Отжиг стальных заготовок применяется для
Разновидности отжига сталей
/ Теория термической обработки металлов / Отжиг второго рода / Отжиг сталей / Разновидности отжига сталей
12 июля 2011
Основной фактор, от которого зависит микроструктура стали после отжига 2-го рода, — это степень переохлаждения аустенита. Разновидности отжига 2-го рода различаются главным образом способами охлаждения и степенью переохлаждения аустенита, а также положением температур нагрева относительно критических точек.
Необходимая степень переохлаждения аустенита достигается или при непрерывном охлаждении, или при изотермической обработке.
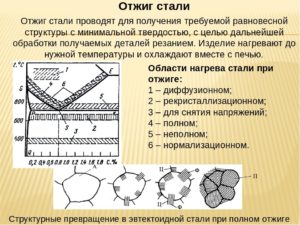
На рисунке на примере доэвтектоидной стали схематично изображены режимы охлаждения, соответствующие основным разновидностям отжига 2-го рода: полный (1), изотермический (2), нормализационный (3) отжиг (нормализация) и патентирование (4).
Основные разновидности отжига 2-го рода доэвтектоидной стали
К заэвтектоидным сталям применяют сфероидизирующий отжиг и нормализацию.
Полный отжиг
При отжиге сталь после нагрева выше критической точки медленно охлаждается вместе с печью. Проведение отжига 2-го рода основано на использовании фазового превращения в отличие от отжига 1-го рода, основанного на рекристаллизации, снятии макронапряжений и других структурных изменениях, необязательно связанных с фазовыми превращениями.
Для проведения полного отжига доэвтектоидную сталь нагревают до температур на 20 — 40 °С выше точки Ас3.
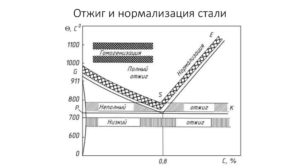
Температура нагрева сталей для отжига 2-го рода
Температура нагрева сталей для отжига 2-го рода:
1 — полный отжиг; 2 — неполный отжиг; 3 — сфероидизирующий отжиг;
4 — нормализация.
Охлаждение при отжиге проводят с такой малой скоростью, чтобы аустенит распадался при небольшой степени переохлаждения. Так как в легированных сталях аустенит более склонен к переохлаждению (смотрите рисунок Схематические диаграммы изотермического распада аустенита), то их следует охлаждать при отжиге с меньшей скоростью, чем углеродистые.
Если углеродистые стали можно охлаждать при отжиге со скоростью 200 град/ч, то легированные — со скоростью 100 — 30 град/ч. Скорость охлаждения при отжиге можно регулировать, охлаждая печь с закрытой или открытой дверцей, с полностью или частично выключенным обогревом, и перегружая садку в специальную камеру замедленного охлаждения.Так как превращение аустенита при отжиге полностью завершается при температурах значительно выше изгиба С-кривых, то отжигаемые изделия можно выдавать из печи на спокойный воздух при температурах 500 — 600 °С, если не опасны термические напряжения. Если же одной из целей отжига является уменьшение напряжений в детали сложной конфигурации, то следует проводить охлаждение с печью почти до комнатной температуры.
Структура доэвтектоидной стали после полного отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига следующие: устранение пороков структуры, возникших при предыдущей обработке металла (литье, горячей деформации, сварке и термообработке), смягчение стали перед обработкой резанием и уменьшение напряжений.
При литье могут кристаллизоваться крупные зерна аустенита, из которых при охлаждении образуются грубые зерна феррита и перлита.
Часто феррит располагается в виде вытянутых кристаллов с определенной ориентировкой — возникает видманштеттова структура, характеризующаяся пониженной ударной вязкостью.
Микроструктура доэвтиктоидной стали
Микроструктура доэвтиктоидной стали. Х 100:
а — видманшеттова структура литой стали;
б — та же сталь после полного отжига.
Если температура окончания горячей обработки давлением (ковки, прокатки) слишком высока, то успевает вырасти крупное зерно аустенита, а если температура слишком низка, то возникает строчечная структура.
