Геометрия сверла по металлу
Основные понятия о процессах обработки отверстий и режущем инструменте, используемом на сверлильных станках
| » Статьи » Профессионально о металлообработке » Сверлильные станки |
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сверление, зенкерование и развертывание являются основными технологическими способами обработки резанием круглых отверстий различной степени точности и с различной шероховатостью обработанной поверхности.
Все перечисленные способы относятся к осевой обработке, т.е.
к лезвийной обработке с вращательным главным движением резания при постоянном радиусе его траектории и движении подачи только вдоль оси главного движения резания.
Сверление — основной способ обработки отверстий в сплошном материале заготовок. Просверленные отверстия, как правило, не имеют абсолютно правильной цилиндрической формы. Их поперечное сечение имеет форму овала, а продольное — небольшую конусность.
Диаметры просверленных отверстий всегда больше диаметра сверла, которым они обработаны. Разность диаметров сверла и просверленного им отверстия называют разбивкой отверстия. Для стандартных сверл диаметром 10…20 мм разбивка составляет 0,15…0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка.
Сверление отверстий без дальнейшей их обработки проводят тогда, когда необходимая точность размеров лежит в пределах 12… 14-го квалитетов. Наиболее часто сверлением обрабатывают отверстия для болтовых соединений, а также отверстия для нарезания в них внутренней крепежной резьбы (например, метчиком).Зенкерование — это обработка предварительно просверленных отверстий или отверстий, изготовленных литьем и штамповкой, с целью получения более точных по форме и диаметру, чем при сверлении. Точность обработки цилиндрического отверстия после зенкерования — 10… 11-й квалитеты.
Развертывание — это завершающая обработка просверленных и зенкерованных отверстий для получения точных по форме и диаметру цилиндрических отверстий (6…9-й квалитеты) с малой шероховатостью Ra 0,32… 1,25 мкм.
Сверла предназначаются для сверления сквозных или глухих отверстий в деталях, обрабатываемых на сверлильных, токарно-револьверных и некоторых других станках. В зависимости от конструкции и назначения различают следующие сверла:
Рис. 2.22. Спиральные сверла:
а и б — элементы спирального сверла соответственно с коническим и цилиндрическим хвостовиками; в — кромки и поверхности спирального сверла; 1 — рабочая часть; 2 — шейка; 3 — хвостовик; 4 — лапка; 5 — режущая часть; 6 — поводок; 7 — зуб; 8 — винтовая канавка; 9 — поперечная кромка; 10 — кромка ленточки; 11 — спинка зуба
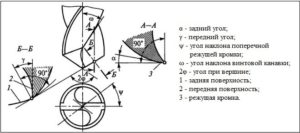
Рис. 2.23. Углы спирального сверла:
α — задний угол; γ — передний угол; Ψ — угол наклона поперечной режущей кромки; ω — угол наклона винтовой канавки; 2φ — угол при вершине; 1 — задняя поверхность; 2 — передняя поверхность; 3 — режущая кромка
Рис. 2.24. Формы заточки спиральных сверл:
а — обыкновенная; б — двойная: 1 — главная режущая кромка; 2 — поперечная режущая кромка; 3 — вспомогательная режущая кромка; 2φ — главный угол при вершине сверла; 2φ0 — вспомогательный угол при вершине сверла; Z0 — ширина зоны второй заточки; в — подточка поперечного лезвия и ленточки; г — подточка ленточки: f — ширина ленточки
- спиральные с цилиндрическим и коническим хвостовиками, предназначенные для сверления стали, чугуна и других конструкционных материалов;
- оснащенные пластинками из твердых сплавов, предназначенные для обработки деталей из чугуна (особенно с литейной коркой) и очень твердой и закаленной стали;
- глубокого сверления (одно- и двустороннего резания), используемые при сверлении отверстий, длина которых превышает диаметр в пять раз и более;
- центровочный инструмент (центровочные сверла и зенковки), предназначенный для обработки центровых отверстий обрабатываемых деталей.
Спиральное сверло и элементы его рабочей части приведены на рис. 2.22.
