Как согнуть металлический уголок под 90 градусов
Как сварить уголок под 90 градусов — Станки, сварка, металлообработка
Сварка – это процесс, который требует немалой сноровки и умений. Кроме того, знания физики и строительного дела также являются весьма немаловажными. Особенно нелегко проходит сварка ферм. Это вызвано совокупным влиянием большого количества различных факторов.
Начиная от того, что для производства ферм чаще всего необходимо применять метал большой толщины, который требует значительной предварительной обработки, и, заканчивая тем, что просто провести сварку под конкретным углом, необходимым в конкретном случае, очень тяжело.
Но обо всем по порядку.
Ферма – основа многих зданий
Для строительства больших и малых промышленных помещений и зданий, а также мостов, вышек и мачт, широко используют металлические (чаще стальные) сварные фермы. Это и неудивительно.
Ведь применение высококачественного материала в совокупности с правильным подходом к проектированию позволяет фермам быть одними из самых прочных конструкций, несмотря на малый расход металла.
Изготовление фермы происходит посредством сварки разрозненных стальных конструкций (швеллеров, уголков, косынок) в единое целое. Это соединение происходит по заранее утвержденному чертежу. Подготовленные элементы собирают на стеллажах и в стапелях. Далее их скрепляют сварными швами, чтобы получить ферму.
Для фиксации отдельных изделий на стеллаже применяют дополнительные устройства: магнитные фиксаторы, зажимы, прихваты и прочее.
С их помощью конструкция фермы приобретает необходимую геометрическую форму. После сборки и фиксации ее снимают со стеллажа вместе с магнитными фиксаторами и прихватами.Окончательную проварку швов производят вне стеллажа, который уже используют для сборки следующей фермы.
Необходимо внимательно относится к технологии процесса. Сварку фермы обязательно необходимо производить в четком соответствии с утвержденным порядком и согласно чертежам. Это позволит избежать нежелательных короблений, а, следовательно, и повреждений всей конструкции и значительного снижения ее обще прочности.
Любой процесс складывается из нескольких основных этапов. Сварка не является исключением.
Ее можно разделить на три главные части, которые являются необходимыми к исполнению: подготовка материала и сварочного аппарата, непосредственно сварка и, в конце, проверка на качество.
Для каждого этапа характерны свои задачи, качественное выполнение которых гарантирует надежность всего итогового изделия.
Подготовка материала и аппарата
Процесс подготовки изделия под сварку включает в себя несколько разрозненных моментов. К ним относятся: очистка кромок, которые будут подвергаться сварке, от грязи и ржавчины; установка необходимых зазоров между кромками; обязательная прихватка свариваемых частей, учитывая геометрические размеры изделия.
Первый момент необходимо выполнять с максимальным усердием, если вы не хотите в итоге получить массу дефектов в сварных швах. Итогом может стать значительная потеря надежности и крепости всей конструкции. Также вы обеспечите себе дополнительную работу в виде необходимости очищать сварочные швы от нагара и прочего.
Разделка кромок металла – процесс, который является абсолютно необходимым при сварке металла больших толщин. Она является обязательной по нескольким основным причинам. Но главное, что дает разделка – это полный провар всей кромки по длине шва.
Это позволяет значительно укрепить всю конструкцию. Особенно важна разделка при сварке ферм, которые будут лежать в основе несущих металлоконструкций.Ведь основное свойство ферм – это их поразительная прочность, которая позволяет использовать их практически во всех строительных процессах.
Установка зазоров между кромками свариваемых деталей не менее важна, чем их разделка. Правильно выверенное расстояние между частями уголка поможет сделать крепче и надежнее всю конструкцию фермы.
Сварка уголков требует соединения деталей, толщина которых составляет свыше двух миллиметров, а иногда и толще. Применение таких металлов обязует к установке зазоров от половины до двух миллиметров.
