Фальцегибочный станок своими руками
Фальцегибочный станок своими руками — Станки, сварка, металлообработка

Самодельный листогиб собирается из простых деталей, которые может выточить любой слесарь. На изготовление собственного ручного листогибочного станка при наличии необходимых деталей уйдет всего полдня.
Большинство элементов загибочного приспособления сделаны из отходов металлопроизводства. Металлогибочные устройства ни в чем не уступают заводским, а обходятся практически даром.
На основании представленных чертежей можно сделать более мощный аналог, качественно выполняющий изгиб стали толщиной до 3 мм.
Описание конструкции
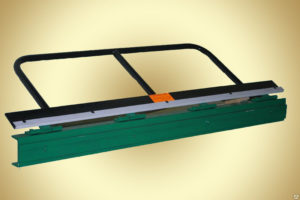
схема листогиба: 1 — струбцина; 2 — щечка; 3 — станина; 4 — кронштейн; 5 — прижим сварной; 6 — ось; 7 — уголок пуансона
Данная модель металлогибочного приспособления легко справляется с жестью, изгибы получаются довольно точно. Можно гнуть и окрашенный металл.
Основание станка сварено из швеллера №6 или №8. В зависимости от длины будущего аппарата подбирается длина швеллера. Для мелких работ достаточно 50 см. Для сгибания железа на угол, превышающий 90 градусов, из уголка выполняется прижим. Такие углы загиба используются при изготовлении фальцев.
Прижим сваривается: основа конструкции — уголок 50 х 50 укрепляется 35 х 35. Толщина полок уголка должна быть не менее 5 мм, иначе прижим будет слишком слабым. Прижим такой мощности справится даже при длине ручного листогибочного устройства до 150 см.Загибается лист до 135 градусов, этого достаточно для формирования фальцев. Длина прижима должна быть на 7 см меньше основания. На торцы наваривают крепежи-кронштейны из уголка 3 х 3. Если кронштейн сделан из уголка большего размера, длину прижима уменьшают еще на 2 — 3 см.
При таких размерах пружина свободно размещается снизу.
Края прижима устанавливают четко параллельно станине, без заусенцев. Поэтому их зачищают фрезой или надфилем, удобно зачищать края углошлифовальной машиной. Зачистной круг снимает выпирающие заусенцы и дефекты.
По центру обоих кронштейнов пропиливают проем поперечником 0,8 см. Пуансон для обжима делают из уголка №5, длина которого на 5 — 8 миллиметров меньше, чем длина прижима. Рукоятка для пуансона сделана из металлического прута 14 мм, гнутого в форме скобки, и закрепленного на пуансон. Из металла 0,5 см вырезают щечки, пропиливают в каждой по одному отверстию поперечником 1 см.
Можно дополнительно усилить узел, вырезав полку 6 х 7 мм по краям и отверстие 14 мм. Прут для ручки взять немного потоньше — 12 мм.
С ребер пуансона на торцах срезают фаски 30 х 5, к которым будут фиксироваться оси из металлического прута 10 мм. Ось прута должна совпадать по направлению с ребром угла. Возле торцов фаску 32 х 6 делают на нижнем ребре.
Предварительный монтаж
Перед тем, как проварить конструкцию окончательно, необходимо выставить все детали в правильном направлении и проверить работоспособность конструкции. Поэтому сначала выполняются легкие временные крепежи. Станину вместе с пуансоном фиксируют в тисках.
Подвижная часть и станина должны составлять общую горизонталь. Щечки устанавливают на оси и точечно крепят на станину. Удобно вместо сварки использовать струбцины. Как только временные крепежи готовы, струбцины снимают и проверяют подвижность.
Если амплитуда пуансона достаточна, струбцины затягивают и окончательно проваривают.Из тисков конструкцию желательно снимать после полного остывания сварки, иначе ее может повести.
Тестирование устройства и окончательная доводка
Проверяют работу загибочного станка на тонком податливом металле. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Нужно проверить правильность размещения щечек по отношению к станине. Для этого выполняют несколько загибов и подправляют при надобности. Если щечки установлены верно, их окончательно приваривают к станине.