Углы и формы заточки спирального сверла показаны на рис. 2.23 и 2.24. Формы заточек сверл выбирают в зависимости от свойств обрабатываемых материалов и диаметра сверла.
Для повышения стойкости сверла и производительности обработки производят двойную заточку сверла под углами 2φ = 116…118° и 2φ0 = 70…90° (рис. 2.24, б).Подточка поперечной кромки (рис. 2.
24, в) и ленточки сверла (рис. 2.24, г) облегчает процесс сверления отверстий.
Подточка поперечной кромки снижает осевую силу, а подточка ленточки уменьшает трение ленточек о стенки отверстия и повышает стойкость сверл.
При подточке длина поперечной кромки уменьшается до 50 %. Обычно производится подточка сверл диаметром более 12 мм, а также после каждой переточки сверла.
В зависимости от обрабатываемого материала углы при вершине сверл выбирают по табл. 2.10, а задние и передние углы — по табл. 2.11.
Для сверления заготовок из чугуна и цветных металлов применяют твердосплавные сверла. Эти сверла из-за нестабильности работы редко применяют при сверлении заготовок из сталей.
Сверла диаметром от 5 до 30 мм оснащают пластинами или коронками из твердого сплава. Недостатками конструкции сверл с припаиваемой пластиной из твердого сплава являются ослабление корпуса инструмента и расположение места, где припаивается пластина, в зоне резания, т. е. в зоне высоких температур. Сверла с припаянными встык коронками из твердого сплава лишены этих недостатков.
Таблица 2.11. Задние и передние углы сверла
Примечания. 1. Задние углы даны для точек режущей кромки, расположенных на наибольшем диаметре сверла dmax.
2. При расчете угла γ принимают dr= dmax.
Для успешной работы твердосплавных сверл необходимо обеспечить их повышенную прочность и жесткость по сравнению со сверлами из быстрорежущей стали, это достигается увеличением сердцевины до 0,25 диаметра сверла.
Зенкеры предназначены для обработки литых, штампованных и предварительно просверленных цилиндрических отверстий с целью улучшения чистоты поверхности и повышения их точности или для подготовки их к дальнейшему развертыванию.
Зенкеры применяют для окончательной обработки отверстий с допуском по 11… 12-му квалитетам и обеспечивают параметр шероховатости Rz 20…40 мкм.
Конструктивно зенкеры выполняют хвостовыми цельными, хвостовыми сборными с вставными ножами, насадными цельными и насадными сборными.Зенкеры изготовляют из быстрорежущей стали или с пластинами твердого сплава, напаиваемыми на корпус зенкера или корпус ножей у сборных конструкций.
Хвостовые зенкеры (подобно сверлам) крепят с помощью цилиндрических или конических хвостовиков, насадные зенкеры имеют коническое посадочное отверстие (конусность 1:30) и торцовую шпонку для предохранения от провертывания при работе.
Зенкер (рис. 2.25, а) состоит из рабочей части l, шейки l3, хвостовика l4 и лапки е. Рабочая часть зенкера имеет режущую l1 и калибрующую l2 части.
Зенкеры имеют три, четыре, а иногда шесть режущих зубьев, что способствует лучшему по сравнению со сверлами направлению их в обрабатываемом отверстии и повышает точность обработки.
Рис. 2.25. Зенкер:
а — элементы зенкера: l — рабочая часть; l1 — режущая часть; l2 — калибрующая часть; l3 — шейка; l4 — хвостовик; е — лапка; б — режущая часть зенкера: α — задний угол; γ — передний угол; φ — угол главной режущей кромки; ω — угол наклона канавки зенкера; t — глубина резания; b — режущая кромка: φ1 — угол вспомогательной режущей кромки
Зенкеры из быстрорежущей стали изготовляют хвостовыми цельными диаметром 10…40 мм, хвостовыми сборными с вставными ножами диаметром 32…80 мм или насадными сборными диаметром 40… 120 мм.
Можно ли заточить сверло своими руками? Под каким углом затачивают свёрла для металла?
