Индукционная плавка металлов своими руками
Индукционные печи своими руками: схемы и пошаговые инструкции для сборки в домашних условиях

Выплавка металла индукционным способом активно применяется в различных отраслях, например машиностроении, металлургическом и ювелирном производстве.
Материал нагревается под воздействием электрического тока, что позволяет использовать тепло с максимальной эффективностью.
На крупных фабриках для этого имеются специальные промышленные агрегаты, тогда как в домашних условиях можно собрать простенькую и небольшую индукционную печь своими руками.
Подобные печи популярны на производстве
Принцип действия
Принцип работы индукционной печи иллюстрирует рис. справа. В сущности она – электрический трансформатор с короткозамкнутой вторичной обмоткой:
Принцип действия индукционной печи
- Генератор переменного напряжения G создает в индукторе L (heating coil) переменный ток I1.
- Конденсатор С совместно с L образуют колебательный контур, настроенный на рабочую частоту, это в большинстве случаев повышает техпараметры установки.
- Если генератор G автоколебательный, то С часто исключают из схемы, используя вместо него собственную емкость индуктора. Она у описанных ниже высокочастотных индукторов составляет несколько десятков пикофарад, что как раз соответствует рабочему диапазону частот.
- Индуктор в соответствии с уравнениями Максвелла создает в окружающем пространстве переменное магнитное поле с напряженностью H. Магнитное поле индуктора может как замыкаться через отдельный ферромагнитный сердечник, так и существовать в свободном пространстве.
- Магнитное поле, пронизывая помещенную в индуктор заготовку (или плавильную шихту) W, создает в ней магнитный поток Ф.
- Ф, если W электропроводящая, индуцирует в ней вторичный ток I2, то тем же уравнениям Максвелла.
- Если Ф достаточно массивна и цельная, то I2 замыкается внутри W, образуя вихревой ток, или ток Фуко.
- Вихревые токи по закону Джоуля-Ленца отдает полученную им через индуктор и магнитное поле от генератора энергию, нагревая заготовку (шихту).
Электромагнитное взаимодействие с точки зрения физики достаточно сильно и обладает довольно высоким дальнодействием. Поэтому, несмотря на многоступенчатое преобразование энергии, индукционная печь способна показать в воздухе или вакууме КПД до 100%.
Примечание: в среде из неидеального диэлектрика с диэлектрической проницаемостью >1 потенциально достижимый КПД индукционных печей падает, а в среде с магнитной проницаемостью >1 добиться высокого КПД проще.
Оборудование охлаждающей системы
Промышленные агрегаты для плавления металла оснащены специальными системами охлаждения на антифризе или воде. Для оборудования этих важных установок в самодельных ТВЧ печках потребуются дополнительные затраты, из-за чего сборка может существенно ударить по кошельку.
Поэтому лучше обеспечить бытовой агрегат более дешёвой системой, состоящей из вентиляторов.
Полезно знать: разновидности антифриза.
Воздушное охлаждение этими устройствами возможно при их удалённом расположении от печи.
Ламповые и электронные схемы также склонны активно нагреваться во время работы агрегата. Для их охлаждения обычно используют теплоотводящие радиаторы.
Канальная печь
Канальная индукционная плавильная печь – первая из примененных в промышленности. Она и конструктивно похожа на трансформатор, см. рис. справа:
Канальная индукционная печь
- Первичная обмотка, питаемая током промышленной (50/60 Гц) или повышенной (400 Гц) частоты, выполнена из медной, охлаждаемой изнутри жидким теплоносителем, трубки;
- Вторичная короткозамкнутая обмотка – расплав;
- Кольцеобразный тигель из жаростойкого диэлектрика, в котором помещается расплав;
- Наборный из пластин трансформаторной стали магнитопровод.
Канальные печи используются для переплавки дюраля, цветных спецсплавов, получения высококачественного чугуна. Промышленные канальные печи требуют затравки расплавом, иначе «вторичка» не замкнется накоротко и нагрева не будет.
Или между крошками шихты возникнут дуговые разряды, и вся плавка просто взорвется. Поэтому перед пуском печи в тигель наливают немного расплава, а переплавленную порцию выливают не до конца.
Металлурги говорят, что канальная печь имеет остаточную емкость.
