Из каких частей состоит сверло
Из каких частей состоит сверло — Станки, сварка, металлообработка

Сверло – это инструмент, который фиксируется в патроне дрели или станке, предназначенный для сверления отверстий в различных материалах. Сверла изготовляются из качественных твердых сталей, что позволяет их использовать для работы с и другими металлами, бетоном или камнем.
В зависимости от предназначения сверла делятся на категории по:
- Металлу.
- Дереву.
- Камню и кирпичу.
- Стеклу и плитке.
Они отличаются между собой по форме, а также углу заточки и режущей кромке. Большинство из них являются узкоспециализированными и не могут использоваться для других целей.
По металлу
Эти сверла подходят не только для сверления металлов, но также могут использоваться для работы с пластиком и древесиной. В зависимости от формы изготовления они бывают следующих разновидностей:
- Спиральные.
- Конические.
- Корончатые.
- Ступенчатые.
Спиральные
Спиральный тип представляет собой классическую конструкцию, которая знакома практически каждому. Инструмент состоит из трех частей – режущая кромка, рабочая поверхность и хвостовик.
Режущая часть имеет острую заточку, именно она врезается в металл, образовывая отверстие. Рабочая поверхность представляет собой спираль, цель которой состоит в выведении стружки из отверстия.
Хвостовая часть используется для фиксации инструмента в патроне дрели или станка.
Такой тип обычно изготавливают из быстрорежущей стали марки HSS, Р18 или Р6М5. Что касается стали Р18, то она встречается довольно редко и на данный момент производством инструментов из нее занимаются только некоторые предприятия, находящиеся на территории Белоруссии. Из нее получаются очень надежные сверла, которые отлично удерживают заточку.
Конические
Такое сверло обычно можно встретить зажатым в специализированный станок. Его рабочая часть представляет собой конус, вершина которого врезается в поверхность металла, образовывая тонкое отверстие. По мере углубления в материал происходит контакт с более широкой частью конуса, что обеспечивает расширение отверстия.
Благодаря использованию данной конструкции, можно обеспечить сверление за один проход. К примеру, если использовать обычное спиральное сверло, то сначала нужно сделать отверстие тонким инструментом, а потом более толстым, постепенно доводя диаметр под требуемые параметры.
Конусная форма позволяет избежать подобных неудобств, но к сожалению, она не подходит для слабых дрелей.
Корончатые
Корончатая конструкция представляет собой пустотелый цилиндр, на нижнем торце которого имеются острые зазубрины, напоминающие корону. Такой инструмент позволяет делать отверстия большого диаметра, начиная от 30 мм и более. Недостаток данной конструкции заключается в невозможности установки в патрон обычной дрели.
Инструмент может быть использован для сверления листового металла толщиной до 10 мм. Обычно для изготовления корончатого инструмента используется сталь HSS. Также на рынке можно встретить сверла с твердосплавными напайками или алмазным напылением. Они позволяют работать не только с металлами и сплавами, но даже с бетоном.
Ступенчатые
Ступенчатая конструкция является одним из последних изобретений в мире режущего инструмента. Она имеет универсальное применение, поскольку позволяет делать отверстия различного диаметра. Название типа связано с тем, что он представляет собой конус со ступеньками.
Такое сверло может быть использовано только для работы с листовым металлом толщиной до 2 мм. Принцип действия заключается в том, что кончик инструмента врезается в материал, и когда он пробивается, то происходит контакт с более широкой частью конуса, которая просверливает углубление еще больше.
Таким образом, чтобы получить требуемый диаметр нужно углубиться до нужной ступени.
По дереву
Часто для работы с деревом применяется стандартное спиральное сверло по металлу. Оно позволяет делать отверстие диаметром от 2 до 18 мм. Тем не менее, данный тип сильно ограничивает возможности деревообработки, поэтому было разработано и внедрено несколько особых типов сверл:
- Спиральные по дереву.
- Перовые.
- Винтовые.
- Кольцевые пилы.
- Балеринки.
- Форстнера.
Спиральные по дереву
Спиральные по дереву очень похожи на обычное сверло по металлу. Единственное отличие заключается в форме режущей кромки. Она напоминает трезубец.
Острый зуб по центру позволяет провести точную фиксацию в месте сверления. Инструментальная сталь легко врезается в древесину.
Особая конструкция позволяет получать очень качественное отверстие, без вырывания волокон, как это бывает при использовании инструмента по металлу.
