Медно фосфорный припой температура плавления
Медно-фосфорный припой
Всем известно, что медь достаточно легко поддается процессу пайки. Это утверждение верное только в том случае, если в работе с данным материалом подбирается правильный расходный материал и технология всего процесса.
Наиболее популярным присадочным материалом для сварки меди на промышленном уровне является медно-фосфорный припой. Его основное назначение заключается в использовании в процессе пайки медных, латунных, бронзовых деталей.
Также его без проблем можно использовать практически со всеми сплавами вышеописанных металлов.
Как ни странно не смотря на то, что в наименовании присадочного материала упоминаются два химических элемента, его состав состоит их трех. Последним является серебро.
Благодаря его присутствию в составе, данную модификацию присадочного материала можно применять в холодильной отрасли промышленности, также из-за невысокой температурной отметки, при достижении которой вещество начинает подвергаться процессу плавления, его можно использовать в процессе пайки медных труб.
Данный материал обладает повышенным свойством текучести, это позволяет значительно поднять качество итогового результата соединения.
Благодаря данному свойству материал способен проникать даже в мельчайшие трещинки, соответственно, полностью заполнять рабочее пространство.Высокий уровень текучести вещества позволяет значительно повысить уровень прочности готового соединения, также у изделия появляется способность к сопротивлению процессам коррозии и эрозии.
Из-за присутствия в химическом составе расходного материала фосфора, работа с ним не требует использование дополнительного флюса. Этот химический элемент обладает свойствами, которые без проблем могут играть роль флюса в процессе пайки.
Чаще всего припой данного типа используют в холодильной промышленности во время ремонта и монтажа оборудования.
Помимо этого его можно использовать в работе с изделиями, чья рабочая деятельность напрямую связана с небольшими вибрациями и механическими воздействиями.
Если в химическом составе материала доля серебра понижается, то итоговый результата значительно повышает уровень свойства пластичности материала.
В случае если предстоит работать с деталями обделенными свойством термостойкости, то перед началом паяльных манипуляций их нужно предварительно охладить. Выполнения данной процедуры позволяет минимизировать шанс критического перегрева материала, который может негативно сказаться на его целостности.
Не смотря на наличие фосфора в составе, особенно при работе с бронзовыми и латунными изделиями, нужно использовать дополнительный флюс. Он не позволит образовываться окислительной пленке на рабочей поверхности изделия. Если же работать предстоит исключительно с медными деталями, то в применении флюса нет нужды.
Медно-фосфорный припой не рекомендуется применять для паяльных работ со сталью. Из-за наличия фосфора в составе по краям соединения будут образовываться фосфориты, которые нарушат герметичность соединения.Также стоит отметить, что не стоит использовать припой данной модели во время работы со сплавами, содержание никеля в химическом составе которых превышает десять процентов. Процесс пайки выполняется с помощью классической газовой горелки.
В нашем государстве данный припой производится в строгом соответствии с государственными стандартами.
Наиболее популярные модели медно-фосфорного припоя
На рынке присутствует множество моделей данного вида припоя от разнообразных производителей и брендов. Стоит остановить внимание и рассмотреть поподробнее самые популярные из них.
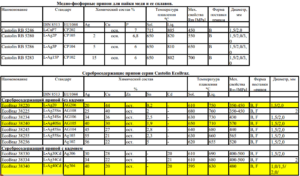
1. Felder CuP6 – чаще всего данный припой от немецкого производителя используется в работе с кондиционерами, системами вентиляции, трубопроводами и газопроводами. В специализированных торговых точках можно найти данное вещество в двух формах: пруты или гранулы. Материал начинает подвергаться плавлению при достижении температурной отметки в 300 градусов по Цельсию.
2. Harris 0 – основным назначением данной модели работа с медными деталями. В химическом составе вещества отсутствует серебро. Материал начинает подвергаться плавлению при достижении температурной отметки в 755 градусов по Цельсию. Состав вещества состоит из двух компонентов и выглядит следующим образов (значения указаны в процентном соотношении):
• Cu – 93;
• P – 7.
