Норма расхода электродов на тонну металла
Расчет нормы расхода электродов
В производственном процессе соблюдение высокой точности параметров становится важной необходимостью. При создании металлоконструкций одним из главных способов соединения элементов является сварка, поэтому расход электродов на 1 тонну металлоконструкций становится существенным параметром, который нужно рассчитывать заранее, еще до начала процесса.
Это необходимо как с финансовой точки зрения, чтобы определить смету расходов операций строительства и сборки конструкции, так и для определения запасов необходимых материалов, чтобы не столкнуться с дефицитом.
Стоит уточнить – расход электродов на 1 м шва определяется преимущественно для крупного строительства и больших металлоконструкций, так как для мелких работ этот параметр является несущественным.
Параметры, влияющие на расход
Чтобы произвести расчет расхода электродов на сварочный шов, требуется узнать, что именно оказывает на него наибольшее влияние. К основным параметрам относятся:
- глубина и длина сварочного шва;
- вес наплавленного на соединение металла, который вычисляется относительно массы всей конструкции (в нормативах часто указывается, что максимальным значением является 1,5%, но на практике оно может быть меньшим);
- вес наплавленного металла на 1 метр шва;
- тип сварки.
Таблица расхода электродов
Теоретические и практические расчеты
Нормы расхода электродов при сварочных работах являются табличными значениями, но их можно вычислить и самостоятельно. Существует несколько способов расчета. Один из них основан на использовании коэффициентов. Данный метод подходит для многих сварочных расходных материалов. Он определяется по формуле:
Н = М*К,
М — вес конструкции;
К — специальный коэффициент расхода, который берется из справочной литературы (зачастую его значение 1,5-1,9).
Еще один способ расчета расхода электродов при ручной дуговой сварке основан на учете свойств расходного материала и металлоконструкции. Здесь используется формула:
G = F*L*M,
F — площадь поперечного сечения;
L — длина шва;
M — вес 1 кубического сантиметра расходного материала.
При практическом расчете потребуется выполнить еще такие работы:
- замерить огарки;
- отметить силу тока и напряжение;
- измерить длину соединения.
Погрешность расчетов
Нет идеального способа, который бы обеспечил точные данные. Всегда остается небольшой процент отклонений.
Практические методы, конечно, обеспечивают точность в несколько раз выше, чем теоретические, но и в них все равно остаются погрешности.
На их появление влияют точность выставленного режима, особенности конкретных электродов (часто определяются производителем), работа мастера и многие другие факторы.
Доля погрешности должна учитываться всегда. Стандартно она лежит в пределах 5-7%. Допускаются небольшие отклонения, которые не являются весомой проблемой. Более серьезные неточности могут свидетельствовать о том, что в процессе сварки произошли какого-то рода нарушения.Важно! Даже при максимально точном расчете материалов всегда нужно покупать их с запасом, чтобы в дальнейшем не возникало проблем с бракованными электродами и т.д.
Таблица расчёта расхода электродов по типу соединения
Расчет расхода электродов по параметрам
На 1 кг
В стандартной пачке, как правило, 1 кг электродов. Встречаются и другие варианты, но всегда указывается общий вес расходных материалов, что позволяет точно определить объем покупок после расчетов. Можно просто взять коэффициент расхода конкретной марки и умножить на него требуемое для проведения работ количество материала. Но это даст большую погрешность, так что следует учесть:
- массу металлического стержня без обмазки (которая и берется для расчета);
- диаметр;
- длину (влияет на количество огарков);
- толщину упаковки.
Так как все заводские материалы имеют стандартные значения, то эти данные можно взять из таблицы:
| Диаметр, мм | 2,5 | 3 | 4 | 5 |
| Вес, г | 17 | 26,1 | 57 | 82 |
На 1 тонну
Расчет на 1 тонну производится по тому же принципу, что и расчет на 1 кг. На практике он осуществляется более просто, так как при крупных объемах работ возникает слишком много факторов, которые будут влиять на расход, соответственно, всегда будет большая погрешность. Чаще всего используется метод коэффициентов, указанный выше.
