Корончатое сверло по металлу размеры
Кольцевые или корончатые сверла. Описание, характеристики и где применяются
Кольцевыми сверлами называют режущие инструменты корончатого типа, применяемые для качественного сверления отверстий больших диаметров.
Конструктивно они представляют собой полый цилиндр, по нижнему краю которого расположены острые зубья из твердого и прочного материала.
Благодаря этому площадь обрабатываемой поверхности значительно уменьшена, и сопротивление силы трения становится минимальным.
Для чего применяются
Корончатые сверла широко используются для получения сквозных отверстий в листовых металлах, древесине, пластиках, гипсокартоне, фанере, ДСП. Простая технология сверления больших диаметров, при минимально возможном приложении силы, сделало эти сверла незаменимым инструментом не только для вышеперечисленных материалов, но и других видов работ. Буры специального назначения применяют для:
- получения отверстий правильной формы в бетонных и каменных строительных конструкциях;
- сверления керамической плитки, природного камня, листового стекла и других хрупких материалов;
- горизонтального бурения при прокладке инженерных коммуникаций;
- изготовления плоских кругов и цилиндрических заготовок без токарной обработки.
Для этого в отдельных случаях конструкция сверла (бура) предусматривает удлинение его рабочей части путем добавления соответствующих вставок.
Для работы с бетоном используются только корончатые сверла с алмазным напылением или напайками. Здесь существует 2 группы:
С1 – коронка выдерживает нагрузки при работе до 5 МПа.
С2 – коронка выдерживает нагрузки при работе до 2.5 МПа.
Исходя из имеющегося у вас оборудования стоит и выбирать саму группу коронки.
Устройство кольцевого инструмента
Сверла этого типа могут быть изготовлены из одной металлической заготовки или в виде составную конструкции из нескольких элементов:
- полой рабочей коронки цилиндрической коронки с режущей кромкой;
- направляющего пилотного сверла;
- хвостовика для крепления в приводе;
- соединительных переходных винтов.
Состоит этот инструмент из:
- Рабочей части – это тонкостенная коронка, кромка которой покрыта алмазным напылением или заточенными зубьями.
- Корпус – переходной элемент, соединяющий рабочую часть с хвостовиком, который закрепляется непосредственно в дрели или сверлильном станке через стандартный патрон.
- Корпус коронки – изготавливают из стали марки 20, 30, 36.
- Хвостовик.
Разборной вариант сверла по бетону
Для того чтобы собрать инструмент из отдельных элементов пилотное сверло вставляют в хвостовик и фиксируют его положение при помощи винтов. После этого собранную пару закрепляют в корпусе коронки на винтовой резьбе.
Режущими элементами коронки являются специальные зубья, установленные по кромке, из твердых сплавов или алмазных композитов. Для эффективного отвода стружки и опилок во время работы на боковых стенках коронки могут быть предусмотрено наличие продольных канавок.
Внутренний диаметр отверстия в хвостовике может совпадать или быть больше диаметра направляющего пилотного сверла. Во втором случае остающийся диаметральный зазор позволяет обеспечить подачу смазочно-охлаждающей жидкости при установке инструмента на стационарном сверлильном станке.
Кольцевые сверла могут поставляться в собранном виде готовом к применению или в составе набора из нескольких отдельных элементов.Поставка комплектов позволяет сократить расходы в случае одновременного приобретения нескольких сверл. Хвостовики и пилотные сверла одинаковы для коронок различного диаметра.
Поэтому общее количество деталей в комплекте можно уменьшить и общая стоимость набора снизится.
Технические характеристики и диаметры
Сверление корончатыми сверлами выполняется намного быстрее, чем классическими винтовыми или конусными. При этом количество затраченной на работу энергии уменьшается в 5-10 раз.
Кроме этого необходимо отметить, что ГОСТ 10903-77 определяет максимальный диаметр спиральных сверл на уровне 80 мм. Следовательно, отверстия большего размера можно высверлить только инструментом кольцевого типа.
У имеющихся в широкой продаже кольцевых сверл рабочий диаметр зависит от вида материала, из которого изготовлена режущая коронка, и от типа ее конструкции.
