Как спаять медь и сталь
Как спаять медь и сталь

Пайка латуни, позволяющая получать качественные и надежные соединения, – это технологический процесс, предполагающий использование газовой горелки, а также специального припоя.
В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом.
Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.
Процесс спайки латунных деталей
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей.
Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными.Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы.
А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение.
Такие детали лучше соединять не встык, а внахлест.
Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке.
Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств.
Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.
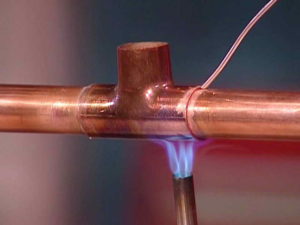
На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах.
Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.
Особенности технологии
Как в производственных, так и в домашних условиях приходится сталкиваться с необходимостью соединить при помощи пайки изделия, изготовленные из латуни. Связано это с тем, что данный сплав меди и цинка активно используется для производства элементов водопроводных и отопительных систем, а также множества других изделий.
Большое значение для получения качественного и надежного соединения латунных изделий при помощи пайки имеет правильный выбор флюса. Для успешного осуществления этого процесса не подойдет обычный флюс, в составе которого содержатся спирт и канифоль.
Такой флюс из-за достаточно невысокой активности входящих в него компонентов не способен растворить окисную пленку, обязательно присутствующую на поверхности изделия из латуни.
Именно поэтому для пайки изделий из латуни необходимо использовать более активный флюс, в качестве которого часто применяют хлористый цинк.
Состав и применение кислотных активных плюсов
Достаточно популярными флюсами, которые используются для выполняемой в соляных ваннах пайки латуни, являются бура и фтороборат калия. Такие флюсы, количество которых в растворе ванны, как правило, не превышает 5%, обеспечивают хорошее затекание расплавленного припоя в зазор между соединяемыми деталями.
Правильный выбор проволоки-припоя – еще одна важная задача, которую следует решить для того, чтобы получить качественное соединение деталей из латуни.
Для пайки латунных изделий, которые в дальнейшем будут эксплуатироваться в газовой среде, можно использовать популярные типы припоев на основе сплавов серебра и фосфорной меди.
Такие припои, кроме того, оптимально подходят для соединения изделий из латуни, содержащей значительное количество меди.Марки и сферы применения припоев
В качестве припоя нередко используют и саму латунь, но при этом необходимо следить за тем, чтобы температура плавления присадочной проволоки не превышала аналогичный параметр самих соединяемых деталей.
В тех случаях, когда при помощи пайки необходимо сформировать соединение повышенной надежности, используют твердые припои, которые, если сравнивать их с присадочными материалами мягкого типа, обладают более высокой прочностью.
Особое внимание вопросам выбора припоя и самой технологии выполнения пайки следует уделять в тех случаях, когда спаять между собой необходимо разнородные материалы.
При этом следует учитывать, что такие материалы имеют разную температуру плавления, а также могут себя вести совершенно по-разному при нагреве.
В частности, из латуни при интенсивном нагревании начинает испаряться цинк, что негативно отражается как на декоративных, так и на прочностных характеристиках формируемого соединения (оно приобретает пористую структуру).
В качестве несгораемой подложки можно использовать ведро с мелкой галькой
Избежать активного испарения цинка из состава латуни, подвергаемой нагреву в процессе выполнения пайки, позволяют определенные технологические приемы.
Наиболее эффективным из таких приемов является использование флюса, который и будет выполнять защитную функцию, предотвращая испарение цинка из структуры латуни.Применение для выполнения пайки комбинированного припоя, в состав которого входит не только присадочный материал, но и флюс, – еще один эффективный способ, позволяющий избежать испарения цинка из латуни.
Правильно подбирая припой и технологию выполнения пайки, можно даже в домашних условиях соединять детали из такого сложного материала, как нержавейка. Следует иметь в виду, что для пайки деталей из нержавейки не подходит припой из латуни, для этого предназначены совсем другие материалы.
Краткая инструкция
Для того чтобы в домашних условиях выполнить качественную пайку латуни, недостаточно просто изучить теоретическую базу, желательно также посмотреть видео на эту тему.
Необходимость в самостоятельном осуществлении такого процесса возникает нередко, ведь практически в каждом доме есть изделия из латуни, которые не застрахованы от поломок.