Строчечная структура доэвтектоидной стали
Строчечная структура доэвтектоидной стали:
а — Х 70;
б — Х 300.
У сварного шва имеются такие же недостатки структуры, как у литой стали, причем по соседству с зоной литой структуры находится зона стали, перегретой в твердом состоянии.
Во время проведения операций термической обработки возможен перегрев стали. Например, при гомогенизационном отжиге сталь необходимо нагревать до температур 1100 — 1200 °С, при которых вырастает крупное аустенитное зерно.
Для устранения указанных недостатков структуры, возникших при литье, горячей деформации, сварке и термообработке, необходимо провести полную фазовую перекристаллизацию. При нагреве до температуры Ас3 + (20 — 40 °С) образуется мелкое аустенитное зерно, из которого при охлаждении складывается равномерная и мелкая структура, состоящая из феррита и перлита.
Иногда однократного отжига бывает недостаточно для исправления структуры стали. Это объясняется, во-первых, тем, что образующиеся при нагреве аустенитные зерна находятся в ориентационной связи с исходной видманштеттовой структурой или структурой бейнита и мартенсита, образовавшихся при подкалке на воздухе отливок, сварных швов и горячего проката из легированных сталей.
При такой исходной структуре обычный отжиг не исправляет грубозернистого излома (смотрите Образование аустенита при нагревании). Во-вторых, при горячей деформации шлаковые и сульфидные включения вытягиваются вдоль полос феррита.При обычном нагреве до Ас3 + (20 — 40 °С) эти включения не растворяются в аустените и ориентируют при последующем охлаждении выделяющийся феррит, т. е. строчечность не устраняется обычным отжигом.
В рассмотренных случаях можно применять двойной отжиг: вначале при повышенной, а затем при нормальной температуре.
Первый высокотемпературный отжиг (выше точки b Чернова) необходим для развития первичной рекристаллизации аустенита, устраняющей его ориентационные связи с исходной кристаллографически упорядоченной структурой (смотрите Образование аустенита при нагревании), а также для растворения вытянутых шлаковых и сульфидных включений. Второй отжиг при нормальной температуре устраняет структуру перегрева от первого отжига.
Целям обычного полного отжига, измельчающего зерно, противоположна цель отжига, увеличивающего зерно. Отжиг на крупное зерно с нагревом до 950 — 1100 °С применяют к мягким низкоуглеродистым сталям для улучшения обрабатываемости резанием. Такие стали дают вязкую, трудно отделяемую стружку, способны привариваться к режущему инструменту, что делает поверхность шероховатой.
Улучшению качества поверхности и большей ломкости стружки низкоуглеродистых сталей способствует структура с крупными колониями пластинчатого перлита, которую и получают при высокотемпературном отжиге, увеличивающем зерно.
Неполный отжиг
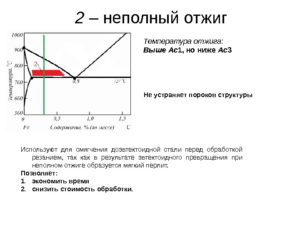
Неполный отжиг доэвтектоидной стали проводят при нагреве до температур выше Ас1, но ниже Ас3. Этот отжиг для доэвтектоидных сталей применяют ограниченно. При температуре неполного отжига избыточный феррит не исчезает. Следовательно, неполный отжиг не может устранить указанных выше пороков стали, которые связаны с нежелательными размерами и формой избыточного феррита.
Неполный отжиг доэвтектоидной стали используют для смягчения ее перед обработкой резанием, так как в результате эвтектоидного превращения при неполном отжиге образуется мягкий перлит. Неполный смягчающий отжиг позволяет сэкономить время и снизить стоимость обработки.