На 1 метр шва
Наиболее простой способ определить расход электродов на 1 метр шва – таблица или онлайн-калькулятор. Математические действия практически всегда одинаковые, а меняются только входные значения. Поэтому на одной формуле построены целые автоматические системы расчета. Их можно сделать и вручную:
Н = Нсв+Нпр+Нпа,
где Н – это показатель расхода;
св — на сваривание;
пр — на прихватки;
па — на правки способом холостых валиков.
Норма расхода электродов на 1 метр шва во время прихваточных работ вычисляется, исходя из количества основной массы наплавочного материала. К расходу нужно добавить 12%, если толщина конструкции меньше 1,2 мм, или 15%, если больше.
Пример нормы расхода электродов для трубопровода
Норма расхода электродов
Расход электродов на тонну металла при монтаже металлоконструкций содержится в нормативных документах. Одним из них является ВСН 452-84. Это один из основных способов получить необходимые для расчета значения, которым пользуются многие предприятия.
Важно! Нормативные значения также предполагают наличие погрешности, которую необходимо учитывать при расчете
Как снизить расходы электродов
Снизить количество требуемых электродов для создания шва можно с помощью применения сварочных полуавтоматов и автоматов. Как правило, при ручной сварке потери составляют на 100% больше. Для промышленных масштабов это серьезный показатель. Использование качественных расходных материалов, в которых нет брака, также помогает снизить расход электродов.
Грамотное выставление режимов оборудования способствует рациональному расходу электродов. Для каждой конкретной марки нужно подбирать свои технические параметры сваривания. Соответственно, точность настройки сварочного аппарата и указанных на нем параметров, что зависит от добросовестности производителя, помогает достичь большей экономии.
Положение сварки также играет большую роль. Потери материала при потолочной и вертикальной сварке значительно выше, чем при тех же процессах, но в нижнем положении. Это связано с разбрызгиванием и обыкновенным скатыванием капель с места соединения.
Заключение
Используя комплексный подход, можно снизить расход электродов на 30% и выше. Для частной сферы расчеты и коэффициенты имеют не такое весомое значение, так как там сварщику приходится сталкиваться с небольшими объемами работ. На производстве же даже 1% неточности может оказать существенное влияние на бюджет.
Расход электродов на шов: таблица и норма расчета расхода на 1 м
О чем данная статья?
- Основные расчетные формулы
- Вычисление дополнительных затрат (поправочный коэффициент)
- Способы экономии
- Виды электродов и их использование
Для того что бы подсчитать расход электродов на шов, необходимо привлекать знающего человека, который разбирается в сварочном деле, потому что мало применять только формулы нужно учитывать специфику работы от которой могут быть дополнительные расходы. Сварщик должен знать методику применяемую в работе и особенности оборудования. Опыт, навыки и знания мастера должны помочь составить правильную смету на работы.
Какие формулы применяются при расчете расхода электродов?
Н = Нсв + Нпр + Нпр.
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
Сталь:
- до 12 мм — 15%
- более 12 мм — 12%
Алюминий:
- до 8 мм — 30%
- более 8 мм — 35%
Титан:
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы.
Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных.
Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
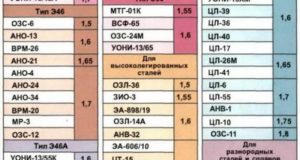
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Что поможет сэкономить средства?
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
Для чего нужны те или иные электроды?
Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
Норма расхода электродов на 1 тонну металлоконструкций
Рассчитывать необходимое количество электродов необходимо еще на первоначальном этапе, когда вы только думаете проводить сварочные работы. Чтобы как можно точнее рассчитать расход электродов. Особенно важно знать, сколько пойдет электродов, когда вы планируете варить большой объем металлических конструкций.
