Порошковая краска по металлу технические характеристики
Виды порошковых красок и их применение

Порошковые краски бывают термореактивными и термопластичными, практически все виды содержат вспомогательные вещества, наполнители, пигменты, пленкообразователи олигомеров или полимеров. По методу отверждения также делятся на термического и ультрафиолетового отверждения.
Термореактивные порошки образуют покрытие в результате химических реакций, происходящих при нагревании в камере полимеризации, в основном являются эпоксидными составами, используются в качестве декоративно-защитных покрытий.
Термопластичные порошки формируют полимерное покрытие при оплавлении в результате нагрева, химической реакции при этом не происходит. Используются как химически неактивные, электроизоляционные, антикоррозийные и антифрикционные покрытия.
Полиэфирные краски
Полиэфир-уретановые составы — это комбинация гидроксилсодержащих полиэфиров и блокированных полиизоциантов. Покрытие формируется при температуре порядка 170 градусов, порошок наносится небольшим слоем (не более 25-27 мкм).
Данные составы сочетают в себе целый комплекс свойств: химическая стойкость, стойкость к сколам, твердость, устойчивость к погодным воздействиям. Устойчивы в растворах солей, кислот, к воздействиям бензина и смазочных масел, алифатических углеводородов, коррозии.
Используются для защиты оборудования спортивных площадок, электрооборудования, кондиционеров, деталей автомобилей, металлической мебели и т.п.
На основе карбоксилсодержащих полиэфиров создаются полиэфирные краски, отверждаемые триглицидилизоциануратом (ТГИЦ). Покрытия толщиной 75мкм формируются при средних температурах, имеют отличные механические свойства, стойки к свету и погоде, хорошо противостоят коррозии, однако не так стойки к растворителям и химикатам.Используются для покраски колесных дисков, алюминиевых профилей, трансформаторов, кондиционеров, газонного оборудования, металлических ограждений.
Полиакрилатные краски
Формируют покрытие при температуре от 180 градусов, по стойкости к химическим и атмосферным воздействиям превосходят полиэфир-уретаны, однако уступают им по механической стойкости. Имеют хороший розлив и идеально гладкую поверхность при малой толщине (порядка 75мкм).
Полиакрилатные краски изготавливают из смеси эпоксидных и акрилатных смол, являются аналогами эпоксидно-полиэфирных красок. Полиакрилатные составы содержащие глицидил быстро отвердевают, атмосферостойки. Бесцветные покрытия отличаются прозрачностью пленки и чистотой поверхности, идеально подойдут для лакирования хромированных изделий и латуни.
Эпоксидные краски
Имеют функциональным назначение — электроизоляция и защита от коррозии, отличаются невысокой стоимостью и долговременной защитой в агрессивных средах. Обладают целым рядом свойств: высокая адгезия и термостойкость, гибкость, ударопрочность, низкая проницаемость.
Для нанесения и формирования покрытия порошковой окраски используется стандартное оборудование для порошковой окраски: окрасочная камера напыления, камера полимеризации, пистолет для нанесения порошковой краски.
Эпоксидно-полиэфирные (гибридные) краски
Более устойчивы к пожелтению, нежели эпоксидные, однако не рекомендуются к применению в условиях прямого воздействия солнечного света. Сходны с эпоксидными красками по механическим свойствам, стойкость к химикатам ниже.
Ими окрашивают водонагреватели, стеллажи, офисную металлическую мебель, масляные фильтры, электроинструмент, огнетушители и многое другое.
Краски фотохимического отверждения
Новый класс порошковых красок, пленку образуют ненасыщенные полиэфиры, температура плавления которых 100-125 градусов. Покрытие образуется в 2 этапа: сначала оплавляется состав на поверхности, затем пленка отверждается при помощи УФ излучения, источником которого являются ртутные лампы среднего давления.
Данный тип красок идеально подходит для изделий из древесины, пластмассах и иных материалах, чувствительных к высоким температурам.
Термопластичные порошковые краски
Исходный материал — полимеры с большой молекулярной массой, что требует высоких температур (от 150 до 200 градусов). Покрытия обладают невысокой или низкой адгезией, что вынуждает дополнительно подготавливать поверхность песко- или дробеструйной очисткой, а в некоторых случаях и грунтовать.
