Основные элементы спирального сверла
Основные элементы спирального сверла

Сверление, зенкерование и развертывание являются основными технологическими способами обработки резанием круглых отверстий различной степени точности и с различной шероховатостью обработанной поверхности.
Все перечисленные способы относятся к осевой обработке, т.е.
к лезвийной обработке с вращательным главным движением резания при постоянном радиусе его траектории и движении подачи только вдоль оси главного движения резания.
Сверление — основной способ обработки отверстий в сплошном материале заготовок.
Просверленные отверстия, как правило, не имеют абсолютно правильной цилиндрической формы.
Их поперечное сечение имеет форму овала, а продольное — небольшую конусность.
Диаметры просверленных отверстий всегда больше диаметра сверла, которым они обработаны. Разность диаметров сверла и просверленного им отверстия называют разбивкой отверстия.
Для стандартных сверл диаметром 10…20 мм разбивка составляет 0,15…0,25 мм.
Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка.
Сверление отверстий без дальнейшей их обработки проводят тогда, когда необходимая точность размеров лежит в пределах 12… 14-го квалитетов.
Наиболее часто сверлением обрабатывают отверстия для болтовых соединений, а также отверстия для нарезания в них внутренней крепежной резьбы (например, метчиком).Зенкерование — это обработка предварительно просверленных отверстий или отверстий, изготовленных литьем и штамповкой, с целью получения более точных по форме и диаметру, чем при сверлении. Точность обработки цилиндрического отверстия после зенкерования — 10… 11-й квалитеты.
Развертывание — это завершающая обработка просверленных и зенкерованных отверстий для получения точных по форме и диаметру цилиндрических отверстий (6…9-й квалитеты) с малой шероховатостью Ra 0,32… 1,25 мкм.
Сверла предназначаются для сверления сквозных или глухих отверстий в деталях, обрабатываемых на сверлильных, токарно-револьверных и некоторых других станках. В зависимости от конструкции и назначения различают следующие сверла:
Рис. 2.22.
Спиральные сверла:
а и б — элементы спирального сверла соответственно с коническим и цилиндрическим хвостовиками; в — кромки и поверхности спирального сверла; 1 — рабочая часть; 2 — шейка; 3 — хвостовик; 4 — лапка; 5 — режущая часть; 6 — поводок; 7 — зуб; 8 — винтовая канавка; 9 — поперечная кромка; 10 — кромка ленточки; 11 — спинка зуба
Рис. 2.23.
Углы спирального сверла:
α — задний угол; γ — передний угол; Ψ — угол наклона поперечной режущей кромки; ω — угол наклона винтовой канавки; 2φ — угол при вершине; 1 — задняя поверхность; 2 — передняя поверхность; 3 — режущая кромка
Рис. 2.24.
Формы заточки спиральных сверл:
а — обыкновенная; б — двойная: 1 — главная режущая кромка; 2 — поперечная режущая кромка; 3 — вспомогательная режущая кромка; 2φ — главный угол при вершине сверла; 2φ0 — вспомогательный угол при вершине сверла; Z0 — ширина зоны второй заточки; в — подточка поперечного лезвия и ленточки; г — подточка ленточки: f — ширина ленточки
- спиральные с цилиндрическим и коническим хвостовиками, предназначенные для сверления стали, чугуна и других конструкционных материалов;
- оснащенные пластинками из твердых сплавов, предназначенные для обработки деталей из чугуна (особенно с литейной коркой) и очень твердой и закаленной стали;
- глубокого сверления (одно- и двустороннего резания), используемые при сверлении отверстий, длина которых превышает диаметр в пять раз и более;
- центровочный инструмент (центровочные сверла и зенковки), предназначенный для обработки центровых отверстий обрабатываемых деталей.
Спиральное сверло и элементы его рабочей части приведены на рис. 2.22.
Углы и формы заточки спирального сверла показаны на рис. 2.23 и 2.24. Формы заточек сверл выбирают в зависимости от свойств обрабатываемых материалов и диаметра сверла.