Самые простые биметаллические сверла изготавливают из быстрорежущей высоколегированной стали HSS в виде полого цилиндра с зубьями на одной из сторон. Диапазон размеров возможного сверления отверстий от 14 до 210 мм. Изготовлены из быстрорежущей стали аналогом которой является Р6М5.
Более сложные и дорогие плоские твердосплавные корончатые сверла, предназначенные только для сверлильных станков, имеют рабочие диаметры от 16 до 150 мм. Изготовленные из единой металлической заготовки корончатые фрезы с боковыми спиральными канавками для отвода стружки могут иметь рабочий размер 12-120 мм.
Технические характеристики сверла указаны в его маркировке, которая должна содержать следующую информацию:
- торговая марка или название производителя инструмента;
- марку стали или вид материала режущих зубьев;
- геометрические данные, которые позволяют определить диаметр получаемого отверстия, предельную толщину обработки и размеры хвостовика.
Кроме этого при покупке кольцевого сверла необходимо учесть, для сверления каких материалов предназначен этот инструмент.
Немного о точности этого инструмента
При использовании более дорогих сверл вопрос точности стоит менее актуально, однако и стоят они на порядок дороже. Проведя измерения более дешевых вариантов можно получить следующие результаты:
- 14 мм — номинал.
- 15 мм — отклонение +0.1 мм.
- 16 мм — номинал.
- 18 мм — номинал.
- 20 мм — отклонение — 0.05 мм.
- 22 мм — отклонение + 0.05 мм.
- 25 мм — отклонение + 0.05 мм.
- 26 мм — номинал.
- 28 мм — номинал.
- 30 мм — номинал.
- 32 мм — номинал.
- 35 мм — отклонение — 0.05 мм.
Плюсы и минусы применения корончатых сверл
В сравнении с традиционными винтовыми сверлами инструмент кольцевого типа обладает существенными преимуществами и недостатками
| Достоинства | Недостатки |
| возможность использования привода меньшей мощности для высверливания одинаковых диаметров | стоимость инструмента |
| высокое качество и малую шероховатость поверхности внутри отверстий | сложность в заточке, невозможность заточки в случаи если режущая часть имеет алмазное напыление |
| установку на ручные дрели, сверлильные, фрезерные и токарные станки | |
| одновременное применение в комплекте с другими видами инструмента | |
| высокая скорость сверления больших отверстий, повышающая производительность | |
| оптимальный режим сверления при одинаковой скорости перемещения режущих зубьев, в то время как на кромке спирального сверла скорость вращения не одинакова | |
| низкий уровень шума во время работы | |
| надежность конструкции, обеспечивающая безопасность |
Главным недостатком признается невозможность получения глубоких глухих отверстий. Кроме этого отмечают более высокую стоимость инструмента и отсутствие сверл диаметром менее 12 мм.
Процесс сверления
Пример работы: 3 отверстия под язычок замка в металлической профильной трубе.
Обработка материала при использовании кольцевых сверл может осуществляться сухим или мокрым способом. Сухое сверление применяют в бытовых условиях, при отсутствии технической возможности подачи смазочно-охлаждающей жидкости и сверлении отверстий диаметром до 25 мм. Этот способ обработки более трудоемкий, требует больше времени и влечет за собой более быстрый износ режущей кромки.
Технология мокрой резки с подачей жидкости к месту сверления обеспечивает эффективное охлаждение, смазку сверла и вымывание образующихся отходов.
Применяется при работе с профессиональным ручным инструментом и установке на станки.Мокрое сверление отверстий большого диаметра выгодно экономически из-за увеличения долговечности режущих кромок, снижения энергозатрат и повышения производительности.
Рекомендуемая частота вращения при диаметре коронки сверла от 20мм до 50 мм это 1200–2500 оборотов в минуту.
Действующие стандарты
Требования к конструкции и изготовлению кольцевых сверл определяются двумя Государственными стандартами. Предназначенные для сверления железобетонных конструкций должны соответствовать техническим условиям, изложенным в ГОСТ 24638-85. Требования к инструменту для обработки других материалов приводятся в ГОСТ 26339-84.