Как красить порошковой краской – пошаговая инструкция
Декоративная покраска порошковой краской позволяет защитить изделия из углеродистой стали (например, дверные полотна или листы для изготовления заборов) от воздействия влаги. Технология используется в автомобильной промышленности для обработки колесных дисков. Существует несколько разновидностей краски, которые отличаются составом и способом нанесения.
Порошковая краска по металлу: свойства и характеристики
К основным техническим характеристикам порошковых красок относят:
- дисперсионный состав;
- сыпучесть порошка;
- насыпную плотность;
- способность к электризации;
- степень псевдоожижения.
Дисперсионный состав
В состав сыпучего материала входят мелкодисперсные частицы, которые различаются по величине зерна. Крупинки принято разделять на истинные частицы и агрегаты, представляющие собой скопление мелких зерен. При нанесении материала краскопультом истинный размер не учитывается, для отделения крупных фрагментов используется методика просеивания порошка через сито.
Для электростатического нанесения размер зерна находится в диапазоне от 10 до 100 мкм, но для получения тонкого лакокрасочного слоя параметр снижается до интервала от 3 до 40 мкм. Если применяется технология напыления порошка в кипящем слое, то размер фракции увеличивается до 350 мкм (сопоставим с толщиной слоя нанесенной эмали).
Мелкодисперсные пудры позволяют получать тонкие покрытия, но склонны к неравномерному осаживанию. Материалы с увеличенным размером зерна могут осыпаться с поверхности, что приводит к дефектам лакокрасочного слоя.
Сыпучесть
Сыпучесть порошка зависит от состава, степени увлажнения и размера частиц. При пониженном параметре ухудшается распределение краски по защищаемой поверхности.
Повышенной сыпучестью обладают порошки с зернами округлой конфигурации, но при попадании влаги характеристики материала ухудшаются. Допускается введение в состав порошковых красок пирогенного кремнезема или аэросила, которые повышают сыпучесть.
Для сохранения заявленного заводом параметра пудра хранится в емкостях, предотвращающих насыщение порошка парами воды.
Насыпная плотность
Плотность материала зависит от вида порошка и размера гранул, при введении дополнительных присадок (например, цветовых пигментов) параметр увеличивается в 1,5-2 раза.
Производители красок стараются добиться высокой плотности мелкодисперсного окрасочного материала.
При падении параметра наблюдается ухудшенное распределение зерен по обрабатываемой поверхности, на которой образуются зоны с недостаточным слоем эмали.
Способность к электризации
Мелкодисперсная пудра в процессе хранения, транспортировки и подготовки к нанесению электризуется. Сила заряда зависит от размера частиц, типа и химического состава дополнительных присадок, влажности воздуха и материала и от интенсивности механического воздействия.
При электростатической технологии нанесения используется краска эпоксидного, поливинилбутерального или полиэтиленового типа. С уменьшением размера гранулы время сохранения заряда увеличивается, но при насыщении воздуха влагой параметр снижается.
Способность к псевдоожижению
Псевдоожижение порошковых материалов влияет на качество лакокрасочного покрытия при использовании технологии нанесения в кипящем слое.
Если в состав краски входят частицы полиэтилена или полипропилена, то смесь отличается низкой способностью к псевдоожижению.
Понижение сыпучести с одновременным насыщением пудры влагой негативно влияют на параметр, для нанесения таких материалов требуется специальная оснастка (например, установки с вибрационным блоком и вихревым модулем).
Составы порошковых красок
При получении порошковых материалов используются следующие виды компонентов:
- пигменты и вещества, позволяющие сформировать равномерный слой краски;
- наполнители;
- пластификаторы;
- отвердители или ускорители кристаллизации;
- вспомогательные примеси.
В зависимости от состава краски разделяются на термопластичные и термореактивные. Эмали первого типа при нанесении не вступают в химические реакции, при повышенной температуре порошок оплавляется и оседает на поверхности.
Полученная пленка снимается при нагреве или обработке растворителями. Компоненты термореактивных красителей при нагреве вступают в реакции, полученная пленка устойчива к воздействию пламени и агрессивных веществ.
Пигменты и наполнители
Вводимые в порошок пигменты позволяют изменить цвет лакокрасочного слоя и обеспечивают увеличение сыпучести с одновременным снижением склонности пудры к слеживанию при хранении.