Для повышения стойкости сверла и производительности обработки производят двойную заточку сверла под углами 2φ = 116…118° и 2φ0 = 70…90° (рис. 2.24, б).Подточка поперечной кромки (рис. 2.
24, в) и ленточки сверла (рис. 2.24, г) облегчает процесс сверления отверстий.
Подточка поперечной кромки снижает осевую силу, а подточка ленточки уменьшает трение ленточек о стенки отверстия и повышает стойкость сверл.
При подточке длина поперечной кромки уменьшается до 50 %. Обычно производится подточка сверл диаметром более 12 мм, а также после каждой переточки сверла.
В зависимости от обрабатываемого материала углы при вершине сверл выбирают по табл. 2.10, а задние и передние углы — по табл. 2.11.
Для сверления заготовок из чугуна и цветных металлов применяют твердосплавные сверла. Эти сверла из-за нестабильности работы редко применяют при сверлении заготовок из сталей.
Сверла диаметром от 5 до 30 мм оснащают пластинами или коронками из твердого сплава.
в зоне высоких температур. Сверла с припаянными встык коронками из твердого сплава лишены этих недостатков.
Таблица 2.11. Задние и передние углы сверла
Примечания. 1. Задние углы даны для точек режущей кромки, расположенных на наибольшем диаметре сверла dmax.
2. При расчете угла γ принимают dr= dmax.
Для успешной работы твердосплавных сверл необходимо обеспечить их повышенную прочность и жесткость по сравнению со сверлами из быстрорежущей стали, это достигается увеличением сердцевины до 0,25 диаметра сверла.
Зенкеры предназначены для обработки литых, штампованных и предварительно просверленных цилиндрических отверстий с целью улучшения чистоты поверхности и повышения их точности или для подготовки их к дальнейшему развертыванию.
Зенкеры применяют для окончательной обработки отверстий с допуском по 11… 12-му квалитетам и обеспечивают параметр шероховатости Rz 20…40 мкм.
Конструктивно зенкеры выполняют хвостовыми цельными, хвостовыми сборными с вставными ножами, насадными цельными и насадными сборными.Зенкеры изготовляют из быстрорежущей стали или с пластинами твердого сплава, напаиваемыми на корпус зенкера или корпус ножей у сборных конструкций.
Хвостовые зенкеры (подобно сверлам) крепят с помощью цилиндрических или конических хвостовиков, насадные зенкеры имеют коническое посадочное отверстие (конусность 1:30) и торцовую шпонку для предохранения от провертывания при работе.
Зенкер (рис. 2.25, а) состоит из рабочей части l, шейки l3, хвостовика l4 и лапки е. Рабочая часть зенкера имеет режущую l1 и калибрующую l2 части.
Зенкеры имеют три, четыре, а иногда шесть режущих зубьев, что способствует лучшему по сравнению со сверлами направлению их в обрабатываемом отверстии и повышает точность обработки.
Рис. 2.25.
Зенкер:
а — элементы зенкера: l — рабочая часть; l1 — режущая часть; l2 — калибрующая часть; l3 — шейка; l4 — хвостовик; е — лапка; б — режущая часть зенкера: α — задний угол; γ — передний угол; φ — угол главной режущей кромки; ω — угол наклона канавки зенкера; t — глубина резания; b — режущая кромка: φ1 — угол вспомогательной режущей кромки
Зенкеры из быстрорежущей стали изготовляют хвостовыми цельными диаметром 10…40 мм, хвостовыми сборными с вставными ножами диаметром 32…80 мм или насадными сборными диаметром 40… 120 мм.
Виды сверл: типы, назначение, особенности
Сверла предназначены для создания отверстий в материале – как сквозных, так и несквозных (углублений).
Выпускаются сверла для самых различных материалов, которые используются в производстве и быту: для древесины и ее композитов, металла, бетона, пластика, камня и пр.
Сверление происходит в результате поступательного (вдоль оси) и вращательного движения сверла. Срез материала производится режущими кромками, которые могут иметь различную конфигурацию и углы заточки.