Производство режущих инструментов регламентируется большим числом нормативных документов. Например, при изготовлении свёрл по металлу, лёгким сплавам и другим труднообрабатываемым материалам руководствуются 32-мя ГОСТами. Свои ГОСТы есть для инструментов по дереву. В числе регламентируемых технических характеристик в нормативных документах указываются и углы их заточки.
Этот параметр измеряется на пересечении линий режущих кромок. Вот его рисунок в упрощённом виде:
В технической литературе он ещё называется угол 2φ. Кромки могут иметь разный вид в зависимости от назначения и величины поперечного сечения.
От чего зависит величина угла заточки
Точная заточка рабочих поверхностей обеспечивает высокое качество и скорость обработки материалов, препятствует перегреву, продлевает срок их службы. Угол заточки сверла для разных материалов определяют их физические свойства:
· твёрдость;· хрупкость;· вязкость.
Подробнее о материалах, из которых делают сверла мы писали в предыдущей статье
Что означает цвет сверла, нужно ли выбирать свёрла по цвету?
Величины углов 2φ с допусками точности указываются в ГОСТах для соответствующих видов режущих инструментов. Углы заточки сверла для различных материалов должны иметь следующие значения в градусах:
- рядовая и низколегированная сталь, чугун, твёрдые марки бронзы – 118 +/- 2;
- высоколегированные сплавы, тонколистовой металл и пакеты из него – 140 +/- 3;
- лёгкие алюминиевые сплавы, латунь, мягкие марки бронзы – 130 +/- 3;
- природный камень, бетон, красная медь – 125 +/- 3;
- дерево, эбонит, сплавы магния – 85 +/- 3;
- склонные к крошению материалы, например мрамор, – 80 +/- 2;
- электрон, силумин, пластмассы – 95 +/- 5.
Величина угла влияет на скорость подачи и степень нагрева. Чем она больше, тем медленнее процесс обработки материала и тем быстрее нагревается сверло. Поэтому сверление металлов и других твёрдых материалов чаще всего требует активного охлаждения специальными эмульсиями или другими способами.
Признаки износа сверла и способы заточки
В процессе эксплуатации режущие инструменты быстро затупляются. Износ начинается с периферии, после чего распространяется на всю кромку и заднюю грань.
Первым признаком того, что сверло затупилось, является появление резкого скрипящего звука при сверлении. Пользование тупыми инструментами в разы ускоряет их износ, вплоть до полной негодности.
Для их восстановления применяют следующие типы заточки сверла:
- Одинарная или нормальная. В технической литературе обозначается буквой Н. Применяется для свёрл сечением до 12 мм. Формирует на рабочей части две режущих и одну поперечную кромку.
- Заточка НП с сокращением длины поперечной кромки. Обеспечивает снижение эксплуатационной нагрузки на инструмент.
- НПЛ. Этот способ уменьшает поперечную кромку и ленточку режущей части сверла. Такая обработка снижает силу трения при сверлении и формирует задний угол, облегчающий рабочий процесс.
- ДП и ДПЛ. Двойные виды заточки свёрл – соответственно, без захвата и с подточкой ленточки. Оба способа формируют одну поперечную и по четыре рабочих кромки изломанной конфигурации. Тем самым обеспечивается лучший отвод тепла от режущей части, и повышается стойкость инструмента.
Все виды заточки свёрл по металлу, кроме Н, позволяют восстанавливать инструменты сечением до 80 мм.
По совокупности ряда условий общее время использования до очередной переточки по требованиям ГОСТов составляет от 5 до 41 минуты.
На конкретную величину этого периода влияют следующие факторы: диаметр и класс точности, марка сплава, из которого изготовлен инструмент, свойства обрабатываемых материалов.
Основные правила
На практике необходимость переточки режущих инструментов определяют в зависимости от их состояния и по ощущениям от работы с ними. Если на режущих кромках сверла появились зазубрины, ощущается вибрация, необходимо прикладывать большую силу для подачи инструмента, ему срочно необходима правка. При выполнении этой операции следует придерживаться таких правил и рекомендаций:
· заточка выполняется по задним граням сверла;
· восстановление инструмента проводится в два этапа – на корундовых кругах зернистостью №№ 25–40 и доводка угла на кругах из карбида кремния №№ 5–6 или эльбора №№ 6–8;
· во избежание перегрева режущих кромок требуется частое охлаждение в воде или водно-содовом растворе.
