Марка электродов для сварки нержавеющей стали
Электроды для сварки нержавеющей стали
Среди прочих сортов металла, нержавеющая сталь выделяется за счет антикоррозионных качеств, что позволяет использовать ее в условиях агрессивной среды, например под воздействием морского воздуха. Данное свойство послужило причиной распространения данного сплава: его используют в качестве конструкционного материала во многих отраслях промышленности.
Для соединения отдельных элементов из нержавейки чаще всего применяют технологию сварки различными режимами. При работе в ручном дуговом режиме используют специальные электроды по нержавейке – это позволяет достичь наилучших результатов.
Свойства нержавейки
Стойкость к коррозии имеет обратную сторону – наличие легирующих добавок затрудняет сварочный процесс, что выражается в следующих признаках:
- Низкая теплопроводность затрудняет отвод тепла из околошовной зоны. Варить нержавейку нужно с заниженными амперными характеристиками. Сила тока должна быть на 15-20 % меньше, по сравнению со сваркой черных металлов. При работе с тонкостенными изделиями, толщина которых меньше 2 мм, под шов подкладывают специальные пластины из меди. Они препятствуют утечкам и отводят излишки тепловой энергии.
- При соединении толстых заготовок необходимо оставлять большой зазор. В противном случае вокруг шва будут образовываться микроскопические трещины, негативно влияющие на прочность соединения.
- Нержавеющая сталь обладает высоким электрическим сопротивлением. Под действием электрической дуги сварочные стержни подвергаются сильному температурному воздействию. По этой причине для работы с металлом не подходят электроды универсального назначения. При выборе расходного материала следует обращать внимание на маркировку упаковки.
Специфика расходных материалов
При сварке нержавеющей стали необходимо тщательно соблюдать технологию работы: от грамотного подбора электродов, сварочного режима, защитного газа, силы тока, зависит качество будущего соединения.
Оптимальным режимом сварки считают технологию соединения неплавящимся вольфрамовыми электродами в среде аргона. Данный метод отличается минимальным воздействием на поверхность, что снижает риск образования дефектов.
Дело в том, что в состав нержавейки, независимо от ее вида, входит определенное количество хрома.При увеличении температуры свариваемой заготовки до 500 Сº, начинается процесс образования карбида хрома, который снижает пластичность шва и его стойкость к механическим воздействиям.
Особенности сварочного процесса
На выбор технологии соединения значительное влияние оказывает толщина изделий. Например, детали толщиной 1,5-3 мм варят короткой дугой. Более толстые заготовки соединяют электрической сваркой со струйным переносом электродного материала.
Работы выполняются как постоянным, так и переменным током. Каждый способ имеет свои особенности.
Например, постоянный ток препятствует разбрызгиванию металла, что снижает расход электродного материала. Кроме того, повышается производительность и качественные характеристики шва.
Маркировка электродов по нержавейке
Согласно требованиям межгосударственных стандартов, все электроды должны иметь маркировку, содержащую следующую информацию:
- Назначение изделия;
- Тип покрытия;
- Полярность;
- Максимальная сила тока;
- Рабочее напряжение.
Помимо вышеперечисленной информации, на упаковке должна быть информация об изготовителе и срок годности продукта.
Виды и марки электродов
Всех производителей расходных материалов можно разделить на две группы:
- Отечественные. Самым популярным изготовителем сварочных электродов является завод ЛЭЗ – Лосиноостровский электродный завод, который выпускает как обычные электроды, для сварки черного металла, так и узкоспециализированные, для работы с высоколегированными сплавами. Продукцию российских компаний отличает идеальное соотношение цена-качество.
- Зарубежные. Наиболее известным производителем, пользующимся заслуженным уважением у российских сварщиков, является шведская компания ESAB, продукция которой отличается высоким качеством.
Рассмотрим наиболее популярные марки электродов.
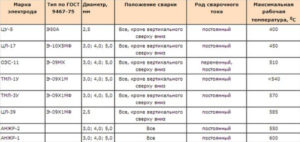
ЦЛ-11
Электроды ЦЛ-11 считают самым простым и надежным средством для соединения нержавеющей стали. Благодаря своей популярности, его производством занимается множество заводов: ЛЭЗ, Монолит, Патон и другие.