Перовые
Перовое имеет плоскую конструкцию, на конце которой тоже имеется трезубец, как и в предыдущем типе. Оно обеспечивает большой диаметр сверления, при этом позволяет проводить установку в обычную дрель.
Данный тип режет чистые края, без разорванных волокон древесины. Нужно отметить, что в случае сверление небольшого углубления в его центре останется бороздка от основного зуба. Такое сверло работает только на малых оборотах.
Его часто используют с ручным коловоротом.
Винтовые
Винтовые сверла напоминают спиральные, но имеют более совершенную рабочую часть для отвода стружки. Они довольно длинные, поэтому позволяют делать глубокие отверстия. Их часто используют для сверления бруса и бревен.
Зачастую такое сверло имеет специальную ручку, что позволяет работать даже без использования дрели, станка или коловорота. Заостренная часть инструмента напоминает шуруп, она врезается в древесину, поджимая режущую кромку к волокнам.
Срез получается чистым и аккуратным, даже при работе с сырым деревом.
Кольцевые пилы
Этот инструмент представляет собой пустотелый цилиндр с пильными зубьями на торце и обычным выпирающим вперед спиральным сверлом. Он позволяет делать отверстия в досках, фанере и вагонке. Его обычно применяют для получения широких отверстий, необходимых для установки светильников.
Инструмент подходит не только для древесины, но и для пенополистирола, ПВХ вагонки и сотового поликарбоната. Такие пилы для дрели могут быть использованы для врезания посадочного места при установке розетки в стене, конечно при условии, что она деревянная или из мягких блоков – пенобетон, глина и пр.
Выборка центральной части может быть доделана с помощью стамески.
Балеринки
Балеринка – это регулируемое сверло по дереву. Оно позволяет делать широкие отверстия в фанере, ДСП, МДФ и OSB плитах.
Его конструкция представляет собой крестовину, центр которой выполнен в виде спирального сверла. На плечах крестовины крепятся острые резцы, прорезающие листовой материал.
Специальный ключ позволяет менять расстояние между резцами, тем самым регулируя диаметр получаемого отверстия.
Сверло Форстнера
Инструмент имеет цилиндрический хвостовик с двумя режущими кромками. Он применяется преимущественно в мебельном производстве. С его помощью можно сделать углубление большого диаметра для установки петлей на дверцы шкафчиков. В результате его применения получается аккуратное отверстие с плоским дном.
Сверла по бетону также подходят для работы с камнем и кирпичом. Они бывают трех видов:
- Спиральные.
- Винтовые.
- Корончатые.
Все они имеют специальные напайки, которые вгрызаются в камень, бетон и кирпич. Напайки могут изготовляться из победитовых пластин или представлять собой кристаллы искусственного алмаза.
По стеклу
Для сверления керамики и стекла используется всего два вида сверл – коронки и перовые. Коронки имеют алмазное напыления. Их диаметр от 13 до 80 мм.
Алмазное напыление представляет собой приклеенные песчинки из искусственного минерала. Для использования коронки необходимо иметь качественную дрель или сверлильный станок.
Важно, чтобы инструмент касался плавно, не создавая биения или неравномерного распределения давления.
Перовое сверло представляет собой классический стержень из металла, на конце которого установлено острое копье. Инструмент предлагается в небольшом диапазоне размеров 3-13 мм. Режущее перо выполняется из победита, в более редких случаях с других сплавов.
Для работы со стеклом нужно подойти ответственно к выбору сверлильных инструментов. В отличие от других материалов, ошибка с ним недопустима. Недостаточно ровная или неострая режущая часть может привести к трещине на стекле, керамике или кафеле, что будет непоправимым.
Похожие темы:
Бытовое использование сверл | Энциклопедия строительства и ремонта
Отверстия с круглым поперечным сечением обычно получают в материале сверлением, но, несмотря на простоту формы отверстия, сами сверла могут сильно отличаться друг от друга. Их поставляют на отечественный рынок такие фирмы, как немецкие Bosch, Botek и Guhring.
Виды сверл: типы, назначение, особенности
Сверла предназначены для создания отверстий в материале – как сквозных, так и несквозных (углублений).
Выпускаются сверла для самых различных материалов, которые используются в производстве и быту: для древесины и ее композитов, металла, бетона, пластика, камня и пр. Сверление происходит в результате поступательного (вдоль оси) и вращательного движения сверла.
