ГОСТ на гибку листового металла
Гибка и гнутье листового металла различными способами и устройствами — Станок
23 Март 2019 Гибка листовой стали: особенности технологического процесса и преимущества данного способа обработки металла
Вопросы, рассмотренные в материале:
- В чем преимущества такого вида обработки металла как гибка
- Какие имеются способы гибки металла
- Какое существует оборудование для гибки листовой стали
- Какова последовательность операций при гибке листовой стали на заказ
Изделия из стали применяются во всех сферах жизни человека, начиная с промышленности и строительства и заканчивая бытом.
Чтобы стальной лист превратился, к примеру, в готовую деталь, его особым образом обрабатывают.
На первый взгляд обрезка, сверление, шлифовка и другие виды обработки кажутся простыми механическими действиями. Однако на самом деле они являются сложными технологическими процессами.Для изготовления металлического предмета требуется специальное оборудование и определенные навыки. Чтобы создать изделие высокого качества, необходимо строго соблюдать технологию. В частности, особого мастерства и точности требует гибка листовой стали.
Что такое гибка металла и в чем ее преимущества
Гибкой листовой стали называется разновидность обработки, при которой изделию придается желаемая форма. Результат достигается за счет того, что верхний слой материала растягивается, а внутренний – сжимается.
Существуют разные способы, с помощью которых можно сгибать металлический лист и менять его внешний вид. Технология позволяет за короткий срок получить качественный и прочный предмет необходимой формы. Можно выделить две разновидности технологического процесса, при котором делают гибку:
- Сгибание листовой стали вручную.
- Механическая обработка.
В первом случае применяются различные слесарно-монтажные инструменты (молоток, тиски, плоскогубцы и пр.), во втором – промышленное оборудование.
Ручную гибку листового металла можно выполнять, когда его ширина меньше 0,6 мм. В противном случае потребуются специальные станки: листогибочный пресс, вальцы, роликовый гибочный станок.
Металл видоизменяют не только сгибанием, но и другими методами – скручиванием, сваркой.
С последней часто сравнивают гибку, поскольку одно изделие можно изготовить двумя способами: согнуть сталь под нужным углом или соединить между собой отдельные детали сварочным оборудованием.
Однако если делать гибку, то процесс пройдет быстрее и проще. Именно в этом заключается основное преимущество первой технологии перед второй.
Другие аргументы в пользу того, чтобы для обработки листовой стали применять гибку:
- С помощью данного способа получается более качественное, прочное и долговечное изделие. Участки металла в местах сгибания остаются герметичными, поэтому предмет будет более устойчивым к механическому воздействию.
- Стоимость работ ниже, чем при сварке.
- Гибку выполняют за короткий промежуток времени.
- Если материал сгибается прессованием, то исключается риск появления повреждений. Технология позволяет получать желаемую форму без ущерба для качества. Сохраняются высокие технические характеристики изделия, в частности, прочность.
- Гибку листовой стали используют, чтобы исключить любые изменения физических или химических свойств сплава, поскольку не происходит какого-либо существенного вмешательства в состав.
- С помощью технологии можно изготовить ровные, бесшовные, аккуратные детали.
Перечисленные достоинства подтверждают, что для получения качественной и прочной металлической заготовки лучшие выполнять гибку листовой стали.
Способы гибки металла
Классификация видов сгибания металла:
- По виду конечного профиля.
Изделие может быть с одним углом (L), двумя (П) или несколькими (если металл пластичен). В последнем случае многоугловую гибку делают без нагревания материала.
Возможна гибка листовой стали по радиусу, при которой материал загибают на заготовке. Подобным образом изготавливают петли, оцинкованные хомуты и т. д.
- По способу деформации (характеру усилия).
Гибку можно делать свободной – профиль располагается между двумя опорными конструкциями, а на центральную точку происходит воздействие с усилием, в результате чего материал сгибается.
Возможно сгибать листовой металл с калибрующим ударом. В данном случае под заготовку кладется подпружиненная опора, которая вместе со стальным листом перемещается вниз.