Естественно, его размер зависит не только от толщины, но и от общей конструкции фермы, которая должна получиться при соединении всех деталей, в том числе и уголков.
Следующий процесс является, наверное, самым важным в подготовительном этапе работ. От него напрямую зависит качество изделия после сварки.
Итак, после того, как вы все подготовили, зачистили, выставили можно приступать к посадке всего изделия на прихватки.
Правильно выполненная посадка даст гарантию того, что вся ферма выдержит все нагрузки, которые будут на нее воздействовать, так как будет собрана согласно всем техническим требованиям и чертежам.
Сборка на прихватки позволяет учесть все нюансы, которые могут возникнуть во время соединения деталей. Ведь этот процесс позволяет четко определить возможное изменение запланированной геометрической структуры и вовремя ее исправить.
Далее, после остывания прихваток, вы получаете конструкцию, которая устойчива к мелким физическим воздействиям. Это позволит вам спокойно перейти к основному этапу работ по сварке уголков для сборки ферм.Помните, что деформаций все равно не избежать, но можно их свести к минимуму.
Подготовка сварочного аппарата проходит согласно инструкции, которая приложена к нему. Перед тем, как начать ее читать, определитесь с материалом, который вы будете применять.
Также стоит убедиться в наличии необходимого напряжения в вашей электрической сети.
В противном случае сварка уголков закончится неудачей, а ферма закончит свое существование, так и не приняв окончательного вида.
Соединение уголков
Чтобы обеспечить соединение двух деталей, из которых будет состоять уголок, необходимо придерживаться нескольких нехитрых правил. Чаще всего уголок делают под углом девяносто градусов. Но тот, кто занимался созданием ферм, прекрасно знает, что сделать идеальный угол, а потом его еще и сварить – это действительно искусство не из легких. Постараемся упростить себе эту задачу.
Первым шагом станет посадка на прихватки с каждой стороны детали, которая становится перпендикулярно к детали, выступающей в роли основания. В противном случае произойдет элементарный завал в одну из сторон, и вся работа пойдет насмарку, а ваша ферма останется лишь хорошей задумкой. Чтобы правильно поставить прихватки, необходимо выполнить следующее:
- Ставим прихватки со стороны, где будет проходить основной шов;
- Замеряем угол и, в случае необходимости, корректируем его;
- Ставим прихватки с другой стороны и приступаем к основному процессу.
Более сложным процессом является соединение под углом в девяносто градусов стальных труб.
Ведь они отличаются повышенной неустойчивостью из-за формы, а также высокой плотностью из-за состава. В этом случае логика процесса сохраняется полностью.
Отличие заключается лишь в количестве и размещении прихваток. Как правило, их количество составляет четыре. Размещаются они друг напротив друга.
Итоговое их расположение должно быть таковым, что если провести воображаемые прямые линии между соседними по окружности прихватками, то должен получиться квадрат.
Порядок размещения: ставим первую, проверяем угол; ставим вторую диаметрально противоположную первой, проверяем угол; ставим третью, сместившись по окружности в любую из сторон на девяносто градусов, снова проверяем угол; ставим четвертую диаметрально противоположную третьей. Вот и все.
Так собираются почти все уголки, которые впоследствии становятся основой для сборки ферм. Естественно, что если трубу утянет в бок, то она не сможет выполнять возложенные на нее задачи. Итогом станет абсолютная ненадежность всей конструкции фермы. Поэтому внимательно следите за углом, который образует конструкция.
Магнитные держатели – помощь в работе
Современный рынок строительных материалов предоставляет широкий выбор различных устройств, которые могут значительно упростить процесс работы сварщика. Одним из таких приспособлений является магнитный держатель.
Как было рассмотрено выше, процесс выравнивания под определенным углом, а также фиксация для обеспечения качественной, а главное правильной сварки, могут быть очень трудоемкими. При этом не всегда удается все подогнать сразу и приходится начинать каждый раз сначала.