Срез материала производится режущими кромками, которые могут иметь различную конфигурацию и углы заточки. К подвидам сверления относят засверливание (выполнение глухого отверстия) и рассверливание (расширение имеющегося отверстия до большего диаметра).
Существует множество видов сверл, различающихся назначением, конфигурацией рабочей поверхности, способом изготовления, видом материала, для которого они предназначены, и пр.
Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.
Плоское или перьевое. Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.
Сверло для глубокого сверления. Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.
Сверло одностороннего реза. Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.
Коронка или кольцевое сверло. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.
Центровочное сверло. С его помощью выполняется засверливание (наметка) центра.
Ступенчатое сверло. Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.
По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Типы хвостовиков
В зависимости от формы и способа крепления в патроне или шпинделе хвостовики бывают:
- цилиндрические – наружная поверхность имеет форму цилиндра;
- конические – поверхность выполнена в виде конуса;
- граненые – на наружной поверхности имеются 3, 4 или 6 граней;
- типа SDS – хвостовик для крепления в патроне с особым фиксирующим механизмом.
Крепление самых распространенных в быту цилиндрических сверл производится в обычном патроне. Инструменты с коническим хвостовиком предназначены для использования на станках. Хвостовик типа SDS рассчитан на закрепление в перфораторе.
Технология изготовления сверл
Сверла относительно небольших диаметров (до 8-10 мм) обычно изготавливают из цельного прутка стали или сплава. Чаще всего используется быстрорежущая сталь марок Р9, Р9К15, Р18. Сверла больших диаметров изготавливают с помощью сварки; режущая часть выполняется из быстрорежущей стали, а хвостовик – из обычной углеродистой.
Для сверления твердых материалов – закаленной и легированной стали, камня, бетона – применяют сверла, которые на конце имеют припаянные твердосплавные пластины из победита или другого твердого сплава. Режущие кромки пластин могут иметь различную конфигурацию: винтовую, скошенную или прямую.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.
Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.
Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.
Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Сверла для металла
Для сверления металлов (стали, чугуна, цветных сплавов) обычно применяют спиральные сверла. Их продольные канавки хорошо справляются с отведением стружки, образующейся при сверлении.
Обрабатываемые материалы имеют различную твердость. Поэтому для их сверления должны использоваться сверла с разной твердостью рабочей части. Для обработки закаленных, легированных, жаропрочных сталей необходимо применять цельные твердосплавные сверла или те, которые имеют на кончике припаянные пластины из твердого сплава.
Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла.
Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины.
Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.
Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.
Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть.
Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более.В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.
Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.
Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.
Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.
Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона. Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.
Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.
Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.
Универсальные сверла
Кроме вышеперечисленных специализированных сверл, есть еще универсальные. Ими можно обрабатывать практически любые материалы – кирпич с бетоном, плитку, дерево, пластик, алюминий, сталь.
Универсальные сверла имеют хитроумную заточку, которая способна резать любой материал. Это очень удобно в тех случаях, когда приходится работать одновременно с разными материалами.
Например, при ремонте квартиры.
Из каких частей состоит сверло
Приблизительно в 35000 г. до н.э. древний человек осознал преимущество использования вращательных инструментов.
Орудие было примитивным — заостренный камень с ниткой, помыкая которой делали отверстие в другом материале.
Так появилась первая ручная дрель: к одному концу гладкой палки крепили камень, палке ладонями задавали вращательные движения и камень проделывал отверстие.
Наиболее ранние перфорированные артефакты — кости, рога, раковины — датируются эпохой верхнего палеолита.
Наконечник с полым буром впервые был использован приблизительно в XIII веке. Он состоял из трубчатой палки, частично профилированной металлом на конце, преимущественно медью.
Это позволяло сверлить дырку, отшлифовывая наружную часть. Это позволяло буру просверливать камень или дерево точного размера. Данные о первом шнеке датируются VX веком н.э.
, его изобретение позволило делать большие точные отверстия. Это разновидность ручного кривошипа со сверлом, состоящего из двух частей.Крепление в верхней части, чтобы держать и поворачивать, и в нижней части — бур. Они сменные, поскольку быстро изнашиваются.
Следующим значительным прогрессом в технологии бурения стал электродвигатель. Это привело к изобретению электрического сверла.