Оба технических документа регламентируют геометрические параметры сверл, допустимые погрешности и материалы из которых их можно изготавливать. Кроме этого приведены:
- правила приемки готовых изделий;
- методы контроля и испытаний;
- обязательная маркировка;
- способы транспортировки и хранения.
Требования стандартов распространяются не только на инструмент отечественного производства, но и все кольцевые сверла, поступающие из-за рубежа.
В заключение
Несмотря на высокую стоимость корончатых сверл, их применение во многих отраслях деятельности полностью оправдано экономически.
Этот вид сверловочного инструмента сокращает время выполнения работ, повышая общую производительность, и позволяет получать качественные отверстия, сверление которых традиционными винтовыми сверлами невозможно.
При этом разнообразие конструкций позволяет обрабатывать самые разнообразные материалы, от твердых металлов, до бетона, стекла и пластиков.
Металлоконструкции. Корончатое сверление по металлу

Корончатое сверло. Это сочетание слов слышал наверное каждый специалист, который занимается металлообработкой.
Но как оказывается, далеко не всем известно что это такое на самом деле.
Сегодня мы подробно разберем, что такое корончатое сверление, почему и когда оно выгоднее спирального, что такое корончатые сверла и как их выбрать.
Корончатое сверло, или как его иногда называют — кольцевая фреза. Это сверло выполненное в виде полого цилиндра, по внешнему контуру которого расположены режущие зубья.
Иногда корончатое сверло путают с биметаллической коронкой, которая выглядит вот так.
Действительно, их конструкции очень схожи. Но корончатое сверло предназначено исключительно для сверления металла, и металла большой толщины. С такой задачей биметаллической коронке удастся справиться с трудом.
Мы сегодня говорим исключительно про корончатые сверла для металла.
Так чем же так привлекательно именно корончатое сверление и чем оно выгоднее привычного сверления спиральным сверлом?
На схеме ниже показано, как работают спиральное и корончатое сверло.
Корончатое сверло высверливает металл только по контуру отверстия, а спиральное сверло высверливает весь объем.
Это означает, что корончатое сверление в несколько раз быстрее спирального (в зависимости от диаметра).
Так же, благодаря меньшей площади резания, такой способ требует меньше приложения усилий. Это позволяет использовать менее мощные двигатели сверлильных станков, чем при сверлении того же диаметра спиральным сверлом.
Менее мощный двигатель позволяет облегчить конструкцию всего станка.
То есть магнитный станок с двигателем 800-1000 Вт и весом всего 9-10 кг, с помощью корончатого сверла может просверлить отверстие диаметром 30-35 мм. И тот же станок спиральным сверлом просверлит отверстие только 12-13 мм.
Но с магнитными станками и их характеристиками мы знакомились в этой статье, поэтому пойдем дальше.Рассмотрим ближе само корончатое сверло.
У него есть три основных элемента:
- хвостовик
- само тело сверла
- режущая часть (зубья)
Хвостовики корончатых сверл.
Хвостовики существуют нескольких видов:
- Weldon — самый распространенный вид хвостовика на станках в с магнитным основанием. Такой хвостовик представляет собой цилиндр с двумя опорными площадками для фиксации его винтами. Существует два размера хвостовика Weldon (по внешнему диаметру) — Weldon 19 (для сверл до 61 мм у сверл GTOOL G-Cut) и Weldon 32 (для сверл диаметром 61 мм и выше у сверл GTOOL G-Cut).
Weldon 19
- Quick IN — корончатые сверла с такими хвостовиками выпускаются специально для магнитных станков FEIN. Такой хвостовик так же представляет собой цилиндр, но вместо площадок в нем используются 4 круглых углубления, за которые происходит фиксация сверла.
Диаметр хвостовика Fein Quick In меньше Weldon 19, поэтому он не подходит для использования на других станках. Для этой задачи есть специальные переходники.
- NITTO/UNIVERSAL 19 мм — применяется в станках фирмы NITTO-KOHKI, но также подходит для любых станков на магнитном основании с патроном под стандартный Weldon 19 (но установка такого хвостовика осуществляется только с помощью одной плоскости для фиксации винтом)
То есть выбирая корончатое сверло, в первую очередь стоит знать с каким хвостовиком сверла работает Ваш станок.