Если вы произведете все расчеты правильно, то сварочный процесс будет протекать по задуманному плану и вам хватит электродов, чтобы закончить работу. Нормой расхода электродов считается максимальная величина абсолютного расхода сварочного материала.
Для того чтобы рассчитать расход электродов при сваривании, есть много методов. К примеру, в некоторых странах используется метод, где определяется расход с помощью массы металла.
По этой причине килограммы становятся единицей измерения. Чтобы рассчитать расход электродов, достаточно произвести расчеты по следующей формуле: Н = М * К(расх.). М – масса металла, К(расх.
) – коэффициент расхода электродов.
Чтобы вычислить массу металла, нужно умножить площадь поперечного сечения свариваемого металла с плотностью и длиной шва. Когда рассчитываете коэффициент расхода электродов, учитывайте, что разбрызгивание металла, угар и длина огарка тоже влияют на расход электродов.
Если вам сложно рассчитать все на теории, то можете сразу перейти к практике. Для этого сделайте некоторые сварочные работы, определите длину шва и рассчитайте нужно количество электродов.
Ниже приведены коэффициенты электродов в соотношении к маркам электродов:
- 2 группа – К(расх.) = 1.5 – марки электродов: ОЗЛ-Э6, ОЗЛ-5, ЦТ-28, ОЗЛ-25Б;
- 3 группа – К(расх.) = 1.6 – марки электродов: ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21;
- 4 группа – К(расх.) = 1.7 – марки электродов: ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9;
- 5 группа – К(расх.) = 1.8 – марки электродов: ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13;
- 6 группа – К(расх.) = 1.9 – марки электродов: АНЖР-2, ОЗЛ-28, ОЗЛ-27;
Теперь, чтобы вам было более понятно, давайте проведем расчеты. Допустим, мы наплавили 5 килограммов металла с помощью электродов ОЗЛ-8. Мы сварили много металла, потом посчитали сечение шва, умножили его на длину швов и умножили на густоту. В результате у нас получилось 5 кг.
Теперь мы умножаем массу наплавленного металла (5) на коэффициент. Для наших электродов он составляет 1.6. Итак, 5 х 1.6 = 8. Получается, чтобы наплавить 5 кг металла нам необходимо приблизительно 8 кг электродов ОЗЛ-8.
Когда проводите расчеты, помните, что нужно быть точным, потому как даже небольшая погрешность может завысить ваши расходы на покупку электродов или, наоборот, вам может не хватить того количества, которое вы уже приобрели.
К примеру, чтобы наплавить тонну металла, нам нужно рассчитать количество электродов. Считаем: 1000 х 1.6 = 1 600 кг электродов ОЗЛ-8.
Неотъемлемой частью процесса возведения любой металлоконструкции является грамотное и точное планирование расхода материалов для составления сметы и подсчета предстоящих финансовых затрат. Вычисляется не только количество задействованного в строительстве материала, но и то, сколько электродов потребуется затратить при проведении сварочных работ.
Умение правильно рассчитывать расход электродов на тонну металлоконструкций — одно из приоритетных требований к профессиональным сварщикам, работающим в крупных компаниях. Без проведения правильных расчетов невозможно узнать точную себестоимость металлоконструкции, предполагаемую прибыль. Все эти нюансы важны для фирм, задействованных в сфере возведения металлических конструкций.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Читать также: Фарфоровые тигли для муфельной печи
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.
Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.
Теоретический расчет
Основан на использовании различных формул. На практике наибольшее распространение получили два типа расчета:
- по коэффициенту;
- по физическим характеристикам.
Первый способ охватывает собой различные категории расходных материалов и вычисляется по формуле: H = M * K , где М — масса подвергаемого сварке металла, а K — специальный коэффициент расхода присадки.
Второй способ основан на характеристиках и применяемого электрода, и подвергаемой сварке металлоконструкции, рассчитывается формулой: G = F * L * Масса проволоки, в которой F — это площадь поперечного сечения, а L — длина шва.