К подвидам сверления относят засверливание (выполнение глухого отверстия) и рассверливание (расширение имеющегося отверстия до большего диаметра).
Существует множество видов сверл, различающихся назначением, конфигурацией рабочей поверхности, способом изготовления, видом материала, для которого они предназначены, и пр.
Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.
Основные элементы спирального сверла — Станки, сварка, металлообработка
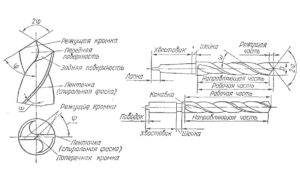
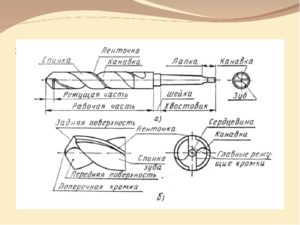
Рис. 1 Части сверла
Основные части сверла.Режущая часть(рис.1). Калибрующая (направляющая,транспортирующая) часть. Эти две частиобразуют рабочую часть сверла.Соединительная часть (шейка). Хвостоваячасть.
Рабочая частьсовместно с режущейи калибрующей частями образует двевинтовые канавки и два зуба (пера),обеспечивающих процесс резания.
Калибрующая частьсверла,предназначенная для удаления стружкииз зоны резания. Калибрующая часть повсей своей длине имеет ленточку исовместно с ней служит для направлениясверла в отверстии.
Шейкау сверл служит для выходашлифовального круга, а также длямаркировки сверл.
Хвостовая частьбывает цилиндрическойили конической с конусом Морзе. На концехвостовой части имеется поводок илилапка.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию ихарактеризуется диаметром и длинойсверла, шириной и высотой ленточки,диаметром спинки, центральным угломканавки, шириной зуба (пера) и диаметром(толщиной) сердцевины.
Диаметр сверла (d).Выбор диаметра сверла зависит оттехнологического процесса полученияданного отверстия.
Ленточка сверла.Обеспечиваетнаправление сверла в процессе резания,уменьшает трение об поверхность отверстияи уменьшает теплообразование.
Шириналенточки бывает от0,2–2мм в зависимостиот диаметра сверла. Ширину ленточкивыбирают:
при обработке легких сплавов равной
f=1,2+0,2682ln{d-18+[(d-18)2+1]1/2};
при обработке других материалов
f=(0,1…0,5)d1/3.
Высота ленточки обычно составляет0,025dмм.
Для уменьшения трения при работе наленточках делают утонение по направлениюк хвостовику, т.е. обратную конусностьпо диаметру на каждые 100 мм длины. Длябыстрорежущих сверл обратная конусностьпо диаметру составляет 0,03-0,12 мм. Длятвердосплавных сверл – 0,1-0,12 мм.
Сердцевинасверлавлияет на прочность и жесткость,характеризуется диаметром сердцевины–dо. Величинадиаметра сердцевины выбирается взависимости от диаметра сверла. Дляповышения жесткости и прочности сверлаего сердцевина утолщается к хвостовикуна 1,4-1,8 мм на каждые 100 мм длины.
Перемычка сверла оказывает влияние напроцесс резания.
Режущие элементы сверла. Рабочаячасть сверла (см. рис.) имеет шестьлезвий (режущих кромок). Двеглавныережущие кромки(1-2, 1’-2’).
Двевспомогательных кромки(1-3,1’-3’) расположенных на калибрующейчасти и служащие для направления сверлав процессе работы. Двепоперечныекромки(0-2, 0-2’) образующие перемычку.Все эти лезвия расположены на двухзубьях и имеют непрерывную пространственнуюрежущую кромку, состоящую из пятиразнонаправленных отрезков (3-1, 1-2, 2-2’,2’-1’, 1’-3’).
Геометрические параметры сверла
Угол при вершине сверла — 2.Для быстрорежущих сверл 118-120о,для твердосплавных 130-140о. Уголвлияет на производительность и стойкостьсверла, на силы резания, длину режущейкромки и элементы сечения стружки.