Рабочая часть сверла.
Она представляет собой полый цилиндр гладкий внутри, с канавками для отвода стружки снаружи.
Во время сверления, получаемая «шайба» постепенно углубляется внутрь рабочей части.
Это означает что чем больше глубина рабочей части корончатого сверла, тем большую толщину металла оно может просверлить.
Сверла GTOOL G-Cut имеют два основных размера рабочей части сверла — 25 и 50 мм.
То есть они могут сверлить металл толщиной до 25 и 50 мм. Но при необходимости можно заказать специальные сверла с большей глубиной.
Сверла GTOOL G-Cut глубиной 75, 50 и 25 мм
На самом деле глубина каждого сверла немного больше указанной на нем. Как правило на 5 мм. Но это необходимый запас, для эффективной и правильной работы сверла. Но вы можете учитывать этот запас при решении специфичных задач.
Режущая часть.
Это самая главная часть сверла, так как от нее зависит как быстро и как много вы сможете просверлить отверстий.
Она состоит из зубьев, которые могут быть выполнены из основной части сверла (HSS или XE — быстрорежущая сталь) или же иметь твердосплавные напайки (НМ).
Корончатые сверла из быстрорежущей стали HSS обычно используют для выполнения отверстий в конструкционных и низколегированных сталях. Такие сверла можно перетачивать несколько раз, в зависимости от степени износа.
Сверла с напайками HM чаще всего используются для более сложной работы с более твердыми сталями, легированными сталями и другими «специфичными» металлами. Как правило, эти сверла не подвергают переточке, так как напайки довольно маленькие для этого. Но при правильном применении сверло с напайками имеет больший ресурс, чем сверло из быстрорежущей стали.
По внешнему контуру режущих зубьев определяется диаметр высверливаемого отверстия.
Толщина, или ширина зуба для корончатых сверл GTOOL G-Cut — 4 мм. Этим обусловлено, что корончатые сверла диаметром бывают от 12 мм. Меньшие диаметры сверлят с помощью цилиндрических сверл.
Зубья имеют специальную заточку, которая отличается на разных зубьях. Такая разнообразная и сложная заточка позволяет эффективно сверлить стали разной твердости.Заточка зубьев сверла GTOOL G-Cut из быстрорежущей стали
Заточка сверла GTOOL G-Cut с твердосплавными напайками
Заточить корончатое сверло без специально оборудования невозможно. Для это существуют специализированные станки для заточки корончатых сверл.
Теперь давайте рассмотрим как корончатое сверло работает.
Так как оно полое, то чтобы попасть точно в центр нам необходимо понимать где находится центр самого сверла.
Для этого служит особая направляющая — центрирующий штифт.
Центрирующий штифт Euroboor
Он представляет собой круглый металлический стержень определенной длины и диаметра (в зависимости от используемого сверла). На верхней части штифта находится утолщение, благодаря которому он не проваливается в сверло и в который опирается выталкивающая пружина патрона.
Корончатое сверло GTOOL G-Cut в сборе с центрирующим штифтом.
Сбоку штифта сделан скос, по которому во время сверления будет поступать смазывающая-охлаждающая жидкость прямо в центр сверла.
На штифтах компании Fein вместо скоса прорезана спираль, которая выполняет ту же функцию.
Центрирующий штифт Fein
Рассмотрим подробно схему корончатого сверления и как работает центрирующий штифт.
Схема корончатого сверления.
- Выставляем сверло по центру с помощью штифта.
- Включаем двигатель и начинаем подачу. В это время штифт начинает погружаться в патрон и открывает подачу СОЖ.
- Сверление отверстия с беспрерывной подачей СОЖ.
- Завершение сверления. Штифт выталкивает высверленную «шайбу» и закрывает подачу охлаждающей жидкости.
Таким образом мы можем отметить три функции центрирующего штифта:
- Центровка сверла.
- Подача СОЖ в зону сверления.
- Выталкивание остатков материала.
Как правильно выбрать центрирующий штифт для Вашего сверла я расскажу в отдельной статье.
Вот пример работы, которую можно выполнить корончатыми сверлами.