Как припаять медный провод к металлу?
Уважаемые посетители!!!
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия.
При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е.
процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Прочность: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Продувочный баллон
Рукояти для инструмента
Складной инструмент
Модернизация мультититула
Приспособление «Третья рука»
Жестяная воронка
Ручки для надфилей и напильников
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов.
Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите.
Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Как спаять медь и сталь — Металлы, оборудование, инструкции

Вызывающая интерес пайка меди может выполняться одним из четырех методов: паяльником, газовой горелкой, в печах или ваннах. Когда разговор заходит о низкотемпературной технологии, то подразумевают именно паяльник. Все остальные относятся к высокотемпературным процессам.
Правила паяния медных деталей
Паяльник используют лишь для соединения мелких деталей, а сам процесс паяния производится при температуре +350 ℃. Крупные же заготовки, ввиду их повышенной теплопроводности, нужно паять только горелками.
Что касается ванн и печей, то здесь две позиции, отличающиеся друг от друга наполнителем. Это может быть припой или соль. Необходимо отметить, что соли выполняют две функции: нагревательного элемента, как источника температуры, и флюса.
То есть, в технологиях, где используются соляные печи или ванны, флюсы не применяются.
В принципе, в независимости от металла заготовок, сам процесс соединения одинаков для всех материалов. И делится он на шесть этапов:
- очистка заготовок меди механическим способом для удаления оксидной пленки;
- обезжиривание;
- внесение флюса в зону пайки;
- нагрев зоны.
- внесение припоя;
- зачистка стыка от флюса и припойного материала.
Также проводится пайка бронзы. Основное отличие – это необходимая марка припоя и флюса. Поскольку бронзы представляют собой сплав меди, олова и некоторых других элементов, то выбор припоя не составляет труда.
К бронзам также относят сплавы меди и кадмия, меди и бериллия, сплавы со свинцом, алюминием. Необходимо обращать внимание на состав бронзы, в зависимости от которого меняются свойства материала.
Подбор припоя и флюса
Когда проводится пайка медных сплавов при низкотемпературном режиме, применяются оловянно-свинцовые припои и свинцово-серебряные.
В зону пайки добавляется или канифоль, растворенная спиртом, или хлористый цинк. Это флюсы. К сожалению, оловянные и свинцовые добавки – это высокая хрупкость соединения, которая образуется за счет так называемых интерметаллидов. При низких температурных режимах пайки в них образуются трещины.
Поэтому для соединения меди используются припойные материалы, в которых олова содержится не более 15%. Свинцовая составляющая увеличивает ударную вязкость стыка.
А если в материале содержится серебро, то соединение меди становится хладо- и теплостойким. Но необходимо учитывать и тот факт, что серебро снижает прочность соединения.
При диффузионной пайке припой для меди – это несколько металлов: олово, свинец, индий и галлий. Если проводится низкотемпературный процесс, то нельзя гарантировать высокую прочность соединения. Она не выше 70 МПа.
Капиллярная пайка также может быть проведена этими припоями. Но с одним условием – зазор между заготовками не должен превышать 0,5 мм, а температура пайки не больше +900 ℃.
Для пайки оловянной бронзы применяют серебряные, оловянно-свинцовые и медно-цинковые припои. При высоком содержании олова в сплаве медно-цинковый материала нежелателен. В процессе пайки бронзу следует разогревать постепенно, и тщательно флюсовать металл.
Некоторые виды припоев
Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Необходимо отметить, что такое соединение является термостойким (до +350 ℃), но не хладостойким. К тому же стык из кадмиевого сплава будет не очень прочным.
Цинковые припойные материалы редко используются для пайки меди, потому что сам металл быстро растворяется в материале припоя. Это ослабевает стык, отсюда и низкая прочность на разрыв – до 15 МПа.
Цинковые припои, легированные серебром или той же медью, также обладают низкой текучестью. Легированные кадмием или оловом эти материалы хоть и обладают неплохой текучестью, но прочность самого соединения сильно падает.Медно-фосфористые марки с добавлением серебра – неплохой вариант для пайки. Соединение выдерживает высокие нагрузки, до 300 МПа, и температуру до +800 ℃. Но металл припоя, соединенный с медью, не пластичен. А значит, это небольшая прочность на изгиб.