Если первая формула позволяет вычислить расход, то вторая — массу наплавленного металла. Оба расчета являются «табличными», то есть основываются на стандартных показателях, соответствующих определенным маркам электрода, типу металла, величине шва.
Расчет расхода электродов по коэффициенту
Чтобы выполнить вычисление, нужно знать точный коэффициент электрода (K) который, как и другие параметры, указан в приложении РДС 82-201-96 «правил разработки норм расхода материалов в строительстве».
Значение коэффициента варьируется от 1,5 и до 1,9. Меньший показатель соответствует второй группе электродов, а наивысшей шестой. Если при работе используется марка ЦТ-28 из второй группы, показатель K равен 1,5.
Используя математический расчет для определения необходимого количества электродов для наплавки тонны металла, получаем значение 1500 кг, то есть H = 1000 * 1,5. Соответственно, расход возрастает, если применяется марка более возрастной группы, к примеру, НЖ-13, имеющая коэффициент, который равен 1,8.
Практический расчет
Подразумевает определение массы металла и проведение сварных тестовых работ. Когда они завершены, выполняют замер огарка, учитывают напряжение и силу тока, длину выполненного шва. Основываясь на этих данных, определяют число требуемых электродов для сварки шва определенной длины.
Точным вычисление будет в том случае, когда и внешние данные, и угол положения при выполнении основных работ останутся аналогичными тем, которые были во время тестирования. Чтобы избежать неточности определения, эксперимент повторяют от трех до четырех раз. Если соблюсти это условие, расчет получится еще точнее, чем при использовании формул.
Погрешность расчета
Никакой метод вычислений не дает стопроцентной точности. Закупать расходный материал для обеспечения полноценного и непрерывного рабочего процесса рекомендуется с запасом. Необходимо учитывать и возможность наличия в партии электродов бракованных и низкокачественных изделий.
Чтобы не приходилось останавливать сварку, следует увеличить полученные при расчетах данные на пять либо семь процентов. Это гарантировано избавит от различного рода форс-мажорных обстоятельств. Учитывают и то, что количество расходного материала зависит как от технологического процесса, так и от типа заполняемого присадками шва.
Как снизить затраты?
Существует несколько условий, которые позволяют сэкономить на расходных материалах для проведения сварочных работ, но при этом никак не отражаются на качестве:
- Наибольшей экономии присадок позволяет добиться использование полуавтоматического либо автоматического сварочного аппарата. Когда работы проводятся вручную, то потери составляют от пяти процентов и выше. При автоматическом и полуавтоматическом процессе этот показатель вдвое ниже. Если и присадки, и аппарат имеют высокое качество, сокращение расходных изделий будет максимальным.
- Показатели силы тока и напряжения должны полностью соответствовать выбираемому присадочному материалу. Поэтому, настраивая сварочный аппарат, нужно уделять особое внимание этим параметрам.
- Количество затрачиваемых электродов при равных условиях может отличаться. Это обусловлено положением расходного изделия при выполнении сварки. Поэтому многие сварщики предпочитают не ограничиваться формулами и прибегают к практическим расчетам, проводя несколько тестов, чтобы найти «идеальное» положение.
Соблюдение этих трех важных условий и грамотный выбор способа сэкономить позволяет сократить количество требуемого присадочного материала практически на тридцать процентов. Это достаточно внушительная сумма в денежном эквиваленте.
страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
Читать также: Ортофосфорная кислота для автомобиля
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М — масса свариваемой конструкции;
К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Норма расхода электродов на тонну металла
Расход электродов при сварке влияет и на продолжительность, и на производительность рабочего процесса. Ведь отработавший свое штучный электрод нужно заменить новым источником присадочного материала. Поэтому опытные сварщики держат под руками достаточное количество электродов.