Специальный состав идеально подходит для работы со сплавами, содержащими в себе самые популярные легирующие добавки – никель и хром.
Рабочая температура, рекомендованная производителями, составляет +450 Сº. Единственное ограничение использование – отсутствие возможности работы с вертикальным расположением шва.
Процесс соединения характеризуется низким количеством брызг, а полученный шов имеет высокие технические характеристики.
ОЛЗ-8
Применяется на монтажных работах по сборке металлоконструкций, эксплуатирующихся в условиях повышенной температурной нагрузке. Основное отличие шва – устойчивость к температуре до 1000 Сº. Прочие показатели не отличаются от характеристик вышерассмотренной марки.
НЖ-13
Данный расходный материал – незаменимый элемент при работе с элементами пищевой промышленности. Состав флюсового покрытия хорошо зарекомендовал себя при сварке легированных сталей, в состав которых входит молибден.
ЗИО-8
Электроды этой марки используют при сварке жаростойких высоколегированных сталей. Основной состав флюсового покрытия позволяет работать на постоянном токе обратной полярности.
Главное преимущество заключается в отсутствии ограничений по расположению шва.
ЭФ-400/10У
Состав разработан специально для аустенистых сортов нержавеющей стали, которые используют в качестве основы элементов, эксплуатирующихся в агрессивных средах жидкого агрегатного состояния.
Максимальная рабочая температура составляет 350 Сº.
ОЗЛ-17У
Рутилово-основное покрытие позволяет эксплуатировать стержни на постоянном токе обратной полярности. Ограничения по расположению шва и направлению движения дуги отсутствуют. Ограничения касаются толщины свариваемых элементов – она не должна превышать 12 мм.
Наилучшие результаты показывает при соединении узлов конструкции, которые эксплуатируются в среде фосфорной или серной кислот.
НИИ-48Г
Универсальный электрод с основным флюсовым покрытием, который разрешено использовать для всех типов коррозионностойких и специальных низколегированных сталей, включая высокомарганцовистые составы. Работы выполняют на постоянном токе обратной полярности. Применяется на особо ответственных работах, к качеству которых предъявляют наиболее высокие требования.
Электроды для нержавейки, работающие на переменном токе
Вышерассмотренные электроды отечественного производства предназначены для работ на сварочном оборудовании, функционирующем на постоянном токе. Стоимость подобных аппаратов достаточно высока, что не позволяет приобрести их мелким компаниям.
Для агрегатов, работающих на переменном токе, выпускают следующие марки электродов по нержавейке:
- ОЗЛ-14;
- ЛЭЗ-8;
- АНВ-36;
- Н-48;
- ЭА-400.
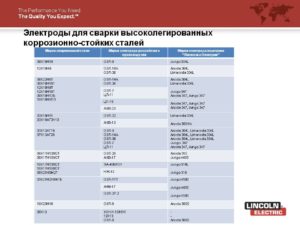
Теперь рассмотрим наиболее употребительные продукты зарубежного производства.
ОК 61.30
Электроды серии «ОК» — продукт производства концерна эсаб. Данная марка имеет универсальный состав покрытия, которое способно обеспечить высокое качества шва при максимально комфортных условиях работ.
Данный электрод отличает облегченное образование дуги, даже после прерывания сварочного процесса. Рудно-кислая обмазка придает шлаку особые свойства, которые позволяют легко удалять его после кристаллизации шва.
Работы ведутся на постоянном или переменном токе с прямой полярностью.
ОК 67.45
Электрод, который применяется как при сварочных, так и наплавочных работах. Идеально подходит при многослойном покрытии шва. В этом случае его применяют в качестве основы, на которую наносят более прочные покрытия.
После полной кристаллизации шов отличается высокой устойчивостью к силам трения и воздействию высоких температур.
CROMAROD 309L
Сварочный стержень Elga 309l – еще один высококачественный продукт шведского производства. По своим техническим характеристикам является аналогом ESAB ОК 67.62. Рутиловое покрытие позволяет получать швы высокого качества. Данные электроды применяют при ответственных работах, например, сварка сосудов из нержавейки, работающих под большим давлением.
