Отбортовка кромок листового металла
Правила разделки кромок перед сваркой
Проплавление металла толщиной 5 мм и более довольно трудная задача при использовании ручной дуговой сварки. Получение качественного шва в этих условиях затруднительно даже для опытных сварщиков.
По этой причине ГОСТами и другими руководящими документами предписывается формировать соответствующим образом кромки заготовок. Разделка кромок под сварку делается при выполнении практически всех угловых и стыковых соединений.
Обязательная подготовка
Единственной задачей разделки кромок является желание получить качественный надежный шов. Разделку проводят так, чтобы электрод легко мог достать до нижних слоев и проварить изделие по всей толщине.
Подготовка кромок перед сваркой проводится в любом случае. Она может быть:
- без разделки;
- с отбортовкой;
- с разделкой.
Обязательный подготовительный этап заключается в очистке торцовой и прилегающей области от всевозможных механических и жировых загрязнений, оксидных пленок, ржавчины на расстояние не менее 20 мм в соответствии с ГОСТ.
Зачистка стыков под сварку может производиться вручную с использованием наждачки, щетки с металлической щетиной, напильника, шлифовальной машинки или с применением химических реагентов.
После того как детали собраны в узел, который предстоит варить, и зафиксированы, правильно обработать кромки уже не получится.
Подготовку стыков рекомендуется делать при толщине стенок свариваемых деталей 5 мм и более. Односторонняя отбортовка выполняется при сварке стыковых и угловых соединений.Двухсторонняя отбортовка производится при стыковой сварке. В целом разделка заключается в придании кромкам определенной формы, в результате чего они становятся тоньше.
Скосы
Стыки с разделкой кромок бывают с односторонним скосом одной или двух кромок и с двусторонним скосом одного или двух стыков. Скосы могут быть прямолинейными или криволинейными, с притуплением или без него.
При односторонней сварке разделку стыков делают в виде буквы V или U. При сварке с обеих сторон реализуется K или X-образные разделки. Разделка для односторонней сварки более трудоемка, чем при сваривании с двух сторон.
Выбор скосов кромок под сварку определяется конструкцией свариваемых изделий, толщиной металла и диаметром электрода. Форму разделки определяет угол и форма скоса, а также высота притупления.
Притуплением называют нескошенную часть стыка. Оно нужно для правильного образования сварного шва и предотвращения прожога. Притупление бывает толщиной от 1 до 3 мм.
Иногда обходятся совсем без него. Тогда предусматриваются специальные мероприятия предотвращающие прожог сварного шва. Сваривание производят на подкладке, основе из флюса или используют замковое соединение.
При использовании ручной электродуговой сварки подготовку кромок у металла толщиной менее 5 мм не делают. Если изделие более толстое, то обычно используют одностороннюю симметричную разделку с углом в 60 °-80 °и притуплением 1-3 мм.
Для соединений в стык с К-, V-, и Х-образной обработкой кромки, совокупный угол скоса равен 45 °-55 °, а при сваривании с подкладкой – 10 °-12 °. Эти параметры влияют на свойства шва и прямо определяют его характеристики.
Методы резки
Разделка кромки заключается в том, что с торца детали снимают часть металлы под углом. Угол определяют между плоскостью торца и образовавшегося скоса.
Разделку можно провести механическим способом и термическим. Впоследствии, в зависимости от качества образованной поверхности, проводится механизированная или ручная доработка.
Механизированная доработка осуществляется на расточном оборудовании для тел вращения. Для прямолинейных поверхностей используются фрезерные станки или пневматические шлифовальные машины.
Если специального оборудования нет, то поверхность под сварку можно доработать вручную с помощью зубила и напильника.
Термические методы разделки кромок – это газовая (при помощи кислорода), плазменная и лазерная резка. При терморезке можно получить К-, V-, и Х-образные скосы кромок. К механическим методам относятся фрезеровка, строгание, резка абразивом и долбежными устройствами.
Особенности методов резки
При газовой кислородной резке легированных сталей свободный углерод образует карбиды, удалить которые очень трудно. Поэтому подготовку таких сплавов, как хромированная нержавейка, например, проводят другими способами. Газовую разделку кромок применяют в основном к углеродистым сталям.