На видео с помощью корончатого сверла GTOOL G-Cut с твердосплавными напайками диаметром 24 мм, мы сверлим отверстие в особо прочной стали Hardox толщиной 10 мм.
Обычным спиральным сверлом такая работа происходит с большим трудом и занимает в несколько раз больше времени.
Давайте еще раз отметим, какие преимущества нам дает сверление корончатыми сверлами в сравнении со спиральными:
- В несколько раз выше скорость сверления. Чем больше диаметр сверления, тем больше эта разница.
- Более высокая мобильность сверления. Возможность сверления больших диаметров в стесненных условиях и на высоте благодаря более компактному и легкому оборудованию.
- Ниже стоимость сверления. Ресурс сверл сильно зависит от правильности его применения, но часто корончатыми сверлами выполняют 100-200 отверстий и более до переточки. Это ощутимо выше чем у спиральных сверл. А если учесть разницу в потребляемом электричестве на ту же операцию, то разница еще более ощутима.
Теперь вы видите, что корончатое сверление — это действительно выгодно и удобно.
Если Вас заинтересовала тема корончатого сверления и сверлильных станков на магните и вы хотите узнать больше, или хотите попробовать их в работе, свяжитесь с нами любым удобным способом: по телефону, по e-mail или в социальных сетях.
Самые актуальные новости в наших соцсетях:
Корончатые сверла по металлу: виды, особенности, критерии выбора

Корончатые сверла, используемые для обработки изделий из металла, также известны под названием «кольцевые фрезы». Применяя этот эффективный инструмент, буквально за считанные секунды можно получать в металле отверстия большого диаметра и значительной глубины.
Для ручной работы с корончатыми сверлами требуется специализированный инструмент с зажимом типа QuickIN Plus
Принцип работы таких сверл основан на методе корончатого фрезерования, для реализации которого требуется значительно меньше энергии – в 4–12 раз меньше, чем при применении обычного инструмента. В связи с этим для эффективного использования корончатых сверл, выполняющих в том числе сквозные отверстия, можно взять оборудование с приводом невысокой мощности.
Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали, сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Как правильно выбрать инструмент
Корончатые фрезы представлены на современном рынке двумя основными категориями:
- изготовленными из быстрорежущей стали;
- с зубьями из твердого сплава, напаянными на рабочую часть.
Одним из основных критериев, на который следует ориентироваться при выборе такого инструмента, является диаметр выполняемого отверстия.
Недорогие сверла из быстрорежущей стали, отличающиеся более высокой упругостью, используются для сверления отверстий диаметром 30–35 мм в изделиях из стальных сплавов, обладающих не слишком высокой прочностью.
За счет особенностей своей конструкции режущие зубья таких кольцевых сверл или фрез по металлу меньше подвержены поломке.
Для сверления отверстий, диаметр которых превышает 35 мм, а также для обработки изделий из стали высокой прочности используется инструмент, режущая часть которого оснащена напайками из твердого сплава. Если сравнивать такую твердосплавную коронку по металлу с инструментами из быстрорежущих сталей, она превосходит их благодаря значительно большему рабочему ресурсу.
Сверхтвердые резцы коронок с напайками способны выдерживать гораздо большие нагрузки в сравнении с цельнометаллическим инструментом
Важнейшими критериями при выборе кольцевых фрез по металлу являются геометрические параметры обрабатываемого изделия, а также характеристики материала, из которого оно изготовлено. Так, для создания отверстий в изделиях разной толщины, а также изготовленных из различных металлов следует выбирать инструменты различного типа.
Разновидности кольцевых фрез
На современном рынке представлено большое разнообразие кольцевых фрез по металлу, которые можно разделить на следующие категории:
- сверла корончатые, предназначенные для оснащения магнитных сверлильных станков и отличающиеся самой высокой прочностью;
- фрезы по металлу из быстрорежущей стали, не имеющие никакого дополнительного покрытия на режущей части (отдельные их модели, отличающиеся повышенной устойчивостью к износу и ударным нагрузкам, изготавливают из специальных сортов сталей, содержащих в своем составе до 5% кобальта);
- коронки по металлу твердосплавные, которые могут иметь различное количество напаянных режущих зубьев из твердого сплава.