Серебряные припойные материалы хорошо себя зарекомендовали при высокотемпературных режимах пайки меди. Правда, свои качества они проявляют, если пайка поводится ацетиленом или в специальных печах, где применяются коррозийно-активные флюсы.
Припои с высоким содержанием серебра используются в процессе соединения медных заготовок в вакууме или при нагреве аргоном. Если процесс проводится под давлением, то для соединения используют или фольгу (серебряную), или покрытие серебром.
Припойные материалы, в которых повышенное содержание меди и пониженное серебра, используют редко и в исключительных случаях. Потому что это тугоплавкий сплав, для которого требуется высокая температура нагрева.
Что касается чисто свинцовых припоев, то соединения, им проведенные, недостаточно прочны, но у них высокая пластичность. К примеру, изгибать такие стыки после пайки можно до угла 130°, а на растяжении они могут выдержать до 140 МПа.
Применение буры
Проводить пайку меди бурой всегда считалось самым простым способом соединения медных труб. По сути, бура – это высокотемпературный флюс в виде пасты.
При нагреве до 700-900 ℃ она начинает плавиться, превращаясь в стекловидную массу. С ее помощью соединяют между собой не только медные заготовки, но и медь с железом, для чего используются припои из меди, серебра, золота или латуни, то есть, среднеплавкие сплавы.
Единственное, на что необходимо обратить внимание, это соли, которые образуются в процессе пайки меди с помощью буры.
Для этого они смешивают в одинаковых пропорциях борную кислоту и буры. Добавляют в нее воды, перемешивают и выпаривают. Получается борный флюс. Для увеличения качества в смесь можно добавить хлористые или фтористые соли.Технология пайки медных трубок практически ничем не отличается от стандартного процесса. Но есть в нем и свои нюансы.
К примеру, буру наносят и поверх трубок, и по внутренним ее поверхностям. Затем два патрубка нагреваются в течение 15 секунд, и только после этого вносят припой в зону нагрева.
Как паять медную проволоку
В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.
В место стыка добавляется жидкий флюс, после чего проводится нагрев места соединения горелкой. Далее в зону нагрева подается припой. Лучше, если это будут небольшие кусочки, которые устанавливаются встык пинцетом. Можно их уложить до начала нагрева медной проволоки.
Пайка пищевой и непищевой меди – стандартизированный процесс, основанный на двух документах – это ГОСТ 1922249-73 и ГОСТ 16038-80. То есть, нормами и правилами оговорено конкретно, как проводить работу, чем и в каких условиях.
Пайка меди в домашних условиях своими руками
Пайка является одним из самых старейших способов надежного крепления металлических деталей, который был открыт чеканщиками из Египта более пяти тысяч лет назад.
Суть этого метода заключается в создания неразъемного соединения металлов с помощью поверхностной диффузии, путем заполнения швов припоем, который представляет собой легкоплавкий материал с температурой плавления намного меньшей, чем у соединяемых деталей.
Отличным материалом для работы является медь, очистка поверхности которой не требует применения агрессивных веществ. Поэтому пайка меди в домашних условиях своими руками получила широкое распространение при необходимости ремонта предметов хозяйственного обихода и различных радиотехнических устройств.
Свойства медных сплавов
Медь является самым универсальным и доступным материалом. Положительные свойства металла обеспечивают широкое применение его сплавов во многих отраслях промышленного производства.
К таким свойствам относятся:
- Электропроводность меди является основным качественным показателем, который обуславливает ее повсеместное применение. Коэффициент электропроводности материала из меди превышает характеристики многих инженерных металлов. Добавление легирующих элементов и примесей в состав чистого металла уменьшает его проводимость, но значительно повышает прочность.
- Свойство теплопроводности, как и электрические характеристики, также зависит от процентного содержания примесей в медном сплаве.
- Коррозийная устойчивость меди определяется свойствами поверхностной пленки, которая малочувствительна к внешнему воздействию, поэтому и защищает эффективно основной металл от разложения. Медь устойчива к органическим кислотам, солевым и щелочным растворам, а вот азотные и неорганические кислоты способны разрушать структуру этого металла.