Изобретателями являются Артур Джеймс Арнота и Уильям Бланч Бреин из Мельбурна, Австралия, запатентовавших электрическую дрель в 1889 году.
В 1895 году первую переносную ручную дрель смастерили братья Вильгельм и Карл Феины из Штутгарта, Германия. В 1917 году первый прототип современной дрели был запатентован компанией Блэк&Деккер.
Это дало старт современной эпохе сверления. За прошлое столетие было создано множество видов дрелей, как по способу применения, так и по размеру, со сверлами для различных материалов.
Особенности конструкции
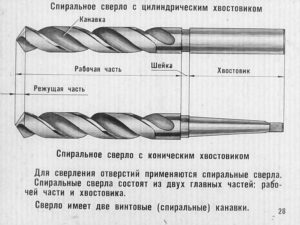
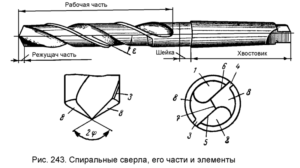
Сверло – осевой режущий инструмент, создающий отверстия в цельном материале, увеличивающий диаметра уже имеющегося отверстия. Спиральное сверло имеет вид цилиндрического стержня.
Оно имеет такое строение: рабочая часть, хвостовик и шейка. Рабочая часть сверла оснащена двумя резцами, выполненными по винтовой спирали.
Спираль предназначена для создания режущих элементов и выведения стружки.
1. Рабочая часть сверла состоит из таких элементов:
- Режущая часть. Мостом из двух режущих окраек, образованных пересечением передних винтовых поверхностей резцов, по которым выводится стружка, с задними поверхностями, а также продольную режущую кромку, созданную пересечением задних поверхностей.
- Направляющая часть также состоит из двух вспомогательных режущих окраек. Вспомогательные окрайки созданы пересечением передних поверхностей с поверхностью направляющей ленты (узкая полоска на цилиндрической поверхности сверла, размещенная вдоль винтового резца и предназначена для обеспечения нужного направления сверла при резьбе, а также чтобы уменьшить трение боковой поверхности к стенке отверстия).
2. Хвостовик служит для закрепления и центрирования сверла на станке или ручном сверлильном оборудовании.
Он бывает конусной или цилиндрической формы.
Конфигурация хвостовика следующая: поводок для передачи крутящего момента к сверлу или лапка для выбивания сверла из конусного гнезда.
3. Шейка, которая обеспечивает выход из шлифовального круга при шлифовке рабочей части сверла.
Классификация свёрл
Ранжировать сверла можно по многим признакам: материал изготовления и сверления, особенности конструкции различных элементов, места применения и так далее. Для правильного выбора необходимого для работы сверла достаточно классификаций, описанных ниже.
В зависимости от материала рассверливания:
- Для твердых материалов (металл, бетон, кирпич, листовой метал);
- Для мягких материалам (дерево, пластик);
- Для крошащихся материалов (стекло, керамика);
- Многофункциональные (для нескольких материалов)
В зависимости от конструкции рабочей части сверла, можно выделить такие его разновидности:
- винтовые (спиральные) – наиболее применяемые универсальные сверла (диаметр 0, 1 – 80 мм, длина рабочей части до 275 мм);
- сверла Жирова – с улучшенными условиями отвода тепла за счет увеличения длины режущей кромки (на режущей части имеются три конуса с углами при вершине);
- плоские (перовые) – применяют для сверления больших и глубоких отверстий. Режущая часть имеет вид пластины (лопатки). Она может изготавливаться вместе с хвостиком или крепится в держателе.
- винтовые для глубокого сверления (10D ≥ L ≥ 5D) – удлиненные сверла с двумя винтовыми каналами, обеспечивающими внутреннее выведение охладительной жидкости. Они проходят через тело сверла или через трубки, которые запаяны в канальце, предварительно высверленном на задней спинке сверла.
- односторонней резки – используют для выполнения точных отверстий при глубоком сверлении (10D ≥ L ≥ 300D). Обеспечивается наличием направляющей (опорной) поверхности (режущие кромки размещены по одну сторону от оси сверла). Имеет следующие разновидности:
- эжекторные сверла – смазочно-охладительная жидкость под высоким давлением (100…350 МПа) подается в зону сверления через щель между внутренними и внешними трубами, а стружка отводится через внутренний канал. Щель между трубами соединена между небольшими по диаметру радиальными или наклоненными отверстиями, направленными к оси сверла.