Небольшое видео процесса заточки сверла
Правильность геометрии углов заточки подтверждают при помощи шаблона. Его можно купить или сделать самому.
На нём проверяют угол 2φ и длину рабочих кромок, которые должны быть абсолютно идентичными, точность углов заострения, а также между перемычкой и режущей кромкой. Обработку выполняют на специальных станках или с использованием приспособлений, обеспечивающих точное положение.
Геометрия сверла по металлу — Станки, сварка, металлообработка

Сверла в процессе эксплуатации неизбежно теряют свои первоначальные свойства. Это связано с изменением конфигурации режущих кромок. Но при этом не всегда необходимо покупать новые. Если своевременно выполняется заточка сверла – время эксплуатации инструмента увеличивается.
Принципы заточки сверл
Для того, чтобы разработать технологию обработки режущей кромки этого типа инструмента — необходимо знать принцип его работы. Во время вращения режущие части сверла формируют конус. Такую же конфигурацию приобретает дно глухого отверстия.
Определяющим условием правильного выполнения этого процесса является соблюдение конфигурации режущей кромки, которая располагается на концах торца.
В случае изменения геометрии неизбежно появятся дефекты. Чаще всего это излишний нагрев сверла по металлу, формирование неровных стенок глухого или сквозного отверстия.
Во избежание возникновения этих дефектов необходимо своевременно выполнять заточку.Основные принципы восстановления конфигурации режущей кромки сверла:
- определиться с конфигурацией сверла. Его строение и материал изготовления напрямую повлияет на выбор технологии заточки;
- правильно выбрать инструмент для выполнения этой процедуры. Оптимальным вариантом будет использование специальных станков. В случае их отсутствия можно воспользоваться универсальным точильно-шлифовальным оборудованием;
- рекомендуется использовать охлаждающую жидкость. Она снизит степень нагрева режущей кромки во время обработки, а также минимизирует вероятность появления внутреннего или поверхностного натяжения.
Применение средств индивидуальной защиты является обязательной мерой. Даже если специальный станок имеет прозрачный щиток – всегда есть вероятность вылета мелкой стружки или поломки сверла.
Для обработки небольших сверл по металлу можно использовать шлифовальную машинку. В этом случае оно жестко крепится, а заточка осуществляется с помощью небольшой фрезы.
Технология обработки спиральных сверл
Технология заточки на абразивном кругу
Для заточки свел этого типа можно использовать абразивный круг, установленный на вал электродвигателя. Затем необходимо рассчитать угол между режущими кромками. Они должны образовывать конусное глухое отверстие в процессе эксплуатации.
Для правильного форсирования режущей части необходимо ориентироваться на конфигурацию спиральных канавок, вдоль которых происходит удаление стружки. Во время заточки кромка сверла должна быть параллельна оси вращения абразива. Сначала выполняется обработка одной кромки, а затем второй. Расстояние от режущей части до канавок должно быть одинаковым для двух сторон.
Угол между кромками должен быть равен изначальному. Если нет аналогичного нового сверла по металлу – можно ориентироваться по следующим данным, которые зависят от материала обработки:
- для стали — 140°;
- для обработки бронзы, латуни — от 110° до 120°;
- сверла по алюминию, дереву или пластику – от 90° до 100°.
В случае обработки универсальных сверл угол между режущими кромками составляет 120°. Для повышения качества рекомендуется изготовить или приобрести готовый шаблон. Следует отметить, что его конфигурация может быть различной в зависимости от типа обрабатываемого сверла.
Окончательный этап правки – формирование задней поверхности. Обработка также происходит на абразивном станке. Контроль качества осуществляется с помощью обычной шайбы.
Заточка победитовых моделей
Конструкция победитового сверла
https://www.youtube.com/watch?v=wY2X2IkNmf8
Заточка сверл с победитовыми напайками является более сложной процедурой. Для ее выполнения необходимо правильно добрать обрабатывающий инструмент и придерживаться правил выполнения работы.