- Пластичность материала при его изготовлении или механической обработке (штамповке, прокатке) может значительно снижаться. Это свойство легко возвращается путем отжига металла, то есть его нагрева до 600–700 градусов с последующим охлаждением в естественных условиях.
- Внешний вид и цвет медных сплавов имеют характерный оттенок, который может существенно изменяться под воздействием погоды и атмосферных явлений. Медь имеет специфичный цвет от оранжево–розового оттенка до темно–бронзовой окраски. Атмосферное влияние может спровоцировать окрашивание поверхности вплоть до зеленого цвета. Некоторые медные сплавы широко используются в декоративных целях.
Как спаять медь и сталь — Справочник металлиста

Любое соединение двух металлических деталей априори не простая процедура. Пайка нержавеющей стали с помощью меди относится к данному виду процедур.
Работать с нержавейкой даже сложнее чем с другими типами материалов, так как она довольно сложно поддается плавлению и очень плохо соединяется с другими материалами. Поэтому для спаивания деталей из нержавеющей стали нужно использовать годами проверенные методы.
При пайке любого другого материала, как правило, не возникает никаких проблем, но только не с нержавеющей сталью.
Весь процесс спаивания четко регулируется государственным стандартом, однако, здесь есть одна необычная особенность.
Каждый вид металла по-разному соединяется с тем или иным материалом, соответственно, для каждого вида нужно применять разный припой и флюс, который будет подобран исключительно под данный материал.
Но если вам нудно соединить не однородные (разные) металла требуется использовать достаточно редкие расходные материалы узкой специализации.
Данный вид пайки нержавеющей стали широко применяется как на больших производствах, так и в бытовых условиях. С его помощью можно создать герметичные емкости, припаять медные детали и т.д. Этот метод пайки встречается не так часто, как другие, но все равно нужно знать, как его выполнять и все его особенности.
Можно ли спаять нержавеющую сталь с помощью меди?
Для начала нужно сказать, что данный процесс имеет повышенный уровень сложности выполнения. Но, несмотря на это, спаять нержавеющую сталь с помощью меди возможно.
Чаще всего соединения подвергаются детали из одного металла, то есть если соединять детали только из нержавейки или только из меди качества шва будет высоко.
Но рано или поздно возникнет ситуации, когда нужно спаять эти два материала между собой и в этом случае приходится уступать качеству итогового результата.
Для выполнения данной манипуляции были созданы специальные припои, с их помощью удается создать соединения достаточно высокой прочности и ее вполне хватает для того, чтобы использовать вещь в стандартном режиме. Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Как и любой другой способ пайки, данный имеет свои преимущества и недостатки. Для начала стоит рассмотреть плюсы применения:
- с помощью этого метода пайки моно решить достаточно сложные технологические задачи;
- альтернативы этому способу, которая бы позволяла соединить медь с нержавеющей сталью на таком же уровне, просто нет;
- непосредственно сам процесс пайки не занимает много времени, для его выполнение не требуется наличие инструментов узкой специализации, вполне достаточно будет обычной горелки;
- современные технологии позволяют создавать припои, которые достаточно хорошо справляются с соединением разнородных металлов;
- спаять нержавеющую сталь с медью можно как в промышленных масштабах, так и в бытовых условиях.
Минусы:
- качество итогового результата находится на достаточно низком уровне относительно других методов пайки;
- возникают определенные сложности при подборке нужного вида припоя;
- используемый флюс очень быстро подвергается процессу окисления, поэтому начинать паять нужно сразу же, не затягивая действие температурной обработки;
- в большинстве случаев для пайки используется «легкий» припой, что значительно повышает сложность процедуры из-за того, что появляется необходимость в четкой настройке используемого температурного режима.
Способы пайки нержавеющей стали с медью
Для того чтобы выполнить соединение подобного рода можно воспользоваться несколькими различными способами. Как ни странно, различаются они не типом припоя, а инструментом, с помощью которого будет выполнена процедура. Чаще всего предпочтение отдается соединению с помощью паяльника или же газовой горелки.
Паяльник чаще всего применяется в работе с деталями небольшого размера. С его помощью осуществлять это достаточно удобно во многом из-за того, что в процессе работы инструмент нагревается не сильно, что снижает риск прожечь деталь насквозь.
Но есть и обратная сторона этого метода, паяльник значительно уступает горелке в мощности, что делает обработку деталей из твердых металлов просто невозможной.