Угол наклона поперечного лезвия(перемычки)-(=50-55о).
Угол наклона винтовых канавок сверлаоказываетвлияние на прочность, жесткость сверлаи стружкоотвод.
Рекомендуется для хрупких материалов=10-16о,для обработки материалов среднейпрочности и вязкости —=25-35о, для обработки вязких материалов —=35-45о.
Угол наклона винтовой канавки в данномсечении хопределяется по формуле
где r– радиус сверла;
rх–радиус сверла в рассматриваемой точке.
Шаг винтовых канавок р.
где D– диаметр сверла.
Диаметр сердцевины сверла – doили Кпринимают равнымК=(0,125…0,145)D.
Для упрочнения инструмента диаметр Кувеличивается к хвостовику сверла на1,4 – 1,8 мм на 100 мм длины.
Диаметр спинки зуба сверлаqвыбирают по зависимостиq=(0,99…0,98)D.
Профильстружечных канавок.
Угол стружечной канавкиθпри обработке легких сплавов равен116о, других материалов 90…93о.
Радиусы дуг, образующих профильвинтовой канавки сверла принимаютсяравнымиRк=(0,75…0,9)D,rк=(0,22…0,28)D,а центры дуг лежат на прямой, проходящейчерез центр поперечного сечения сверла.
Ширина пера.Различают ширину перав нормальном к оси сечениюВои в сечении, нормальном направлениюстружечной канавкиВ, которуюуказывают на чертеже инструмента. ШиринупераВоопределяют внормальном к оси сверла сечении поформуле:
Передний угол главных режущих кромок.Угол является величиной переменной,наибольшее его значении на перифериисверла, а наименьшее – в центре. Уголможет быть определен в нормальномN—N(N)сечении. Максимальное значение находитсяпо формуле
Передние углы на поперечной режущейкромкеимеют большие отрицательныезначения (могут достигать -60о).Меняются по длине кромки. Наибольшеезначение в центре сверла.
Это приводит к следующему: режущаякромка не режет, а вдавливается в металл.На это тратится 65% осевой силы резанияи 15% крутящего момента. Для уменьшенияосевой силы уменьшают угол при вершинесверла, при этом крутящий моментвозрастает и улучшаются его режущиесвойства.
Задний угол главных режущих кромок —образуетсяна режущей части сверла на главных ипоперечных режущих кромках. Являетсяпеременным и измеряется в нормальноми цилиндрическом сечениях.
Минимальное значение принимает напериферии сверла, максимальное – вцентре. Эпюра углов показана на рисунке.Для сверл из быстрорежущих сталейпринимается =8-15о.Для твердосплавных=4-6о.
Изменение передних и задних углов впроцессе резания. В процессе резанияпередние и задние углы меняются иотличаются от углов заточки. Их называюткинематическими или действительнымиуглами резания. Наибольшее значениепри сверлении имеет кинематическийзадний угол.
Кинематический задний угол кизменяется вдоль главной режущей кромкисверла. Зависит от подачи и радиусарассматриваемой точки режущего лезвия.Для обеспечения достаточного значениязаднего угла в процессе резания егоделают переменным вдоль режущей кромки.На периферии 8-14о, а у сердцевины20-25ов зависимости от диаметрасверла.
Сверло спиральное: описание, применение
В арсенале как домашнего, так и профессионального мастера должно быть множество различных инструментов. Сверла незаменимы для осуществления целого спектра работ.
Сегодня их существует множество разновидностей. Однако сверло спиральное получило наибольшее распространение. Это объясняется рядом его особенностей и функций.
Устройство этого инструмента, а также сфера его применения заслуживают особого внимания.
Общие сведения
Сверло представляет собой режущий элемент инструмента, который делает отверстия в различных материалах. Их существует множество разновидностей. Подбирают тип фрезы, исходя из особенностей и условий работы. По своим характеристикам сверла для перфоратора, дрели должны быть тверже, чем материал.