Бывает, что последний метод упрощают – в конце рабочего хода гибочного станка изделие жестко чеканится.
- По количеству переходов.
На частоту переходов влияет такое свойство металла, как пластичность. Металлическое изделие без нагревания может сгибаться до угла, равного 120° (без образования трещин).
Если предполагается более интенсивное формообразование, то выполняют гибку с двумя или тремя переходами.
Если листовой материал отличается низкой пластичностью, то участки между переходами подвергаются термической обработке (отжиг).
- По способу сгибания.
Процесс может выполняться с помощью оборудования, на котором осуществляются возвратно-поступательные или вращательные движения.
В первом варианте используется гидравлический горизонтально-гибочный станок (кузнечный бульдозер), если давление происходит по горизонтали, либо механический листосгиб – если по вертикали.
Второй способ – когда гибку листовой стали производят на ротационных машинах, где деформация происходит между вращающимися валками.
Нередко подобную гибку совмещают с другими видами механической обработки: резкой, вырубкой, пробивкой. Для изготовления сложных объемных изделий производится штамповка. Более редким случаем сгибания металла является растяжение для производства узкой вытянутой заготовки с большим диаметром.
Как происходит процесс гибки листовой стали
Технология формообразования деталей из листовой стали заключается в том, что между двумя участками листа образуется угол (градус строго задан), для расчета которого используются специальные автоматизированные программы.
Важно понимать, что при сгибании материал деформируется до определенного предела, который индивидуален для каждого металла или сплава. Важно, чтобы процесс изготовления заготовки соответствовал требованиям ГОСТа гибки листовой стали.
На степень деформации влияют следующие параметры:
- Толщина металла
- Угол загиба.
- Пластичность и хрупкость материала.Технологические особенности процесса.
Для того чтобы выполнять гибку листовой стали без брака, используются промышленные листогибочные станки. Необходимо строго соблюдать особенности технологии, чтобы готовые изделия получились качественными. Любые отклонения могут привести к образованию дефектов, что скажется на качестве и прочности уже готовой металлической конструкции.
Промышленное оборудование позволяет выполнять гибку стального листа любой толщины. При этом, чтобы деформация была пластичной, достаточно только правильно рассчитать создаваемое оборудованием напряжение.
Оборудование для гибки листовой стали
На сегодняшний день существуют различные гибочные машины. Самые простые из них подходят для изготовления уголков, каркасных профилей и пр. Более усложненные, используемые в промышленных масштабах, делятся на несколько видов:
- Ротационный листосгиб – станок, в котором происходит вращение нескольких валков, в результате чего заготовке придается округлая форма. При подобной гибке металл помещается между валками, затем перемещается между ними, приобретая необходимый изгиб. Вращение может осуществляться как вручную, так и с помощью гидравлики.
- Листосгиб с поворотными балками – станок состоит из прижимной балки и двух плит, неподвижной и поворотной. Оборудование подходит для изготовления небольших и несложных заготовок из листовой стали.
- Пневматические и гидравлические прессы (второй вариант встречается чаще). Используются на мелкосерийном производстве, когда делают гибку листовой нержавеющей стали или иных сплавов. Деталь, которая подлежит сгибанию, размещается между матрицей и пуансоном. Аппарат подходит для формообразования материалов даже с большой толщиной.
Наиболее современным оборудованием считается ротационная машина, на которой гибку выполняют в автоматическом режиме. Благодаря этой возможности нет необходимости в расчете прилагаемого усилия.
Листосгибы с поворотными балками также автоматизированы: работнику необходимо лишь правильно расположить лист на оборудовании. Подобные машины часто эксплуатируются на небольших производственных предприятиях.
Особенности гибки нержавеющей листовой стали
Нержавеющая сталь получила название благодаря своей устойчивости к коррозии. Это свойство обеспечивается сочетанием нескольких элементов, которые являются легирующими, то есть улучшающими качества основного материала.
Помимо стойкости к разрушению от ржавчины, примеси добавляют сплаву и другие качества: прочность, пластичность и пр. Существует несколько разновидностей нержавеющей стали.