Требование к оборудованию – сварочный аппарат постоянного тока. Ограничение в расположение шва – вертикальное, при движении дуги сверху вниз.
Полезные советы
Сварка нержавейки плавящимися электродами – непростая задача даже для профессиональных сварщиков. Опытные специалисты рекомендуют соблюдать следующие правила:
- Температура поверхности не должна превышать 500 Сº – это активизирует процесс образования химических соединений, снижающих крепость шва на молекулярном уровне;
- Для повышения качественных характеристик готового соединения, перед работами рекомендуют нагреть поверхность заготовки до 1200 Сº, после чего оставить охлаждаться естественным образом в течение 3 часов;
- Во избежание перегрева поверхности, необходимо увеличить скорость движения дуги;
- При многослойной технологии нанесения шва необходимо делать паузы между слоями, до охлаждения соединения до температуры 100 Сº;
- Перед применением все электроды необходимо прокалить, с соблюдением требований завода-изготовителя.
Грамотный выбор расходного материала – залог надежного и качественного соединения.
Вместо заключения, рекомендуем ознакомиться с видео по теме.
Отзывы
Денис, г. Донецк.
Нержавейку варю только ЦЛ-11. Получается лучше всего.
Артем, г. Воронеж.
Пользуюсь только ОЗЛ-6/8. На мой взгляд, самый надежный из бюджетных расходных материалов на российском рынке.
Виктор г. Курск.
Для высоколегированной стали беру только ОК 61.30 ESAB. Рутиловое покрытие ведет себя гораздо лучше, чем основное. Да и шов покрепче будет.
Какие марки электродов применяют при сварке нержавейки?
Сварка стали нержавеющего типа представляет собой достаточно трудоёмкий процесс, который связан с особенностями структуры материала. Электроды по нержавейке позволяют получать надёжные, прочные, однородные сварные швы. Предназначены соединения нержавеющих конструкций, механизмов.
Упаковка электродов для сварки нержавейки
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Методы сварки
Технологии, в которых допустимо применение сварочных электродов для конструкций из нержавеющей стали:
- импульсно-дуговая для приваривания конструктивных элементов толщиной менее 0,1 мм, требуется применение электродов для сварки с определённым составом покрытия;
- короткодуговая для приваривания конструкций, толщина которых составляет менее 3 мм;
- плазменная – универсальный метод позволяющий сваривать нержавейку любых составов;
- струйная дуговая – используется для соединения крупных деталей с подводом плавящейся проволоки.
Сварщик самостоятельно должен подбирать электроды в зависимости от толщины соединяемых заготовок, их состава, а также особенности эксплуатации сварных конструкций.
Рекомендации по сварке:
- если перегревать металл выше +500°С, то растёт вероятность появления кристаллизационных трещин;
- при прогреве нержавейки в диапазоне +350°С — +500°С наступает охрупчивание детали, что может привести к потере прочностных свойств;
- получение качественного сварного шва гарантировано при прогреве заготовки до +1200°С с последующим охлаждением в течение 180 минут;
- длительный прогрев нержавеющей стали не рекомендуется, так как она частично теряет свои свойства;
- при послойной наварке необходимо каждый предыдущий слой доводить до +100°С;
- для схватывания двух конструкционных элементов нужно уменьшить зазор между ними.
Сварка в большинстве случаев проводится в защитной газовой атмосфере. При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При формировании шва не нужно резко перемещать электрод вдоль поверхности. Обычно в результате неправильных действий могут возникать внутри него деформации, трещины или другие дефекты, а также формироваться окислы.
Важно придерживаться следующих правил:
- недопустимо проникновение в сварную ванну вольфрама или соединений на его основе, для этого дуга зажигается отдельно;
- шов следует защитить струёй аргона.
Важность применения специализированных электродов
Использовать электроды для нержавейки важно по следующим причинам:
- при повышенных температурах теряются антикоррозионные свойства, а состав обмазки позволяет их сохранить;
- в результате малого коэффициента расширения могут возникать внутренние напряжения или деформации внутри швов либо в соединяемых конструкциях;
- из-за низкой теплопроводности сложно равномерно прогревать металл.