3. Castolin rb-5246 – твердая версия припоя от популярного немецкого бренда. Отличается своим высоким уровнем свойства смачиваемости, что позволяет добиваться практически идеально гладкого итогового результата соединения. Рабочая деятельность спаянного изделия может осуществляться при температурах до 150 градусов по Цельсию. Плавиться припой начинает при нагреве от 715 градусов по Цельсию.
4. Ф2 – отечественная модель медно-фосфорного припоя универсального типа. Достаточно твердая структура присадочного материала, позволяет создавать соединения с относительно хорошими физическими свойствами и механическими характеристиками. Также стоит отметить достаточно хорошую текучесть материала в расплавленном состоянии.
5. ПМФ 7 – еще одна модель припоя от отечественного производителя с семипроцентным содержанием флюса в составе. Благодаря достаточно высокой текучести с помощью данного расходного материала можно создать прочное и плотное соединение.
В работе со всеми металлами и сплавами, за исключением меди, требуется применять дополнительный флюс для повышения качества итогового результата. Нельзя использовать вещество в работе со всеми видами сталей и чугуна.Припой начинает подвергаться процессу плавления при достижении температурной отметки примерно в 750 градусов по Цельсию.
Физические и химические свойства материала
Присадочный материал для пайки, в основе химического состава которого лежат медь и фосфор, получает все свои свойства именно благодаря наличию того или иного дополнительного элемента в составе.
Чаще всего в специализированных магазинах можно найти модели предназначения для пайки меди, бронзы и латуни.
Соответственно химический состав максимально приближен к составу материала, для которого предназначен припой.
Если рассматривать в общем, то практически все модели абсолютно от всех брендов обладают достаточно высоким уровнем смачиваемости. Благодаря этому удается значительно повысить контакт с рабочей поверхностью изделия, следовательно, улучшить качество итогового результата соединения.
Определенные модели могут начинать плавиться только при достижении температурной отметки в 800 градусов по Цельсию, что достаточно повышает опасность проводимых работ, однако позволяет добиться максимально возможной прочности соединения. Большинство моделей обладают свойством защиты от влияния коррозии и эрозии. Также можно найти модели с содержанием флюса в составе, что убирает необходимость его использования.
Характеристики нескольких популярных моделей
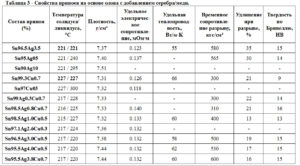
Для того чтобы понять примерные технические характеристики медно-фосфорных припоев, можно рассмотреть химический состав и свойства нескольких популярных отечественных моделей.
1. ПМФ102 – данная модель начинает подвергаться плавлению при достижении температурной отметки в 645 градусов по Цельсию. Вещество начинает хорошо растекаться по рабочей поверхности при температуре в 820 градусов по Цельсию. Процентное соотношение химических элементов в составе выглядит следующим образом:
• Cu – 91.3;
• P – 6.7;
• Ar – 2.
2. ПМФ105 – этот припой можно расплавить при влиянии температуры равной 630 градусам по Цельсию. При достижении 780 градусов вещество начинает отлично растекаться по рабочей поверхности. Соотношение химическим элементов в составе выглядит так:
• Cu – 88.5;
• P – 6.5;
• Ar – 5.
3. ПМФ115 – присадочный материал для пайки, который начинает плавиться при нагреве свыше 650 градусов по Цельсию. Оптимальная температура растекания равна 800 градусам по Цельсию. Соотношение химических элементов в составе таково:
• Сu – 80.2;
• P – 4.8;
• Ar – 15.
Как выбрать?