Магнитный держатель поможет избежать этих неудобств. С его помощью вы сможете значительно увеличить свою производительность и намного повысить точность проводимых вами работ.
Средняя затрата времени на производство металлоконструкции сокращается примерно в четыре раза.
Угловые фиксаторы помогают выполнить предварительное закрепление элементов различных металлоконструкций. Они помогут точно выставить необходимый угол для сварки ферм или уголков. Кроме того, абсолютно не важно, какие детали вы фиксируете: плоские или круглые. В любом случае вас ждет успех.
Особую нишу занимают магнитные угольники. Они помогают, при помощи большой магнитной силы, надежно зафиксировать детали, как для сборки, так и для проведения сварочных работ.По окончании сварки они легко отсоединяются и могут быть использованы для других целей.
Также отпадает необходимость привлекать больше одного рабочего на конструкцию, что значительно сокращает трудозатраты на производство. Эти магнитные устройства можно смело применять в процессе резки, разделки, зачистки деталей. Магнитные держатели значительно сокращают вероятность падения частей конструкции, а, следовательно, и травм на производстве становится гораздо меньше.
Наибольшую практическую ценность они представляют в случае необходимости точной фиксации деталей неправильной формы. Стабильность фиксируемой ими формы, предоставляет возможность спокойно выполнить качественную сварку.
Проверка конструкции
После того, как сварочные швы остыли, необходимо сбить с них нагар и проверить на наличие трещин, сколов, воздушных пузырей. Ведь любая деформация шва может привести в итоге к плачевным последствиям.
Стоит попробовать приложить некоторое усилие на излом конструкции. Она должна быть достаточно стойкой, чтобы абсолютно никак не отреагировать на ваше воздействие: не прогнуться, не хрустнуть, не посыпаться.
Если ничего подобного не случилось, то вы получили действительно надежную конструкцию, которая выполнит все возложенные на нее задачи.
Если у вас появилась необходимость сделать сварку уголка, то вам необходимо в обязательном порядке хорошо подготовиться и изучить все приемы.
Также стоит ответственно подойти к выбору оборудования для сварки, а также материала, из которого будет выполнена конструкция. Сварка уголка – совсем нелегкое занятие. Отнеситесь к этой задаче со всей ответственностью.
Если вы будете придерживаться всех правил и техники сварки, то в результате получите отличную качественную конструкцию.
Как согнуть металлический уголок под 90 градусов
Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям.
Как правильно согнуть уголок под 90 градусов
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
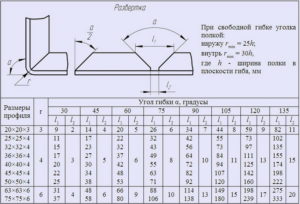
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона.
Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
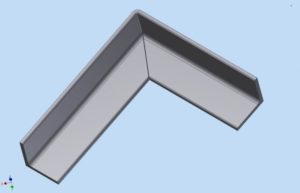
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
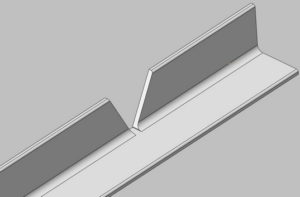
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку.
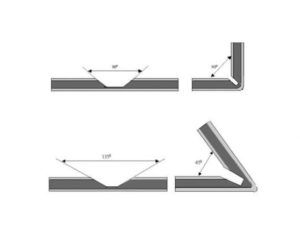
Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой.
Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Как согнуть металлический уголок под 90 градусов

В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Металлический уголок – что это, зачем нужен, особенности разных видов, размеры
Металлический уголок – востребованное в строительстве приспособления. Однако оно нашло применение на только в этой сфере. Уголки из металла используются в народном хозяйстве, в промышленности и дизайнерской работе. Существует несколько видов изделий, каждый из которых применяется в определенных ситуациях.