От правильности выбора температурного режима полностью зависит, насколько сварной шов будет соответствовать необходимым техническим характеристикам. При прогреве сталь деформируется и велика вероятность появления межкристаллической коррозии. Специальные составы покрытий позволяют предотвратить такие негативные последствия.
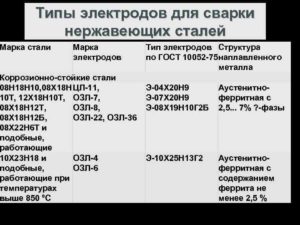
Маркировка и типы электродов
Наиболее распространённые электроды по свариванию нержавейки имеют следующие маркировки:
Остальные марки электродов для сварки деталей из нержавейки менее популярны по причине узости применения, высокой стоимости или технических параметров.
Маркированные электроды для сварки нержавейки
ЦЛ-11
ЦЛ-11 – электроды для сварки хромоникелевой нержавейки при +450°С. Преимущества сварных швов:
- несклонность к кристаллизационным коррозионным процессам;
- однородность наплавляемого слоя;
- в процессе сваривания не образуются брызги расплавленного металла.
ОЗЛ-6
ОЗЛ-6 – электроды, применяемые для сварки нержавеющей стали, которую предполагается эксплуатировать в условиях повышенных температур до +1000°С. Преимущества идентичны ЦЛ-11.
НЖ-13
НЖ-13 – марка электродов по свариванию нержавейки, применяемой в пищевой промышленности, сплавов на основе никеля, хрома, молибдена. Используются для формирования швов, которые предполагается эксплуатировать при температуре окружающей среды до +350°С.
Другие марки
Существуют также и другие маркировки электродов по нержавейке, которые также позволяют получать надёжные швы:
- ЗИО-8 используются для соединения жаростойких нержавеющих сталей. Выпускаются со стандартной по составу обмазкой, позволяющей проводить работы на постоянном или переменном токе.
- НИИ-48Г имеют универсальное применение, можно сваривать стали низколегированного класса. Расположение относительно поверхности допускается любое удобное.
- ОЛЗ-17У применяют для сталей, которые предполагается эксплуатировать в химически активных средах.
- ЭА для сваривания конструкционных элементов из стальных сплавов высоколегированных марок. Рекомендуется применять при короткодуговой сварке.
- ОК 63.30 – электроды для сварки нержавейки любой марки.
Для сохранения коррозионностойких свойств нужно использовать способ холодной сварки. Он позволяет предотвратить образование карбидов на основе хрома или железа.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Сварочные электроды по нержавейке виды и маркировка
Нержавеющая сталь всегда была востребованным материалом. И основным ее популярным качеством является полное отсутствие взаимодействия с влагой, то есть, нулевая коррозия металла.
Плюс прекрасные внешние данные, конструкция из нержавейки смотрится эстетично без всякого декоративного покрытия.
Но этот металл обладает плохой свариваемостью, поэтому рекомендуется использовать для сварки только электроды по нержавейке.
К тому же необходимо учитывать и некоторые особенности материала, которые проявляются в процессе соединения частей конструкции между собой.
- Нержавеющая сталь характеризуется меньшей теплопроводностью, чем другие виды сталей. Поэтому прогревать зону сварки надо дольше, или использовать для этого ток большей величины.
- При соединении толстых заготовок из нержавейки, необходимо между ними оставлять больший зазор, чем при сварке остальных видов сталей. Только так можно сократить количество микротрещин, которые могут появиться.
- В процессе сварки сварочные стержни подвергаются сильному нагреву. Это обусловлено высоким сопротивлением нержавейки сварочным процессам. Поэтому рекомендуется использовать только сварочные электроды для нержавеющей стали.
Вкратце о технологии сварки нержавейки
Есть три основных момента, которые нужно учитывать при сварке заготовок из нержавеющей стали.
- Сварка заготовок толщиною до 1,5 мм производится по технологии в защитных инертных газах с использованием вольфрамовых неплавящихся электродов. Может использоваться ручной способ, автоматический или полуатоматический.
- Толщина от 1,5 до 3 мм требует короткодуговой сварки.