Наполнители повышают устойчивость мелкодисперсного материала к воздействию высоких температур и агрессивных веществ. Материалы оказывают влияние на способность к псевдосжиживанию и могут менять электропроводность или магнитные свойства защитного слоя.
Наполнители предохраняют слой эмали от образования плесени или грибков и улучшают адгезию к основанию.
Пластификаторы
Вводимые в состав порошка пластификаторы не оказывают влияния на агрегатные свойства полимера и не изменяют размер гранул или показатели сыпучести.
Присадки позволяют сделать лакокрасочное покрытие гибким, предотвращая отслоение защитного материала при перепадах температуры или механических воздействиях.
Поскольку твердые пластификаторы могут негативно влиять на полимеры, в состав порошковых красок вводятся комбинированные примеси, состоящие из твердой и жидкой фаз.
Модификаторы, отвердители и вспомогательные добавки
Модификаторы улучшают характеристики материалов за счет коррекции физических или химических свойств. Например, введение дополнительных реагентов позволяет изменить способность порошка образовывать слой защитной пленки. Также регулируется вязкость полученного расплава, изменяется температура начала текучести и корректируется сыпучесть мелкодисперсной пудры.
Отвердители позволяют ускорить процесс кристаллизации нанесенного лакокрасочного покрытия с одновременным повышением прочности и адгезии. Для начала процесса затвердевания порошок прогревается, после завершения химических реакций образуется пленка, устойчивая к внешним воздействиям.
От количества и типа отвердителя зависит внешний вид декоративного покрытия.
Вспомогательные присадки позволяют скорректировать:
- устойчивость к атмосферным воздействиям (например, осадкам или ультрафиолетовому излучению);
- способность к удержанию на окрашенной поверхности при циклических перепадах температуры или влажности;
- сыпучесть материала или скорость растекания расплава порошка при нанесении.
Технология производства порошковых красок
Для изготовления материалов используются технологии:
- Сухого смешивания термопластичных ингредиентов. Для приготовления мелкодисперсной композиции не требуется специальное оборудование, но недостатком методики является нестабильное соотношение компонентов. При сухом смешивании невозможно получение качественных смесей при использовании добавок с малым процентным соотношением. В процессе хранении происходит расслоение красок, перед применением требуется повторное перемешивание пудры.
- Соединения компонентов в расплаве позволяет получить однородные составы, обладающие стабильным составом. Для приготовления порошка требуется специальная оснастка, что негативно влияет на стоимость продукта. Технология используется для получения термореактивных красок, но встречаются и термопластичные, полученные путем расплавления ингредиентов.
Требуемое оборудование для покраски в домашних условиях
Для нанесения порошкообразных красок используется электростатическое распыление или распределение красителя по методике кипящего слоя.
Для обеспечения равномерного распределения и удержания пудры на поверхности частицам сообщается электростатический заряд.
Технология распыления предусматривает нанесение порошка пистолетом в окрасочной камере, излишки материала улавливаются фильтром и возвращаются в бункер для повторного применения.
Методика кипящего слоя предусматривает перевод порошкообразной взвеси в псевдожидкое состояние подачей воздуха под давлением. Деталь опускается в емкость, заполненную краской в псевдожидком виде. Технология требует использования специального оборудования, в бытовых условиях не применяется.
Чтобы правильно нанести порошковое лакокрасочное покрытие в домашних условиях, потребуются:
- полимеризационный шкаф или печь;
- источник питания, обеспечивающий подачу постоянного тока напряжением до 25 кВ;
- инструмент для распыления состава;
- порошок для нанесения и защитная одежда.
Изготовление печи
Электрическая печь необходима для равномерной полимеризации нанесенного слоя порошка. От качества работы установки зависит прочность покрытия, габариты рабочей камеры соотносятся с размерами окрашиваемых деталей.
Температура нагрева подбирается в соответствии с типом используемой краски. Допускается использование нагревательного оборудования на жидком или газообразном топливе, но такие печи собрать самостоятельно невозможно.
Для изготовления самодельного шкафа потребуются:
- стальные профили для силового каркаса;
- листы теплоизолятора (например, базальтовая плита);
- стальной лист для оформления внешней части и полости рабочей камеры;
- вентилятор для подачи воздуха;
- нагревательные элементы;
- соединительные кабели;
- блок управления и защитные предохранители.