В качестве инструмента обработки необходимо использовать специальные алмазные круги. Предварительно следует убедиться, что сверло можно наточить. Если длина режущей части составляет более 10 мм – оно может подвергаться заточке.
Правила заточки победитовых сверл:
- среднее значение оборотов диска. При их увеличении может произойти перегрев кромки, что приведет к отслоению победитовой напайки;
- минимальное давление на диск. Скорость снятия материала с режущей кромки у этих моделей высока. Необходимо постоянно контролировать конфигурацию;
- равномерная заточка. В случае разницы между размерами кромок во время эксплуатации неизбежно появятся неровности в отверстии, возможет люфт инструмента.
Добиться идеального состояния победитового сверла сложно. В отличие от инструмента по металлу, твердосплавные напайки могут изготавливаться из различных сплавов, что неизбежно скажется на сложности обработки инструмента.
https://www..com/watch?v=wY2X2IkNmf8
Если во время обработки режущая кромка нагрелась – опускать его в масло или другую охлаждающую жидкость не нужно. Остывание должно быть естественным. В противном случае возможно отслоение победитовой напайки.
В видеоматериале наглядно показана технология, по которой происходит заточка сверла:
Как заточить сверло по металлу своими руками: рекомендации
Даже самое прочное сверло со временем тупится. Выкидывать и приобретать новое нерационально, ведь при стачивании от ножа или топора не избавляются, а заостряют и продолжают эксплуатировать. Точно так же следует поступать и со свёрлами. Разумеется, их обработка гораздо сложнее, поэтому необходимо тщательно разобраться с тем, как заточить сверло по металлу.
Когда стоит точить сверло
Резкий скрип при работе служит признаком стачивания, так как данный звук возникает при сильном трении сверла о заготовку. Также пора точить инструмент, если при сверлении стружка имеет вид крошки, а не спиралевидных полосок. После эксплуатации необходимо потрогать сверло, если оно слишком горячее, то режущие кромки затупились, возникает избыточное трение.
При обнаружении какого-то признака следует сразу же прекратить работу и заострить сверло. Ведь при трении металл сильно разогревается. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернёт своих качеств, так как закалка «отпускается» при таком нагревании.
В результате инструмент становится непригодным. Поэтому лучше затачивать свёрла слишком часто, нежели чересчур редко. Не надо бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев при трении выведет из строя очень быстро.
Геометрия и части сверла
Перед выяснением, как заточить сверло по металлу, необходимо разобраться с устройством и геометрией данного инструмента. Составные элементы конструкции показаны на рисунке ниже.
На картинке нужно найти следующие части, которые пригодятся в дальнейшем:
- Режущие кромки, именно они снимают стружку с металла при работе.
- Задние поверхности (затылок).
- Канавки для эвакуации стружки.
При заострении обрабатываются задние поверхности и перемычка. Режущая кромка образуется плоскостью канавки и затылка. Именно задняя поверхность обрабатывается при заострении инструмента.
Форма затылка, в частности более низкое положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась выше задней поверхности.
Это требуется для снижения трения при работе и передаче всего давления на режущую кромку.
Кривизну и наклон режущей кромки необходимо определять специальным шаблоном, примеряя его к центру сверла. Главный параметр инструмента – угол при вершине, который образуется режущими кромками. Именно он определяет, какой металл можно сверлить бором.
https://www.youtube.com/watch?v=ub0uJyYEX0w
Градусы для просверливаемых предметов такие:
- для толстых листов – 130;
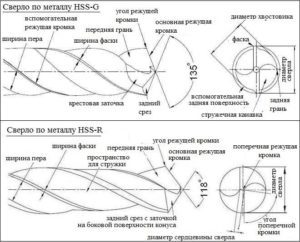
- для чугуна делается 2 угла: основной – 118, дополнительный – 90;
- алюминий, бронза и другие металлы средней твёрдости – 118;
- медь и прочие мягкие металлы – 100.