- Сварка деталей с толщиной свыше 3 мм производится электродуговой сваркой, где перенос металла с электрода производится струйно.
Особое внимание необходимо уделить аргонной сварке. Очень важно, чтобы вольфрам не попал в сварочную ванну. Это резко снижает качественные характеристики сварного шва. Поэтому рекомендуется розжиг производить бесконтактным способом или зажигать дугу на угольной или графитовой пластине отдельно, после чего переносить сварочный процесс на детали из нержавеющей стали.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6
Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
Особенности электродов для сварки изделий из нержавеющей стали
Нержавеющая сталь – материал, который используется для изготовления различных деталей. Какие электроды по нержавейке использовать и как осуществить сварку этого материала знают опытные сварщики, которым приходилось с ним работать. В этой статье мы рассмотрим можно ли сварить нержавейку и какие электроды для сварки нержавеющей стали используются.
статьи
- Особенности нержавейки
- Оборудование
- Применяемые электроды
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной.
Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой.
Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров.
Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь.
Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом.
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Совет! Чтобы не допустить такой ситуации необходимо максимально точно подобрать режимы работы сварки и вести шов в шахматном порядке, дабы не допустить местного перегрева.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну.Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете.
Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов.
Оборудование
Для создания надежного и прочного соединения очень часто применяются инверторы. Работают такие аппараты от напряжения 220 В. Сами они — достаточно компактные и удобные.
За счет того, что электрический ток преобразуется в несколько ступеней, с выходом высокочастотного переменного напряжения, присадочный материал вплавляется намного лучше, что способствует формированию более ровных и качественных швов.
Благодаря своей невысокой цене они занимают лидирующие позиции среди сварочного оборудования.
Сварка нержавеющей стали может выполняться любой моделью выпускаемых сегодня инверторов. Для выполнения сварочной работы дома может использоваться самый простой аппарат инверторного типа.
Можно даже использовать самодельный агрегат, главное, чтобы его технические и эксплуатационные характеристики соответствовали магазинным аналогам.
Очень важно для инвертора задать верные и точные настройки, которые будут подходить для толщины конкретного изделия. Непосредственно перед началом работы свариваемое изделие должно быть хорошо очищено от загрязнений, масла и т.д.
Если вам необходимо сваривать инвертором тонкий металл (1-2мм), то делать зазор не нужно. Наоборот, необходимо вплотную свети концы соединения один к одному, и выполнить прихватки. Если толщина окончаний соединений превышает 4 мм, то нужно разделать кромки под углом 45 градусов.
Так вы обеспечите хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно осуществить посредством «болгарки» или напильника.
Также необходимо сделать зазор в 1-2 мм между пластинами, только так раскаленный металл сможет стекать до самого основания шва.Сварка нержавейки инвертором позволяет создать надежное и прочное соединение.
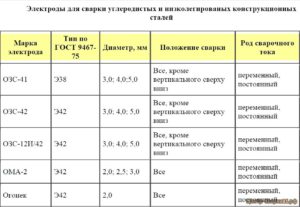
Учитывая физико-термические свойства металла наиболее пригодными будут следующие режимы и диаметры электродов.
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, A |
| 1,5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75- 85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Применяемые электроды
Многие пользователи задаются вопросом: можно ли варить нержавейку простым электродом? Все дело в том, что такой способ сварки возможен, но при малейших недочетах работы возможен негативный исход.
Это обусловлено разностью материалов, соединенных в участке сварки (нержавеющая сталь основного металла и стержень электрода из низкоуглеродистой нелегированной стали), которая приводит к внутреннему напряжению в зоне непосредственно возле шва.
Когда поверхность будет остывать, вы можете слышать щелчки, которые являются знаком образования микротрещин. Именно поэтому сварка нержавейки обычным электродом чревата тем, что шов будет течь и не подойдет для отопительной системы, расширительных баков и емкостей под давлением.
А также подобное соединение очень быстро поржавеет. Именно поэтому, отвечая на вопрос: можно ли варить нержавейку обычным электродом, специалисты дают говорят, что такой способ возможен, однако обязательно стоит учесть все вышеописанные моменты.