Корончатые кольцевые сверла с толкателем
К какой бы категории ни относились корончатые сверла, все они выпускаются с унифицированными хвостовиками, что позволяет использовать их в комплекте почти с любым оборудованием.
Конструктивные особенности и основные параметры
Корончатое сверло по металлу представляет собой достаточно сложную конструкцию, состоящую из следующих элементов:
- непосредственно самой рабочей коронки;
- пилотного сверла;
- хвостовика;
- соединительных винтов.
Устройство корончатого сверла
Чтобы собрать из таких элементов единую конструкцию, пилотное сверло вставляют в металлический хвостовик и соединяют с ним при помощи винтов.
Затем пилотное сверло с хвостовиком устанавливают в коронку и полученную конструкцию также фиксируют посредством винтов.
Режущими элементами таких сверл являются зубья из твердого сплава, располагаемые на рабочей части инструмента с неравномерным шагом.
Определенные модификации корончатых сверл идут с толкателем, выполняющим несколько важных функцийНаличие на режущей части твердосплавных зубьев, твердость которых доходит до 68 единиц по шкале HRC, обеспечивает такой сверлильный инструмент высочайшей износостойкостью и длительным эксплуатационным сроком.
Чтобы облегчить процесс обработки, выполняемой при помощи корончатых сверл, а также исключить перегрев их режущей части, в процессе сверления используется СОЖ, которая подается по наружным канавкам инструмента.
Применение твердосплавных коронок для работ по металлу позволяет получать отверстия в диапазоне диаметров 12–150 мм и с глубиной 35–50 мм.
Твердосплавные сверлильные коронки для вырезки отверстий в листовом материале (короткий тип). Поставляются в сборе с центровым сверлом, хвостовиком и выталкивающей пружиной
Как маркируются сверла корончатого типа
По маркировке, которая в обязательном порядке наносится на упаковку корончатых сверл, можно узнать все их наиболее важные характеристики. Так, маркировка содержит следующую информацию:
- торговую марку или наименование компании-производителя;
- марку материала изготовления или буквенное обозначение, по которому можно определить, что перед вами кольцевые сверла по дереву, металлу или по бетону;
- основные геометрические параметры сверла, позволяющие определить размер отверстия, выполняемого с его помощью.
Непосредственно на корончатое сверло наносится, помимо логотипа, диаметр и рабочая длина. Предназначение и специфика насадки отображается на упаковке или в сопроводительной документации
Инструменты торговой марки Karnash
Сегодня не представляет особого труда выбрать и приобрести сверла корончатого типа для решения любой технологической задачи, так как они представлены на современном рынке большим разнообразием типов и торговых марок. Это могут быть сверла-коронки по дереву, а также более прочные и износостойкие инструменты по бетону, фрезы для выполнения отверстий в металлических изделиях и конструкциях.
Среди специалистов, часто работающих с корончатыми сверлами, популярна продукция, выпускаемая под торговой маркой Karnash. Распространенности данных корончатых сверл способствует не только их исключительно высокое качество, но также и то, что они выпускаются в широком ассортименте, среди которого можно выбрать инструмент для решения конкретной задачи.
Корончатые сверла Karnash
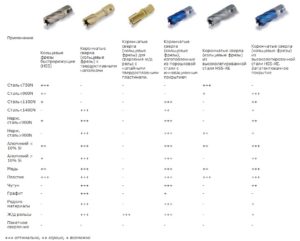
Так, среди продукции, выпускаемой под данной торговой маркой, можно выделить сверла корончатые следующих серий:
- Gold-Line, изготовленные из быстрорежущей стали HSS-XE, на поверхность которой нанесено износостойкое покрытие по технологии Gold-Tech;
- Hard-Line, режущая часть которых выполнена из твердосплавных карбидных пластин шведского производства (расширяющаяся спиральная канавка корончатых сверл данной серии упрощает отвод стружки из зоны обработки);
- Rail-Line, рабочая часть которых также оснащена твердосплавными пластинами с многоступенчатой заточкой режущих кромок (при помощи инструментов данной серии выполняется сверление железнодорожных рельсов);
- Blue-Line и Blue-Line Pro, используемые для сверления закаленных железнодорожных рельсов, изделий из чугуна, алюминия и нержавеющей стали.