Канальную печь на мощность до 2-3 кВт можно сделать и самому из сварочного трансформатора промышленной частоты. В такой печи можно расплавить до 300-400 г цинка, бронзы, латуни или меди. Можно переплавлять дюраль, только отливке нужно по остывании дать состариться, от нескольких часов до 2-х недель, в зависимости от состава сплава, чтобы набрала прочность, вязкость и упругость.
Примечание: дюраль вообще был изобретен случайно. Разработчики, обозлившись, что легировать алюминий никак не удается, бросили в лаборатории очередной «никакой» образец и ушли в загул с горя. Протрезвились, вернулись – а никакой изменил цвет. Проверили – а он набрал прочность едва ли не стали, оставшись легким, как алюминий.
«Первичку» трансформатора оставляют штатной, она уже рассчитана на работу в режиме КЗ вторички сварочной дугой.
«Вторичку» снимают (ее потом можно поставить обратно и использовать трансформатор по прямому назначению), а вместо нее надевают кольцевой тигель.
Но пытаться переделать в канальную печь сварочный ВЧ-инвертор опасно! Его ферритовый сердечник перегреется и разлетится в куски из-за того, что диэлектрическая проницаемость феррита >>1, см. выше.
Проблема остаточной емкости в маломощной печке отпадает: в шихту для затравки кладут проволочку из того же металла, согнутую в кольцо и со скрученными концами. Диаметр проволоки – от 1 мм/кВт мощности печи.
Но появляется проблема кольцевого тигля: единственный подходящий для малого тигля материал – электрофарфор.
В домашних условиях обработать его самому невозможно, а где взять покупной подходящий? Прочие огнеупоры не годятся вследствие высоких диэлектрических потерь в них или пористости и малой механической прочности.
Поэтому, хотя канальная печь дает плавку высочайшего качества, не требует электроники, а ее КПД уже при мощности 1 кВт превышает 90%, у самодельщиков они не в ходу.
Промышленное применение
Оба варианта конструкции используются при выплавке чугуна, алюминия, стали, магния, меди и драгоценных металлов. Полезный объем подобных конструкций может составлять как несколько килограмм, так и несколько сотен тонн.
Печи промышленного назначения делятся на несколько типов.
- Конструкции средней частоты обычно используются в машиностроении и металлургии. С их помощью плавится сталь, а при использовании графитовых тиглей и цветные металлы.
- Конструкции промышленной частоты применяются при выплавке чугуна.
- Конструкции сопротивления предназначаются для плавки алюминия, алюминиевых сплавов, цинка.
Обратите внимание! Именно технология индукции легла в основу более популярных приборов – микроволновых печей.
Под обычный тигель
Устройство тигельной индукционной печи
Остаточная емкость раздражала металлургов – сплавы-то плавились дорогие. Поэтому, как только в 20-х годах прошлого века появились достаточно мощные радиолампы, тут же родилась идея: выкинуть на (не будем повторять профессиональные идиомы суровых мужиков) магнитопровод, а обычный тигель засунуть прямо в индуктор, см. рис.
На промышленной частоте так не сделаешь, магнитное поле низкой частоты без концентрирующего его магнитопровода расползется (это т. наз. поле рассеяния) и отдаст свою энергию куда угодно, только не в расплав.
Компенсировать поле рассеяния можно повышением частоты до высокой: если диаметр индуктора соизмерим с длиной волны рабочей частоты, а вся система – в электромагнитном резонансе, то до 75% и более энергии ее электромагнитного поля будет сосредоточено внутри «бессердечной» катушки. КПД выйдет соответственный.
Однако уже в лабораториях выяснилось, что авторы идеи проглядели очевидное обстоятельство: расплав в индукторе, хотя бы и диамагнитный, но электропроводящий, за счет собственного магнитного поля от вихревых токов изменяет индуктивность нагревательной катушки.Начальную частоту понадобилось устанавливать под холодную шихту и менять по мере ее плавления.
Причем в пределах тем больших, чем больше заготовка: если для 200 г стали можно обойтись диапазоном в 2-30 МГц, то для болванки с железнодорожную цистерну начальная частота будет около 30-40 Гц, а рабочая – до нескольких кГц.
Подходящую автоматику на лампах сделать сложно, «тянуть» частоту за болванкой – нужен высококвалифицированный оператор. Кроме того, на низких частотах сильнейшим образом проявляет себя поле рассеяния.