Причем электроды еще нужно приготовить, прокалив в сушилке не менее полутора-двух часов. И в этой статье мы расскажем вам, как определяется это «достаточное количество».
Вводные параметры
В качестве вводных данных при расчете количества расходуемых электродов фигурируют следующие параметры:
- Масса наплавки – вес металла, заполняющего стыковочный шов. Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции.
- Габариты сварочного шва, а точнее его длина. Ее измеряют с помощью рулетки по длине стыка. Причем результаты измерения нужно умножить на количество швов в разделе. Ведь глубокие стыки заваривают двумя-тремя швами, которые накладываются последовательно или параллельно.
- Нормы расхода на один погонный метр сварочного шва. Этот параметр определяется, исходя из множества критериев. Поэтому подробную методику определения норм мы приведем ниже по тексту.
Норма расхода электродов на сварку
Норма расхода – это масса наплавки в сварочном шве длиной в один метр.
Причем существуют следующие нормы расхода:
- Операционная, которая вычисляется в зависимости от типа сварочной операции.
- Детальная, которую вычисляют по массе наплавки в процессе сварки одной детали.
- Узловая, которую вычисляют по массе наплавки в процессе сварки конкретного узла металлоконструкции.
То есть, на конкретную норму расхода влияет и технология сварки, и форма сварочного шва и общее количество швов в металлоконструкции, и многое другое. Поэтому конкретные нормы расхода нужно определять либо по теоретическим выкладкам (формулам), либо по практическим наблюдениям.
Расход электродов при сварке труб – теоретические расчеты
Теория процесса расчета расхода электродов заключается в вычислении нормы расхода на один метр шва и делении этой величины на вес одного электрода. В итоге мы получаем норму расхода не в килограммах наплавки, а в поштучном исчислении количества электродов. После этого поштучная норма умножается на метраж, и результат округляется до целого значения (в большую сторону).
Норма расхода в килограммах определяется по массе наплавленного металла: объем раздела длинной в один метр умножается на плотность металла. Причем для упрощения расчета объем раздела можно вычислить, как объем цилиндра с диаметром, равным большей (внешней) стороне стыка.
Полученное значение увеличивают в 1,4-1,8 раза (поправка на огарки от электродов). Причем каждая из шести групп электродов имеет свое значение упомянутого коэффициента. Поэтому конкретные цифры стоит поискать в справочнике.
Формула подсчетов расхода выглядит следующим образом:
Где Н – это нормированный расход на метровый сварочный шов, М — это масса наплавленного металла в шве, к — это коэффициент поправки на огарки.
Сварка электродом — расход на практике
Если вы не сторонник сложных вычислений, то наилучшим способом определения расхода электрода для вас будет следующая методика:
- Вы берете две детали из нужного вам материала и один электрод нужного вам типа.
- Детали размещаются на сварочном столе в определенном положении, которое будет характерно для реальной сварочной операции. То есть вы имитируете условия формирования нижнего, вертикального или полочного шва.
- После этого вам остается только заварить стык между деталями, используя для этих целей один электрод.
- Далее, вы промеряете длину сварочного шва, который получили с помощью одного электрода.
Полученное значение – длину шва из одного электрода – сопоставляют с общей длиной сварочных швов, выходя на рекомендуемое количество прутков с присадочным материалом.
Указанный способ работает ничуть не хуже, чем табличный расчет. А если повторить этот эксперимент три-четыре раза, то среднее значение окажется намного точнее. Но в любом случае отклонения практического способа от теоретического вычисления расхода – малозначительны.
Расход электродов при сварке на 1 тонну металлоконструкций
Качество сварки зависит не только от правильного выбора, но и количества электродов. Без правильного подсчета нельзя составить верную смету, что влечет за собой довольно серьезные проблемы. Расход электродов при сварке на 1 тонну металлоконструкции проводится по специальной формуле. Ничего сложного в выполнении расчетов нет. Главное, учесть определенные показатели.