Если вы хотите приобрести медно-фосфорный присадочный материал для пайки, то в первую очередь нужно определиться с его конкретным химическим составом. В основном выбор осуществляется между двумя обширными группами, которые отличаются друг от друга наличием серебра в составе.
Варианты с серебром позволяют добиться более высокой прочность для итогового результата соединения, нежели модели без него. Также модели с серебром нужно использовать, если рабочая деятельность изделия осуществляется при отрицательной температуре воздуха.
Для этого требуется приобретать припой с содержанием серебра не менее пятнадцати процентов. Однако существует одна особенность. При повышении процентного содержание серебра в составе вещества, снижается пластичность соединения.
Следовательно, если деталь требует постоянных изгибов в работе, то паять ее нужно с применением припоя с процентным содержанием серебра меньше двух.Существует закономерность, которая гласит, что чем меньше толщина металла, тем меньше должна быть температура плавления присадочного материала.
Помимо этого низкая температура плавления значительно увеличивает способность материала ровно растекаться по рабочей поверхности.
Стоит отметить, что некоторые модели имеют одноименные флюсы, при их совместном применении удается достичь высокого качества соединения.
Разновидности
Припой медно-фосфорный Felder CuP6 чаще всего используется для работы с трубами в кондиционерах, системах охлаждения, водоснабжения и газообеспечения. Диаметр труб должен превышать 28х1,5 мм. Выпускается в виде прутков порошка или гранул. Температура плавления данного материала составляет 300 градусов Цельсия. Производится эта марка в Германии.
Припой Felder CuP6
Harris 0 – без флюсовый припой, который предназначен для спаивания меди. Выпускается в прутках и не содержит серебра. В нем имеется 93% меди и 7% фосфора. Средняя температура плавления достигает 755 градусов Цельсия. Длина прутка составляет 0,5 метра, а вес – 17 грамм. Сечение здесь прямоугольное при размерах 3,2х1,3 мм.
Медно-фосфорный припой harris
Припой медно фосфорный из Германии Castolin rb-5246 относится к твердым разновидностям. Он имеет высокий уровень смачивания и обладает хорошими капиллярными свойствами. С его помощью швы получаются плотные и гладкие, также они не имеют брака в виде пор.
Температура эксплуатации швов составляет до 150 градусов Цельсия. Температура плавления может быть от 715 до 805 градусов. Плотность материала составляет 8 г/см кубический, а пластичность до 4%.
Используется для капиллярный пайки меди, латуни и бронзы, что требуется в сантехнике, нагревательном оборудовании и прочих местах. Прутки выпускаются длиной 0,5 метра и диаметром в 2 мм.
Припой Castolin rb-5246
Медно-фосфорный припой для пайки меди Ф2 обладает высокой механической прочностью, нормальной работоспособностью при низких и высоких температурах. Имеет отличные качества теплопроводности и электропроводности. Когда достигает температуры пайки, у состава появляется высокая текучесть и смачивание основного металла. Прочность спаянного шва составляет 10 кг/мм квадратный.
Припой Ф2
Высокотемпературный припой ПМФ 7, в котором содержание флюса составляет 7%. Высокая текучесть материала позволяет создавать плотное соединение со сложной структурой металла.
Этот материал не требует дополнительного применения различных флюсов при работе только с медью, а при соединении других металлов требуется применение борсодержащего флюса.
Марка не подходит для чугуна и различного рода сталей, так как тут образуются фосфиды железа в шве, которые разрушают его целостность, не говоря уже о критической потере пластичности и увеличению хрупкости материала. В среднем, температура плавления составляет 750 градусов Цельсия.Припой ПМФ 7
Физико-химические свойства
Медно-фосфористый припой ЦП 6, как и другие марки, получает свои свойства благодаря уникальному составу, который разработается для тех или иных процедур.
Исходя из наличия тех или иных химических элементов, а также их соотношения, материал получается приближенным к свойствам меди, бронзы или латуни, с которыми идет работа, но при этом обладает более низкой температурой плавления, что позволяет сохранить свойства основного металла.