Расплав, который в такой печи еще и сердечник катушки, до некоторой степени собирает магнитное поле возле нее, но все равно, для получения приемлемого КПД понадобилось окружать всю печь мощным ферромагнитным экраном.
Тем не менее, благодаря своим выдающимся достоинствам и уникальным качествам (см. далее) тигельные индукционные печи широко применяются и в промышленности, и самодельщиками. Поэтому остановимся подробнее на том, как правильно сделать такую своими руками.
Базовые принципы
Плавильная печь в данном случае работает на базе явления магнитной индукции. И тут имеется несколько компонентов. Индуктор – это важнейшая составляющая этого приспособления. Он представляет собой катушку, проводниками в которой служат не обычные провода, а медные трубки.
Это требование выставляет сама конструкция плавильных печей. Ток, который проходит в индукторе, порождает магнитное поле, оказывающее воздействие на тигель, внутри которого расположен металл.
В этом случае на материал возложена роль вторичной трансформаторной обмотки, то есть сквозь него проходит ток, нагревающий его. Так и осуществляется плавление, даже если сделана индукционная печь своими руками. Как построить такой тип печи и увеличить ее эффективность? Это важный вопрос, на который есть ответ.
Использование токов повышенной частоты позволяет заметно увеличить степень эффективности оборудования. Для этого уместно использовать специальные блоки питания.
Немного теории
При конструировании самодельной «индукционки» нужно твердо помнить: минимум потребляемой мощности не соответствует максимуму КПД, и наоборот.
Минимальную мощность от сети печка возьмет при работе на основной резонансной частоте, Поз. 1 на рис.
Болванка/шихта при этом (и на более низких, дорезонансных частотах) работает как один короткозамкнутый виток, а в расплаве наблюдается всего одна конвективная ячейка.
Режимы работы тигельной индукционной печи
В режиме основного резонанса в печке на 2-3 кВт можно расплавить до 0,5 кг стали, но разогрев шихты/заготовки займет до часа и более. Соответственно, общее потребление электричества от сети будет большим, а общий КПД – низким. На дорезонансных частотах – еще ниже.Вследствие этого индукционные печи для плавки металла работают чаще всего на 2-й, 3-й и др. высших гармониках (Поз. 2 на рис.
) Требуемая для разогрева/расплавления мощность при этом возрастает; для того же полкило стали на 2-й понадобится 7-8 кВт, на 3-ей 10-12 кВт. Но прогрев происходит очень быстро, за минуты или доли минут.
Поэтому и КПД выходит высокий: печка не успевает «съесть» много, как расплав уже можно лить.
У печей на гармониках есть важнейшее, даже уникальное достоинство: в расплаве возникает несколько конвективных ячеек, мгновенно и тщательно его перемешивающих. Поэтому можно вести плавку в режиме т. наз. быстрой шихты, получая сплавы, которые в любых других плавильных печах выплавить принципиально невозможно.
Если же «задрать» частоту в 5-6 и более раз выше основной, то КПД несколько (ненамного) падает, но проявляется еще одно замечательное свойство индукционки на гармониках: поверхностный нагрев вследствие скин-эффекта, вытесняющего ЭМП к поверхности заготовки, Поз. 3 на рис. Для плавки этот режим используется редко, но для разогрева заготовок под поверхностную цементацию и закалку – милое дело. Современная техника без такого способа термообработки была бы просто невозможна.
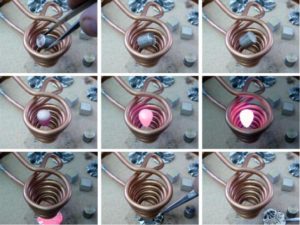
О левитации в индукторе
А теперь проделаем фокус: накрутим первые 1-3 витка индуктора, затем перегнем трубку/шину на 180 градусов, и остальную обмотку навьем в обратном направлении (Поз 4 на рис.
) Подключим к генератору, введем в индуктор тигель в шихтой, дадим ток. Дождемся расплавления, уберем тигель.
Расплав в индукторе соберется в сферу, которая там останется висеть, пока не выключим генератор. Тогда – упадет вниз.
Сборка индукционных плавильных печей своими руками

Выплавка металла индукционным способом активно применяется в различных отраслях, например машиностроении, металлургическом и ювелирном производстве.
Материал нагревается под воздействием электрического тока, что позволяет использовать тепло с максимальной эффективностью.
