших пузирей не должно быть!
Не отключая напряжение можно приподнимать деталь, чтобы проверить состояние токоподвода и самой детали.
- При анодировании крупных деталей (ну или большого количества мелких
Анодирование алюминия в домашних условиях — Справочник металлиста

- Характеристики
- Процесс
- Материалы
- Алюминий
- Титан
- Сталь
- Медь
- Анодирование дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Характеристики анодирования
Анодирование представляет собой процедуру образования на поверхности различных металлов оксидной пленки путем анодного окисления. Наращивание оксидной пленки осуществляется в проводящей среде. На поверхности металла такая пленка держится достаточно хорошо.
Наращивание оксидной пленки может осуществлять и благодаря методу повышения температурного режима. Однако при этом она получается низкой по прочности и не держится длительное время. Благодаря электрохимическому способу образования оксидной пленки она получается оптимальной толщины и отлично держится на поверхности материала.
Анодированию можно подвергать разные виды металлов. Основным требованием является то, что они должны иметь возможность образовывать только один оксид. Он должен обладать максимальным уровнем устойчивости.
Если металл обладает способностью образовывать сразу несколько оксидов, это может привести к тому, что пленка просто начнет трескаться и не появится защитного эффекта.
Именно по этой причине только на редких промышленных объектах встречаются случаи анодирования железа или меди.
Кроме того оксидная пленка на поверхности металлов должна обладать пористой структурой. Это необходимо для того, чтобы электролиты лучше в нее проникали.
В результате получается, что лишь небольшая часть всех имеющихся на земле металлов способны удовлетворять данным параметрам. К ним относятся алюминий, тантал, титан.
В промышленной и бытовой сфере чаще всего встречается обработка при помощи анодирования алюминиевого материала.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
- Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
- Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
МатериалАлюминийБронзаДюральЛатуньМедьНикельОловоОловянно-свинцовый сплав (припой ПОС)Сталь нелегиро-ванная (углеро-дистая) / чугунХромЦинк Алюминий Совм Не совм Совм Не совм Не совм Не совм Не совм Не совм Совм Не совм Совм Бронза Не совм Совм Не совм Совм Совм Совм Пайка Пайка Не совм Совм Не совм Дюралюминий Совм Не совм Совм Не совм Не совм Не совм Не совм Не совм Совм Не совм Совм Латунь Не совм Совм Не совм Совм Совм Совм Пайка Пайка Не совм Совм Не совм Медь Не совм Совм Не совм Совм Совм Совм Пайка Пайка Не совм Совм Не совм Никель Не совм Совм Не совм Совм Совм Совм Пайка Пайка Совм нет данных Совм Олово Не совм Пайка Не совм Пайка Пайка II Совм Совм Совм нет данных Совм Оловянно-свинцовый сплав(припой ПОС) Не совм Пайка Не совм Пайка Пайка Пайка Совм Совм Совм нет данных Совм Сталь нелегированная (углеродистая)/ чугун Совм Не совм Совм Не совм Не совм Совм Совм Совм Совм Совм Совм Хром Не совм Совм Не совм Совм Совм нет данных нет данных нет данных Совм Совм Совм Цинк Совм Не совм Совм Не совм Не совм Совм Совм Совм Совм Совм Совм Анодирование в домашних условиях
В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Важно: Процедуру домашнего анодирования любого металла необходимо осуществлять на улице или на балконе.
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции. С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации.
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
анодирования в домашних условиях
Анодирование металла: описание и разновидности покрытия, нюансы работы в домашних условиях
Алюминиевые сплавы считаются отличными материалами для производства самых разных деталей. Алюминий с легкостью подвергается обработке, он отличается маленькой массой, высоким уровнем прочности и совершенно не боится коррозии.
Однако при массе преимуществ этот металл не имеет привлекательного внешнего вида. На поверхности алюминия плохо держатся красящие составы, а если его не обработать специальным покрытием, то появятся темные пятна.
Технология анодного оксидирования алюминия позволяет обеспечить защиту материала от окисления и улучшить его внешний вид.
Анодирование (анодное оксидирование) представляет собой процесс, в итоге которого на металлической поверхности формируется оксидное покрытие, обеспечивающее защиту поверхности от появляющегося при контакте с воздухом окисления. При этом окисленный участок не ликвидируется, а создается покрытие с большей твердостью. Эта технология напоминает воронение.
Зачем анодировать алюминиевые поверхности
Этот металлический сплав при естественных условиях взаимодействует с кислородом, в результате на поверхности создается защитное покрытие. Слой, обеспечивающий защиту, предотвращает окисление алюминия.
Но эти натуральные оксиды являются крайне тонкими и с легкостью могут повреждаться. Решить эту проблему позволяет анодирование.
Такая процедура, по сути, улучшает стойкость металлического сплава к неблагоприятным воздействиям извне, придавая изделию более привлекательный вид.
После анодирования алюминий не боится коррозии. Пленка, создаваемая при этом на поверхности, характеризуется высочайшей устойчивостью к изнашиванию. Кроме того, покрытие не будет отслаиваться со временем.
Стоит отметить, что это не нанесение защитного слоя как такового, как в случае покрытия поверхности стали цинком или хромом. Пленка из оксидов при анодировании формируется из самого металлического сплава. Интересно то, что анодирование актуально не только для алюминия, но и для иных материалов (магний, титан).
Иногда анодирование используется для улучшения декоративных свойств металлического сплава и придания ему конкретного оттенка. Среди расцветок сегодня особой популярностью пользуется темный и светлый золотистый, матовое серебро, жемчужные тона.
В промышленности анодирование осуществляется с применением двадцатипроцентного раствора серной кислоты. Но самостоятельное анодирование (в домашних условиях) с использование кислоты крайне опасно и не очень удобно.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется.
Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие.
Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться.
Однако, эти природные оксиды очень тонкие и могут легко повреждаться.
Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.
На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3. Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии.
В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой.
Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат. Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.
Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности.
Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая.
Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
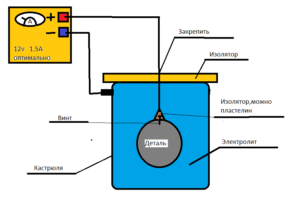
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой.
Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса.
Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.
Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Анодированный алюминий (25 фото)
Анодирование алюминия в домашних условиях
Известно, что алюминий на открытом воздухе окисляется. Визуально это проявляется в виде потемнения поверхности, на которой образуется хрупкий слой окисла. Одним из недостатков этого слоя является его уязвимость к механическим воздействиям. Для защиты окисленной поверхности от истирания прибегают к методу под названием «анодировка алюминия». Об этом и пойдет речь далее.
Анодировка алюминия — что она дает?
Что происходит с алюминием после его анодирования с помощью соли и воды? Давайте перечислим все положительные стороны этой операции:
- поверхностный слой металла становится более прочным;
- визуально поверхность становится еще глаже, исчезают царапины, сколы и т.п.
- на детали из анодированного алюминия хорошо ложится краска;
- алюминиевое изделия после анодирования смотрится весьма презентабельно;
- становится возможным имитировать разные металлы, такие как серебро, золото или платину.