- кольцевые – пустотелые сверла;
- центровочные – с их помощью делают центровые отверстия в деталях.
- ступенчатые – позволяют сделать одним сверлом отверстия разного диаметра в листовых материалах.
- Свёрла Форстнера — модернизированное плоское сверло с дополнительными резцами-фрезами.
- Конструкции Юдовина и Масарновского — их особенность – большой угол наклона и форма винтовой канавки. Благодаря этому стружка выводится во время рассверливание, что повышает производительность.
- пушечные (полукруглые) имеют вид стержня со срезанной на половину рабочей частью, что образовывает канал до отведения стружки. Для направления сверла делают отверстие, глубиной 0,5…0,8D.
- трубчатые (ружейные) – применяются для сверления отверстий большой глубины. Полость для отведения охладительной жидкости получают путем зажатия трубки и получения прямого канала для отвода стружки с углом 110…120°. Режущую часть изготавливают в виде твердосплавной пластины или головки (цельные твердосплавные или с приваренной к хвостику рабочей частью).
- ВТА (STS — англ. single tube system) сверла оборудованы внешней подачей смазочно-охладительной жидкости и внутренним каналом для удаления стружки. Жидкость нагнетают между трубкой сверла и стенкой рассверливаемого отверстия. Удаление стружки через трубку сверла и сверлильный шпиндель назад к впускному отверстию обеспечивается высокой скоростью подачи жидкости.
В зависимости от формы хвостовиков, различают такие виды сверл – цилиндрические, конические; трех-, четырех- и шестигранные; для буров – SDS (plus, top, max) .
По способу изготовления самого сверла можно выделить:
- цельные сверла (спиральные из быстрорежущей стали или твёрдого сплава);
- сварные (хвостовая часть из углеродистой стали, а рабочая – из быстрорежущей).
Материалы
Сверла изготавливают из:
- быстрорежущей стали ГОСТ 19265-73 (Р9, Р18, Р6М5, Р6М5К5; HSS, HSSCo — M35 или M42, HSS-E — 6542 или M2);
- легированной инструментальной стали ГОСТ 5950-73 (9ХС, ХВСГ, HSS-R – 4241, HSS-G — 4341);
- углеродистой инструментальной стали ГОСТ 1435-74 (У7, У8А, У10, У12А).
А также сверла оснащают пластинами из твердых сплавов – порошковые твердые сплавы – ГОСТ 388-74 (ВК6, ВК8, Т5К10, Т15К6).
Бытовое использование сверл | Энциклопедия домовладельца
Отверстия с круглым поперечным сечением обычно получают в материале сверлением, но, несмотря на простоту формы отверстия, сами сверла могут сильно отличаться друг от друга.
Их поставляют на отечественный рынок такие фирмы, как немецкие Bosch, Botek и Guhring.
швейцарская Sphinx, шведские Banco и Seco, японские Makita и Garant, американские Kennametal и SGS, чешская Pramet, южнокорейская Taegutec, китайские Stayer и «Зубр», отечественная «ИНТЕРСКОЛ» и др.
Хорошие сверла производят в Германии, Швеции, Швейцарии, Южной Корее, на ряде отечественных предприятий. Изделия из Китая, как обычно, дешевле, но их качество ниже.
Сверла классифицируют по конструкции, назначению и форме. По конструкции различают более десятка видов сверл: среди которых в быту чаще всего используют четыре — спиральные, Форстнера, перьевые (перовые), корончатые.Техническая информация
Спиральные сверла имеют самое широкое применение. Спиральной сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих углов на рабочем конце. Сверла изготавливаются как из быстрорежущей стали, так и твердого сплава.
Спиральные сверла изготовляют с цилиндрическим, коническим и шестигранными хвостовиками. Сверла с цилиндрическим хвостовиком изготавляют диаметром до 12 мм, с коническим – от 6 до 60 мм.
У сверл с коническим хвостовиком лапка на концевой части сверла (2) служит упором при выбивание сверла (1) из гнезда конуса (3) посредством клина (4). Спиральные сверла стандартизованы.
Поэтому выбирают только такие размеры отверстий, для которых имеется соответствующий диаметр сверла. Основным размером сверла принято считать диаметр.
Длина рабочей части сверла, в зависимости от диаметра, составляет: в сверлах с цилиндрическим хвостовиком — диаметр плюс 50 мм, а с коническим – 2 диаметра плюс 120 мм.