Качество термической резки, проведенной вручную, почти всегда оставляет желать лучшего, поэтому требуется дополнительно обрабатывать срез абразивом. К тому же изменяется состав и свойства верхнего слоя, что приводит к деформации изделий.
Плазменная резка позволяет получить качественный срез практически любых металлов. В роли плазмообразующего газа применяют воздух. Переносные устройства терморезки оснащаются газовыми и плазменными горелками. При установке трех горелок можно делать скосы кромок К-образной формы.
При машинной термической резке, качество кромок получается высоким, и удовлетворяет требованиям ГОСТов. Лазерная разделка кромок используется, когда ее нечем заменить, стоит она очень дорого.Механическая резка обеспечивает получение качественных скосов кромок. К достоинствам относится создание скосов сложной формы. Но есть и существенные недостатки, среди которых невысокая производительность и трудность формирования кромок на крупных заготовках.
При формировании двусторонних скосов механическим методом требуется кантовка заготовок. Резка стыков абразивами является вредным производством и требует много ручного труда. Элементы абразива вызывают трещины.
Оборудование для механической разделки
Основные механические способы подготовки стыков – это фрезеровка, строжка, долбежка и резка абразивом.
Кромкострогальные станки используются при разделке стыков прямолинейных заготовок и позволяют получать любые виды разделки кромок. Кромкофрезерное оборудование может работать с криволинейными заготовками.
Переносные устройства используют, чтобы подготавливать стыки трубопроводов. Кромкоскалывающее оборудование работает на высокой скорости, но кромки требуют дальнейшей доводки.
Для доводки стыков абразивом применяют шлифовальные машинки. Данная обработка используется после фрезеровки изделий из нержавейки и алюминия.
Все методы разделки кромок имеют свои полюсы и минусы, все зависит от конкретики, вида обрабатываемых заготовок, условий работы и требуемой точности обработки.
Делаем ручной кромкогиб своими руками. Чертежи и видео

Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом.
Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала.
Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов.
Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко.
Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки.
Общий вид приспособления представлен на рисунке.
Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Кромкогиб ручной своими руками: чертежи, разновидности станка
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм.Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
- На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см.
- К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка.
- На концах рабочей части прижима делаются выборки.
- Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием. При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости.
- На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин.
- После проверки правильности положения щеток их приваривают к основанию устройства.
- В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты.
- К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки.
- Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки.
- К металлическому уголку самодельного кромкогиба приваривается ручка.
Чертеж гибочной балки (нажмите для увеличения)
Чертеж нижней балки (нажмите для увеличения)
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
обзор изготовления первого варианта кромкогибочного станка можно детально увидеть в представленном ниже видеоролике.
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
Внешний вид Сборочный чертеж Чертеж рукоятки с нижней губкой
Чертеж внутренней детали Чертеж рукоятки с верхней губкой Чертеж рычага
Весь ход работ детально кромкогиба данного вида подробно показан на видео ниже.
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций.
Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
И в заключение еще один вариант изготовления самодельного кромкогиба в видеоформате.
Отбортовка кромок листового металла
Отбортовка
Категория:
Медницко-жестяницкие работы
Отбортовка
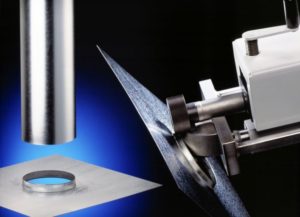
Отбортовкой называется процесс загиба кромки на изделиях цилиндрической или овальной формы. Она сопровождается некоторым растяжением материала, величина которого зависит от свойств и толщины его, угла отбортовки и размера кромки.
Чтобы при растяжении на материале не образовались трещины, перед отбортовкой материал переводят в пластическое состояние.
Отбортовка выполняется ручным и машинным способами и нужна при подготовке баков к пайке, сварке и при изготовлении фланцев.
Отбортовка вручную на наковальне или скребке
При отбортовке вручную используются деревянный молоток, наводильник, выколоточный молоток, гладиль-ник, наковальня, скребок, стойка, плита.