На крупных фабриках для этого имеются специальные промышленные агрегаты, тогда как в домашних условиях можно собрать простенькую и небольшую индукционную печь своими руками.Подобные печи популярны на производстве
Самостоятельная сборка печи
В интернете и журналах представлено множество технологий и схематичных описаний этого процесса, но при выборе стоит остановиться на какой-то одной модели, наиболее эффективной в работе, а также доступной и лёгкой в выполнении.
Самодельные плавильные печки имеют довольно простую конструкцию и обычно состоят лишь из трёх основных частей, помещённых в крепкий корпус.
К ним относятся:
- элемент, генерирующий переменный ток высокой частоты;
- спиралевидная деталь, созданная из медной трубки или толстой проволоки, называемая индуктором;
- тигель – ёмкость, в которой будет осуществляться прокаливание или плавка, изготовленная из огнеупорного материала.
Конечно, такое оборудование нечасто используют в быту, ведь не все мастера нуждаются в подобных агрегатах.
Но технологии, встречающиеся в этих приспособлениях, присутствуют в бытовой технике, с которой многие люди имеют дело практически каждый день.
Сюда можно отнести микроволновки, электрические духовки и индукционные плиты. Своими руками по схемам можно изготовить разное оборудование, если имеются необходимые знания и умения.
В этом видео вы узнаете из чего состоит данная печь
Нагрев в подобной технике осуществляется благодаря индукционным вихревым токам. Повышение температуры происходит мгновенно в отличие от других приспособлений аналогичного предназначения.Например, индукционные плиты обладают КПД в 90%, а газовые и электрические не могут похвастаться этим значением, оно составляет лишь 30-40% и 55-65%, соответственно. Однако у ТВЧ плит есть недостаток: для их эксплуатации придётся подготовить специальную посуду.
Конструкция из транзисторов
Существует множество различных схем по сборке индукционных плавилен в домашних условиях. Простая и проверенная печь из полевых транзисторов собирается довольно легко, многие мастера, знакомые с основами радиотехники, справятся с её изготовлением по схеме, представленной на рисунке. Для создания установки нужно подготовить следующие материалы и детали:
- два транзистора IRFZ44V;
- медные провода (для обмотки) в изоляции из эмали, толщиной 1,2 и 2 мм (по одной штуке);
- два колечка от дросселей, их можно снять с блока питания старого компьютера;
- один резистор 470 Ом на 1 Вт (можно последовательно соединить два по 0,5 Вт);
- два диода UF4007 (спокойно заменяются на модель UF4001);
- плёночные конденсаторы по 250 Вт — одна штука ёмкостью 330 нФ, четыре — 220 нФ, три — 1 мкФ, 1 штука — 470 нФ.
Перед сборкой подобной печи не забываем про инструмент
Сборка происходит по схематическому рисунку, также рекомендуется сверяться с пошаговой инструкцией, это убережёт от ошибок и порчи элементов. Создание индукционной плавильной печи своими руками производится по следующему алгоритму:
- Транзисторы помещают на довольно большие радиаторы. Дело в том, что схемы могут сильно греться во время работы, поэтому так важно подобрать детали подходящего размера. Все транзисторы можно разместить и на одном радиаторе, но в таком случае придётся изолировать их, избавив от соприкосновения с металлом. В этом помогут шайбы и прокладки из пластика и резины. Правильная распиновка транзисторов показана на картинке.
- Затем приступают к изготовлению дросселей, их понадобится две штуки. Для этого берут медную проволоку 1,2 миллиметра в диаметре и обматывают ею кольца, взятые с блока питания. В состав этих элементов входит ферромагнитное железо в виде порошка, поэтому необходимо сделать не меньше 7-15 витков, оставляя между ними небольшое расстояние.
- Полученные модули собирают в одну батарею с ёмкостью 4,6 мкФ, конденсаторы соединяют параллельно.
- Медную проволоку толщиной 2 мм используют для обмотки индуктора. Её оборачивают 7-8 раз вокруг любого предмета цилиндрической формы, его диаметр должен соответствовать размеру тигля. Лишнюю проволоку обрезают, но оставляют довольно длинные концы: они понадобятся для подключения к другим деталям.
- Все элементы соединяют на плате, как показано на рисунке.
В качестве источника питания рекомендуется использовать аккумулятор на 12 В, 7,2 A/h. Количество потребляемого тока во время работы будет равняться 10 А, подобного источника хватит примерно на 30-50 минут.