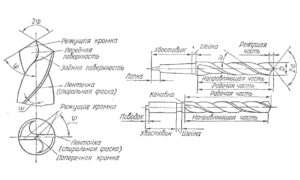
Геометрия спиральных сверл
Геометрические параметры режущей части сверла состоят из переднего угла γ (гамма), заднего угла α (альфа), угла при вершине 2φ (фи), угла наклона винтовой канавки ω (омега) и угла наклона поперечной кромки сверл ψ (пси).
Угол при вершине сверла 2φ выбирается в зависимости от обрабатываемого материала и составляет:
Сталь, чугун, твердая бронза 116°—118°
Коррозионно стойкая сталь и сплавы 127°Титановые сплавы 135°-140°Красная медь 125°Мягкая бронза, латунь 120°-130°Алюминий 130°—140°Магниевые сплавы 90°Целлулоид, эбонит 85°—90°Мрамор и другие хрупкие материалы 80°Гетинакс, винипласт, пластмассы 90°—100°Органическое стекло 70°Мрамор, эбонит 140°
Древесина 140°
Задний угол заточки α измеряется в параллельной оси сверла. При самой обычной заточке его значения так же, как и переднего угла, изменяются. У наружной окружности сверла задний угол равен 8—12°, а у оси — 20—25°. Задний угол сверла уменьшает трение задней поверхности сверла о заготовку.
Чтобы понять, зачем нужен задний угол, попробуйте снять обычным ножом стружку с деревянной дощечки, плотно прижав лезвие к ее поверхности. Самое большее, что удастся, — это соскоблить некоторые выступающие волокна. Приподнимите лезвие над плашкой до определенного положения, образуя тем самым «задний» угол, и оно начнет снимать стружку.
«Задний» угол не должен быть слишком большим, иначе лезвие «нырнет» сразу на большую глубину и придется снимать толстую стружку со значительными усилиями.
Наклон канавок к оси сверла ω может составлять от 10 до 55°. Угол наклона винтовой канавки определяет значение переднего угла: чем больше угол наклона, тем больше передний угол.
Это облегчает процесс резания и улучшает выход стружки. Угол наклона канавки выбирается в зависимости от диаметра сверла и свойств обрабатываемого материала.
Для каждого материала существует свой оптимальный угол подъема (для цветных металлов 34°-45°, стали — 25°-30°).Процесс сверления — это довольно сложный процесс во время которого происходит сдвиг отдельных частиц, пластическая деформация и другие явления. Когда режущая кромка спирального сверла внедряется в какой-то материал, она «вынуждает» стружку скользить по своей передней поверхности.
При сверлении хрупкого материала, например чугуна, образуется сыпучая стружка, а если материал пластичен, например медь, то пойдет сливная стружка, похожая на свитую в спираль ленту.
Впрочем, такое деление достаточно условно, поскольку материалы не всегда обладают четко выраженными свойствами, например у многих хрупких пластмасс, которые, нагреваясь при появлении стружки, начинают вести себя как пластичный материал.
Передний угол заточки γ определяется в плоскости перпендикулярной режущей кромке. При обычной заточке передний угол в различных точках режущей кромки имеет разные значения.
Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. У вершины сверла передний угол заточки будет равен 1—4°.
Изменение значения переднего угла является недостатком спирального сверла и вызывает неравномерный и быстрый его износ. Данный недостаток решается различными способами подточками вершины сверла.
Линия, образованная пересечением поверхностей заточки сверла, называется поперечной кромкой, которая образует угол ψ, равный 55°. Величина поперечной кромки принимается обычно равной 0,13 D (где D – диаметр сверла).
Для уменьшения трения боковой поверхности о стенки отверстия с нее снимается фаска. При этом вдоль винтовой канавки получается узкая полоска – ленточка, которая служит также в качестве направляющей сверла.
Для обеспечения повышенной прочности и жесткости твердосплавных сверл по сравнению со сверлами из быстрорежущей стали увеличивают сердцевину до 0,25 диаметра сверла.
Чистота просверленных отверстий и высокая производительность при сверлении достигается лишь при условии работы с остро и правильно заточенным сверлом.
В процессе сверления режущая часть сверла изнашивается и потому требует систематического восстановления своих геометрических размеров. Восстановление это осуществляется путем заточки.Заточка сверл производится на специальных заточных станках или вручную на абразивных кругах.