При работе большое значение имеет подбор соответствующего инструмента: например, при отбортовке кромки по кривой большого радиуса следует брать наводильник более тупой, чем при отбортовке по кривой малого радиуса. Кромки рабочей части наковальни или скребка должны быть немного округлены, чтобы загибаемая кромка плотно прилегала к поверхности опорного инструмента.
Прежде чем приступить к отбортовке, тщательно подготавливают кромку изделия: обрезают по разметке, опиливают напильником и зачищают шкуркой, чтобы на материале не оставалось заусениц и надрезов, которые при загибе кромки могут привести к ее разрыву. В зависимости от ширины кромки и вида изделия существует несколько приемов отбортовки:
1. Отбортовка патрубка. Перед отбортовкой намечают ширину кромки, которая будет отбортовываться. Затем раздают (расколачивают) края патрубка на расстоянии, превышающем ширину кромки на 10—15 мм. Например, если ширина кромки 30 мм, то края патрубка раздают на расстоянии 40—45 мм. Это делается для того, чтобы при отбортовке в месте сгиба не получилось сужения патрубка в виде шейки.
После этого устанавливают патрубок на наковальню или стойку и наносят удары деревянным молотком или наводильником равномерно по всей кромке наискось, не ударяя по одному и тому же месту. Кромка должна быть плотно прижата к поверхности наковальни или стойки. Чем больше ширина кромки, тем осторожнее нужно наносить удары, так как могут появиться трещины.
Отбортовку на 90° проводят постепенно, за три прохода, равномерно поворачивая патрубок на наковальне. Если в процессе отбортовки материал нагартовался, т. е. стал хрупким и звонким, то для увеличения его пластичности необходимо подвергнуть его термообработке.
После окончания отбортовки кромку выправляют гла-дильником, размеряют требуемую высоту ее и обрезают.
2. Отбортовка фланца и стенки бака. Отбортовку фланца на плоском изделии проводят на наковальне ударами наводильника за несколько переходов таким же образом, как было описано выше.
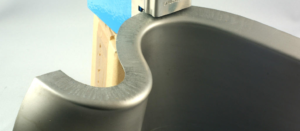
Иначе выполняется отбортовка фланцев, если ее приходится делать на объемных изделиях, например на стенках баков. В этом случае для отбортовки применяют приспособления, простейшим из которых является роликовая поддержка.
Изменяя ширину и глубину канавки ролика, можно получить различную высоту отбортованной кромки.Заведя поддержку внутрь бака так, чтобы кромка перекрывала канавку ролика на 2—3 мм, правой рукой наносят равномерные удары металлическим молотком или наводильником, а левой рукой поддерживают и передвигают роликовую оправку вокруг отверстия. Окончательно кромку выправляют шариковым молотком.
Если отбортовку делают в местах соприкосновения стенки бака к силовому каркасу, то сначала отгибают кромку на 30—40° с помощью клинообразной поддержки и молотка с квадратным бойком, а затем отбортовывают кромку до 90° шариковым молотком.
В тех случаях, когда кромка загибается внутрь бака, отбортовка производится с помощью бородка и металлического молотка.
Отбортовка вручную с помощью оправок и шаблонов
Оправки и шаблоны для отбортовки кромок облегчают работу и повышают качество изготовления изделия.
Оправки для отбортовки изделий из алюминия и его сплавов изготовляют из твердых пород дерева. Для от-бортовки изделий из листовой стали применяют оправки из алюминия или конструкционной стали. Рабочие поверхности оправок и шаблонов тщательно обрабатывают и отшлифовывают, так как всякие неровности приводят к порче изделия.
Перед отбортовкой кромку изделия обрезают, опиливают напильником и зачищают шкуркой.
Прежде чем зажать изделие в оправку или шаблон, его кромку отбортовывают на наковальне. Затем, зажав изделие в оправку или шаблон, окончательно отбортовывают кромку равномерными несильными ударами деревянного молотка.
Отбортовка считается законченной, если материал кромки прилегает всей поверхностью к рабочей части оправки.Кромку обрезают по разметке и опиливают напильником.
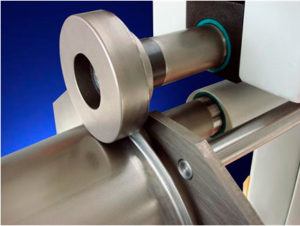
Отбортовка на зигмашине
Отбортовка кромок цилиндрических изделий на зигмашине проводится с применением роликов соответствующей формы и размеров. Кромки шириной до 10— 12 мм на изделиях, изготовленных из материала толщиной до 0,5 мм, отбортовывают на ручной настольной зигмашине.