Что такое металлический уголок?
По форме конструкция выполнена в виде буквы «Г». Уголки железные небольшие по размеру, но выполняют их из прочных видов проката, поэтому они могут без опасений использоваться в строительстве. Конструкции, в основе которых есть металлические уголки, будут прочными и надежными. В составе сплавов, из которых делают строительные материалы, присутствует:
- углеродистая сталь;
- разновидности металла, устойчивые к ржавчине и коррозийным процессам;
- высоколегированная сталь.
Зачем нужен металлический уголок?
Изделия применяются повседневно благодаря некоторым качествам: долговечности. Прочности и устойчивости к разрушительным процессам. Уголки используют в строительстве для сооружения перекрытий, пролетов и несущих конструкций. Изделие, у которого обе стороны равны, хорошо подходит для оконных и дверных проемов. Варианты с неровными осями лучше подходят для сооружения арок.
Уголок металлический перфорированный используется для оснащения мебели или усиления ее каркаса. Нержавеющие оцинкованные профили могут применяться даже для декорирования интерьера.
Другая сфера, где востребованы изделия – машиностроение. Из них делают вагоны, автомобили и крупногабаритную технику.Применимы металлические уголки при электромонтажных работах: для крепления аппаратуры или кабелей.
Виды металлических уголков
Конструкции делятся на несколько видов в зависимости от способа изготовления и сфер применения. Существуют изделия с неравными сторонами. Полкой у них называют сам угол.
Крупными промышленными предприятиями выпускаются равнополочные конструкции, а те, у которых стороны не равны, делают только по индивидуальным заказам.
Все геометрические параметры уголков и их размеры регламентируются технической документацией. Согласно ей существует несколько классификаций изделий:
- Равнополочный уголок, изготовленный металлопрокатным методом – ГОСТ 8509-93.
- Равнополочные уголки, выполненные способом гибки – ГОСТ 19771-93.
Гнутый металлический уголок
Изделия создаются методом холодной гибки. С этой целью используется специальное оборудование, которое способно оказывать значительное давление и физическое воздействие на металл. Уголок декоративный металлический создается исключительно из листового проката, который имеет небольшую ширину в поперечном сечении.
Рассматриваемая технология существенно ускоряет производственный процесс. Брака при ней получается больше, чем при применении горячекатаного способа. При выполнении гнутых конструкций точнее получается соблюдать размер полотна, поэтому сортамент таких изделий больше. Гнутые металлические уголки отличаются меньшим весом, что дает им несомненное преимущество в строительстве.
Равнополочный металлический уголок
Изделия могут изготавливаться не только гнутым способом. Еще один вариант их производства – горячекатаный. Он делает металл жестче и изменяет его структуру, даже без закаливания.
Металлический уголок для откосов подходит и для украшения дизайна в интерьере, и для создания инженерных систем. Единственный минус равнополочный конструкций в том, что не во всех магазинах их можно купить товар стандартного размера в длину – 12 м.
При производстве уголков горячекатаным методом используют следующие марки стали:
Неравнополочный металлический уголок
Он используется для строительства сооружений, к которым предъявляются повышенные критерии жесткости. В интерьере металлический уголок используется для полок, декорирования мебели.
В судостроении и автомобилестроении не обойтись без этого элемента. Широкие сферы применения изделия связаны с тем, что его делают только горячекатаным способом, который обеспечивает прочность всей системы.
В процессе производства используют многочисленные марки стали:
- для равнополочных уголков;
- 08Г2С;
- 12ГС;
- Ст0-Ст6;
- ст4пс;
- 14ХГС.
Стандарты изделия с неравными углами описывает ГОСТ 8510-86. В нем описаны следующие параметры:
- соотношение большей и меньшей стороны;
- радиус закругления концов;
- толщина полок;
- обычный и центробежный момент инерции.