«Теория термической обработки металлов»,
И.И.Новиков
Для получения высокопрочной канатной, пружинной и рояльной проволоки применяют изотермическую обработку, которая известна с 70-годов XIX в. и получила название патентирования. Проволоку из углеродистых сталей, содержащих от 0,45 до 0,85%С, нагревают в проходной печи до температуры на 150 — 200 °С выше Ас3, пропускают через свинцовую или соляную ванну с температурой 450 — 550 °С…
Малая степень переохлаждения аустенита, необходимая при отжиге, может быть получена не только при непрерывном охлаждении стали с печью.Другой путь — ступенчатое охлаждение с изотермической выдержкой в интервале перлитного превращения (смотрите рисунок Основные разновидности отжига 2-го рода доэвтектоидной стали).
Такая термообработка называется изотермическим отжигом. После нагрева до температуры выше А3 сталь ускоренна охлаждают до температуры…
При нормализации сталь нагревают до температур на 30 — 50 °С выше линии GSE и охлаждают на воздухе (смотрите рисунок Температура нагрева сталей для отжига 2-го рода).
Ускоренное по сравнению с отжигом охлаждение обусловливает несколько большее переохлаждение аустенита (смотрите рисунок Основные разновидности отжига 2-го рода доэвтектоидной стали).
Поэтому при нормализации получается более тонкое строение эвтектоида…
Влияние режима сфероидизирующего отжига
Для режима сфероидизирующего отжига заэвтектоидных сталей характерен узкий температурный «интервал отжигаемости».
Нижняя его граница должна находиться немного выше точки А1, чтобы образовалось большое число центров выделения карбида при последующем охлаждении.
Верхняя граница не должна быть слишком высокой, так как иначе из-за растворения в аустените центров карбидного выделения при охлаждении образуется пластинчатый перлит. Так как точки…
Для заэвтектоидных сталей полный отжиг с нагревом выше Аст (линия ES) вообще не используют, так как при медленном охлаждении после такого нагрева образуется грубая сетка вторичного цементита, ухудшающая механические и другие свойства. К заэвтектоидным углеродистым сталям широко применяют отжиг с нагревом до 740 — 780 °С и последующим медленным охлаждением. После такого нагрева в аустените…Термическая обработка деталей
Сегодня мы немного поговорим о тех методах, которые используют металлурги для улучшения качества заготовок.
После создания заготовки методом литья под давлением структура металла обладает некоторыми дефектами, которые необходимо устранить для повышения ее эксплуатационных свойств и облегчения дальнейших токарных и фрезерных работ (подробнее о них можно почитать здесь). Как правило, для этого используют методы термической обработки, которые могут отличаться, в зависимости от металла, из которого выполнена отливка.
Методы термической обработки стальных заготовок
Стальные заготовки после отливки обычно получаются крупнозернистыми и имеют множественные внутренние напряжения, что негативно сказывается на качестве металла и может привести к деформации всей заготовки. Для улучшения механических свойств отливок из стали их подвергают термической обработке методами отжига или нормализации металла.
Отжиг стальной заготовки бывает полным, неполным и диффузионным.
Полный отжиг используется для улучшения характеристик углеродистой и легированной стали. Он подразумевает нагрев заготовки до температуры на 20-40 градусов выше точки Ас3 (ее величина, в зависимости от состава стали, содержится в соответствующих справочниках) и последующее медленное охлаждение вместе с печью.
Углеродистую сталь необходимо охлаждать со скоростью 180-200 градусов в час, низколегированную – 90-100 градусов в час, а высоколегированную – 50 градусов в час. Результатом процедуры полного отжига является измельчение зерна и заметное смягчение металла.
В дальнейшем такую заготовку будет намного проще обрабатывать механическими способами.
Неполный отжиг оказывает чуть меньшее влияние на структуру стали. Он применяется для снятия внутренних напряжений стали и упрощения механической обработки.
При этом неполный отжиг изменяет только структуру перлита. Структура феррита остается неизменной.
Для обработки стальной заготовки методом неполного отжига ее необходимо нагреть до температуры незначительно выше точки ACl.
Диффузионный отжиг используется для устранения химической неоднородности стали, которая иногда возникает при застывании заготовки.
Для этого ее необходимо нагреть до температуры в 1100-1200°С и удерживать на этом уровне от 10 до 15 часов.