На что обращать внимание при выборе корончатых сверл
Выбирая сверло корончатого типа, следует учитывать следующие параметры:
- серию, к которой относится инструмент;
- рабочий диаметр;
- твердость рабочей части;
- наибольшую глубину сверления;
- размер хвостовика, при помощи которого сверло устанавливается в патрон оборудования;
- предназначение (какой металл можно обрабатывать с помощью данного инструмента);
- способ центровки;
- уровень шероховатости, которого позволяет добиться сверло.
Малая ширина зубьев этой коронки (около 4 мм) позволяет использовать ручной инструмент
Естественно, следует учитывать и конструктивные особенности корончатого сверла, изготовлено ли оно целиком из быстрорежущей стали или оснащено напаянными твердосплавными пластинами.
Если фреза корончатая по металлу требуется для интенсивного использования и решения сложных технологических задач, лучше отдавать предпочтение продукции проверенных европейских производителей.
Такой инструмент, хотя и стоит значительно дороже аналогичных сверл от азиатских и китайских производителей, отличается исключительно высокой износоустойчивостью и способен служить на протяжении длительного времени, не изменяя при этом своих первоначальных характеристик.Кроме того, использование качественного корончатого сверла позволяет выполнять обработку металла с более высокой производительностью.
И в заключение содержательное видео с обзором сверлильных коронок от мастера-практика, не понаслышке знакомого с темой.
Корончатое сверло по металлу размеры — Справочник металлиста

Коронки по металлу для дрели являют собой насадки, необходимые для обработки металлических изделий. Такие насадки еще называют кольцевыми фрезами, которые в паре с дрелью позволяют просверливать отверстия в металле разного диаметра. Подробности применения таковых устройств представлены в материале.
Корончатые сверла имеют вид насадки большого диаметра, которые используются для просверливания отверстий в металле. Внешне изделие напоминает отрезок трубы, с одной стороны которой имеется хвостовик для соединения с патроном дрели, а с другой сверло. Насадка оснащена зубьями, посредством которых формируется отверстие соответствующего диаметра в металле.
Основными конструктивными элементами коронок по металлу для дрелей являются следующие устройства:
- Металлическое основание в виде отрезка трубы, которое с рабочей части имеет определенное количество зубьев
- По центру из металлического основания расположено сверло, которое называется центрирующим. Его предназначение в том, чтобы коронка в процессе сверления не смещалась в сторону. При сверлении отверстия в металле именно центрирующее сверло первым проделывает отверстие
- Хвостовая часть, посредством которой происходит установка насадки в патрон дрели
В зависимости от вида кольцевой фрезы, они бывают разборными и неразборными. Разборные устройства позволяют производить замену насадок разных диаметров.
Замена коронок выполняется путем выкручивания болтового соединения на насадке. Для изготовления изделий применяются исключительно твердосплавные виды стали. Из аналогичных материалов изготавливается центрирующее сверло.
Зубья коронок делаются из победита или с алмазным напылением.
Конструкция коронки по металлу биметаллической
Достоинства корончатых сверл
Корончатые сверла, в отличие от обычных, обладают целым спектром достоинств. К таковым достоинствам относятся:
- Удаление большого количества металлического материала при прохождении одного оборота фрезы. Это достигается благодаря большому размеру зубьев изделия
- Точность сверления. Достигается благодаря наличию в конструкции центрирующего сверла
- Низкий уровень шероховатости. Кольцевые фрезы позволяют делать отверстия, имеющие высокую степень гладкости внутренних стенок
- Скорость получения конечного результата. В зависимости от толщины сверлимого металла, высверлить отверстие в нем можно при помощи кольцевой фрезы достаточно быстро
- Невысокие показатели шумового эффекта при работе коронками
- Экономичность. Чтобы высверлить отверстие большого диаметра достаточно воспользоваться одной фрезой подходящего диаметра
Корончатые сверла еще называют биметаллическими. Такое название (биметаллической фрезы) изделие получило по той причине, что в его изготовлении применяется две разновидности металла: молибден в количестве 92% и кобальт — 8%.
