Как паять сталь оловом
Пайка стали оловом в домашних условиях
Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками.
Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины.
Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой.
В этом случае главное — подготовить необходимые расходные материалы (расходники).Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
- Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
- Органический растворитель (например, уайт-спирит или ацетон).
- Оловянный припой.
- Канифоль или ортофосфорную кислоту.
- Стальной трос.
- Щетку для чистки металла, напильник или наждачную бумагу.
- Чистую тряпку для протирки.
Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор.
Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента.
Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.
Как правильно лудить металл
> Советы электрика > Как правильно паять паяльником с кислотой
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы.
Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия.
Для того чтобы паять оцинкованное, нержавеющее железо, радиатор, ведра, кастрюли, различные сплавы, латунь и другие металлы можно использовать кислотные растворы.
Флакон с кислотным раствором для пайки металлов
Кислотные растворы
Важно правильно выбрать кислотный раствор. Зависит это от вида металла, из которого сделаны детали. Это может быть алюминиевый или медный радиатор, чайник, который надо спаять, медь, латунь или кровельное железо:
- Оцинкованное железо. Места, где необходимо паять, обрабатывают кислотным раствором, правильно его называют (хлоратом цинка). Такой состав можно купить в специализированных магазинах, проще всего приготовить его самостоятельно.
Для этого достаточно в 100 мл соляной кислоты бросить кусочки цинка, который можно снять с корпуса пальчиковых батареек. После окончания химической реакции цинк растворится, выделяя при этом большое количество водорода.
Правильно будет осуществлять процесс в хорошо проветриваемом помещении, при отсутствии открытого огня.
После того, как раствор остынет и отстоится, верхнюю прозрачно-желтую часть переливают в чистую стеклянную посуду. Осадок сливают в грунт, в канализацию с металлическими трубами не рекомендуется. Кислотой можно повредить трубы и герметичные прокладки. Оставшаяся часть раствора готова для обработки кровельного оцинкованного железа.
Как запаять листы кровельного железа
- Нержавеющая сталь. Прежде чем паять, поверхность зачищается и обрабатывается ортофосфорной кислотой, в состав которой входят следующие элементы:
- до 50% хлористого цинка;
- аммиак до 0,5%;
- растворяется водой с концентрацией рН – 2,9%.
Ортофосфорная кислота применяется для пайки в качестве флюса и для очищения металла от ржавчины
Раствор бывает прозрачным светло-желтого цвета или бесцветным, при нагреве до 213ºС преобразуется в H4P2О7 (пирофосфорную кислоту), которая обезжиривает поверхность металлов. Состав растворяет оксидную пленку на различных металлах и сплавах:
- нержавеющая сталь;
- латунь;
- сплавы никеля;
- сплавы меди;
- сплавы углеродистых металлов и низколегированной стали.
Применение кислот
Чтобы паять металлические изделия (трубы, радиатор, ведра, кастрюли), поверхность элементов тщательно зачищается, можно напильником или наждачной бумагой. На очищенные участки кисточкой наносят кислотный раствор, после чего на поверхности паяльником расплавляют до жидкого состояния припой.
Как правильно паять паяльником
Жидкий припой облуживает зачищенные места, при кипении кислотный флюс выходит на поверхность. Когда припой застывает, спаиваемые элементы надежно и герметично фиксируются.
Пайка железа с помощью оловянного припоя

Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
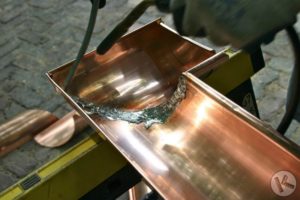
Пайка листов жести
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Как паять стальные детали

Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются.
На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики.
Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Как паять сталь оловом — Справочник металлиста

Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения.
Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля.
Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.
Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке.
Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки.
Кроме того, можно выполнить предварительный отжиг соединяемых изделий.
Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса.
Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля.
Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка.
Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°.Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.
Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях.
Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно.
Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.
Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.
Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.
Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев.
Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения.
Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов.
Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса.
Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.
Пайка стали, меди, алюминия, нержавейки, оцинковки

Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Пайка цветных металлов
Изделия из цветных металлов требуют точной подгонки. Именно поэтому их чаще паяют, а не варят. Изучим отдельные виды цветных металлов и их скрепление при помощи пайки.
Всегда фиксируйте обе заготовки при помощи тисков, струбцин либо других крепежных элементов. Особенно, если вы работаете с габаритными деталями. Колебания или сдвиги во время пайки могут перекосить шов, припой может стечь. Это повлечет за собой хрупкость стыка и со временем на нем могут образоваться трещины или свищи.
Пайка меди
Медь – это довольно часто встречающийся металл в повседневной жизни. Водопроводные трубы, электрические кабели, электронные компоненты – все они частично или полностью состоят из меди.
В основном существует два метода пайки меди:
- Высокотемпературная (рабочая температура порядка 600 ˚С);
- Низкотемпературная (рабочая температура до 450 ˚С).
В рамках данной статьи мы рассматриваем пайку в домашних условиях, поэтому возьмем низкотемпературную технологию.
Для пайки меди вам потребуется:
- Припой. В основном его изготавливают из сплавов олова (95—97 %) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев на производстве ограничено из-за вредности свинца. В домашних условиях также стоит поберечь свои легкие от паров свинца. Используйте активную вытяжку.
- Флюс для пайки меди (активированный, кислотный, некислотный, антикоррозийный).
- Газовая горелка.
На крупных производствах и заводах часто используют паяльную пасту. Чаще всего в ее состав входят: флюс, маленькие частицы припоя и специальные добавки.
Рассмотрим пошаговую технологию пайки двух медных элементов:
- На обе детали наносят флюс. Им покрывают место стыка и область, на которую будут наносить припой.
- В место стыка закладывают припой. Это может быть оловянная проволока или специальная паста.
- Полученное соединение нагревают при помощи газовой горелки. Припой распределяется по месту стыка, а также частично на область около пайки.
- Полученную заготовку оставляют остывать. В этот момент нельзя крутить или гнуть полученную деталь. Место стыка должно полностью остыть, чтобы припой смог полностью затвердеть.
- Остатки флюса удаляют при помощи абразивной щетки.
Не направляйте открытый огонь прямо на припой. Он должен расплавиться и заполнить собой шов вследствие нагрева кромок деталей.
Пайка алюминия
Алюминий достаточно капризный материал. Многие эксперты считают, что в домашних условиях скрепить две алюминиевые заготовки просто невозможно, так как место скрепления необходимо прогревать до температуры порядка 600 ˚С, а это чревато прогоранием самого листа алюминия.
Но это утверждение не совсем верно. Спаять два элемента из алюминия можно, если использовать особый флюс и припой. Рассмотрим подробнее все компоненты, которые понадобятся для работы с алюминием:
- Припой. Лучше всего для работы с алюминием подходят припои в составе которых есть: кремний, алюминий, медь, серебро и цинк. К таким можно отнести отечественный припой «34А» или его зарубежный аналог «Aluminium-13».
- Флюс. Лучше, если в его составе будет фторборат аммония с добавлением триэтоналомина. Некоторые используют обычную буру.
- Паяльник, мощностью не менее 100 Вт.
Припои с высоким содержанием цинка обладают лучшими антикоррозийными свойствами.
Пошаговое руководство по пайке алюминиевых заготовок:
- Зачистить обе заготовки от грязи и пыли.
- Удалить при помощи наждачной бумаги оксидную пленку. Эту операцию проделывают с целью уменьшения оксидного слоя, который моментально образовывается на поверхности алюминия.
- На место соединения наносят флюс.
- Припой закладывают равномерно и постепенно, не подвергая постоянному нагреву поверхности алюминиевых заготовок.
- Полученный стык зачищают при помощи металлической щетки или мелкой наждачной бумаги.
Пайка оцинкованного железа
В отличие от обычной жести, оцинкованное железо имеет ряд специфических характеристик. Во-первых, цинк на поверхности листа испаряется при температуре 960 ˚С. Поэтому не рекомендуется использовать мощные горелки в работе с оцинкованным листом.
Во-вторых, не все припои подходят для работы с оцинкованным железом. Например, крайне не рекомендуется использовать припой ПОС-90, так как он разрушает структуру листа.
Компоненты для пайки:
- Припой. Лучше всего выбрать ПОС-30.
- Флюс — борная кислота или хлористый цинк.
- Паяльник мощностью не менее 40 Вт.
Технология спайки двух элементов из оцинковки аналогична работе с обычной жестью. Главное — греть место спайки равномерно, не допуская перегрева отдельных областей.
Пайка нержавеющей стали
Нержавеющая сталь — это сплав, в котором присутствует никель и хром, а также титан. Пайка нержавейки немного отличается от аналогичной работы с обычным или оцинкованным железом. В зависимости от количественного содержания того или иного металла в составе нержавейки, она будет иметь разные физические характеристики.
Так, лист с большим содержанием никеля при температуре 500 — 700 ˚С может выделять карбидные соединения. Подобные листы подвергают равномерному и быстрому нагреву, чтобы избежать разрушения структуры материала.
Рассмотрим необходимые компоненты:
- Припой. Его выбирают в зависимости от условий пайки. В условиях открытой местности или повышенной влажности отдают предпочтение припоям на основе серебряных сплавов с незначительным содержанием никеля. В сухих помещениях или доменных печах используют хромникелевые или серебряно-марганцевые припои. Для первичного лужения двух деталей используют обычный припой на основе олова и свинца.
- Флюс — бура в виде порошка или пасты.
- Мощная газовая горелка выдающая температуру свыше 800 ˚С. Пригодится паяльник с мощностью выше 100 Вт для первичного лужения.
Пошаговая технология пайки:
- Тщательно зачистить места соединения двух элементов из нержавейки.
- Закрепить оба листа и на место стыка нанести флюс из паяльной кислоты.
- Место стыка залудить тонким слоем припоя на основе олова. На этом этапе используют обычный паяльник. Следите за тем, чтобы припой не скатывался с листа. Если этого избежать не удалось, предварительно прогрейте листы и повторите лужение.
- Повторить лужение флюсом.
- Спаять оба листа, используя припой в зависимости от условий пайки. На этом шаге используйте газовую горелку.
Если припой скатывается с листа даже после предварительного прогревания, используйте металлическую щетку. Она помогает удалить оксидную пленку, которая может оставаться на залуженной поверхности после нанесения флюса.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка. Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки.
Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия.
В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!