В результате диффузионного отжига в структуре стали нередко образуются крупные зерна, которые приходится дополнительно устранять методом полного отжига.
Нормализация стальной заготовки подразумевает ее нагрев на 30-50°С выше верхних критических точек АСз и Аст и выдерживание на этом уровне. После этого сталь охлаждается при нормальной комнатной температуре.
Способ нормализации, как и отжиг, устраняет внутренние напряжения в структуре стальной заготовки и улучшает механические свойства. При этом сталь после обработки методом нормализации обладает большей прочностью и ударной вязкостью, по сравнению с отожженной.Этот метод термической обработки наиболее эффективен при работе со среднеуглеродистой и малолегированной сталью.
Методы термической обработки чугунных заготовок
Чугунные заготовки сразу после отливки тоже отличаются внутренними литейными напряжениями и повышенной твердостью. Кроме того, чугун требуется термически обрабатывать для стабилизации размера детали и повышения износостойкости.
В зависимости от цели и химического состава чугуна используются следующие методы:
1. Низкотемпературный отжиг.
Цель – снятие внутренних напряжений.
Температура обработки – от 500 до 700ºС.
Продолжительность – от 3 до 10 часов.
Результат – механические свойства чугунного сплава практически не изменяются, внутренние напряжения сводятся к минимуму.
2. Графитизирующий отжиг.
Цель – снижение твердости сплава, улучшение обрабатываемости механическим воздействием.
Температура обработки — 680-750ºС.
Результат – частичная сфероидизация эвтектоидного цемента, что приводит к снижению твердости.
3. Высокотемпературный отжиг.
Цель — графитизации первичных карбидов в отбеленном или половинчатом чугуне.
Температура обработки – 900-960ºС.
Продолжительность – после достижения необходимой температуры начинается медленный процесс охлаждения (до 300ºС).
Результат – перлитная структура сплава, достижение оптимальной твердости и прочности заготовки.
4. Нормализация.
Цель – повышение износостойкости и улучшение механических свойств сплава.
Температура обработки – 850-950ºС.
Продолжительность – после нагрева до нужной температуры охлаждение вместе с печью происходит при комнатной температуре (до 500ºС).
Результат – увеличение количества связанного углерода в сплаве, получение перлитной металлической основы.
5. Закалка и отпуск.
Цель – повышение твердости и износостойкости ковких и высокопрочных чугунных сплавов.Температура обработки — 880-930ºС. Затем заготовку охлаждают в масле и производят отпуск до 400-600ºС. В дальнейшем охлаждение происходит естественным путем.
Отжиг стальных заготовок применяется для
Ассортимент изделий из металла огромен и в каждом случае требуются определенные, часто специфические качества материала. Обеспечить полный перечень марок производитель не в состоянии.
Металлургические предприятия предлагают сырье, отвечающее ГОСТ, которое впоследствии дорабатывается на обрабатывающих производствах. Одна из ключевых операций — отжиг стали. На этой стадии металл приобретает необходимые технические свойства для последующей обработки.
Чтобы понять, что такое отжиг стали, необходимо понимать для чего он делается, и какие процессы при этом происходят.
Отжиг стали
Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.
Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы.
Полный отжиг стали может длиться более суток для габаритных изделий.
Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов.
Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно.
Ориентироваться придется исключительно по цвету раскаленного металла.
Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно.
При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия.
Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Упрочнение поверхности стали после физического воздействия на металлургическом комбинате называют наклепом.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла.Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку.
Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными.
Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура.
Важным фактором успешного решения задачи является и режим охлаждения.
Полный отжиг стали
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения. Выполняя полный отжиг сталей, металл разогревают выше критической точки.
Затем выдерживают указанное время и точно выполняют график охлаждения. При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями.
При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки.
Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден. Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.
Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
- листового проката;
- проволоки;
- прутков;
- труб;
- штамповки.
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.
Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.