При необходимости можно соорудить корпус для агрегата, в этих целях используют только термостойкие материалы, например текстолит. Мощность аппарата можно регулировать, для чего достаточно поменять количество витков проволоки на индукторе и их диаметр.
Есть несколько вариации индукционной печи, которую можно собрать
С графитовыми щётками
Главный элемент этой конструкции собирают из графитовых щёток, пространство между которыми заполняют гранитом, измельчённым до порошкового состояния. Затем готовый модуль соединяют с понижающим трансформатором. При работе с подобным оборудованием можно не опасаться удара током, так как оно не испытывает необходимости в использовании 220 вольт.
Технология изготовления индуктивной печи из графитовых щёток:
- Сначала собирают корпус, для этого огнеупорный (шамотный) кирпич размером 10×10×18 см укладывают на плитку, способную переносить высокую температуру. Готовый бокс оборачивают асбестокартоном. Чтобы придать этому материалу необходимую форму, его достаточно смочить небольшим количеством воды. Размер основы напрямую зависит от мощности трансформатора, используемого в конструкции. При желании бокс можно покрыть проволокой из стали.
- Отличным вариантом для графитных печей станет трансформатор мощностью 0,063 кВт, взятый от сварочного аппарата. Если он рассчитан на 380 В, то в целях обеспечения безопасности можно подвергнуть его обмотке, хотя многие опытные радиотехники считают, что от этой процедуры можно отказаться без какого-либо риска. Однако рекомендуется обвить трансформатор тонким алюминием, чтобы готовый аппарат не нагревался во время работы.
- На дно короба устанавливают глиняную подложку, чтобы жидкий металл не растекался, после чего в бокс помещают графитовые щётки и гранитный песок.
Главным преимуществом подобных приборов считается высокая температура плавления, которая способна изменить агрегатное состояние даже палладия и платины.
К недостаткам можно отнести слишком быстрый нагрев трансформатора, а также небольшую площадь печи, которая не позволит выплавить больше 10 г металла за один раз.
Поэтому каждый мастер должен понимать, что если прибор собирается для обработки больших объёмов, то лучше изготовить печь иной конструкции.
В подобных печах не рекомендуется плавить латунь. Этот материал отличается высоким содержанием цинка, который начинает выгорать при высокой температуре и образует едкий, очень вредный для организма дым.
Прибор на лампах
Мощную печку для плавки можно собрать из электронных лампочек. Как видно на схеме, для получения высокочастотного тока нужно параллельно соединить лучевые лампы.
Вместо индуктора в этом приборе используют трубку из меди диаметром 10 мм. Также конструкцию оснащают подстроечным конденсатором, чтобы иметь возможность регулировать мощность печи.
Для сборки нужно подготовить:
- четыре лампы (тетроды) L6, 6П3 или Г807;
- подстроечный конденсатор;
- 4 дросселя на 100-1000 мкГн;
- неоновую лампочку-индикатор;
- четыре конденсатора на 0,01 мкФ.
Для начала медной трубке придают форму спирали — это будет индуктор прибора. При этом между витками оставляют расстояние не менее 5 мм, а их диаметр должен составлять 8-15 см. Концы спирали обрабатывают для прикрепления к схеме. Толщина получившегося индуктора должна быть больше, чем у тигля (его помещают внутрь), на 10 мм.
Готовую деталь размещают в корпусе. На его изготовление следует использовать материал, который обеспечит электро- и термоизоляцию начинки прибора. Затем из ламп, дросселей и конденсаторов собирают каскад, как показано на рисунке, последние соединяют в прямую линию.
Пришло время подключать неоновый индикатор: он нужен, чтобы мастер мог узнавать о готовности прибора к работе. Эту лампочку выводят на корпус печи вместе с ручкой конденсатора переменной ёмкости.
Правила использования
Опытным радиотехникам сборка индукционной печи по схемам своими руками может показаться лёгким занятием, поэтому прибор будет готов довольно быстро, а мастер захочет испробовать своё творение в деле. Стоит помнить, что при работе с самодельной установкой важно соблюдать технику безопасности и не забывать об основных угрозах, которые могут возникнуть во время эксплуатации инерционной печи:
- Жидкий металл и нагревательные элементы приспособления могут стать причиной сильных ожогов.