Кромки большей ширины на изделиях, изготовленных из материала толщиной свыше 0,5 мм, отбортовывают на стационарной приводной зигмашине.
Отбортовка выполняется по упору за несколько проходов. При первом проходе изделие удерживают горизонтально, при втором — опускают на небольшой угол к горизонту (5—10°). Затем с каждым новым проходом угол увеличивают, доводя его до требуемой величины.
Покоробленное изделие правят на плите. Кромки после отбортовки обрезают по разметке п опиливают напильником.
Читать далее:
Разводка
Книга Жестяницкие работы. Фальцовка, отбортовка, посадка и выколотка металла читать онлайн бесплатно, автор на Fictionbook
Скачать полностью
Фальцовкой называется операция получения неразъемных соединений при помощи фальцевых швов. Фальцевые соединения наряду с другими способами неразъемных (клепка, пайка, сварка) широко применяют при изготовлении изделий из листовой стали, меди и латуни.
Воздуховоды и фасонные части приточной и вытяжной вентиляции, сосуды для хранения жидкостей и сыпучих тел и многие другие металлические изделия изготовляют из листовых заготовок разной формы и размеров, соединяемых между собой фальцевыми швами.
Фальцевый шов представляет собой такое соединение, в котором две листовые заготовки скрепляются предварительно отогнутыми кромками, плотно прижатыми друг к другу. Фальцевые швы по конструктивному выполнению разделяют на одинарные, двойные, полуторные (комбинированные) и угловые, по виду – на стоячие и лежачие, а по расположению в изделиях – на продольные и поперечные.
Одинарные лежачие фальцы применяют при изготовлении продольного замыкающего шва на воздуховодах всех размеров, промежуточных продольных швов на воздуховодах из листовой стали весом более 6.5 кГ/м2, а также во всех жестяницких изделиях, не требующих повышенной плотности и прочности.
Двойные лежачие фальцы применяют при изготовлении изделий, которым предъявляются повышенные требования в отношении плотности шва и его прочности, например промежуточных продольных швов на воздуховоде из листовой стали весом до 6.5 кГ/м2.
Полуторные (комбинированные) фальцы обладают почти такой же прочностью, как и двойные лежачие швы, поэтому их применяют в тех случаях, когда затруднительно или вовсе нельзя выполнять двойной лежащий фальц.
Одинарные и двойные стоячие фальцы применяют в сочетании с лежачими фальцами для поперечного сечения звеньев воздуховодов круглого сечения, отводов и других изделий, когда этим изделиям требуется придать наибольшую жесткость.
Одинарные угловые и угловые комбинированные фальцы применяют при изготовлении изделий прямоугольного сечения, например воздуховодов прямоугольного сечения и т.д.Реечные фальцы применяют для соединения заготовок воздуховодов прямоугольного сечения.
Донные простые фальцы, донные на свалку, «в утор» применяют для соединения обечаек и днищ жестяницких изделий, например паяльных баков из оцинкованной стали, ведер цилиндрической и конической формы и др.
Ширина фальцев зависит от толщины листовой стали или ее веса, а также назначения шва. Для продольных фальцев, изготовляемых из листовой стали толщиной 0.5 мм, ширину фальца принимают 6-8 мм, из стали толщиной 1 мм – 10-12 мм.
Верстаки и инструменты для фальцовки металла
Все работы по фальцовке металла выполняют на кровельном верстаке, на краю которого (к одной из длинных его сторон) укреплен стальной брусок. На верстаке укреплены скобы, предназначенные для закрепления в них рельсовой оправки, трубы или квадратной оправки сечением 50х50 мм.
Оправки с одного конца должны быть обрезаны под углом 45º и закреплены на верстак таким образом, чтобы они обрезанными концами выступали за край верстка примерно на 500 мм.