В целом, практически все марки обладают повышенной смачиваемостью, что улучшает контакт с заготовкой. Именно это и дает отличные показатели для соединения меди. Помимо этого они обладают большой степенью проникновения, образуя прочные молекулярные связи. Некоторые из марок имеют достаточно опасную температуру плавления более 800 градусов.
Это может повлиять на свойство металла, но создает крепкое соединение, которое может конкурировать с ручной дуговой сваркой. Практически все припои обладают антикоррозийными свойствами. Часто встречается припой медно фосфорный с флюсом, который считается одним из лучших вариантов для меди.
Медно-фосфорный припой ЦП 6
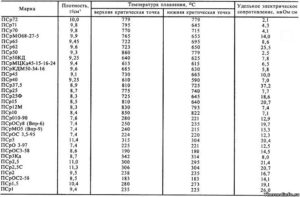
Технические характеристики популярных марок
| Марка припоя | элементов в химическом составе, % | Температура плавления,Градусы Цельсия | Температура растекания,Градусы Цельсия | ||
| Серебро | Медь | Фосфор | |||
| ПМФ102 | 2 | 91,3 | 6,7 | 645 | 820 |
| ПМФ105 | 5 | 88,5 | 6,5 | 630 | 780 |
| ПМФ115 | 15 | 80,2 | 4,8 | 650 | 800 |
Особенности выбора
Прежде всего, следует определиться с составом. Существуют обыкновенные материалы, в которых содержится всего два элемента, медь и фосфор, как можно понять из названия, а также медно фосфорные припои с серебром. Сразу стоит отметить, что серебро придает большей крепости шву.
Оно также увеличивает морозостойкость, поэтому, если соединение будет эксплуатироваться при низких температурах, то следует выбирать марки с относительно высоким содержанием этого элемента, один из высших показателей которого составляет 15%.
Но здесь же наблюдается другая зависимость, так как чем больше серебра в составе, тем меньшей пластичностью обладает итоговое соединение.
Таким образом, если материал будет подвергаться небольшим изгибам или будет расширяться и сужаться, то лучше отдавать предпочтение тем маркам, в которых минимальное содержание этого элемента, к примеру, 2%, или же вовсе отсутствует. Перед тем как паять медно фосфорным припоем, следует ознакомиться с его составом.Для тонкостенных труб и заготовок с небольшой толщиной следует подбирать припои, температура плавления которых будет как можно ниже. Ведь чем она выше, тем больше вероятность, что основной металл деформируется или после отжига изменит свои свойства, что ухудшит качество соединения.
Низкая температура также увеличивает растекаемость, что также немаловажно для качественного соединения, хотя даже высокотемпературные припои с фосфором обладают хорошими показателями в данном параметре.
Для некоторых марок выпускают одноименные флюсы, которые должны помочь справиться с более сложными условиями пайки бронзы и латуни, поэтому, при выборе припоев для этих процедур, следует обращать внимание и на наличие подходящего флюса.
Популярные марки
- ЦП 6;
- ПМФ-102;
- ПМФ-105;
- ПМФ-115;
- Felder;
- Castolin;
- Ф 2.
Медно-фосфорный припой для пайки меди
Нередко для организации водопроводных систем используются медные трубы. Кроме этого, такие элементы довольно часто применяют при оформлении жилых помещений в стиле стимпанк. Независимо от цели использования таких элементов, медные трубы необходимо как-то соединять между собой.
Проще всего сделать это при помощи медно-фосфорного припоя. В этом случае стык получится аккуратным и герметичным. После затвердевания швов, конструкция будет такой же прочной, как цельная труба.
Однако прежде чем приступать к пайке медно-фосфорным припоем, стоит узнать некоторые особенности материала, с которым вы собираетесь работать.