Помимо этого, с помощью паяльника сложно подвергать обработке большие поверхности, так как это займет достаточно много времени, скорее всего, к концу работы флюс уже окислится.Газовая горелка используется гораздо чаще. Ее можно использовать не только для пайки нержавеющей стали с помощью меди, а также с латунью, никелем и другими припоями. Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.
Как выбрать припой?
Итоговой результата качества выполненной работы во многом зависит от выбора припоя определенного вида. Он обеспечивает полное заполнение обрабатываемой поверхности. Самым распространенным и доступным способом является использование припоя из латуни для пайки нержавеющей стали с медью. В некоторых частных ситуация его можно применять даже не используя флюс.
Важно: использования данного типа припоя во многом уступает по физическим свойствам другим способам, однако в силу своей доступности и простоты его можно использовать для пайки простых соединений, которые не будут нести на себе высокий уровень ответственности.
Помимо вышеописанного способа, можно также использовать припои из следующих материалов:
- медно-фосфорный материал – он позволяет значительно улучшить качество итогового соединения, однако стоимость этого припоя достаточно высока;
- оловянно-серебряный материал – использование данного вида припоя лучше всего подходит для соединения нержавеющей стали с медью, однако применение этого способа связано с большими затратами в финансовом плане;
- для создания простейших соединений можно использовать обычный радиотехнический расходный материал, но лучше всего выбрать специализированный материал.
Как спаять нержавеющую сталь с медью?
Спаивание нержавеющей стали с медью с помощью латуни или припоев из других материалов происходит следующим образом.
- Предварительно нужно подготовить поверхность к обработке, для этого нужно полностью очистить ее от различных загрязнений, следов коррозии, эрозии и т.д. Для этого можно использовать практически любой растворитель.
- После этого нужно подготовить к работе флюс и выполнить лужение деталей в той области, в которой они будут соединяться между собой.
- Как только флюс будет ровно расположен на деталях в местах их соединения нужно положить припой в нужное место.
- Далее нужно его нагревать с помощью горелки до тех пор, пока расходный материал не начнет плавиться. Выполнению этого пункта нужно уделить особое внимание, так как нужно следить припоем: необходимо чтобы он ровно растекся по всей поверхности места соединения. Стоит отметить, что данный пункт нужно выполнять достаточно быстро, нужно сделать все до того, как флюс начнет окисляться.
- В конце операции нужно дать остыть месту пайки. Для этого не нужно выполнять никакие вмешательства, детали должны остыть естественным способом.
При выполнении всего процесса работ в обязательном порядке нужно следовать технике безопасности. Весь процесс работы нужно проводить строго в защитных перчатках, так как прямой контакт кожи с припоем может негативно повлиять на ее состояние. Заниматься выполнением данной манипуляции должен профессионально подготовленный человек, который имеет «за плечами» опыт работу и необходимые знания.
Пайка меди твердым припоем своими руками
Сварка меди – не самое оправданное технологическое решение. Обладающий специфическими характеристиками металл при нагреве склонен к образованию соединения с кислородом и водородом, которое принято называть закисью меди.
Насыщение зоны сварного шва водородом приводит к появлению значительного количества трещин и снижению качества соединения. С учётом вышесказанного, нет ничего удивительного в том, что капризный материал часто удобнее соединять пайкой.
Этот процесс не требует наличия сложного оборудования и пайка меди своими руками в домашних условиях возможна так же, как и на производстве. Главное, выбрать правильный инструмент, приобрести подходящие материалы и накопить опыт.
Зависит от задачи
Выбор используемых инструментов и материалов, прежде всего, зависит от выполняемых работ.
- Одно дело, если речь идёт о пайке проводов или электронных схем. Энергии на их прогрев тратиться немного, а зона соединения ограничена. Тут вполне можно обойтись электрическим паяльником, обычным оловянно-свинцовым припоем и канифолью в качестве флюса.
- Иные проблемы приходится решать, соединяя между собой детали значительной толщины и массы. Они поглощают значительное количество тепла и, за счёт высокой теплопроводности, быстро остывают, отдавая тепло в атмосферу. Решить проблему помогают газовые горелки или паяльные лампы, а также флюсы, обладающие более высокой эффективностью, чем традиционная канифоль.