Краткий алгоритм изготовления электрической печи для сушки порошковых красок:
- Разметить профили и сварить пространственный каркас будущей печи.
- Уложить в окна слой утеплителя, который затем закрывается листами металла. Для дополнительной защиты внешняя часть покрывается слоем базальта и гипсоволоконными плитами с низким коэффициентом теплопроводности.
- Изготовить канал подачи воздуха с электрическим вентилятором (трубопровод имеет расширенную входную часть и суженное сопло). Установить магистраль таким образом, чтобы поток газа проходил через электрические нагреватели, а затем равномерно распределялся внутри рабочей камеры. Нагревательные модули устанавливаются вдоль стенок и изолируются от металлического каркаса шкафа. Коммутационные провода выводятся к пульту управления через плавкие автоматические предохранители.
- Установить защитные дефлекторы, закрывающие нагреватели. Стальные листы не позволяют воздуху проходить мимо раскаленных элементов. Следует учесть, что горячий воздух способен повредить обмотки электродвигателя вентилятора, который требуется установить на удалении от печи.
- Произвести подключение оборудования и провести тестовый запуск. Мощность установки достигает 12-15 кВт в момент пуска и разогрева. Электрические кабели подбираются по силе тока, запрещается использовать проводку с недостаточным сечением жил.
Покрасочный пистолет
Для нанесения порошков используется самодельный краскопульт, изготовленный по следующей технологии:
- Подготовить стандартную пластиковую бутылку от напитков объемом 1,5 л. Емкость промывается и высушивается, а затем заполняется на 30% порошком.
- Закрутить тару металлической пробкой, в которой предварительно просверлены отверстия. Рекомендуется выполнить большое количество каналов диаметром до 1 мм, а затем зачистить поверхность от облоя.
- Подсоединить к пробке положительный провод, идущий от высоковольтного блока питания. Для порошковой окраски в бытовых условиях используются блоки от электрошокеров, способные работать от батареек или внешнего адаптера. В конструкции устройства предусмотрен преобразователь напряжения и выпрямитель, позволяющие получить на выходе постоянный ток напряжением до 25 кВ.
Мелочи, без которых не обойтись
Перед началом эксплуатации самодельного оборудования требуется организовать освещение рабочей зоны на основе люминесцентных ламп.
В помещении предусматриваются принудительная приточная и вытяжная вентиляции, для защиты органов дыхания рекомендуется использовать респиратор. Нужно заранее подготовить старый пылесос, который позволит удалить рассыпанный порошок.
Следует учитывать, что порошкообразный материал попадает в двигатель и спекается, образуя токопроводящие дорожки и выводя пылесос из строя.
Технология окрашивания
Нанесение порошковых лакокрасочных материалов в домашних условиях осуществляется в 3 этапа:
- подготовка деталей;
- напыление слоя краски;
- окончательная полимеризация защитного покрытия.
Подготовительный этап
Чтобы подготовить изделия к окраске, нужно:
- Очистить поверхность от грязи и жировых отложений салфеткой, обработанной растворителем.
- Осмотреть изделие и удалить следы коррозии с помощью наждачной бумаги или шлифовальной машинки. Если деталь имеет сложную конфигурацию, ржавчину удаляют замачиванием в щелочном растворе.
- Повторно протереть поверхность растворителем для повышения адгезии.
- Нанести на металл слой грунта, защищающего материал от окисления и обеспечивающего удержание краски.
- Обработать изделие раствором натрия и нитрата хрома, позволяющим повысит антикоррозионную защиту.
- Высушить заготовку в печи при пониженной температуре.
Покрывание детали порошковым покрытием
Деталь укладывается в камеру и подсоединяется к отрицательному полюсу блока питания.
Затем пластиковая бутылка сжимается рукой, поток воздуха с порошком подается через отверстия в пробке на окрашиваемую поверхность.
За счет разницы потенциалов частички краски прилипают к детали, излишки порошка осыпаются. Для сбора просыпанной краски используется газета, подложенная под обрабатываемую деталь.
Полимеризация
Для полимеризации деталь со слоем порошка укладывается в предварительно нагретый шкаф. Температура подбирается в зависимости от рекомендаций изготовителя краски, для проверки степени нагрева используется специальный прибор. После окончания полимеризации (время указано на упаковке с краской) изделие извлекается из печи и остывает на открытом воздухе.