Гибку кромок, осаживание и подсечку фальцевых швов выполняют ударными инструментами: деревянными молотками-киянками, кровельными стальными молотками-ручниками весом 400-600 г, кровельными стальными молотками-косяками весом до 1500 г. К ударному инструменту относятся также фальцмейсели, предназначенные для обжатия и подсеки фальцевого шва снаружи.
Разметочные работы при изготовлении фальцевых швов выполняют при помощи чертилки, кернера, разметочного циркуля, линейки и очертка.
Для измерения заготовок и фальцевых швов применяют стальные масштабные линейки, штангенциркули, угольники 45 и 90º.
Вспомогательным инструментам относятся прочищалки и фальцеправки.
Прочищалки предназначены для проверки параллельности изгибаемых кромок листов при изготовлении двойного лежачего шва.
Фальцеправки применяют для выравнивания кромок листов при изготовлении двойного лежачего шва.
Изготовление одинарного лежачего фальца ручным способом
Одинарные лежачие фальцы изготовляют шириной 8, 10 и 12 мм, поэтому прежде чем приступить к изготовлению одинарного лежачего фальца, устанавливают, какую он должен иметь ширину, а также определяют ширину отгибаемых кромок на листах деталей в зависимости от ширины фальца В, а именно: для фальцев шириной В=8 мм – 6 и 7 мм, при В=12 мм – 8 и 10 мм, при В=10 мм – 7 и 8 мм.
При этом первые числа, т.е. 6, 7 и 8 мм, будут определять ширину кромки на листе детали 1, а вторые, т.е. 7, 8 и 10 мм, ширину кромки на листе детали 2.
Одинарный лежачий фальц изготовляют в такой последовательности.
Первая операция. Прочерчивание риски на листе детали 1. Лист детали 1 кладут на верстак и на его поверхности очерткой прочерчивают риску на расстоянии 6 мм от края для фальца шириной 8 мм; 7 мм – для фальца шириной 10 мм; 8 мм – для фальца шириной 12 мм.
Вторая операция. Отгиб кромки под прямой угол на листе детали 1. Лист детали 1 кладут на верстак так, чтобы риска совместилась с кромкой уголка, затем отгибают кромку вниз на 90º ударами киянки.Чтобы лист при отгибке кромки не перемещался, левой рукой придерживают его к краю уголка. Кроме того, для предотвращения смещения листа во время отгибки кромки на каждом его конце делают маячниковый отворот, т.е. изгибают концы по ширине и длине равными ширине кромки.
Для чего выполняется разделка кромок при сварке

В перечень подготовительных работ при сварке металлов входит обработка кромок, эту процедуру называют разделкой. Она связана с изменением размеров и формы стыков.
Разделку целесообразно применять при сварке изделий, толщина которых превышает 5 мм. Об этом знает каждый сварщик, однако не каждый начинающий мастер понимает необходимость данной процедуры.
Предварительная подготовка, связанная с обработкой кромок, направлена на решение двух основных задач:
- обеспечение доступа к корню шва;
- обеспечение проварки металла по всей толщине заготовки.
Несмотря на все положительные моменты, разделка обладает и некоторыми минусами.
- Во-первых, мастер должен знать технологию обработки, о которой будет сказано ниже.
- Во-вторых, операции с кромками неизбежно приводят к увеличению зоны шва, а это, в свою очередь, чревато повышенным расходом материалов.
Оптимальными считаются условия, когда подобной подготовки проводить не нужно. Все работы сводятся к изготовлению отбортовок. Но их применимость весьма ограничена, и в качестве ограничения выступает толщина металла.
Зачастую работы по разделке сводятся к получению фасок. Они бывают односторонними или двусторонними. Односторонняя фаска выполняется при формировании одностороннего шва.
Двусторонняя предусмотрена перед ведением работ на лицевой и изнаночной стороне.
- Назначение
- Виды
- Методы
- Примеры
Назначение
Несмотря на то, что разделка кромок считается одним из этапов подготовки к сварке, к этой работе сразу приступать нельзя. Ей предшествует зачистка, которая подразделяется на два вида.
- Механическая зачистка обеспечивает удаление инородных элементов, загрязнений, окалины, ржавчины и окисла. Она выполняется разными абразивными инструментами. Чаще всего применяют шлифовальные машины, металлические щетки или наждачную бумагу. От степени загрязненности поверхности зависит выбор зернистости абразива.