Ширина конструкций с разными параметрами сторон составляет от 20 до 200 мм, а толщина – до 16 мм. Вес уголка из железа рассчитывается в килограммах на 1 м. Масса изделий из стали минимальной толщины в 3 мм и самой малой толщины 20 мм составляет 0,9 кг/м.
Вес металлического уголка с параметрами 200 мм на 16 мм составляет около 37 кг/м. В зависимости от соответствия реальных габаритов стандартным все изделия подразделяются на высокоточные (класс А) и обычные (класс В).
В партии большого объема допускается до 15% немерных заготовок.
Вес минимального неравнополочного уголка составляет 900 г, а максимального – 39 кг. Длина полосы может составлять от 4 до 12 м. При этом, так же как и в случае с равносторонними конструкциями, допускается незначительное отклонении габаритов по ГОСТу. Для изделий длиной 4 м допускается погрешность в 30 мм, для уголков 4-6 м – 50 мм, от 7 м – 70 мм.
Как согнуть металлический уголок?
Чтобы самостоятельно выполнить работу, лучше воспользоваться горячим методом обработки материала. Чтобы получить оптимальный радиус изгиба, желательно воспользоваться шаблоном. Его нужно заготовить заранее. Алгоритм, как согнуть металлический крепежный уголок своими руками:
- Равномерно прогреть материал по всей длине. Температуру подбирают так, чтобы она составляла половину от показателя плавления металла.
- Изделие равномерно огибают по шаблону. Чтобы исправить неровности в процессе работы, используют кувалду или молоток.
- Сгиб получится в виде полукруглого угла.
Если нужно получить четкий сгиб, то используют другой метод:
- На месте, где должен быть угол болгаркой вырезают треугольник. Его стороны должны располагаться под углом 45°.
- Место среза аккуратно нагревают горелкой и сгибают. Затем этот участок сваривают электросваркой.
Как выпрямить металлический уголок?
Работы подобного типа называют рихтовкой. Во время нее устраняются неровности и другие недостатки металлических заготовок. Металлический уголок можно выпрямить ручным или машинным методом. В первом случае манипуляции выполняют на плоской поверхности и используют молоток. Отыскивают места на заготовке при ударе по которым выпрямится вся конструкция.
https://www.youtube.com/watch?v=W3NxaiwFnHY
Чтобы качественнее провести работу, можно также нагреть поверхность металлического уголка. Максимальная температура до которой можно нагревать заготовку – 850°С. В противном случае на металле появятся трещины и его будет невозможно использовать в дальнейших целях. Алгоритм выравнивания изогнутого в плоскости уголка:
- Изделие помещают на деревянную доску, чтобы в процессе работы создавалось меньше шума.
- Заготовку располагают так, чтобы она соприкасалась двумя точками с наковальней.
- Сильные удары молотком наносят по более выгнутым местам. По мере исправления силу воздействия на уголок постепенно уменьшают.
- Удары наносят с двух сторон деталей, периодически переворачивая заготовку. Несколько раз подряд не стучат по одному и тому же месту.
Как просверлить отверстие в металлическом уголке?
Изделия из металла отличаются повышенной твердостью. Работы с ними нужно выполнять по специальному алгоритму, соблюдая технологический процесс. Для того чтобы просверлить металлический крепежный уголок, потребуется:
- защитные очки;
- ручная или электрическая дрель;
- кернер;
- молоток;
- сверло.
Особенность работы заключается в том, что нужно самостоятельно задавать направление дрели, чтобы правильно проделать отверстие в металле. Пошаговый алгоритм действий:
- Заготовку зажимают в тисках.
- Заранее отмеченные места для отверстий на металлическом уголке кернят. Процедура предупредит смещение сверла от заданной точки.
- Сверло устанавливают строго перпендикулярно металлическому уголку. Если это правило не соблюдать, то оно может сломаться.
- Давление на дрель постепенно уменьшают по мере того, как сверло проходит в заготовку. Это предупредит образование металлических заусенцев в заготовке.