Технология нанесения краски порошковой полиэфирной

В промышленности для окрашивания конструкций, деталей из металла используется полиэфирная порошковая краска. Наносится она специальным сложным оборудованием, которого в условиях дома нет. Краска порошковая полиэфирная не наносится ручным малярным инструментом: валиком или кисточкой.
Составляющие компоненты
Полиэфирная краска – это твердая мелкая дисперсия, имеет вид порошка.
Состоит из компонентов:
- элементы, отвечающие за образование пленки;
- скорость высыхания увеличивается благодаря отвердителям (сиккативы);
- колеры вводятся в состав для получения нужного оттенка;
- добавки отвечают за улучшение технических характеристик.
В составе нет растворителей и эпоксидной смолы. Он входит в группу КМ термоотверждаемых пленкообразующих покрытий.
Производственный процесс сводится к смешиванию всех компонентов под воздействием повышенной температуры. После этого состав остывает, измельчается. Чтобы в результате красящий порошок стал однородным, его просеивают. На протяжении срока службы покрытие отличается физико-химическим постоянством, гомогенностью.
Технические характеристики
Бытует мнение, что материал выпускается исключительно для покрытия металла. Но современные порошковые полиэфирные краски наносятся также на дерево, пластмасс и другие поверхности.
Плюсы используемого материала:
- материал относится к экономичным, поскольку при его нанесении нет потерь;
- состав представлен в ассортименте цветов;
- хорошая цепкость с любой основой;
- переносимость воздействия химии на высоком уровне;
- плотное покрытие получается после одного нанесенного слоя благодаря хорошей укрывистости;
- нет потеков, неровностей при покрытии даже вертикальной плоскости;
- высокая скорость высыхания покрытия;
- антикоррозийные качества высокие;
- устойчивость к колебаниям температур, к природным неблагоприятным явлениям (к снегу, граду, к шквалистому дождю);
- покрытие не теряет яркость цвета под воздействием прямых солнечных лучей.
Прежде всего КМ защищает любую основу от агрессивных внешних явлений. Его используют в автомобильной промышленности, покрывается спортивный инвентарь, велосипеды, бытовая техника, различные электроинструменты. Свою главную функцию материал выполняет на отлично.
Порошковая полиэфирная краска образует покрытие стойкое к коррозии, к электрическому и тепловому воздействию. Толщина покрывающего слоя: 60-200 мкм.
Окрашивание порошковым составом проходит в короткие сроки, поскольку скорость полимеризации высокая. Повторное использование частиц материала при их возвращении (рекуперация) позволяет использовать порошок до 98 %, практически без потерь.
Условия хранения КМ соблюдать не сложно: температура от +25оС до +50оС, перегрев не допускается даже один раз. Срок хранения: не меньше полгода.К минусам КМ относят:
- наличие токсичных элементов в составе;
- материал самостоятельно дома не наносится. Для этого необходимо специальное оборудование;
- использовать материал экономически выгодно, если речь идет об применении на массовом и серийном производстве.
Важно: если фракции одного порошкового состава в широком диапазоне, то КМ склонен к сепарации и пылению. Кроме того, покрытие будет не качественным.
Технология нанесения краски
Процесс окрашивания отличается от нанесения других КМ и разбивается на четыре этапа:
- Подготовительные работы. Поверхность очищается от ржавчины. После этого проводится ее обезжиривание, обработка грунтовкой и сушка. Чтобы цепкость красителя с основой улучшилась, а срок службы увеличился применяется цинковое фосфатирование поверхностей из стали, хромирование алюминиевых изделий, травление других поверхностей из металла.
- Нанесение краски. Состав распыляется на детали. Окрашивание проводится по двум технологиям: электростатический и трибостатический метод. ЛК порошок напыляется на изделие в камере с рекуператором. Такая технология позволяет собирать неиспользованный порошок и повторно его напылять.
В основе первой электростатической методики передача порошку электростатического заряда. Поверхность равномерно покрывается наэлектризованным порошком и удерживается на ней. В рекуператор просыпаются излишки порошкового красителя. Это позволяет максимально экономить порошок, использовать его на 98 %. При этом не загрязняется окружающая среда, экономятся финансы.