Также следует контролировать работу с помощью угла, который образуется режущей кромкой и осью инструмента. Для его измерения нужно наложить шаблон на боковую поверхность сверла. Здесь обязана находиться половина от угла при вершине. Такой способ измерения даёт гарантию, что сверло станет симметричным.
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента

Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку.
Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется.В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки.
Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом.
Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Геометрия сверла по металлу
Сверлением называется операция изготовления круглых отверстий в сплошном материале обрабатываемой детали при помощи режущего инструмента, называемого сверлом.
Увеличение диаметра уже имеющегося в детали отверстия с помощью сверла называется рассверливанием, а выполнение в сплошном материале неглубоких (несквозных) отверстий называется засверливанием.
Сверла
По конструкции и характеру выполняемой работы сверла подразделяются на следующие группы: перовые, спиральные, центровочные, кольцевые (рис. 1).
Рис. 1. Сверла
Изготовляются сверла из инструментальных углеродистых, легированных или быстрорежущей сталей. В каждой группе сверла могут оснащаться твердосплавными пластинами.
Перовые сверла
Перовые или плоские сверла отличаются простотой конструкции, дешевы в изготовлении, могут быть изготовлены самостоятельно, мало чувствительны к перекашиванию в работе. Перовые сверла бывают двусторонние и односторонние; отличие их лишь в форме заточки режущих кромок (рис. 2).
Рис. 2. Перовое сверло: а) для дерева; б) для пластмассы
Перовые сверла имеют плоскую режущую часть с двумя режущими кромками,расположенными симметрично относительно оси сверла и образующими угол резания в 45°, 50°, 75°, 90°.
Диаметр сверла измеряется по ширине лопатки. Толщина пера у режущих ребер зависит от диаметра сверла и составляет:
- у сверл диаметром 5…10 мм от 1,5 до 2 мм;
Геометрия стружколома сверла (+)
Как уже было отмечено ранее в этом материале, контроль стружкообразования – это один из важнейших пунктов, которые при обработке учитываются в первую очередь. Более того, необходимо уделять должное внимание геометрии, о чем и пойдет речь в данной статье.
Несмотря на то, что в тематической литературе геометрия стружколома рассматривается довольно часто, статья выделяется среди подобных материалов. Автор, основываясь на накопленном опыте, предлагает свою собственную подборку, позволяющую ознакомиться с основными аспектами и взглянуть на геометрию инструмента совершенно под другим углом.
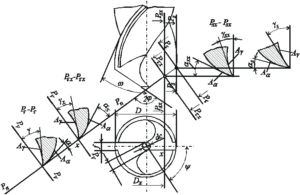
Для начала рассмотрим основные параметры геометрии режущей части сверла.
Занижение задней поверхности
Занижение задней поверхности – это свободное пространство между режущей кромкой и наружным диаметром.
Угол занижения задней поверхности может быть увеличен, правда в ущерб прочности режущей кромки, и в таких случаях наилучшие показатели достигаются при обработке мягких материалов.
В случае использования широкого угла следует помнить о возникновении нежелательного воздействия на вершину сверла, что необходимо учитывать на высоких скоростях резания.
Угол наклона винтовой канавки
Угол между осью сверла и его спиралями называется углом наклона винтовых канавок. Значения угла спирали являются важнейшим фактором оптимального удаления стружки.
Сверло с широким углом наклона рекомендовано для обработки материалов низкой прочности, при этом диапазон стандартных размеров угла составляет 15-40°.
Длина винтовой канавки
Длина винтовой канавки измеряется от крайней точки вершины сверла, где расположены все кромки, до места, где канавки заканчиваются. Длина канавок должна превышать глубину отверстия, чтобы стружка не скапливалась и не застревала внутри. Автор рекомендует использовать максимально возможную длину канавок.
Канавка с двумя полями
Двойной дизайн канавки обеспечивает стабильность и позволяет сверлить отверстие с повышенной точностью.
В некоторых случаях для обработки вязких материалов следует выбрать геометрию с уменьшенными полями, например для того, чтобы улучшить сверление алюминия.