Полезная информация о меди
Мягкий сплав металла начали применять еще в древние века для чеканки монет. Сегодня этот материал стал чуть менее популярным, однако системы отопления и водоповода, изготовленные из медных труб, по-прежнему являются самыми прочными надежными и долговечными.
Монтаж таких магистралей осуществляется при помощи пайки. В процессе работы металлические элементы соединяют с припоем – специально подобранным материалом, температура плавления которого должна быть меньше, чему у обрабатываемой детали.
Сам процесс пайки несложный. Главное — правильно выбрать соединительный материал. В нашем случае это медно-фосфорный припой. Также стоит определиться с методом пайки. Их существует несколько.
Самостоятельно соединить магистраль из медных труб можно двумя способами:
- Низкотемпературным. Такой метод является самым простым и наиболее часто используемым в домашних условиях. В этом случае применяется мягкий припой из олова, свинца или сплавов этих металлов с добавлением части серебра. При низкотемпературной обработке температура плавления медно-фосфорного припоя составляет не более 450 градусов.
- Высокотемпературным (твердым). Подобную пайку довольно сложно и дорого организовать в домашних условиях, так как в этом случае температура плавления материала должна составить от 600 до 900 градусов.
Какие инструменты понадобятся
Чтобы качественно соединить магистраль, необходимо сразу подготовить следующие инструменты:
- Труборез. Без него не удастся ровно нарезать элементы магистрали. При помощи трубореза можно сделать идеальный рез.
- Фаскосниматель. Этот инструмент необходим для закругления и зачистки края отрезанной трубы, чтобы осуществить качественную стыковку деталей.
- Труборасширитель. Если в процессе работы планируется использование муфт и фитингов, то благодаря этому инструменту можно будет быстро расширить часть трубы до нужного размера.
- Ерши и щетки. После пайки, трубы нужно обязательно очистить от образований окиси.
- Отражатель. Он крепится на сопле горелки для того, чтобы направить пламя на определенную область. Если не установить отражатель, то есть риск повредить окружающие предметы.
- Газовая горелка. С ее помощью осуществляется нагрев медно-фосфорного припоя.
О последнем рабочем инструменте стоит рассказать чуть подробнее.
Чтобы трубопровод был правильно спаян, необходимо позаботиться о выборе соответствующей горелки. Приборы бывают:
- С одноразовыми баллонами (бытовые).
- Со стационарным баллоном.
- Ацетил-кислородными.
Последний тип является оптимальным для соединения медных труб. Именно такую горелку и нужно приобрести.
Также приборы отличаются по силе нагрева припоя. Чем выше температура нагрева, тем мощнее нужно устройство. Соответственно:
- Для мягкого припоя подойдет более дешевая и менее мощная горелка. Поэтому можно смело приобрести полупрофессиональный инструмент с газом термофеном. Такая горелка способна развивать температуры до 650 градусов. Главное преимущество такого инструмента заключается в возможности регулирования интенсивности пламени. Таким образом, можно подобрать оптимальный температурный режим плавления.
- Для твердого припоя потребуется профессиональный инструмент, стоимость которого будет в несколько раз выше. Поэтому нет смысла тратить на него деньги, но если очень хочется, то почему бы и нет.
Припой
Перед тем как паять медно-фосфорным припоем трубы, нужно приобрести материал, который будет выступать в роли связующего компонента. Припой также бывает двух видов:
- Твердый. Такой припой изготавливается в форме длинных стержней. В состав соединительных материалов марки Cu94 P6 и Cu92 P6 Ag2 твердого типа входит 6-процентная добавка фосфора, поэтому максимально допустимая температура его плавления составляет 750 градусов. В припоях другого типа не содержится веществ, понижающих возможную температурную обработку, поэтому их можно нагревать до 900 градусов. Твердосплавные материалы чаще всего используются для соединения труб газоснабжения, кондиционирования и ГВС, а также при монтаже магистралей, функционирующих при высоком давлении.