Менее эффективный и используемый на практике трибостатический способ покрытия поверхности полиэфирным красителем.
Электростатический заряд частиц создается при трении их о стенки распылителя из материала электризующего типа, например, тефлона.
Порошок равномерно продувается воздухом, что создает его псевдожидкое состояние. Для окрашивания деталь помещается в тару с таким псевдожидким составом.
Быстрота и легкость процесса окрашивания зависит от сыпучести материала. Показатель сыпучести будет низкий, если в составе частицы крупные, шероховатые и порошок влажный. Чтобы КМ не впитывал влагу складское помещение, где он хранится, должно быть сухим, заводская тара водонепроницаемая.
- Заключительный шаг. При температуре 140-220оС проходит термическая обработка. Под воздействием высокой температуры покрытие плавится. Процесс полимеризации приводит к образованию прочной защитной пленки. Она характеризуется эластичностью. Окрашиваемая деталь выдерживается в термокамере полчаса. Время обработки и температура в камере зависит от типа основания. Процесс можно объяснить, как расплавление порошка, растекание его расплава по поверхности изделия. Сплошная прочная пленка образуется после того как каждая частица полиэфирсодержащего полимера расплавится и полимеризуется. Толщина покрытия: 60-200 мкм. Конструкция сложной геометрической формы прогреется равномерно в покрасочной камере, ведь нагрев идет конвективный. Так полиэфир полимеризуется и образуется однородное покрытие в виде пленки.
- Сушка изделия. Когда полимеризация покрытия завершена, окрашиваемая поверхность сушится.
Снятие старого слоя порошкового КМ
Старый слой полиэфирного состава снимается с основы, если появилась необходимость в реставрационных работах. В работе применяется пескоструйная установка.
На слой краски направляются абразивные частицы, которые под воздействием высокого давления создают эффект действия наждачки. Очищенная поверхность обеспыливается, обезжиривается и обрабатывается грунтовкой.
После этого краска наносится новым слоем.
Возможности КМ, которые привлекают покупателя
Состав обладает целым списком положительных качеств. Но есть отдельные свойства, на которые стоит обратить покупателю пристальное внимание:
- Покрытие переносит воздействие химических веществ. Среди них выделяются кислотные растворы (серная, соляная, азотная, уксусная, лимонная, фосфорная и другие); этиловые и метиловые спирты; метилэтилкетон; карбоксиловые соединения; ацетон; на минеральной основе масла.
- Полиэфирная эмаль создает на поверхности защитный слой, который увеличивает срок службы разных конструкций, деталей, элементов сооружений.
Совет: КМ в таре от производителя хранится при температуре 25-50оС выше нуля. Качественный материал от известного бренда образует защитный покрывающий слой, который не теряет свои технологические характеристики на протяжении 10 лет.
- Нередко именно в качестве декоративной отделки используются полиэфирные краски. Кроме того, что они производятся в разных цветах, можно еще создать оригинальные визуальные эффекты.
Если для покрытия не нужен материал с повышенными антикоррозийными качествами, со стойкостью к растворителям, то эпоксидные порошки заменяются гибридными порошками (эпоксиполиэфирами). Используется тандем двух смол: эпоксидной и полифэфирной.
Как только появились гибридные порошки они стали востребованы благодаря их низкой цене. Уже позже потребители оценили их технологические преимущества: стойкость к перегреву, химическая стойкость.
Краска порошковая эпоксидно-полиэфирная с разными долями компонентов эпоксида и полиэфира расширяет сферу ее использования: для окрашивания металла, мебели в офисе, в больнице, в школе.
Эпоксиполиэфиры широко используются в качестве декорирующего покрытия.
Их востребованность объясняется не только ассортиментом оттенков, но и возможностью создать на поверхности разную фактуру покрывающего слоя.
На поверхности появляется фактура наждачки – муар. Покрытие скрывает мелкие дефекты на поверхности, декорирует ее.
Рисунок кожи особой выделки – покрытие шагрень. Прячутся изъяны на основе. Отделка придает ей элегантности. Она наносится на входные двери, на мебель в офисах.
Покрытие имитирует старое железо, обработанное молотком – эффект молотковой чеканки. Поверхность смотрится оригинально и практично.
Покрытие металлики создает эффект нанесенного золота, серебра, хрома. Поверхность становится глянцевой или матовой. Материалом обрабатываются автомобильные детали, фурнитура для мебели, сантехники и других элементов декора для дома, офиса.