Поэтому прежде чем выполнять гибку, нужно узнать состав сплава.
Перед тем как согнуть лист, его разрезают – применяется лазерная, водно-абразивная резка и пр. С помощью резки создается плоская раскатка будущего изделия.
Для формообразования лист подвергается сгибанию под заданные параметры. Обработка нержавеющей листовой стали происходит по тому же принципу, что и в случае с другими сплавами.
Как уже было сказано, гибку производят на специальных автоматизированных или механизированных листогибах – станках, прессах и пр. Обычно металл сгибается в холодном состоянии.
Однако если есть риск того, что заготовка будет повреждена, то происходит гибка листовой стали с предварительным нагревом.
В последние годы благодаря автоматизации процесса гибки стали предприятие получает следующие преимущества:
- Увеличивается объем выпускаемых изделий.
- Снижается себестоимость производства.
- Повышается качество готовой продукции.
- Уменьшается количество дефектных деталей.
Для производства изделия достаточно настроить специальную компьютерную программу, и она в автономном режиме будет выполнять все стадии производства практически без участия рабочего персонала.
Последовательность операций при гибке листовой стали на заказ
Гибку листовой стали начинают с разработки технологического процесса, который предполагает несколько этапов:
- Анализ конструкции изделия.
- Расчет усилия и работы процесса.
- Подбор типоразмера производственного оборудования.
- Подготовка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Оформление проекта технологической оснастки.
Перед тем как выполнять гибку, листовой материал изучается на соответствие его возможностей заданным требованиям. Этот этап позволяет определить, что металл подходит для штамповки по параметрам, заданным по чертежу готовой детали. Изучаются следующие свойства:
- Пластичность, то есть способность материала деформироваться под заданные условия без разрушения. В том случае, если металл или сплав малопластичен, производится несколько переходов и термическая обработка (отжиг).
- Возможность загиба под нужный угол или радиус без образования трещин в местах деформации.
- Риск искажения заготовки при гибке изделия со сложным контуром, если воздействие происходит с большим давлением.
Если по результатам анализа выясняется, что металл не соответствует требованиям, то принимается одно из следующих решений:
- Выбирается более пластичный металл или сплав.
- Перед тем как производить гибку, материал подвергается термической обработке.
- Заготовка нагревается до нужной температуры.
Технологический процесс формообразования требует некоторых предварительных расчетов, в частности, таких показателей, как угол сгибания, радиус сгибания, угол пружинения.
Радиус гибки листового материала рассчитывают на основании того, насколько пластичен металл, каково соотношение размера и скорости выполнения деформации. Чем ниже минимальный радиус, тем меньше первоначальная толщина листа.
Уменьшение толщины называется утонение, коэффициент которого показывает, насколько меньше станет толщина заготовки. Если при расчетах выясняется, что показатель выше критичного, то используется листовое изделие с большей толщиной.Минимальный радиус зависит от таких свойств стали, как пластичность, толщина листа, расположение волокон в сплаве.
Если выполнять гибку металла, у которого небольшой радиус гиба, то возможна деформация верхнего слоя металлопроката, в результате чего пострадает качество уже готового изделия.
По этой причине минимальные радиусы следует рассчитывать по наибольшим деформациям крайних частей заготовки, исходя из относительного сужения материала, который видоизменяется.
Пружинение при гибке рассчитывается на основе фактических углов пружинения. При сгибании стали необходимо принимать в расчет и усилия, которые прикладываются для деформации заготовки.
Силовые показатели зависят от того, насколько пластичен металл и какова интенсивность его упрочнения при гибке. Как только прокатка завершается, материал приобретает свойство анизотропии, то есть меняются его физические свойства в зависимости от направления прокатки.
Проще говоря, если сгибать профиль вдоль волокон, то вероятность образования трещины в местах деформации снижается.
Чтобы точность расчетов силовых показателей была высокой, необходимо учесть, как именно профиль будет деформироваться. Возможны два варианта:
- С изгибающим элементом, то есть лист размещается между фиксаторами и сгибается.
- С усилием – на финальной стадии технологического процесса изделие опирается на рабочую поверхность матрицы.