- Мягкий. Припой этого типа выпускается в виде тонкой проволоки, диаметр которой редко превышает 3 мм. Мягкий материал больше подходит для использования в быту, при организации водопроводных сетей.
Дополнительно рекомендуется приобрести флюс для медно-фосфорных припоев. Это пастообразное вещество, продающееся в банках необходимо для того, чтобы быстро и эффективно очистить места стыков труб. Флюс хорошо снимает окись со швов, благодаря чему характеристики припоя значительно улучшаются. Кроме этого, этот компонент усиливает сцепление припоя и медной поверхности.
Паста выпускается для мягкого и твердого припоя. Поэтому выбирать флюс необходимо исходя из выбранного метода соединения труб.
Кроме припоя, горелки и прочих инструментов, рекомендуется также подготовить фитинги. Они потребуются, если придется делать повороты водопроводной магистрали. Стоят эти элементы недорого.
Медно-фосфорный припой для пайки меди: особенности
Если говорить об этом материале, то стоит обратить внимание на то, что он отличается хорошей текучестью. Его можно использовать не только для меди, но и для других ее сплавов.
Так как в состав этого материала входит фосфор, который обладает коррозийной устойчивостью, то флюс можно дополнительно не приобретать.
Припои медно-фосфорного типа обычно применяют для соединения элементов в оборудовании, испытывающем средние вибрационные нагрузки. Если в состав соединительного материала входит серебро, то пластичность компонентов повышается.
Разновидности припоев для меди
Для обработки труб из этого материала подойдут следующие материалы:
- 102. В этом трехкомпонентном припое из меди и фосфора содержится не более 2% серебра. Благодаря пониженной пластичности состав медленно растекается. Подходит для пайки элементов, не испытывающих сильных ударных или вибрационных нагрузок.
- 105. Припой медно-фосфорный с серебром (5%) тоже довольно медленно растекается, но отличается более высокой пластичностью. Полученный с его помощью шов сможет выдержать незначительные нагрузки от вибраций.
- 115. Еще один трехкомпонентный припой, в котором помимо меди и фосфора содержится 15-процентное серебро. Это довольно пластичный материал, с помощью которого можно создавать швы на магистралях, испытывающих довольно сильные нагрузки.
Выбрав все необходимые компоненты, остается приступить к работе.
Пайка мягким припоем
Низкотемпературная пайка подойдет для монтажа отопительной или водопроводной сети, если температура теплоносителей не превышает 130 градусов, а диаметр медных труб составляет не более 10 см.
Для выполнения пайки необходимо:
- Зачистить соединяемые поверхности.
- Нанести на них флюс.
- Вставить элементы друг в друга.
- Разогреть область соединения при помощи горелки до 200-250 градусов.
- Нанести припой на самые края деталей.
- Постоянно перемещая горелку, нагревать соединение 15-20 секунд.
- Когда флюс потемнеет, нужно уложить на зону пайки еще немного припоя. Как только материал окажется на раскаленной поверхности, он сразу начнет плавиться и заполнит пространство между трубой и раструбом.
Пайка твердым припоем
Такой способ соединения труб необходим, если температура эксплуатации трубопровода превышает 110 градусов. В этом случае пайка выполняется газопламенным методом и предполагается отжиг рабочего материала.
При использовании твердого материала нет необходимости в обработке поверхностей флюсом.
Для выполнения соединения необходимо:
- Собрать и разогреть стыковочный узел.
- Ввести твердый припой в область, где раструб и труба соединяются между собой.
- Размягчить материал при помощи газовой горелки. Нужно следить, чтобы изделие не перегревалось, поэтому горелку рекомендуется постоянно перемещать.
- Когда произойдет первичное сцепление элементов магистрали, провернуть трубу и намотать расплавленный припой на соседний участок.
Такой метод пайки сложнее предыдущего, однако он обладает несколькими преимуществами:
- Швы получаются более прочными и надежными.