Крепление обрабатываемой детали
Одним из сложных примеров сверления является сверление оконного профиля с внутренним металлическим армированием.
Проблемы состоят в том, что одновременно сверлится три отверстия сразу в термопластике и металле, металл достаточно тонкий и плохо закреплен, металл может отгибаться при сверление, отсутствует охлаждение, пластиковый профиль образует сливную стружку и сильно притирается к сверлу.
Все это крайне негативно влияет на длительность работы сверла до перезаточки, по этому старайтесь придерживаться правил:
- фиксация заготовки должна быть максимально жесткой, надежной, исключающей возникновение каких-либо смещений или изгиба во время сверления.
При необходимости используйте вставки и дополнительные элементы фиксации.
- при обработке тонкостенных деталей необходимо уменьшить значение используемой подачи
- не использовать сверла из твердого сплава при возникновение вышеописанных проблем, так как они чрезвычайно чувствительны к любым нагрузка на изгиб
Режимы резания при сверлении
Подача сверла при сверлении отверстий на станках вручную, должна быть максимально равномернее. При сквозном сверлении, после выхода поперечной кромки сверла из металла, сопротивление материала заготовки значительно уменьшается.
Поэтому, если не изменять давление на рычаг или маховик подачи сверла, сверло захватит больший слой материала и вследствие чего может сломаться. Во избежание поломки подача сверла перед его выходом из металла должна быть возможно меньшей. Для автоматического сверления необходимо обязательно обеспечить равномерность подачи, а не прилагаемого усилия.
Для общего представления о величинах подач можно считать, что при сверлении с автоматической подачей в стальных деталях отверстий диаметром 5—30мм подача принимается в пределах 0,1—0,3 мм/об, а при чугунных деталях — в пределах 0,2—0,7 мм/об.
Скорость резания при работе сверлом из быстрорежущей стали должна быть около 30 м/мин, если материал обрабатываемой детали — конструкционная сталь средней твердости, и около 35 м/мин, если деталь из чугуна средней твердости. При работе твердосплавными сверлами скорость резания можно увеличивать в два-три раза.
Охлаждение при сверлении понижает температуру сверла, нагревающегося от теплоты резания и трения о стенки отверстия, уменьшает трение сверла об эти стенки и, наконец, способствует удалению стружки. В качестве смазочно-охлаждающей жидкости при сверлении отверстий в стальных деталях применяется эмульсия. Сверление отверстий в чугуне производится без охлаждения.
Дефекты заточки
При ручной заточке сверла возможны следующие дефекты:
- Длина режущих кромок неодинакова: середина поперечной кромки не совпадает с осью сверла. При этом длинная режущая кромка будет больше нагружена, чем короткая кромка, и скорее затупится. Внешне это часто выражается в виде выкрашивания ее около угла длинной кромки. Кроме того, под влиянием большой нагрузки со стороны кромки длинной кромки сверло будет отжиматься в сторону от оси вращения и отверстие получится большего диаметра, чем диаметр сверла. Чем глубже отверстие, тем меньше будет его точность. Сверло будет «бить» и может поломаться.
- Режущие кромки заточены под различными углами к оси сверла. При этом середина поперечной кромки совпадает с осью сверла. Так как наклон одной режущей кромки больше, чем второй, то последняя работать не будет. Снимать стружку в этом случае будет только одна кромка. Под влиянием односторонней нагрузки режущей кромки сверло будет уводить в сторону и тем самым увеличивать диаметр отверстия.
- Два дефекта одновременно. Если после заточки сверла режущие кромки не равны по длине и наклонены к оси сверла под различными углами, то середина поперечной кромки сместится от оси сверла и при работе будет вращаться вокруг оси.
Скорость резания
Один из основных вопросов техники сверления – выбор наивыгоднейшего режима резания, то есть определение такого сочетания скорости вращения и подачи сверла, которое обеспечивает максимальную производительность. Скорость вращения сверла характеризуется числом оборотов его в минуту.
Эта скорость представляет путь, проходимый наружными точками режущей кромки сверла, и измеряется в метрах в минуту. В процессе резания материалов происходит нагревание стружки, обрабатываемого изделия и режущего инструмента.
Оптимальная скорость резания при сверлении – это такая скорость, которая обеспечивает высокую производительность при достаточно длительной работе сверла (15…90 минут) без переточки.