Как крепить металлический уголок?
Если использовать конструкцию для строительных или дизайнерских целей, то ее нужно обязательно зафиксировать. Чем надежнее будут сделаны крепления, тем больше прослужит вся система. В противном случае конструкция не только развалится, но и будет угрожать безопасности людей. Популярные варианты, на что можно зафиксировать угол из металла:
- саморезы – нужны, когда крепятся дизайнерские полки или мебельный металлический уголок;
- дюбель-гвозди – предназначены для фиксации тяжелых конструкций, используемых в строительной отрасли;
- анкера – применяются в строительных и промышленных целях и способны выдержать конструкции весом более 100 кг;
- заклепки – для декоративных целей.
| Универсальное и широко использующееся устройство ‒ ударная отвертка. Полезно знать, для чего предназначена, как пользоваться техническим инструментом, обзор самых популярных моделей и пошаговый алгоритм для создания конструкции своими руками. | Распределительная коробка – это электротехническое устройство, которое позволяет смонтировать качественную и безопасную проводку в любом помещении. В таком коробе соединяются провода, идущие от общего щитка к разным электрическим потребителям. |
| Дверные петли – зачем нужны, особенности разных видов, способ крепления Дверные петли соединяют полотно с коробкой и бывают разных видов: врезные, накладные, угловые, ввертные, скрытые. Плавность хода, отсутствие провесов определяется в результате монтажа с последующей регулировкой. | Дверные ручки являются важной составляющей фурнитуры. К их выбору нужно подходить с особой внимательностью, тщательно подбирая нужную модель, исходя из особенностей эксплуатации и внешнего вида изделия и двери. |
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Сгибаем лист металла
Если речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания.
Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу).
Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались.
Гнём оцинковку
Как согнуть оцинковку? Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна. Как согнуть профиль? С ним придется повозиться.
Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем.
Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали. Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.
Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком. Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу.
Как согнуть оцинковку проще? Используя болгарку, делаем один-два разреза в области сгиба (тем самым конструкция временно ослабляется), загибаем изделие, после чего свариваем место изгиба. Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы.
Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его.
Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба. Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием.
Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях вполне можно согнуть арматуру, правда, многое зависит от ваших физических данных и диаметра металлического стержня. Как согнуть арматуру? Для этого нам понадобится два куска стальных труб, диаметр которых больше диаметра изгибаемого стержня.
Чем больше длина таких труб, тем проще будет сгибать арматуру (выигрыш в силе за счет рычага).
Все, что нужно сделать для того, чтобы согнуть арматуру – вставить ее в две трубы и, закрепив одну из труб (прижав ее ногой или уперев между столбами), орудуя второй как рычагом придать арматуре нужную кривизну. Вот и все!
| Технология строительства дома из бруса С чего начать строительство дома из бруса? Что нужно предусмотреть, дабы впоследствии не сожалеть о выборе стройматериала? В одной статье мы последовательно рассмотрели этапы возведения брусчатой постройки с учетом требований технологии. Имея перед глазами такое краткое руководство, вы будете уверены в правильности своих действий. |
| Мангал из металла и не только Собираетесь на природу – не забудьте прихватить с собой мангал! Нет оного в наличии? Конечно, можно сбегать в магазин и купить, но почему бы не сделать своими руками такой же, если не лучше, металлический мангал? Работы займут максимум пару часов. Мы попробуем подробно объяснить процесс изготовления этого незамысловатого приспособления. |
| Укрепление фундамента частного дома Готовитесь к возведению пристройки к дому? Решили надстроить второй этаж? Возможно, старый фундамент дома пугает вас обилием трещин и нехарактерным перекосом? Все это свидетельствует о необходимости усиления фундамента. Мы постарались обобщить данные, которые будут полезными при решении этого вопроса. |
Сварка изделий из металлического уголка
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.