- Становится возможным немного уменьшить ширину соединения, благодаря чему шов будет выглядеть аккуратнее.
Кроме этого, данный метод применим при монтаже систем, которые работают при довольно высоких температурах.
Пайка латуни медно-фосфорным припоем осуществляется по таким же технологиям.
Возможные ошибки, которые можно допустить при пайке
В процессе работы некоторые люди не учитывают дефекты на поверхностях соединяемых элементов. Очень часто они появляются после нарезки труб. Если оставить эти дефекты без внимания, то шов получится не таким надежным, как нужно.
Флюс необходимо наносить равномерно, без пропусков. Если на каком-либо участке его не будет, то трубопровод может начать довольно быстро ржаветь.
Если труба сильно перегреется, то флюс-паста просто сгорит. Это тоже не очень хорошо.
В процессе работы легко получить серьезные ожоги (не только от пламени горелки, но и при контакте с химически активными веществами), поэтому перед началом пайки необходимо надеть защитные рукавицы, очки и одежду.
Физические свойства и технические характеристики припоя для пайки меди
Традиционно самым распространенным способом соединения медных труб является пайка. Чтобы создать прочный и долговечный шов, необходимо правильно подобрать припой для пайки меди и флюс, тщательно подготовить поверхность и соблюдать технологию.
Какой припой выбрать?
При пайке медных труб используют два основных типа:
- мягкого, с температурой плавления до 425оС;
- твердого, с температурным диапазоном 460-560оС.
В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Температура плавления медно фосфорного припоя невысока. Медный припой позволяет обходиться без флюсовых составов. Входящий в состав фосфор защитит рабочую область от воздействия кислорода воздуха.
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные
Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Ag
Химический состав припоев для пайки заготовок из меди с серебром описан в ГОСТ 19738-74. Они обозначаются литерами ПСр ХХ, где цифры определяют долю серебра в процентах
Практическое применение
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.
Сплавы со средним процентным содержанием стоят дешевле и используются для пайки соединений, не подверженных температурным нагрузкам.
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450оС. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450оС происходит отжиг заготовок, ведущий к снижению их прочности.
Физико-химические свойства
Свойства зависят от химического состава сплава. Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Высокотемпературные, наоборот, создают соединения высокой прочности, способные противостоять статическим и динамическим нагрузкам. Но при их использовании требуется большая осторожность, чтобы не пережечь и не ослабить основной материал.
Технические характеристики
Температура плавления высокотемпературных составов лежит в пределах 645-815оС. Шов выдерживает нагрузки на разрыв до 250Мпа.
Температура эксплуатации соединения, в зависимости от состава, составляет 150-250оС. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий.
Кроме того, их используют для соединения деталей из меди и нержавейки.
Способы
Применяется два основных метода пайки медных заготовок:
- Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
- Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?
Для пайки потребуется:
- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Технология
После того, как принадлежности и инструменты подготовлены, переходят к самой пайке:
Отрезаем деталь необходимой длины
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом.
Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком.
Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
Излишки флюса необходимо стереть чистой ветошью.
При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750оС) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
Основные ошибки
Начинающие пайщики часто делают ошибки. Самые типовые из них таковы:
- Не устраненные дефекты поверхности после раскроя: задиры, стружка, овальность. Пайка поверх дефектов ослабляет соединение, снижает его долговечность и герметичность.
- Некачественное обезжиривание.
- Сужение монтажного зазора. Узкая пайка также будет ненадежной.
- Недогрев заготовок. Холодные детали не смогут своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Холодная пайка может развалиться при простом прикосновении.
- Недостаток флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При этом выгорает флюс, окисная пленка не разрушается полностью, кроме того, на поверхности возникает окалина. Прочность пайки существенно снижается.
- Попытка проверки на прочность горячего стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.