Первая технология применяется, чтобы изготавливать детали с меньшими энергозатратами, вторая – при производстве деталей со сложным контуром.
Гибку листовой стали производят для формообразования практически любых сплавов, независимо от того, присутствуют в них легирующие примеси или нет. В этом заключается основное преимущество технологии перед другими методами обработки металла. Исключение составляют лишь материалы с повышенной хрупкостью и склонностью к деформации.
Гибка металла по радиусу
Гибка — один из ключевых способов металлообработки. Технологический процесс позволяет из плоской прямолинейной заготовки получить изделие изогнутой формы. Один из видов гибки металла — радиусная.
Он подразумевает использование листогибочных прессов, которые способны придать листу или трубе нужный угол.
Гибка позволяет избежать штамповки и сварки, получать изделия необходимой формы за меньшую стоимость.
Рисунок 1 — Гибка по радиусу
Востребованность технологии «гибка металла по радиусу»
Методом гибки металла под углами и разными радиусами получают:
- элементы навесных фасадов;
- металлическую мебель;
- карнизы;
- детали интерьера;
- рекламные штендеры и др.
Рисунок 2 — Радиусная гибка швеллера
С необходимостью радиусной гибки металла часто сталкиваются в быту, при строительстве и ремонте. Например, когда требуется согнуть профильную трубу под определенным углом без лишних деформаций и изломов. Сделать это самостоятельно вряд ли получится.
Качественно выполнить работу можно только с помощью профессионального станка. Задача машин — совершение пластической деформации без порчи металла.
Технология позволяет учитывать характеристики заготовки и производить продукцию с разными техническими данными.
Как подготовить листовой металл к гибке по радиусу
Прежде чем использовать станки для радиусной гибки листового металла, важно правильно подготовиться к процессу:
- провести анализ характеристик будущего изделия;
- рассчитать усилие, которое требуется приложить;
- подобрать типоразмер оборудования;
- выполнить чертежи заготовки;
- рассчитать параметры деформации;
- спроектировать инструментальную оснастку.
Важный этап — подбор материала и проверка его на пригодность. Когда параметры гибки определены, нужно понять, подойдут ли для работы существующие заготовки. Для этого необходимо:
- определить пластические характеристики изделия, сверить результаты с реальными напряжениями, которые возникают при сгибании;
- определить минимальный радиус гибки листового металла, при котором риск образования трещин не велик;
- выявить возможность деформации заготовки после обработки давлением, особенно если конечная конфигурация отличается сложностью.
Результаты подобного исследования могут быть различными. Проверив все, специалисты выносят соответствующие решения:
- заменить заготовку на более пластичную;
- нагреть металл перед деформацией;
- провести разупрочняющую термообработку.
Важно: перед гибкой нужно определить наименьший угол, минимальный радиус, угол пружинения выбранного листа металла.
Как осуществляется гибка листового металла по радиусу
Гибочные операции — главные способы обработки листового металла. Сначала листы подготавливаются в гибочных станках на заготовительных участках. Часто заготовки разрезаются на штрипсы — полосы определенной ширины, которые затем деформируются согласно плану.
Рисунок 3 — Гибка листового проката
При выполнении радиусной гибки листового металла следует учитывать ряд особенностей:
- В результате обработки давлением металл становится волокнистым. Чтобы не появились трещины, гибку проводят поперек волокон. Также лист можно гнуть так, чтобы линия изгиба была под углом 45° к направлению волокон.
- Металл обладает текучестью. Если превысить ее предел, лист порвется.
- В месте гиба возникают изменения: металл истончается, деформируется в поперечном сечении, нейтральный слой смещается в сторону меньшего радиуса (изначально он расположен либо в середине, либо в центре тяжести).
Особые сложности возникают при работе с заготовками малого размера. Важно помнить следующее:
- при малом радиусе гибки деформация охватывает большую часть заготовки;
- при большом радиусе — такого эффекта нет.