С помощью отверстий в прижимных кронштейнах в основании проделывают отверстия поперечником 8 мм с резьбой М10. Уже готовые в прижиме отверстия увеличивают до поперечника 1 см. В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
К станине прижим крепят гайками с обязательными шайбами. Удобнее эксплуатировать гайки в виде маховичков (водопроводных). Чтобы во время откручивания прижим отжимался, на болты устанавливают пружины или амортизаторы из каучука. Хорошо подходят клапанные пружины.
В результате несложных операций получается недорогой, удобный в управлении и надежный станок. Есть у него и несколько небольших минусов:
- недостаточно продумано крепление щечек и пуансона. В этом узле во время работы металл взаимодействует с металлом и постепенно перетирается. Через некоторое время механизм начинает люфтить. Лист металла загибается недостаточно четко.
Метод исправления недостатка ручного листогибочного механизма: использование подшипников в этом узле.
Если планируется гнуть большой объем листового металла, чертежи верхнего прижима придется немного доработать, на представленном работа выполняется достаточно медленно.
В изначальном варианте листогиб легко изготавливает короба из металла толщиной 2 мм, формирует фальцы, справляется с окрашенными листами.
Более сложные, ручные роликовые листогибы, тоже можно сделать самостоятельно по чертежу. Тут важно, чтобы вес устройства не был слишком велик, ведь он управляется одной рукой.
У роликовых конструкций есть один минус — во время прокатки небольшие участки листового металла могут деформироваться. Формируется изгиб за счет вытяжения поверхности.
Поэтому большинство жестянщиков предпочитают ими не работать.
Еще несколько моделей ручных листогибов с подробным описанием узлов в видеороликах:
Как сделать гибочный станок для листового металла своими руками
В наше время набирает обороты листовой металлопрокат. Всё чаще встречается у того или иного человека новенький забор из металлопрофильных листов.
Возникает вопрос, какая машина создаёт этот замечательный и необходимый строительный продукт для человечества.
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг – его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Как и многие другие станки, листогиб различается по одному из самых важных критериев – это разновидность приводного воздействия.
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Листогиб ручной своими руками — Справочник металлиста
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный.
Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается.Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм.
Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще.
Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда.
В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку.
А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера.
Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами.
За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Роликовый листогиб своими руками
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Для чего нужен фальцепрокатный станок — принцип действия, популярные модели и схема самодельного станка

Современный фальцепрокатный станок служит для создания заготовок под разные виды фальцев. Я поэтапно расскажу о принципе действия, видах и популярных моделях станков, а также объясню, как сделать фальцовщик своими руками.
Фальцевая кровля считается одной из самых долговечных.
Технология производства
Фальцепрокатный станок незаменим как при обустройстве самой фальцевой кровли, так и для изготовления вспомогательной кровельной фурнитуры. Сюда относятся элементы водосточной системы, фронтальные и торцевые свесы кровли, а также с его помощью делают вентиляционные короба из оцинковки.
Виды фальцев
Фальцевое соединение представляет собой скрутку между двумя смежными листами металла, а чтобы обустроить эту скрутку, нужно загнуть фальц по краю листа, вот как раз для загиба этого фальца и нужен фальцепрокатный станок.
Фальцевых соединений существует 2 — это одинарный и двойной фальц, плюс фальцы могут быть стоячими и лежачими.
От выбора соединения зависит уровень герметичности.
- Одинарный фальц считается основой, здесь один лист просто загибается под 90º, а на втором листе делается своеобразный зацеп и после соединения этот зацеп обжимается;
- Двойной фальц можно назвать аналогом одинарного, только скрутка делается в 2 оборота. Чтобы так завернуть металл размер зацепа в заготовке должен быть меньше, в среднем порядка 5-7 мм, а высота заготовки делается наоборот, больше.
Что касается лежачих вариантов соединения, то они точно такие же, как стоячие, только завернуты набок.