Температурные зоны для рекристаллизационного отжига
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Что представляет собой отжиг
Отжиг — это один из методов термической обработки металла и стали. В его основе лежит нагрев до очень высокой температуры. То есть металл нагревается до нужной температуры в зависимости от цели и метода, выдерживается в таком состоянии на какое-то время, а затем постепенно охлаждается.
Отжиг может проводиться в самых разнообразных случаях. Для примера можно рассмотреть самые основные. Обычно он проводится в следующих целях:
- для уменьшения внутренней напряженности металла, который может возникнуть в результате ковки, иного воздействия на него, или обработки;
- для повышения механических свойств и прочности металла;
- для придания однородности его структуре;
- чтобы улучшить пластичность, что очень важно во время обработки;
- для повышения уровня сопротивляемости и ударной вязкости и др.
Виды особенности
В зависимости от цели и предназначения отжиг может иметь следующие разновидности:
- полный и неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероидизация;
- нормализация и др.
Более подробно рассмотрим некоторые из них.
Технология полного отжига
Полный отжиг проводится в целях измельчения зерна и улучшения качества обработки с использованием режущего инструмента, а также для устранения внутренней напряженности. Ему подвергаются изделия, изготовленные из доэвтектоидного сплава или стали, в составе которой содержится карбон в количестве, не превышающем 0,8%. К таким изделиям относятся кованые и литые детали.
Что касается технологии: изделие подвергается нагреву, который достигает критической точки, равной примерно 20−50 градусов, имеющий условное обозначение А3. Затем выдерживают в этом состоянии столько, сколько необходимо, и медленно охлаждают.
Температура нагрева определяется в зависимости от типа стали по диаграмме состояния. Для каждого типа стали существуют определенные значения температур, при которых достигается необходимая степень нагрева.
Эти значения можно найти в справочных таблицах.
Время охлаждения также продиктовано структурой и составом стали, например, изделия из углеродистой стали охлаждают на 180−200 градусов в час, низколегированные стальные детали охлаждаются на 90 градусов в час, высоколегированную сталь, если она подвергается полному отжигу, охлаждают еще медленнее — 50 градусов в час. Поскольку изделия из высоколегированной стали зачастую подвергают другому типу термической обработки, изотермическому, однако бывают и исключения.
Вследствие полного отжига неоднородная структура углеродистой и доэвтектоидной стали, состоящая из крупных и мелких зерен и зачастую не удовлетворяющая по своим механическим свойствам, становится однородной и податливой для обработки. Именно в этих целях и проводится полный отжиг.
Особенности и цель неполного отжига
Если полный отжиг предназначается для изделий, не отвечающих никаким требованиям, то неполный проводится на тех же объектах с более или менее удовлетворительными механическими свойствами.
То есть в результате неполной термической обработки изменится лишь перлитовая структура металла, а ферритовая останется неизменной. «Перлит» в переводе с французского означает «жемчужина», он входит в состав структуры стали, чугуна и иных железоуглеродистых сплавов.
Перлит состоит из феррита и цементита, образующих эвтектоидную смесь. Другими словами, основная цель — сделать сталь мягкой и пластичной, насколько это возможно.
Технологически процесс неполного отжига отличается степенью нагрева, в данном случае он достигает критической точки на 30−50 градусов выше до А1. Температура нагрева достигает 770 градусов, постепенное охлаждение происходит со скоростью 60 градусов в час: сначала в печи до 600 градусов, а затем на открытом воздухе.Такая термообработка также применяется для заэвтектоидной и легированной стали. Она нагревается до критической точки Ас1, превышающей на 10−30 градусов. В результате такого нагрева происходит перекристаллизация сплава, которая, в свою очередь, способствует образованию сферической формы перлита. Этот процесс еще называется сфероидизацией.
Рекристаллизация и диффузия
- Рекристаллизационный отжиг проводится с целью восстановления кристаллической решетки, нарушенной в результате деформации стали. Деформация приводит к наклепу, который сопровождается снижением пластичности, сталь становится очень жесткой, что делает ее обработку невозможной.