Как выполняется гибка труб по радиусу
Понятие радиуса существует не только при гибке листового металла, но и при деформации труб. Использование специального оборудования позволяет сократить количество сварных швов и повысить качество монтажа.
Технология сгибания стальных труб позволяет полностью или частично деформировать заготовки. По внутреннему радиусу полый профиль испытывает сжимающую силу, а по внешнему — растягивающую. Процесс имеет свои особенности:
- при сгибании некоторые участки трубы могут деформироваться так, что нарушается соосность;
- радиальные силы, которые растягивают наружную стенку, могут стать причиной разрыва металла;
- сдавливающие тангенциальные силы, действующие на внутреннюю стенку, при неравномерном гибе могут стать причиной появления складок — гофрирования металла.
Чтобы согнуть трубу по радиусу, можно использовать два основных метода:
- холодный;
- с предварительным разогревом нужного участка.
Холодная гибка применяется для труб малого диаметра. Она подразумевает обязательное выяснение минимального радиуса сгибания.
Предварительный разогрев используется для повышения пластичности металла и снижения риска появления дефектов. Чаще всего данный способ применяется для труб крупного диаметра. На осуществление работ с предварительным разогревом нужно больше времени и трудозатрат.
Оба метода предполагают знание технологических процессов. Только при соблюдении соответствующих норм и стандартов можно осуществить радиусную гибку без образования трещин или складок на стенках.
Рисунок 4 — Радиусная гибка труб
Радиусы гибки листового металла
При деформировании заготовок важно знать минимальные радиусы гибки листового металла. Для каждого элемента или сплава эти показатели разные. Если их не учитывать, заготовку легко испортить.
Кроме материала, на радиус гибки влияют:
- вид листов (отожженные, наклепанные);
- положение линии гиба (вдоль или поперек волокон).
Минимальный радиус гибки листового металла
Для примера рассмотрим минимальные радиусы гибки металла в таблице.
| Материал | Отожженные | Наклепанные | ||
| Линия сгиба | ||||
| Поперек волокон | Вдоль волокон | Поперек волокон | Вдоль волокон | |
| Алюминий | 0,2 | 0,3 | 0,8 | |
| Медь | 0,2 | 1 | 2 | |
| Латунь Л68 | 0,2 | 0,4 | 0,8 | |
| Мягкий дюралюминий | 1 | 1,5 | 1,5 | 2,5 |
| Твердый дюралюминий | 2 | 3 | 3 | 4 |
| Сталь 05–08 | 0,2 | 0,2 | 0,5 | |
| Сталь 8–10, Ст1 и Ст2 | 0,4 | 0,4 | 0,8 | |
| Сталь 15–20, Ст3 | 0,1 | 0,5 | 0,5 | 1 |
| Сталь 25–30, Ст4 | 0,2 | 0,6 | 0,6 | 1,2 |
| Сталь 35–40, Ст5 | 0,3 | 0,8 | 0,8 | 1,5 |
| Сталь 45–50, Ст6 | 0,5 | 1 | 1 | 1,7 |
| Нержавеющая сталь Х18Н9Т | 1 | 2 | 3 | 4 |
Максимальный радиус гибки листового металла
Понятия максимального радиуса гибки нет. Если специалист точно знает, какой минимальный радиус гибки листового металла, значит, любые более крупные варианты подходят.
Расчет радиуса гибки листового металла
Из выше написанного следует, что расчет радиуса гибки листового металла, основывается на его параметрах. В учет берется материал изготовления, толщина изделия, способ изготовления заготовки, а также пожелания заказчика. Последние напрямую зависят от того, какое изделие необходимо получить.
ГОСТ радиуса гибки листового металла
Поможет определить радиус гибки листового металла ГОСТ и другие отраслевые стандарты. Например, для листовых материалов из сталей разработан ОСТ 1 00286-78.
Этот документ устанавливает расчетную формулу, необходимую для определения минимального радиуса сгиба изделий толщиной до 3 мм.
А в ГОСТ 17040-80 можно найти формулу для определения минимально допустимого радиуса сгиба за одну операцию штамповки при свободной гибке материала толщиной 4 мм.