Назначение сверл разное. Они могут применяться для обработки металла, дерева, бетона, стекла, кафеля. У каждого инструмента в зависимости от назначения существуют свои особенности.
Наибольшего распространения сегодня получило сверло спиральное. Его еще называют винтовым. Оно имеет цилиндрическую форму и имеет ряд конструктивных особенностей.
Устройство сверла
Сверло спиральное имеет три основных элемента. Это рабочая часть, хвостовик и шейка фрезы. В первом отделе находятся две спиральные винтовые канавки. Это режущий элемент. Также они хорошо отводят стружку с рабочего места. Если техника обладает такой возможностью, именно по этим канавкам подается смазочный материал в область сверления.
Рабочая часть состоит из режущего и калибровочного отдела. Последнюю еще называют ленточкой. Это узкая полоса, которая продолжает поверхность канавки на фрезе. Режущий отдел состоит из двух главных и двух вспомогательных кромок. Они расположены вдоль цилиндра фрезы по спирали. Также к этой части относят поперечную кромку. Она имеет конусообразную форму и расположена на конце сверла.
Чтобы надежно закрепиться в станке или ручном инструменте, фреза обладает хвостовиком. Он может обладать лапкой для изъятия сверла из гнезда или поводок. Последний обеспечивает передачу крутящего момента от патрона инструмента.Шейка нужна для выхода абразивного круга, когда осуществляется шлифовка рабочей части.
Особенности изделия
Сверла для перфоратора, станка, которые имеют спиральную форму, сегодня наиболее популярны. Это объясняется их особенными характеристиками.
Они хорошо направлены в отверстии, а также имеют большой запас под переточку. Из-за особенностей конструкции такая фреза хорошо отводит стружку и легко подает смазывающие материалы к рабочей поверхности.
Эти особенности делают представленную разновидность сверл очень популярной.
Для правильного обозначения геометрических параметров существуют свои обозначения. Диаметр сверла при этом может быть самым разным. Однако обозначения остаются одни и те же. Угол кончика при вершине именуется как 2φ. Наклон канавок обозначается буквой ω, а концевой поперечной кромки – ψ. Передний угол на чертежах именуется как γ, а задний – α.
Все вместе эти показатели называются геометрией сверла. Она отражает положение канавок, режущих кромок, а также их углы наклона.
Разновидности инструмента
Классификация фрез берет во внимание такой важный показатель, как форма хвостовика. Она может быть следующих разновидностей:
- Фреза с цилиндрическим хвостовиком (ГОСТ 2034-80).
- Сверла с коническим хвостовиком (ГОСТ 10903).
- Инструмент с коническим хвостовиком (ГОСТ 22736).
Чтобы мастер имел возможность выполнить все поставленные перед ним задачи, сверло выпускают различных типов. В первом варианте фреза крепится в трехкулачковом патроне или другом предназначенном приспособлении.
Сверло спиральное с цилиндрическим хвостовиком может быть изготовлено в коротком, среднем и длинном исполнении. Такой инструмент имеет 3 класса точности: повышенная (А1), нормальная (В1) и нормальная (В). Они могут изготавливаться как сварным, так и цельным способом. Хвостовик не должен иметь кольцевые трещины, непровар или поверхностные раковины.
Конические разновидности крепятся непосредственно в шпинделе оборудования иди переходной втулке (если размер не совпадает).
Конический хвостовик
При изготовлении фрезы с коническим хвостовиком представленного типа используют несколько разных стандартов. Сверло спиральное (ГОСТ 10903) применим для изделий нормальной длины.
К этой группе также относится еще несколько стандартов, которые используют в процессе изготовления длинных, удлиненных фрез. Эти инструменты могут выпускаться с шейкой или без нее.
Причем ее размер никак не регламентируется.