Если в составе порошковых ЛКМ отсутствуют колеры и наполнители, то в результате будет получено прозрачное лаковое покрытие.Порошковая краска
Всем известны и привычны жидкие красящие вещества, в этой статье мы поговорим о порошковой краске, которая благодаря своим уникальным и высокотехнологическим свойствам, в ближайшем будущем, наверняка, займет главенствующую роль в ЛКМ, ведь это самый быстрорастущий сегмент рынка лакокрасочной промышленности во всем мире.
Впервые порошковая краска начала применяться на практике еще в 60-е годы прошлого века, постоянно развиваясь и улучшая технологию.
Изначально ее концепция строилась на покрытии металлов сухими красками, которые затем расплавлялись, образуя равномерное окрашивание всего предмета.
Начиналось использование с термопластических красок, однако уже несколько десятилетий им предпочитают термореактивные краски, обладающие повышенной стойкостью и долговечностью и имеющие более широкое применение.
В порошковой краске отсутствует растворитель, а это дополнительный плюс для потребителей.
Ее применение особенно для большого количества продуктов экономически выгоднее использования жидкой краски. Нанесение порошковой краски проходит с помощью электростатического способа и дальнейшего обжига, и практически не влияет на экологию окружающей среды.
Характеристики порошковой краски
Как известно, порошковая краска – это твердая многокомпонентная композиция, в которой роль дисперсной среды выполняет не растворители и вода, а воздух. Несмотря на то, что, так называемый, «сухой остаток» композиции по своему составу очень близок с составом жидкой краски их свойства имеют существенные различия.
И именно воздушная дисперсная среда позволяет данному виду лакокрасочных материалов быть более эффективными, чем традиционные ЛКМ — это проявляется и в экономических, и в технических, и что не маловажно, в экологических характеристиках.
Даже хранить и транспортировать такую краску намного легче, так как отпадает необходимость использования специальных герметичных емкостей с жестким фиксирующим положением.
Пленкообразующие свойства порошковой краски достигаются благодаря твёрдым частицам, входящим в её состав, а также специальным пленкообразующим смолам, отвердителям и наполнителям, которые вместе с целевыми добавками и образуют твердую дисперсную композицию. В зависимости от наличия в составе композиции специальных красящих пигментов различают системы:
Порошковая пигментированная краска выше по плотности, и используется более широко как кроющее покрытие — в зависимости от цветового спектра.
Их еще называют порошковым лаком – они используются для нанесения на поверхность, которая должна оставаться прозрачной, например, для лакирования пластмассовых и проводящих изделий, а также для лакирования изделий из дерева при изготовлении мебели.
Так как дисперсная среда порошковой краски воздушная и основной компонент ее – это твердые частицы, то это существенно отличает ее от обычных жидких красок, и поэтому для таких твердых порошковых составов используют принципиально иные качественные показатели, отличные от свойств, характерных для жидких веществ.
Главное свойство порошковой краски – это дисперсионность. Ее состав должен быть однородным, физически и химически стабильным, с оптимальным размером частиц порядка 50-100мкм., чтобы соблюсти тонкость покрытия, частицы по размеру должны быть не больше 300-330мкм.
Качественные характеристики краски также зависят и от степени сыпучести состава и его гигроскопичности.При нанесении состава на поверхность требуется придерживаться специальной методики, для того чтобы соблюсти все требования, предъявляемые к кроющим составам, и по необходимому комплексу свойств готовых материалов – по образованию эффективного покрытия, и по тонкослойности нанесения.
Традиционно используемые методы, такие как обливной, погружаемый, нанесение валиками и кистями, и тому подобные, абсолютно непригодны для нанесения порошковой краски, вместо них используют технологически более современные способы, например метод струйного распыления, аэрозольный, электростатический и посредством использования кипящего слоя.
Виды порошковых красок
На сегодняшний момент производимая порошковая краска различается по следующим признакам:
- химический
- вид пленкообразователя
- назначение покрытия
Состав порошковых красок
По химическому составу существует такие разновидности, как:
- Краски на термопластичной основе
В термопластичных красках отсутствуют химические превращения при нанесении – частицы материала, взаимодействуя между собой, сплавливаются, и расплав охлаждается. Пленкообразователи обладают термопластичностью и растворимостью, причем состав остается подобным исходному материалу.