Угол при вершине
Основное предназначение заднего угла заключается в уменьшении контакта между сверлом и обрабатываемым материалом.
Передний угол может быть положительным, нулевым или отрицательным, в зависимости от расположения к оси сверла. Обычно этот угол положительный и составляет примерно 12º.
Источник материала: перевод статьи
Chip breaking geometries in drilling,
Compositemachining.org
Автор статьи-оригинала:
Хосе (JOSE)
Ручная заточка спиральных сверл
Предлагаем вам ознакомится с обучающим видео на русском языке, найденном нами на
Технология заточки сверл различного типа
Сверла в процессе эксплуатации неизбежно теряют свои первоначальные свойства. Это связано с изменением конфигурации режущих кромок. Но при этом не всегда необходимо покупать новые. Если своевременно выполняется заточка сверла – время эксплуатации инструмента увеличивается.
Общие рекомендации по заточке сверл
Износ сверла в первой стадии может быть обнаружен по резко скрипящему звуку. Опытный рабочий безошибочно по звуку устанавливает момент, когда сверло начинает затупляться. При работе изношенным сверлом температура резания резко возрастает и сверло быстро изнашивается.
Всего различают 5 видов износа сверл:
- износ по задней поверхности;
- износ перемычки;
- износ по уголкам;
- износ по фаске;
- износ по передней поверхности.
2. Как затачивать сверла ?
После того, как мы определили, что сверлом больше нельзя работать, нужно приступить к делу.
2.1. Как держать сверло в руках при заточке
Затачивают сверло вручную следующим образом: левой рукой удерживают сверло за рабочую часть возможно ближе к режущей части (конусу), а правой обхватывают хвостовик, слегка прижимая режущую кромку к поверхности абразивного круга так, чтобы она приняла горизонтальное положение, прилегая задней поверхностью к кругу.
Заточку ведут с охлаждением водносодовым раствором.
Плавным движением правой руки, не отнимая сверла от круга, поворачивают сверло вокруг своей оси и, соблюдая правильный наклон, затачивают заднюю поверхность. При этом следят за тем, чтобы режущие кромки были прямолинейны, имели одинаковую длину и были заточены под одинаковыми углами.
2.2. Виды и углы заточки
Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность.
Сверла с режущими кромками разной длины или с разными углами их наклона будут сверлить отверстия больше своего диаметра.
При заточке спирального сверла для сверления стали необходимо получить угол при вершине 116-118°.
На станке имеется державка для крепления сверл, расположенная под углом 58-60° к оси круга (рис. 269), что дает возможность выдерживать угол 116-118° при вершине сверла. Кроме этого, державка наклонена в другой плоскости на 13°, что позволяет затачивать задний угол режущей кромки.
Для улучшения условий работы сверл различают 5 основных видов заточки, в зависимости от обрабатываемого материала и специфики выполняемых работ:
- одинарная (нормальная);
- одинарная с подточкой перемычки;
- одинарная с подточкой перемычки и ленточки;
- двойная с подточкой перемычки;
- двойная с подточкой перемычки и ленточки.
2.3. Проверка качества заточки
Качество заточки сверл проверяют специальными шаблонами с вырезами.
Наиболее совершенной конструкцией для измерения элементов режущих инструментов является прибор В. А. Слепнина, состоящий из двух вращающихся на оси дисков.
Достоинство прибора — его универсальность, допускающая измерение углов заточки и элементов различных режущих инструментов,- сверл, зубил, крейцмейселей и др. Применение его исключает необходимость изготовления большого количества специальных шаблонов, ускоряет процесс проверки.
Форма заточки оказывает влияние на стойкость спирального сверла и скорость резания, допускаемую для данного сверла. Сверла с обычной заточкой обладают рядом недостатков.
У них переменный передний угол по длине режущей кромки. Причем у перемычки он приобретает отрицательное значение.В очень тяжелых условиях работает переходная часть сверла (от конуса к цилиндру), так как в ней действуют наибольшие нагрузки, при этом ухудшается отвод тепла.
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.).
Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания.
Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше.
Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки.
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых.
Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей.
Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином.
В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).