Фреза с коническим хвостовиком (ГОСТ 22736) регламентирует выпуск изделий диаметром 10-30 мм, которые имеют твердосплавную пластину. Они могут быть выполнены в укороченном или нормальном виде. Класс точности для этих изделий может быть повышенным (А) и нормальным (В).Сверла с коническим хвостовиком диаметром более 6 мм изготавливаются сварным способом. Для более узких сечений допускается применять цельный тип изготовления.
Сверла для металла
Помимо разбивки фрез по принципу формы хвостовика, существует классификация относительно материала обработки. Фреза может быть предназначена для металла, бетона, существует также сверло по дереву. Спиральное рабочее место применимо для всех разновидностей материала. Разница заключается только в конструкции инструмента.
В зависимости от типа металла подбирают тип сверла. Они применимы для легированных, нелегированных сталей, чугуна, сплавов, цветных металлов. Иногда их применяют для обработки твердых пластмасс. От толщины и твердости рабочей зоны зависит долговечность использования изделия. Это универсальный тип инструмента. Сверло по металлу может полноценно просверлить отверстие даже в древесине.
Если инструмент медленно погружается и сильно нагревает материал, требуется производить его заточку. Если его диаметр не превышает 12 мм, процедура проводится вручную. Но для большего размера фрезы применяется для заточки специальное оборудование.
Сверло по бетону
Одним из самых трудных в обработке материалов является бетон. Он требует применения инструмента с особыми наварными пластинами из твердого сплава. Их принято называть победитовыми. Сегодня любые твердосплавные насадки именуют таким образом.
Такой инструмент в процессе обработки материала оставляет отверстия диаметром больше, чем само сверло. Это связано с его биением. Если применяется дрель, хвостовик сверла может быть цилиндрическим. Для перфоратора применяют другой тип крепления. Он называется SDS. Их существует несколько типов. Такая система позволяет быстро менять насадки в перфораторе и прочей технике.
Точить такие сверла возможно. Однако следует следить, чтобы инструмент не перегрелся. В противном случае может отвалиться твердосплавная пластина.
Сверло по дереву
Подходящее сверло по дереву спиральное изготавливают из обычной высокопрочной стали. Такой материал не выдвигает серьезных требований к материалу фрезы, его форме. Это самое обыкновенное сверло. Довольно просто можно завинтить в мягкую древесину или ДСП обычный саморез. Для этого не потребуется применять сверло. Однако существуют такие ситуации, где без него не обойтись.
Если требуется сделать отверстие до 600 мм глубиной, следует применять винтовые разновидности фрезы. Их диаметр может быть от 8 до 25 мм. Длина их может быть разная. Это удобно, если нужно сделать несквозное или сквозное отверстие. Если требуется, используют удлинитель.
При проведении высверливания бурав после нескольких оборотов достают из материала, очищают от стружки. Затем продолжают работу. Их длина может составлять 300, 460 и 600 мм.
Ознакомившись с основными характеристиками и способом применения такого инструмента, как сверло спиральное, каждый может подобрать для себя правильную разновидность. Это очень популярный тип фрез. Их неповторимые качества, широкий спектр применения делают их очень востребованными.
Основные понятия о процессах обработки отверстий и режущем инструменте, используемом на сверлильных станках

Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.).
Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания.
Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку.
Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется.В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше.
Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки.
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых.
Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей.
Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином.
В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки.
Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом.
Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Основные части сверла

Рис. 1 Части сверла
Основные части сверла.Режущая часть(рис.1). Калибрующая (направляющая,транспортирующая) часть. Эти две частиобразуют рабочую часть сверла.Соединительная часть (шейка). Хвостоваячасть.
Рабочая частьсовместно с режущейи калибрующей частями образует двевинтовые канавки и два зуба (пера),обеспечивающих процесс резания.
Калибрующая частьсверла,предназначенная для удаления стружкииз зоны резания. Калибрующая часть повсей своей длине имеет ленточку исовместно с ней служит для направлениясверла в отверстии.
Шейкау сверл служит для выходашлифовального круга, а также длямаркировки сверл.
Хвостовая частьбывает цилиндрическойили конической с конусом Морзе. На концехвостовой части имеется поводок илилапка.