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки.
Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников.
Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Какие параметры учитываются?
Расход электродов при сварке металлических конструкций зависит от трех критериев:
- Масса наплавки. Представляет собой массу металла, заполняющую стыковочные швы. Данный параметр прописан в технологической сварочной карте. Если брать усредненный показатель, он варьируется в пределах от 1 и до 1,5 процентов от общей массы металлоконструкции.
- Длина сварочного шва. Измеряется с помощью рулетки. Полученную длину умножают на количество имеющихся швов в разделе. Глубокие стыки заваривают последовательно либо параллельно. Они требуют накладывания двух либо трех швов.
- Норма расхода. Это масса наплавки на каждый метр шва. Она может вычисляться двумя способами — для отдельного узла либо по типу проводимой сварочной работы.
Важно! Норма расхода является справочной информацией и прописывается для марки электрода отдельно в нормативных документах.
Кроме того, обязательно принимают во внимание и то, какой именно тип сварного шва делают.
Таким образом, количество присадочного материала, требуемого для сварки на одну тонну металлической конструкции, вычисляют как теоретическим, так и практическим путем.
Метод теоретического расчета
Проводится путем применения разнообразных математических формул. Существует множество разнообразных математический решений, но на практике чаще всего пользуются только двумя:
- По коэффициенту. Охватывает различные расходные материалы и рассчитывается по формуле H=M * K. Первый показатель (M) представляет собой массу металла, подвергаемую сварке, а второй (K) — коэффициент присадки.
- По физическим свойствам. Здесь учитываются характеристики электрода и металлоконструкции, с которой предстоит работать. Формула в данном конкретном случае следующая G=F * L * M, где F — площадь поперечного сечения, L — длина свариваемого шва, а M — масса проволоки.
Между этими двумя математическими формулами есть разница. Первая позволяет подсчитать расход. Вторая дает возможность узнать массу металла, который наплавляют. Обе формулы относятся к табличным. Это означает, что они основаны на табличных данных, которые соответствуют определенной марке, величине стыка и типу металла.
Расчет расхода практическим путем
Проводится опытным путем. Определяют массу металла и выполняют тестовые сварочные работы. Когда они закончены, делают замер огарка с учетом напряжения и силы тока, а также длины выполненного шва.
Эти параметры позволяют подсчитать, сколько электродов потребовалось для данного конкретного участка. Зная длину, не составит труда подсчитать, сколько присадочного материала потребуется для завершения сварки в том или ином разделе.
Точность вычисления вариативна.
Погрешность минимальна лишь в тех случаях, когда угол положения и внешние данные остаются неизменными при проведении дальнейшей сварки. Иными словами, условия останутся аналогичными тестовым. Если не используют формулы, проводят практические расходы, делают от двух и до четырех тестирований.
Это позволяет снизить вероятность погрешности и получить данные, которые будут точнее, нежели при задействовании математических расчетов.Расчет расхода электродов на 1 метр шва: таблица и калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной.
Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва.
Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
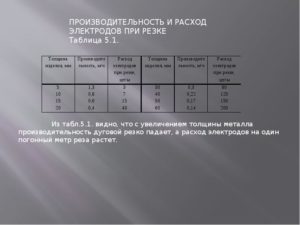
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
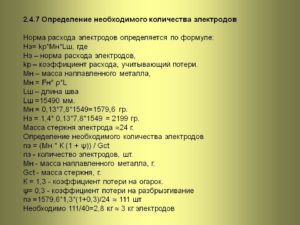
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
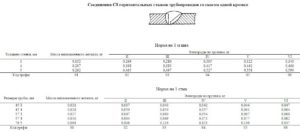
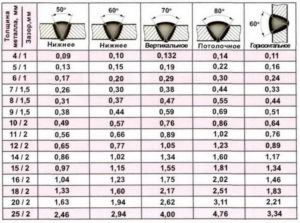
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.