Деформированная сталь нагревается до 650−680 градусов, вследствие чего ферритовые и перлитовые зерна, находящиеся в вытянутом в сторону деформации состоянии, распределяются равномерно, восстанавливая кристаллическую решетку и возвращая стали пластичность и мягкость.
- Диффузионный отжиг проводится в целях выравнивания структурной однородности на химическом уровне, то есть на атомном. Такая необходимость может возникнуть во время затвердевания литых слитков, иначе этот эффект называется дендритной ликвацией.
Гомогенизация, или диффузионный отжиг, позволяет ликвидировать дендритную ликвацию посредством перемещения атомов примесей из части с высоким скоплением в часть, где наблюдается их нехватка, таким образом выравнивая химическую структуру.
Чтобы данный процесс протекал успешно, нагрев проводится при очень высоких температурах, с более длительной выдержкой и с медленным охлаждением, в отличие от видов, рассмотренных выше. То есть это температуры, превышающие 1000 градусов, длительность выдержки составляет более 12 часов.
Предназначение изотермического отжига и нормализации
Изотермический отжиг применяется для высоколегированных и высокохромистых сталей. Его особенность заключается в нагреве металла на 30−50 градусов выше критической точки Ас3 и в ускоренном охлаждении до температуры выдержки ниже критической точки А1, а затем в естественном охлаждении на открытом воздухе.
Данный вид дает несколько видимых преимуществ, первое из которых заключается во времени, то есть весь процесс — начиная от нагрева, выдержки и до остывания — занимает гораздо меньше времени, чем этап остывания детали вместе с печью. Второе преимущество состоит в том, что при изотермической выдержке и резком охлаждении достигается более сглаженная и однородная структура по сечению детали.
- Нормализация. Процесс нормализации осуществляется в качестве промежуточного перед обработкой и закалкой в целях устранения наклепа и внутреннего напряжения. Доэвтектоидная сталь подвергается нагреву до критической точки Ас3 на 30−50 градусов выше, постепенно охлаждается на открытом воздухе. Причем в отличие от отжига при нормализации происходит переохлаждение, за счет чего и достигается более однородная тонкая и мелкозернистая структура.
- Последствия нормализации. Значительно повышается прочность и ударная вязкость стали. Нормализация протекает гораздо быстрее, чем отжиг, а ее производительность намного выше. Поэтому рекомендуется нормализовать стали, содержащие в своем составе углерод, а не подвергать отжигу.
Основные виды термической обработки стали: отжиг, закалка, отпуск и нормализация
Для придания стальным заготовкам особых свойств выполняют термическую обработку. Технология зависит от конечных параметров и свойств металла, его качества. На выбор вида термической обработки влияет марка стали, требуемые эксплуатационные характеристики конечного изделия.
Виды отжигов
Суть процесса заключается в нагреве металлического изделия и последующего медленного охлаждения. В результате этого улучшается показатель вязкости, достигается химическая и структурная однородность. Термическая обработка методом отжига негативно влияет на жесткость стали.
В зависимости от требуемых качеств изделия выполняют такие виды отжига:
- Диффузионный. Цель обработки – уменьшение химической неоднородности состава. Сначала сталь нагревают до температуры +1150°С и в таком состоянии заготовка остается 10-15 часов. Затем выполняют медленное (естественное) охлаждение.
- Полный. Она выполняется для штамповочных изделий или заготовок, сделанных методом литья или ковки. Цель – формирование мелкозернистой структуры. Сталь нагревается до температуры, превышающей значение критической верхней точки на +50°С. Затем происходит медленное охлаждение со скоростью не более 75°С (для легированных сортов) или +200°С (для углеродистых марок) в час.
- Неполный отжиг. Термическая обработка применяется для уменьшения показателя жесткости и снятия напряжения структуры. Технология аналогична вышеописанной, за исключением значения максимальной температуры. Она не должна превышать +750°С.
- Изотермический. Он актуален только для легированных сортов стали. Температура воздействия выше критической точки на 20-30%. Отличия от полного отжига – быстрое охлаждение до +600°С. Методика применяется для оперативной обработки стальных заготовок.