Радиус гибки листового металла гост
Для увеличения жесткости металлических конструкций применяют уголок гнутый. Он также используется для строительства вентилированных фасадов, в производстве раздвижной мебели и во многих других областях. Угол гнутый получают из холодного листа металла на специальном оборудовании.
Варианты изготовления гнутого углка:
- Гибка на гидравлическом прессе — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого.
- Гибка металла на вальцах — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений свойств металла при обработке. Как первый, так и второй способ оставляют структуру металла на местах сгиба неизменной. При этом лист металла может иметь толщину до 10 мм.
Гибка металла на гидравлическом прессе
Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола.
После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла.
Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Гибка металла на вальцах
Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок.
Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести.
При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении.
Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом . Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе.
Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый.Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали.
Гибка листового металла ГОСТ

Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла. 4.25/5 (84.95%) проало 105
И котельном производстве необходимо в большом количестве изготовлять изделия цилиндрической, конической, сферической и равных других форм преимущественно из листового, а также из профильного металла. Для этого материал должен подвергаться гибке, которая может быть выполнена холодным и горячим способом.
Холодная гибка металла.
Холодная гибка применяется главным образом при изгибании металла и одном направлении по образующим цилиндра или конуса.
Изгибание же по разным направлениям для получения сферической формы сопряжено с очень значительными внутренними напряжениями, возникающими в металле, сильно изменяющими его структуру.
Во избежание внутренних напряжений гибка металла производится, когда он находился в нагретом состоянии.
При холодном изгибании листового или профильного металла существует определенное предельное соотношение между толщиной листа, размерами профиля и радиусом изгиба. За пределами этого соотношения гибка металла сопровождается изменениями его механических свойств.
Предел безвредного удлинения при холодном загибе листа на основании опытных данных составляет около 7%.
Горячий способ гибки. Горячая гибка металла.
Профильный металл большей частью загибается в горячем состоянии, за исключением тех случаев, когда радиус загиба настолько велик по отношению к размерам профиля, что эта операция загиба легко выполнима в холодном состоянии без всякого вреда для металла.
После горячей гибки металла, меняется его структура, а именно, после нагрева и гибки происходит охлаждение, что вызывает уменьшение размеров зерна в металле, благодаря чему происходит увеличение некоторых свойств: упругости, твердости, предела прочности при разрыве, в то время, как сжатие и вязкость существенно не меняются. Также охлаждение металла сопровождается уменьшением удлинения при разрыве
Температура горячей гибки листа.
Конечная температура горячей обработки не должна спускаться ниже 780°. При температуре горячей обработки низкоуглеродистой стали в 800—900° образуется структура, обеспечивающая высокие механические свойства металла.
Пережог металла.
Продолжительное нагревание металла при температуре, близкой к температуре плавления, вызывает явление пережога, которое ухудшает свойства металла.
При пережоге происходит поверхностное обезуглероживание и окисление поверхности металла. Продолжительное пребывание металла при температуре выше нормального нагрева вызывает явления перегрева.
Перегрев характеризуется образованием крупнозернистой структуры.
Расчет гибки металла.
Таким образом, если согнуть лист длиной L и толщиной S в барабан, то нейтральное волокно, проходящее посредине толщины листа равное по длине L, дает в результате загиба окружность диаметра:
Do = L/π
Расчет внутреннего диаметра.
При толщине стенок цилиндра S внутренний диаметр его будет равен:
D = Dо — S = (L — πS)/ π,
Расчет наружного диаметра.
А наружный диаметр будет равен:
D1 = Dо + S = (L + πS)/ π
и разность длины соответственных окружностей составит:
πD1 — πD = π((L + πS)/ π) — π((L — πS)/ π) = L + πS — L + πS = 2πS
Согласно вышеприведенному требованию отношение 2πS : πD не должно превышать 0,05.
Гибка толстого металла.
Из требования 2πS/πD ≤ 0,05 следует, что D ≥ 2S/0,05 = 40S, т. е.