Для того, чтобы разобраться какие электроды для сварки нержавейки нужны, сколько их должно быть и какая марка является наиболее подходящей, надо не забывать о тепловом коэффициенте металла. Важно подобрать стержни электродов, состав которых будет таким же, что и у свариваемых изделий.
Таким образом вы сможете обеспечить хорошее взаимодействие основного и присадочного материалов без образования дефектов.
Очень часто для сварки нержавейки используются плавящиеся штучные электроды, именно поэтому материал изготовления должен обладать рядом свойств:
- в первую очередь, он должен быть устойчивым к термической ползучести,
- во-вторых температурное расширение должно быть невысоким,
- еще один немаловажный показатель – это повышенная упругость,
- и последняя характеристика – это высокая износоустойчивость и теплопроводность.
Выбор электродов для сварки нержавеющей стали зависит от ее маркировки.
Таким образом, исходя из этого критерия, многие специалисты используют электроды для сварки нержавейки следующих марок:
| Название | Сфера применения |
| ОЗЛ-8 и ЦЛ-11 | для нержавейки, которая применяется в пищевой промышленности; |
| ЭА400/10У, НЖ-13, ЦТ-15 | (редко) – подходят для нержавеющих сталей, характеризующихся повышенной устойчивостью к коррозии; |
| ОЗЛ-6 | для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь; |
| КТИ-7А, ЦТ-28 | для нержавейки, из которой изготавливаются различные инструменты; |
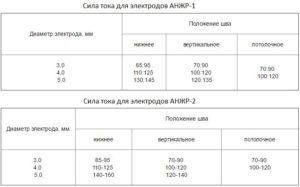
| АНЖР-1, АНЖР-2, ЭА395/9Всегда хотели научиться рисовать? Видите, что у вашего ребенка есть способности к рисованию? Тогда курсы изобразительного искусства – это то, что вам нужно. Здесь помогут вам развить свои творческие способности и расскажут о существующих техниках рисования. | для нержавейки другого назначения. |
Электроды по нержавеющей стали АНЖР-1 и АНЖР-2 используются в том случае, когда непосредственно перед сваркой не нужно прогревать изделия, а также по окончании работы их не придется обрабатывать термическим составом.
сила токов для электродов
Если вы используете штучные электроды, которые специально предназначены для сварки нержавеющей стали, то здесь стоит быть очень осторожным, поскольку слой остывающего шлака, который образуется в процессе сварки, может просто отскакивать с поверхности шва.
Попадание частиц горячего шлака на кожу может стать причиной ожога.
Самыми популярными электродами, которые применяются для соединения изделий из нержавейки, являются электроды с маркировкой ЦЛ-11. Внешняя сторона их покрыта составом, выполненным из карбонатов и соединений фтора.
Они нашли активное применение и при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т).
Применяя электроды данной марки вы значительно снизите риск образования межкристаллитной коррозии у таких сплавов.технические характеристики электродов
Электроды этой марки обладают рядом достоинств:
- расплавленный металл разбрызгивается в минимальных количествах,
- при соблюдении технологии, шов получается ровный, прочный и хорошо вязкий,
- готовое соединение очень пластичное,
- риск появления трещин в сварном шве сведен к минимуму.
Так же очень популярны электроды ОЗЛ-6 и НЖ-13. Первые наиболее пригодны в случае, когда сварка производится в окислительной среде и при высоких температурных режимах (до 1000 °С). Электроды с маркировкой НЖ-13 хорошо зарекомендовали себя при сварочных работах, связанных с изделиями пищевой нержавеющей стали и сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям.
Преимущества электродов ОЗЛ-6:
- разбрызгивается очень маленькое количество расплавленного металла,
- образующееся соединение является жароустойчивым,
- шов не подвластен появлению коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 запрещено использовать для формирования сварных швов, которые размещены в вертикальном положении.
Помимо электродов известных отечественных производителей, опытные сварщики применяют изделия для сварки нержавейки ESAB.
Самые популярные марки электродов эсаб, которыми можно варить нержавейку: ОК 61.30; ОК 61.35; ОК 63.30; ОК 67.45.
Также достаточно часто используются сварочные электроды по нержавейке ЦЛ-11 Монолит.