Сейчас довольно часто встречаются Г-образные кровельные фальцы, какой-либо практической пользы от такого соединения нет, оно не лучше и не хуже двойного загиба, но многие считают, что так кровля выглядит намного эффектней.
Особенно хорошо Г-образный фальц выглядит на скругленных радиусах.
При подборе оборудования учтите, что есть станки для обустройства лежачих фальцев, стоячих фальцев и универсальные агрегаты, которые могут перестраиваться по необходимости под любые виды загиба.
Общие сведения о станках
Главное достоинство фальцевой кровли в том, что покрытие получается монолитным, без каких-либо крепежных или соединительных отверстий. Но кровельный металл сам по себе довольно тонкий и делать заготовки на производстве, а потом транспортировать их на объект неудобно, а зачастую и нереально.
Небольшой фальцевый станок кардинально меняет ситуацию. С таким оборудованием можно делать заготовки непосредственно на объекте, более того, существуют модели, которые можно установить прямо на крыше.
Есть еще один важный нюанс: для загибания кромки листов нужен фальцепрокатный станок, а чтобы сделать двойной фальц и опрессовать соединение доведя его до конечного результата, используется фальцеосадочный станок.
Фальцеосадочный станок в разы сокращает время обустройства кровли.
Зачастую толщина металла для кровельных работ колеблется в районе 0,5-1 мм, при этом максимум составляет 1,2 мм. Но хороший станок для фальцевой кровли рассчитывается под работу с металлом от 0,3 до 1,5 мм.Такое оборудование уже ближе к профессиональному, и на нем можно делать не только кровельные картины, но еще гнуть заготовки под разного рода водосточные или вентиляционные трубы, плюс делать ендове желоба и коньковые накладки.
Кстати, заготовка под фальцевую кровлю (полоса кровельного металла с загнутыми фальцами) среди профессионалов именуется «Картина».
Сам принцип работы агрегата прост: любой фалцепрокатный станок имеет ряд обжимных фигурных роликов, которые собственно и загибают края листа. Обжимные ролики устанавливаются попарно на обжимные валы.
Фальцепрокатный станок с ручным приводом хорошо подходит для любительского использования.
Количество таких обжимных валов может быть разное, но, сколько бы их ни было, они приводятся в движение редуктором, а сам редуктор вращается благодаря электродвигателю. Есть, конечно, оборудование с ручным приводом, но производительность там очень низкая и такие аппараты встречаются редко.
Наиболее популярные модели
| Фото | Характеристики модели |
«ILMAKSAN КМ 7.3»
| |
«METAL MASTER MLC 12 DR-T»
Может загибать как стоячие, так и лежачие фальцы, помимо кровельных картин на этом станке можно делать вентиляционные трубы. | |
«Metal Master FDS 1250» Ручной фальцепрокатный станок.
| |
«MetalMaster GLF А4С» Универсальный фальцепрокатный станок.
| |
«SBD4C»
| |
«СПФ 700»Фальцепрокатный станок этой модели гораздо легче и меньше аналогов, что позволяет его эксплуатировать непосредственно на строительной площадке.В комплект агрегата входит роликовая подставка для подачи металла свернутого в бухту. Эта подставка может выдержать вес до 1 тонны.
|
Как собрать станок самому
Фальцепрокатный станок не каждому мастеру по карману, поэтому довольно часто люди собирают такие аппараты вручную. Самодельный фальцовщик конечно не обладает таким широким спектром функций, зато обойдется он всего в 2–3 тыс. руб.
| Иллюстрации | Рекомендации |
| Внешний вид.Самодельный фальцепрокатный станок у нас рассчитан на эксплуатацию в мастерской.Прикручивается данное приспособление к деревянному верстаку, но если сварить для него ножки, то этот станок можно будет легко транспортировать. | |
Устройство.Вся конструкция состоит из 3 частей. На фото слева стрелочка указывает на базовую часть, к ней все приваривается и прикручивается.