минимально допустимый внутренний диаметр барабана должен равняться сорокакратной толщине листа, а радиус загиба – двадцатикратной. Таким образом, для листа толщиной 20мм барабан должен иметь внутренний диаметр не менее 800 мм.
Минимальные радиусы гибки металла.
Согласно этому правилу можно составить следующую таблицу:
| Толщина листа в мм | 10 | 12 | 14 | 16 | 18 | 20 |
| Минимально приемлемыйдиаметр барабана в мм | 400 | 480 | 560 | 640 | 720 | 800 |
При загибании листа на диаметр меньший, чем указанное соотношение, необходимо полученное изделие отжечь подвергнуть низкому отпуску для уничтожения вредных последствии деформации и восстановления нормальной структуры металла или производить гибку нагорячо.
Согласно выработанным нормам, листы толщиною свыше 40 мм рекомендуется загибать при температуре красного каления (около 1000 – 1100°). Холодное загибание листов производится на особых листозагибных станках различных конструкций. Технология операции загиба или вальцевания листов тесно связана с конструкцией гибочных станков.
Статья оказалась полезной?! Поделись в соц. сетях! СПАСИБО!
Гибка листового металла
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый. Он также используется для строительства вентилированных фасадов и во многих других областях. Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
- Гибка листового металла на гидравлическом прессе — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого.
- Гибка листового металла на вальцах — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений свойств металла при обработке. Как первый, так и второй способ оставляют структуру металла на местах сгиба неизменной. При этом лист металла может иметь толщину до 10 мм.
Гибка листового металла на гидравлическом прессе
Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола.
После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла.
Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Гибка листового металла на вальцах
Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок.
Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести.
При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении.
Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом . Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе.
Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый.Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали.
После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Гибка листового металла длиной до 4 метров, толщиной до 16 мм на прессах AMADA. Сложные гибы. Выполняем заказы точно в срок!
Для изготовления деталей (изделий) методом гибки необходимо предоставить развертки на изделия, чертежи на изделия и заявку (спецификацию).
Теория гибки
×
Гибка до соприкосновения: После выбора нужного V-образного канала, поместите материал по обоим краям V канала. После установки шага хода, верхний инструмент начнет двигаться, гибка будет осуществляться до требуемого значения (30, 60, 75 и т.д. ).
Примите во внимание, что материал во время процесса гибки будет испытывать напряжение.Важные величины при выборе V канала:- Листы до 3 мм — 6-8 х S- Листы более 3 мм – 8-12 х SS — толщина гибочного листа.
Примечание: Эти значения так же учитываются при гибке короткого материала.
Требуемые для гибочного стола величины сопротивления, внутреннего радиуса и прочая информация находится в Инструкции.
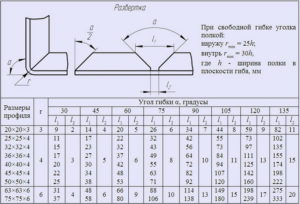
Пример: Толщина листа 3 мм, ширина требуемого канала 25 мм, лист для гибки 18 мм. Внутренний радиус 4,2 мм и требуемое сопротивление 21 тонна. Будьте внимательны к следующим моментам при осуществлении гибки:
А – 3 точки для эффективной гибки. Это оба края нижнего инструмента и гибочный край верхнего инструмента.В – Гибочный лист (90) с механической обработкой.Верхний инструмент должен находиться под давлением по обеим сторонам пока не достигнет канала нижнего инструмента.Преимущества данного процесса следующие:1 – Нет необходимости использовать все тоннажное сопротивление Пресса.
2 – Возможность для гибки соответствующих толщин листов.3 – Один и тот же инструмент может использоваться на разных уровнях гиба.
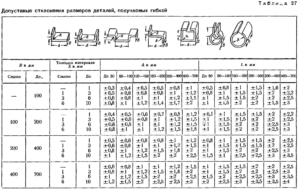
Следующие допуски должны быть приняты во внимание при гибке до соприкосновения материалов старой формы, наклоненной назад:а – гибка с остроконечным инструментом +/- 2б – гибка со стандартным инструментом +/- 3с – гибка с инструментом с тупым концом +/- 5Разница в уровнях общей длины величины толщины гибки до соприкосновения:Пример: 2 мм толщина листа с 140 гиба.Выбранный проем V канала: V: 8 х s: 8 х 2 : 16 ммКак видно из следующей таблицы, если мы примем за основу, что разница толщины общей длины материала 10 %, то это означает, что разница в уровне будет 2,5. Приведенные значения вычислены теоретически и на практике путем, указанным выше.