Для того, чтобы получилось надежное и качественное соединение, важно подобрать правильные электроды для нержавейки. Помните, что сварочные электроды по нержавейке должны обладать всеми необходимыми свойствами, а сама работа должна выполняться в полном соответствии с требованиями, иначе качество шва будет под сомнением.
[Всего : 0 Средний: 0/5]
Марки электродов для нержавеющей стали. Сварка нержавейки электродом
Тема статьи: электроды по нержавейке — маркировка стержней для сварки антикоррозийных и хромоникелевых сталей.
Типы покрытий (обмазка)
Для сварки нержавеющей стали используются стержни с такими покрытиями:
- рутиловым;
- основным;
- с повышенной степенью наплавки;
- специальным для сварки на спуск и гравитационной.
От вида обмазки зависят сварочные характеристики, перенос металла (капельный, струйный), отделяемость шлака, область использования расходника и положение соединения. Вид покрытия влияет на механические показатели наплавленного металла и шва.
Рассмотрим популярные покрытия и выберем подходящий электрод для наших задач!
Марки популярных ESAB расходников
Какими электродами варить нержавейку? Марки плавящихся изделий с рутиловым покрытием:
ОК 63.30 яркий представитель этого вида. Обеспечивает капельный перенос металла, постоянство дуги, малую разбрызгиваемость. Свойства самошлакоотделения делает процесс удаления простым. Шов качественный, даже при соединение угловых швов.
Рутиловое покрытие работает на переменном и постоянном токе. Электроды диаметром 1,6-3,2 мм применяются во всех пространственных положениях, но ввиду большой текучести шлака, лучше выполнять ими сварку в нижних положениях.
ОК 63.41 — рутиловый электрод с повышенной степенью наплавки. Наличие металлического порошка в обмазке увеличивает производительность стержней.
Ввиду отсутствия перегрева покрытия, изделия производятся большей длины. Длинные стержни снижают время на смену и поджиг расходников, что увеличивает длину сварного шва. Электроды для нержавейки с рутиловым покрытием применяются в основном для соединений в нижнем положении.
Заводы-производители поставляют на рынок электроды любых диаметров. Но сварщики приобретают расходники от 3 мм и выше. Большие диаметры позволяют опираться на обмазку, что благоприятно сказывается на сварке нержавеющей стали.ОК 61.35 с основным покрытием отличаются от рутиловых изделий. Применяются на постоянном токе, во всех положениях. Шлак удаляется тяжелее, чем у рутиловых собратьев.
ОК 67.72 — синтетические электроды для сварки нержавейки применяются для соединения разнородных сталей с нержавеющей. Стержни 67.72 изготовляются из малоуглеродистой стали с легирующими элементами в обмазке. Специальные синтетические электроды длиной до 70 см, применяются для гравитационной сварки.
ОК 63.34 с рутиловой обмазкой используется для сварки на спуск. Улучшенное шлакоотделение позволяет варить на переменном и постоянном токе. Электроды подходят для тонкого и толстого металла. Для сварки в остальных пространственных положениях лучше применять рутиловые стержни.
ОК 63.20 электроды по нержавеющей стали с специальным покрытием для повторного возбуждения дуги, придумали для сварки точками. Процесс происходит при кратковременном поджиге и гашении дуги. Стержни востребованы для соединения труб и тонкого металла.
На каждую упаковку наносится специальная маркировка, обозначающая характеристики изделий:
- полярность;
- настройка тока;
- переменный или постоянный ток;
- напряжение холостого хода и др.
:
Другие марки расходников
1) Электроды по нержавейке ЦЛ 11. Специальная обмазка с карбонатами и фтористыми соединениями. Постоянный ток обратной полярности. Напряжение холостого хода 65 В. Швы прочные и антикоррозийные. Аналог ESAB ОК 61.85. Цена 5-ти кг упаковки 690 рублей (ЛЭЗ, д 5 мм).
2) Castolin EutekTrode E308L с рутиловым покрытием. Для соединения стабилизированных и нестабилизированных CrNi-сталей, плакированных сталей и наплавок. Шов антикоррозийный, полируется до блеска.