Частой ошибкой является также пренебрежение требованиями техники безопасности. Высокие температуры, вредные испарения, химически активные флюсы требуют применения средств индивидуальной защиты. К ним относятся:
- защитные очки;
- обувь, одежда и головной убор из негорючей ткани;
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не должно быть легковоспламеняемых материалов, оно должно хорошо проветриваться. Нельзя паять в верхнем положении.
Правильно подобранный паяльный состав позволяет получать надежные и прочные паяные соединения. Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности.
Первые несколько швов лучше запаять под присмотром опытного пайщика.
Припой для пайки меди
Соединение меди, представляет собой сложный технологический процесс, который позволяет выполнять неразъемное соединение.
Развитие загородного домостроения привело к тому, что в инженерных сетях все используют трубы, выполненные из цветных металлов и их сплавов. Для того, что бы трубопроводная система работала бесперебойно, а главное безопасно необходимо обеспечить качественное соединение между элементами трубопроводной арматуры. Такие соединения выполняют с применением пайки.
Припой для пайки меди
Какой припой выбрать
Пайку труб из меди могут выполнять с помощью двух видов — мягкого или твердого. Температура первого расплава составляет 425 °C, рабочая температура второго составляет от 460 до 560 °С. Для осуществления пайки применяют газовую горелку.
Тип сплава применяют исходя из соотношения меди и других веществ, которые входят в его состав. Если, в состав средства для пайки деталей входит серебро, то такой сплав называют серебряным. Кстати, чем его больше, тем меньше температура его плавления. Кроме этого, наличие большого объема этого металла обеспечивает высокую смачиваемость и обтекание место пайки.
Другой тип смеси работы с медным материалом, который широко применяют для пайки меди это медно-фосфорный. Но, температура его плавления много выше, а такой параметр как смачиваемость, также уступает серебряным смесям.
Пайка медных труб горелкой
Их применяют при производстве холодильной техники, которая применяется и в пищевой промышленности.
Выполняя пайку меди медно-фосфорным припоем, и его аналогами использование флюса не требуется. Для пайки медных деталей с латунными флюс необходим. При их использовании образуется капиллярный зазор с размером от 0,025 до 0,15 мм. Аналогичный зазор при использовании таких припоев составляет от 0 до 0,15 мм
Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием.
Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.
Припой медно-фосфорный Castolin
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней.
При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.Припои этого типа недопустимы для работы со сталью. Дело в наличии фосфора, который способствует образованию пленки.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.
Припой медно-фосфорный Ag 2%
Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера.
Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.
Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Скачать ГОСТ 19738-74
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Особенности серебряных тинолей
Сплавы с содержанием серебра отличаются невысокой температурой плавления и хорошим смачиванием. Этот материал в расплавленном состоянии заполняет все пустоты и поры. При этом швы получаются высокого качества. Средства для стыковки медных труб нашли свое применение при производстве и обслуживаниихолодильных машин.
Пайка твердым тинолем
Твердые средства для пайки используют для капиллярной стыковки и соединения трубопроводной арматуры, которая используется для подачи воды.
Пример пайки припоем серебро 1%
При пайке медных труб используют специальную пасту, газ, вспомогательные инструменты и технологическое оснащение.
При соединении медных деталей твердым припоем необходимо соблюдать все необходимые меры безопасности.
Как паять трубы
Для соединения труб, выполненных из меди и ее сплавов, необходимо использовать определенные материалы и инструменты.
Так, для выполнения работ, потребуется:
- устройство для резки труб из меди;
- газовую горелку;
- состав для пайки медных труб;
- флюс.
Процесс пайки выглядит следующим образом:
- Зачищают обрабатываемый участок.
- Вручную устанавливают фитинг, для этой операции может потребоваться специальный инструмент.
- Используя газовый нагревательный инструмент осуществить нагрев обрабатываемое место до того момента пока не произойдет изменение цвета поверхности.
- На разогретое место укладывают состав для пайки медных труб.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.