- Химическая зачистка предусматривает удаление химических соединений. Простыми словами она представляет собой обезжиривание поверхности. Существуют специальные органические растворители, но в некоторых случаях поверхность металла может протравливаться кислотами.
Без предварительной зачистки получить качественный шов будет практически невозможно.
Инородные частицы попадут в расплавленный металл, и в процессе кристаллизации будут наблюдаться дефекты, снижающие показатели прочности шва. Следующим шагом будет разделка кромок.
Она позволит получить доступ к сварочной зоне по всей толщине металла. Актуальной процедура считается при наложении шва в несколько проходов.
Листовой металл перед сваркой пропускают через специальные вальцы. Они представляют собой пару валиков, между которыми проходит лист. Данная процедура называется правкой. Ее можно выполнить и вручную, имея под рукой молот и правильную плиту, однако вальцы обеспечивают более качественный результат. В итоге все искривления металла должны исчезнуть.
При разметке переносятся основные размеры с чертежа на заготовку. Переносу подлежат как линейные, так и угловые размеры. В местах будущих сверлений выставляются метки.
Для нанесения разметки предусмотрены заостренные чертилки и маркеры. При работе с чертежным инструментом следует всегда помнить о припуске.
На производстве этап разметки отсутствует, так как изделия обрабатываются при помощи шаблонов.
Для повышения гибкости и пластичности металла проводят его термическую обработку. Предварительный подогрев осуществляется с помощью газовой горелки или специальной электрической печи.
Не стоит путать данный этап с нагреванием до высоких температур, например, при сварке цветных металлов, которое обеспечивает равномерное распределение тепла.
Наконец, последняя процедура перед разделкой – кройка. Она выполняется инструментами, которые приходится выбирать, исходя из толщины листа и физических свойств метала. Обычно применяют роликовые ножницы или газовые резаки.
Виды
Все кромки разделываются разным способом. На способ разделки влияют одновременно несколько факторов. Среди них толщина листа, тип формируемого шва, материал заготовки, способ сварки. Основные виды кромок были определены по их профилю.
Каждый вид уникален в своем применении, поэтому сварщик должен определиться с предстоящей работой.
Использовать только один вид разделки, как единственный освоенный или наименее затратный, нельзя, поэтому следует изучить теорию, касающуюся области применения того или иного способа разделки.
Скос двух кромок, выполненный под углом друг к другу при рассмотрении на срезе напоминает букву «V», поэтому называется V-образным.V-образный скос
Данный метод разделки считается наиболее популярным.
- Во-первых, он обладает универсальностью, так как подходит для большинства заготовок.
- Во-вторых, его реализация не требует особых навыков.
Скос можно делать на одной заготовке, но чаще всего разделываются обе кромки. Суммарный угол между плоскостями должен составлять 60° градусов. При выполнении разделки только одной кромки рекомендованный угол равен 50° градусам.
При достаточно большой толщине металла выполняется X-образный скос.
X-образный скос
По своей сути, подобная разделка представляет собой два V-образных скоса, выполненных с наружной и внутренней стороны заготовки. К методу X-образной разделки прибегают при необходимости формирования двустороннего шва.
Угол раскрытия плоскостей составляет 60° градусов.
Обработанные поверхности лицевой и изнаночной стороны могут друг с другом не соприкасаться, однако расстояние между ними следует оставлять такое, чтобы обеспечивалось проплавление металла по всей толщине.
Еще один вид скоса имеет наиболее сложную форму. Она напоминает букву «U», поэтому скос называется U-образным.
U-образный скос
Для новичков подобная работа считается трудновыполнимой. Обработка кромок ведется на каждой заготовке. Эти предварительные работы позволяют качественно проварить металл, толщина которого превышает 20 мм.
Чаще всего U-образные скосы выполняют перед выполнением работ в режиме ручной дуговой сварки. Существуют способы разделки кромок, которые нельзя назвать стандартными.
Они определяются, исходя из начальных условий.
Методы
Наиболее востребованной считается теория о способах непосредственной разделки. Их можно поделить на несколько видов. Первый вид – газовая разделка. Необходимо подчеркнуть, что это далеко не самый популярный способ.