| |
Самая большая проблема это подобрать идеально ровные уголки, я отдавал уголки фрезеровщику, в противном случае фальцы будут кривыми. | |
Схема.Сначала к базовому уголку прикручивается лицевая конструкция, то есть:
Для обжимного зуба не зря было выбрано полотно ленточной пилы, здесь нужен особо прочный, негнущийся металл. | |
Основные параметры.Чтобы вышел качественный фальц важно выставить 2 основных параметра:
При таких размерах припуск на фальц у нас будет 20 мм, то есть от края смежных листов нужно отложить по 10 мм. | |
Принцип работы.
| |
Работа самодельного фальцовщика в деталях показана на видео в этой статье. |
Вывод
Надеюсь, теперь вам будет легче выбрать фальцепрокатный станок. Что же касается самоделок, то они хороши на любительском уровне, а для профессиональной работы лучше приобрести заводской станок. Если остались вопросы, пишите в комментарии, постараюсь помочь.
Профессиональные кровельные работы не возможны без использования фальцепрокатного станка.
Фальцепрокатный станок: оборудование для фальцевой кровли, инструкция как сделать, видео и фото

Ни с одним кровельным покрытием, как с фальцевым, нет столько возни. Чтобы уложить эту красивую и надежную кровлю, нужны такие непривычные виды оборудования, как кровельные станки, листогибы, гильотины, фальцы, специальные ножницы и много чего другого.
Но пусть вас это не пугает: на самом деле каждый инструмент для фальцевой кровли предназначен только для своего определенного этапа работы, и на его освоение у вас идет от силы 15 минут. Тем более, что из года в год строительный рынок стабильно радует очередными, более функциональными новинками.
Правда далеко не все из этих новинок достаточно понятны и удобны для обычного человека, поэтому мы подготовили для вас подробные фото-инструкции применения самых популярных видов техники и ручных инструментов из этой области.
Об истоках технологии
Распространение фальцевой кровли началось в эпоху Средневековья. В то время крыши домов состоятельных людей делались, как правило, из свинца; толстые свинцовые пластины соединялись вручную.
С развитием технологий появились новые листовые материалы; сегодня можно встретить кровлю, выполненную из меди, алюминиево-цинковых сплавов; популярная разновидность — оцинкованная сталь с декоративно-защитным полимерным покрытием.
Элементы первых фальцевых крыш соединялись нехитрыми швами при помощи уголка и киянки. Сегодня при монтаже кровли используют более сложные швы.
Для этого листы кровельного материала предварительно подготавливают на специальном оборудовании для фальцевой кровли в цеху или сразу на стройплощадке.Обработанные заготовки (профессиональное название — кровельные картины) соединяются надежным швом с высоким уровнем герметичности; фальцевые ребра увеличивают жесткость крыши и служат направляющими для дождевой и талой воды.
Современная фальцевая крыша Источник krovlyakryshi.ru
Для монтажа и ремонта
Монтаж или ремонт фальцевой кровли невозможно произвести без полного комплекта специального инструмента. Про стоимость фальцевой кровли мы написали отдельный обзор, и про разновидности фальц кровли тоже.
Качество работы, герметичность соединений, долговечность службы покрытия — все эти параметры напрямую зависят от наличия соответствующих приспособлений и от квалификации специалистов, использующих фальцевый инструмент для кровли в работе.
Состав комплекта во многом зависит от типа кровли и способа соединения кромок, но в любом случае приходится соединять некоторые участки вручную, с использованием всех необходимых устройств. Рассмотрим наиболее распространенные из них:
Киянка кровельная
Кровельная киянка — это необходимый для кровельщика инструмент, который имеет множество вариантов формы:
- круглые
- прямоугольные
- клиновидные
По типу:
- малые
- большие
- со скошенной рукоятью
- безотбойные
Они изготавливаются из пластика или из дерева и применяются для ручного формирования фальца по соответствующему шаблону. В продаже имеется масса предложений от разных производителей, пользователь ожет выбрать наиболее удобный и подходящий для него вид инструмента.