Твердосплавная коронка в работе
! Максимальная глубина сверления коронками металлических оснований составляет 40 мм. Это достаточно высокий показатель для рассматриваемых кольцевых фрез.
Виды твердосплавных коронок для дрелей
Производители выпускают кольцевые фрезы в больших масштабах. Исходя из этого, следует разделить их на такие варианты разновидностей:
- Изделия, применяемые для работы в магнитных дрелях. Это самые прочные корончатые сверла, характеризующиеся высокой надежностью и эффективностью
- Материалы из быстрорежущих видов стали. Такие насадки не покрываются дополнительными слоями из победита или алмазного напыления. Высокая стойкость к разрушению обусловлена добавлением в состав стали кобальта в количестве от 5% до 8%
- Твердосплавные кольцевые фрезы, которые характеризуются наличием зубьев из металла твердого сплава
В зависимости от инструмента, на котором планируется применять корончатые сверла, изделия имеют отличительные виды хвостовиков.
Сверление отверстия в металле коронкой
Коронки под дрели продаются как в единичном экземпляре соответствующего диаметра, так и в наборе разных размеров. Стоимость изделий хорошего качества в наборе составляет от 4 тысяч рублей.
Маркировка кольцевых сверл
Каждое изделие имеет маркировку, которая указывается на упаковке или конструкции устройства. По указываемой производителем маркировке можно узнать следующую информацию об изделии:
- Производитель товара. Брендовые фирмы в обязательном порядке указывают свои названия на основании устройств
- Материал устройства. По материалу можно определить, для чего предназначается устройство: дерево, бетон или металл
- Геометрические параметры. Цифровое обозначение говорит о том, какие отверстия можно сверлить насадками
Кольцевые фрезы марки Karnash набор
Кольцевые фрезы марки Karnash выпускаются в разных сериях или линиях. Каждая серия предназначается для определенных типов металлов:
- Gold Line. Для изготовления используется быстрорежущая сталь с износостойким покрытием. Применяются для металлических материалов толщиной не более 2 см
- Hard Line. Режущие зубья изготовлены из карбидных пластин. Применяются для металлических материалов толщиной от 2 см
- Real Line. Для изготовления применяются твердосплавные пластины с многоступенчатой заточкой зубьев. С их помощью можно производить сверление ж/д рельсов
- Blue Line. Позволяют сверлить закаленные ж/д рельсы, чугунные изделия, а также алюминий и нержавеющие виды стали
Выбор корончатых сверл на дрель
При выборе кольцевых фрез под дрели нужно учитывать следующие критерии:
- Диаметр устройства
- Серия. Это влияет на то, для какого типа дрелей может использоваться насадка
- Глубина сверления
- Материал изготовления насадки
- Назначение. От этого зависит, какие типы материалов можно обрабатывать устройствами
- Степень шероховатости
- Способ центровки
Не редкостными являются случаи, когда изделия, изготавливаемые из напаянных твердосплавных пластин, разрушались в процессе обработки. Процесс разрушения представляет собой отламывание зубьев, что в итоге приводит к снижению сверлильных качеств.
Когда возникает потребность просверлить отверстие в металле, то рекомендуется отдать предпочтение качественному изделию.
Покупка набора насадок оправдана только в случае, когда выполняется работа с металлическими материалами в больших объемах.
Если планируется достичь положительного результата при работе с коронками, то рекомендуется не экономить, и купить кольцевые фрезы среднего или высокого качества известных марок.
[Всего : 0 Средний: 0/5]Корончатые сверла по металлу: виды, особенности, критерии выбора
Корончатые сверла, используемые для обработки изделий из металла, также известны под названием «кольцевые фрезы». Применяя этот эффективный инструмент, буквально за считанные секунды можно получать в металле отверстия большого диаметра и значительной глубины.
Для ручной работы с корончатыми сверлами требуется специализированный инструмент с зажимом типа QuickIN Plus
Принцип работы таких сверл основан на методе корончатого фрезерования, для реализации которого требуется значительно меньше энергии – в 4–12 раз меньше, чем при применении обычного инструмента. В связи с этим для эффективного использования корончатых сверл, выполняющих в том числе сквозные отверстия, можно взять оборудование с приводом невысокой мощности.