Работа с газом всегда сопряжена со сложной настройкой оборудования. Если учесть, что газ хранится в отдельном баллоне, то компактной такую установку никак назвать нельзя.
Минус подобной обработки заключается в том, что она требует последующих действий по подготовке поверхностей.
Наиболее доступной, а посему и наиболее популярной считается механическая разделка. Она не требует особых условий и доступна даже тем, у кого отсутствует опыт подобных работ. В качестве рабочего инструмента могут выступать различные приспособления.
Разделка ведется ножницами по металлу, а финишная обработка завершается абразивными материалами. Задействуются шлифовальные машины или фрезеровочные станки. Границы применимости того или иного инструмента устанавливает форма заготовки и ее материал.
Ручная разделка кромок, в силу своей трудоемкости, применяется все реже. Ее приходится применять, как финальную стадию после проведения механической обработки. Инструментами здесь служат зубило, молоток и напильник.
Примеры
В различных отраслях приходится сталкиваться с необходимостью сварки труб. Подобные работы встречаются на производстве, в строительстве и в транспорте. В отдельную категорию выделены трубопроводы жилищно-коммунального назначения. На сегодняшний день востребованы самые разные типоразмеры труб. Широкий спектр и материалов, из которых они изготовлены.
Естественно, в таких условиях невозможно обобщить требования к разделке кромок. В некоторых случаях перечень подготовительных работ совсем не подразумевает разделку кромок под сварку.
Но в большинстве случаев подобные мероприятия являются залогом качественного шва.
Нормы подготовки стальных труб к сварке при различных условиях, включающих в себя сочетания свариваемых конструктивных элементов, прописаны в ГОСТ 16037-80.
Согласно вышеуказанному ГОСТу, можно выделить следующие виды соединений труб:
- внахлест;
- в стык;
- угловое.
Отклонения от норм стандарта недопустимы. Они являются гарантией высокого качества при использовании любого типа сварки. Следует отметить, что данным стандартом также определены все методы зачистки поверхностей.
Отводы выполняются при монтаже трубопровода в случае необходимости разделения магистрали или объединения отдельных рукавов в один. На подготовительном этапе выполняется скос кромки под углом 45° градусов. Исключение составляют только угловые соединения, так как фаска в данном случае не требуется. При соединении труб в стык необходимо, чтобы они были одной толщины.
Штуцером называется патрубок, диаметр которого несколько меньше диаметра основной трубы. Он вваривается в трубу, чтобы обеспечить отвод основного потока. Используются два способа соединения: угловой шов и сварка внахлест. В обоих случаях шов должен быть односторонним, а кромки не разделываются.
При сборке различных резервуаров выполнять разделку кромок обязательно. При толщине металла до 25 мм используется V-образная или X-образная разделка. Более толстые кромки подлежат U-образной разделке. Плоские детали соединяются в стык.При подобном соединении заготовки расположены в одной плоскости, а их кромки примыкают друг к другу. Для листов металла, толщиной до 3 мм, нет необходимости производить разделку кромок. Выполняется лишь отбортовка.
При толщине от 2 до 15 мм необходимо применить одностороннюю разделку, а при большей толщине – двустороннюю. Скосы образуются на каждой кромке.
Если между кромками образуется угол, превышающий 30° градусов, то такое соединение называется угловым. Здесь также можно обойтись только отбортовкой при условии, что толщина металла не превышает 3 мм. При увеличении толщины до 20 мм необходим односторонний скос. Одна кромка разделывается под углом 45° градусов.
Более толстые заготовки придется разделывать с двух сторон. Двутавровая балка в профиле напоминает букву «Н». Она обладает высокой степенью устойчивости к изгибам, поэтому часто востребована в строительстве и машиностроении. Соединяют ее с другими конструкциями методом таврового шва. При этом односторонняя раздела выполняется на кромках, толщиной до 25 мм, а двусторонняя – до 60 мм.
На чертежах могут быть использованы обозначения для основных параметров разделки. Так, определен зазор, как минимальное расстояние между кромками. Притуплением называется часть кромки, на которой не делается скос. Угол скоса определяется между начальной и конечной плоскостью кромки. Для двусторонней разделки определен угол разделки, как угол между фасками.