Ножницы кровельные
Ножницы — важный инструмент для фальцевой кровли, используемый во всех случаях оформления завершающих участков полотна, соединения с поперечно направленными картинами и в других случаях. Существуют разные типы ножниц по металлу:
- пеликаны
- просечные
- вырубные
- фигурные
- подрезные
- проходные
Кроме этого, есть универсальные ножницы, способные выполнять любую из специализированных операций. Особенностью профессионального инструмента является способность «закрывать» срез слоем цинка, стягивая защитный слой и соединяя его вместе. Отрезанная кромка оказывается защищенной от контакта с влагой, что важно для сохранности полотна.
Фальцовочные станки: обзор технологии
В загородном домостроении фальцевая кровля имеет репутацию практичной и красивой конструкции, а потому пользуется устойчивым спросом. Технологически фальц — это шов, соединение двух соседних листов способом скрутки (загиба) по краю. Для выполнения загиба используется фальцепрокатный станок, который подготавливает материал и позволяет изготовить соединения двух видов:
- Одинарный фальц. Первоначально возникший и до сих пор распространенный способ, когда выполняется скрутка листов в один оборот. Такое соединение может быть стоячим (реечным) или лежачим, когда требуется соединить заготовки по длине.
- Двойной фальц. Усложненная разновидность одинарного, при которой производится скрутка листов в два оборота. Существует лежачий вариант соединения, когда шов дополнительно завернут набок.
Способы формирования соединений Источник arhplan.ru
Для кровельных монтажных работ применяют механические и автоматизированные устройства; использование последних предпочтительно, поскольку позволяет добиться высокого качества швов при меньших временных затратах. Применение кровельных (фальцевых) станков при обустройстве крыши позволяет наладить работу следующим образом:
- Заготовки. Используется листовой металл в рулонах, из которого нарезаются заготовки необходимой длины. Использование рулонных материалов экономит средства, поскольку кровельное железо в рулонах стоит значительно дешевле, чем листы. Дополнительный плюс — сокращается количество обрезков, что также уменьшает расход.
- Принцип работы станка. Агрегат снабжен рядом обжимных фигурных роликов, установленных попарно и производящих загиб металлического листа в процессе его продвижения через агрегат.
Фальцегибочный станок своими руками

Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
В особенности производство и употребление станка для гибки листового металла своими руками актуально для тех, кому нужно исполнять технологические действия по гибке листовой мануфактуры надо не каждодневно и в больших объемах, а временами.
Виды листогибов и их механизм
Прежде чем начать делать листогиб собственными руками, необходимо четко установить перечень задач, для решения которых он нужен.
От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан.
Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы.
С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
В определенных случаях для получения угла заворота точно в 90 градусов может пригодиться вложенная приставка, представляющая собой обыкновенную полосу металла, которая поможет возместить упругость листка.
Более трудным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон.
Листовое железо в таком приборе располагается на матрице, а пуансон спускается на заготовку сверху, сообщая ей необходимый профиль.
В хозяйственных условиях листогибочная машина вряд ли найдет употребление, так как она довольно сложная и небезопасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с изготовленным собственными руками гидропрессом.Если уже имеется пресс, то дополнить его устройствами для сгибания узких листов металла не составит труда.
Более совершенной считается листогибочная машина, гнутье железа в которой исполняется за счет действия трех валов.
Такое оснащение называется проходным.
Одним из основных его преимуществ считается то, что его контролируемые вальцы разрешают приобретать различный радиус изгиба.
Аналогичный аппарат для гибки металла может быть с ручным или гальваническим приводом, а его вальцы могут обладать разнообразной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения многих жестяных работ, которые подразумевают выгибание заготовок, изготовку секций труб с большим поперечником и др.
- Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
- Протяжной станок может быть укомплектован опорой, прижимом и траверсой, что разрешает применять его для ручной гибки болванок.
- Аналогичные станки оснащаются набором валов разного профиля, которые также можно купить дополнительно, чтобы сделать машину более универсальной.
С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото.
Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера.
Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки.
Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу.
Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов.
От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.