- Ламповые схемы состоят из деталей с высоким напряжением, поэтому во время сборки агрегата их необходимо поместить в закрытый бокс, исключив таким образом вероятность случайного прикосновения к этим элементам.
- Электромагнитное поле способно оказывать влияние даже на те вещи, что находятся вне короба установки. Поэтому перед включением прибора нужно убрать подальше все сложнотехнические устройства, такие как мобильные телефоны, цифровые фотоаппараты, MP3 плееры, а также снять все металлические украшения. Опасности подвергаются также люди с кардиостимуляторами: им ни в коем случаем нельзя пользоваться таким оборудованием.
Эти печи можно использовать не только для плавки, но и для быстрого нагрева металлических предметов при формовке и лужении. Меняя выходной сигнал установки и параметры индуктора, можно настроить прибор для конкретной задачи.
Для плавки небольших объёмов железа пойдут самодельные печки, эти эффективные устройства способны работать от обычных розеток.
Прибор не занимает много места, его можно расположить на рабочем столе в мастерской или гараже.
Если человек умеет читать простенькие электрические схемы, то ему не нужно приобретать подобное оборудование в магазине, ведь он сможет собрать небольшую печку своими руками всего за несколько часов.
Радиолюбители давно выяснили, что можно изготовить индукционные печи для плавки металла своими руками. Эти простые схемы помогут сделать твч установку для домашнего использования. Однако все описанные конструкции правильней будет назвать лабораторными инверторами Кухтецкого, так как самостоятельно собрать полноценную печку этого типа просто невозможно.
Самодельная индукционная печь для плавки металла своими руками: схема и видеоинструкция
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Виды
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
- Поэтому индукционные печи бывают двух типов:
- канальные, в которых емкостью для плавки металлов являются каналы, расположенные вокруг индуктора, а внутри него расположен сердечник;
- тигельные, в них используется специальная емкость — тигель, выполненный из жаропрочного материала, обычно съемный.
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.
Тигельная печь довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Устройство
- Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
- генератор переменного тока высокой частоты;
- индуктор — спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
- тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки.
Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм.
Количество витков — от 7 до 12, в зависимости от диаметра и характеристик инвертора.
Общее сопротивление индуктора должно быть таким, чтобы не вызывать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:
- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
- два полевых транзистора типа IRFZ44V;
- два диода UF4007 (можно также использовать UF4001);
- резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт);
- пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки — 220 нФ; 1 штука — 470 нФ; 1 штука — 330 нФ;
- медный обмоточный провод в эмалевой изоляции Ø1,2 мм;
- медный обмоточный провод в эмалевой изоляции Ø2 мм;
- два кольца от дросселей, снятых с компьютерного блока питания.
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.
- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.
- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.
- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При продолжительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах
Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке.
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота — 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
- Из медной трубки выполняют индуктор, сгибая ее в форме спирали. Диаметр витков — 8-15 см, расстояние между витками не менее 5 мм. Концы лудят для пайки к схеме. Диаметр индуктора должен быть больше диаметра помещаемого внутрь тигля на 10 мм.
- Размещают индуктор в корпусе. Его можно изготовить из термостойкого не проводящего ток материала, либо из металла, предусмотрев термо- и электроизоляцию от элементов схемы.
- Собирают каскады ламп по схеме с конденсаторами и дросселями. Каскады соединяют в параллель.
- Подключают неоновую лампу-индикатор — она будет сигнализировать о готовности схемы к работе. Лампу выводят на корпус установки.
- В схему включают подстроечный конденсатор переменной емкости, его ручку также выводят на корпус.
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.
Меры безопасности при работе
- Основная опасность при работе с самодельной установкой — опасность получения ожогов от нагреваемых элементов установки и расплавленного металла.
- Ламповая схема включает элементы с высоким напряжением, поэтому её нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
- Электромагнитное поле способно воздействовать на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Не рекомендуется использовать установку людям с вживлёнными кардиостимуляторами!
Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке.
Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.
Схема индукционной печи для плавки металла

Индукционная печь может использоваться для плавления небольшого количества металла, разделения и очистки драгоценных металлов, для нагрева металлических изделий с целью их закалки или отпуска.
Кроме того, такие печи предлагается использовать для обогрева жилища. Индукционные печи имеются в продаже, но интересней и дешевле изготовить такую печь своими руками.
Канальная
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи.
Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания.
Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор. Тиристор работает в импульсном режиме.