Расходники используются при монтаже емкостей и трубопроводов, в пищевой отрасли. Цена 1 электрода 50 рублей, диаметр 3.2 мм, производство Симферополь. Таблица технических данных:
3) ЭА-400/10Т для нержавеющих коррозионостойких сталей разных марок.
4) ОЗЛ-8 для ручной дуговой сварки хромоникелевых, коррозионностойких сталей. Когда не требуется стойкость межкристаллитной коррозии.5) Е308-16 (аналог ОЗЛ-8, ОК-61.30). Сваривание во всех позициях, минимальное разбрызгивание, самоотделяющийся шлак. Шов термо-коррозионностойкий.
6) Rost 1913 для многих видов корозионностойких сталей. Шов устойчив к межкристаллитной коррозии.
7) ОЗЛ-310 для соединения и наплавки жаростойких сплавов, используемых в окислительных средах.
Список дополняют:
- ЦТ-15, НЖ-13, ЭА-400/10У;
- ОЗЛ-6, ЦТ-28, КТИ-7А.
:
Какие электроды по нержавейке лучше, сказать трудно! Каждый сварщик отдает предпочтение своему расходнику.
Расходники для разнородных сплавов
Переходные электроды для сварки нержавейки и стали (чернухи). Соединение нержавеющих сталей с разнородными (углеродистыми и низколегированными) сталями выполняется более легированными расходниками, чем сам материал.
Лучшие изделия:
- ОЗЛ-312 используются, когда марка сталей по химсоставу неизвестна.
- НИИ-48Г хорошо подходят для переходных (буферных) слоев. Шов отличается стойкостью к водородному растрескиванию и образованию горячих трещин.
Марки ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-28, ОЗЛ-32 тоже применяются для соединения разнородных сталей.
В среде домашних мастеров универсальный электрод ОЗЛ-6 отзывы получает хорошие. Хром и никель находящиеся в составе, создают хороший шов при сварке черных сталей с нержавеющими.
Как варить нержавейку электродом
За рубежом и в России популярны 4 марки нержавеющей стали. В различных странах, они имеют разную маркировку. Соответствие американской, европейской и российской маркировок представлены в таблице.
Перед сваркой нержавеющей стали электродами, заготовки подготавливаются так:
- кромки деталей зачищают щеткой;
- фаски разделывают по ГОСТ 5264.
Характер и разделка кромок подбирается исходя из вида соединения и толщины свариваемых элементов.
Хромоникелевые, высоколегированные стали — пластичны, не требуют подогрева при соединении, хорошо свариваются. Но, имеют нюансы при сварке: проявляют склонность к межкристаллитной коррозии металла шва и околошовной зоны, образуют горячие трещины в сварных соединениях.
Для предотвращения дефектов, необходимо:
- не перегревать металл шва и основное изделие (не более 150 градусов);
- сварку выполнять короткой дугой, без поперечных колебаний электрода, на низких токах с высокой скоростью;
- использовать медные пластины для теплоотвода;
- при больших толщинах применять многопроходное соединение.
Электросварка нержавейки электродом выполняется специальными легированными стержнями. После наплавки, шов зачищается щеткой и обрабатывается антикоррозионной пастой.
Как сваривать нержавейку электродом? Для теста возьмем пластины толщиной 3 мм. Такие изделия соединяются без разделки. Ложим пластины на медную подкладку для отвода тепла. Для электродов 3 мм, устанавливаем на аппарате ток в 80 А. Зачищаем края пластин щеткой и выставляем между ними небольшой зазор.
Соединение производим короткой дугой, без колебаний. Молотком отбиваем шлак и зачищаем шов щеткой. Сварное соединение получается без дефектов, с полным проплавлением корня шва. Для восстановления антикоррозионных свойств, зону шва травим пастой SE. Через 20 минут остатки пасты смываем водой.
:
Изделия не предназначенные для нержавейки
В целях экономии, домашние мастера спрашивают: можно ли варить нержавейку обычным электродом? Да, это возможно!
Человек поделился в видеоролике личным опытом. Он рассказывает, как заварил трещину в теплообменнике банной печи из нержавейки, стержнем АНО-4, выставив ток у аппарата 60 А.