В СООТВЕТСТВИИ С ТАБЛИЦЕЙ DEHLER
2. ПРЕССОВАНИЕ С ИСПОЛЬЗОВАНИЕМ ИНСТРУМЕНТА
Для достижения хорошего результата на точных профилях, инструменты должны быть очень хорошего качества. В данной ситуации требуется высокий тоннаж.
Уровень прессования на данных станках уже задан, поэтому нет необходимости производить какие либо установки самостоятельно.
Преимущества: Так как минимизируется тенденция материала к возврату к прежней форме, разница уровней будет минимальной. Недостатки: высокий тоннаж и высокий гиб требуют дорогостоящего инструмента.
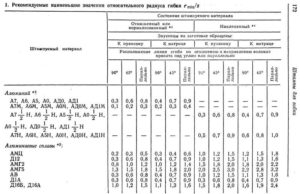
Гибка листа связана с величиной радиуса V канала и не связана с толщиной листа и длиной.При таких условиях радиус меньше чем радиус V канала.
3. СПЕЦИФИКАЦИЯ НА ЛИСТЫ МЕТАЛЛА, ИМЕЮЩИЕ ТЕНДЕНЦИЮ К ВОЗВРАТУ К ПРЕЖНЕЙ ФОРМЕ ВО ВРЕМЯ ГИБКИ ДО СОПРИКОСНОВЕНИЯ
Как известно, листы металла имеют свойство принимать прежнюю форму из-за эластичности материала.Это связано со следующим:А – требуемые стандартом пропорцииБ – МатериалоемкостьВ – Покрытие материала
С – Содержимое
P: Сопротивление давлению (тонн)L: Длина листа (мм)R: Сопротивление (кг/мм2)s: Толщина листа (мм)V: Расстояние канала
Пример:
Длина листа: 1000 мм Сопротивление: 42 кг/мм2
Если ширина V канала: 8 х S выбрана, то тогда получается следующее значение.
С этой формулой нет необходимости производить оставшиеся калькуляции для нахождения сопротивления давлению (тоннаж).Длина: 2500 мм Толщина листа: 2 мм Сопротивление: 45 кг/мм2 Подходящее сопротивление давлению 2,5 х 8 х 2: 40 тонн, как показывает последний пример, жесткость материала в 40-45 кг/мм2 требует сопротивления в 2,5 мм.
Если Гибочный пресс используется вне его возможностей, это может нанести вред инструменту и материалу. Когда лист гнется с сопротивлением более 40 кг/мм2, в таком случае, как показывает практика, к полученному значению нужно добавить 10%.
На жестком материале это значение 10-12 х S и из-за жесткости материала возможность появления повреждений предупреждена.
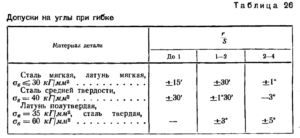
135 – Разница углов, которая может произойти из-за проема V-образного канала.
4. ДИАГРАММА ГИБА
Вместимость (тонн) L: — длина листа (мм) (L=1000мм)R: — Внешний радиус (мм)Предел прочности на разрыв (кг/мм2)V: — Расстояние шаблонаP: — Необходимый тоннаж (тонн)Н: — Минимальная длина листа гиба (мм)S: — Толщина листа (мм)
5. ВАЖНЫЕ СВЕДЕНИЯ ДЛЯ ГИБА
Рисунок 1: Рисунок показывает максимальный тоннаж, разрешенный для определения длины гибки.TS: — Общая длина листа.
Рисунок 2: — Когда Вам необходимо произвести короткие гибы, как показано на рисунке 2, следует гнуть материал одинаковой длины на обоих концах станка.