- Краски на термореактивной основе
Технология термореактивных красок включает в себя химические превращения, придавая полученным покрытиям неплавкость и нерастворимость и значительно изменяя химическую составляющую. На сегодняшний день доля термореактивных красок почти 80% от всего объема.
Полимеры в порошковой краске
В зависимости от названий полимеров либо олигомеров выделяются краски с различным типом пленкообразователя. Это, например:
- эпоксидные
- полиэфирные
- поливинилхлоридные
- полиэтиленовые
В начале разработали краски с эпоксидом, и на сегодняшний момент их применяют так же активно, несмотря на наличие других видов. Они обладают отличной механической прочностью, хорошей адгезией и устойчивы к растворителю. Минус такого материала – желтизна при перегревании, она не ухудшает защитных характеристик, но портит внешний вид.
Краски на основе полиэфира не желтеют, используют их для фасадов, машин и других объектов, находящихся на открытом воздухе. Еще одним отличающим признаком является то, что они менее устойчивы к растворителю.
И что касается классификации последнего признака, то сюда входят краски для изготовления следующих покрытий:
- антифрикционные
- электроизоляционные
- атмосферостойкие
- химически-стойкие
Проводится выпуск порошковых красок любого оттенка и блеска. Они могут быть и высокоглянцевые и глубокоматовые. Существуют так же специальные краски, например:
- фасадные
- многоцветные
- противокоррозийные
- «металлик»
- молотковые
- с повышенным содержанием цинка
Применение порошковой краски
В отличие от обычной жидкой, использование порошка чрезвычайно экономично – при окрашивании изделий краской на основе растворителей ее уходит в три раза больше, чем при использовании воздушно дисперсионной краски, и благодаря этому порошковая краска получила широкое распространение во многих областях.
Основным ее преимуществом является то, что она может быть использована при массовом производстве изделий, так как электростатическим методом с легкостью наносится на поверхность большого количества продукции.
Используя специальные покрасочные камеры для нанесения порошковой краски, получают эстетичное и высокопрочное покрытие – таким образом окрашивают и керамические изделия, и деревянные, и изделия из стекла и металла, например, алюминия и стали, и многие другие. Экономичности этого способа нанесения добавляет и то, что излишек краски можно собрать обратно, и использовать для нанесения на следующую партию изделий.
При работе с изделиями из металла, в следствии их электропроводности, эффективен также трибостатический способ нанесения краски, при этом можно получить высококачественное покрытие на сложных узлах и деталях. Также порошковую краску успешно используют для нанесения на изделия из керамики, стекла и полимеров. Полимерное покрытие имеет самый эстетичный вид и обладает лучшим защитным слоем.
Благодаря своей высокотехнологичности и способности образовывать равномерный по всей поверхности слой покрытия, порошковая краска широко применяется во многих отраслях производства, начиная от покрытия электрооборудования, товаров для спорта, сельхозтоваров, и бытовой техники, до антикоррозионной обработки бурильных и арматурных труб и профилей, и использовании в автомобилестроении в качестве грунтовки и для обработки различных поверхностей. А возможность использования пигментов в большом цветовом ассортименте, насчитывающем свыше трехсот оттенков, делает порошковую краску еще более востребованной на рынке лакокрасочной продукции.
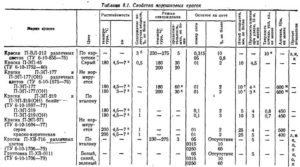
Таблица. Области применения порошковых красок
| Эпоксидная | Высокая адгезия, механическая прочность и химическая стойкость к воздействию влаги, щелочей, алифатических и ароматических углеводородов, смазочных масел, топлива, сырой нефти. Интервал рабочих температур от –60 до +120 °С. Диэлектрические свойства покрытий достаточно высоки | Низкая устойчивость к ультрафиолету и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении | Антикоррозионная защита изделий, подвергающихся химическому воздействию, а также используемых внутри помещений: — металлической мебели; — бытового оборудования |
| Эпоксидно- полиэфирная | Относительно низкая цена и хорошее качество получаемых покрытий. Краски получают комбинированием эпоксидного и полиэфирного олигомера. Покрытия имеют красивый внешний вид, хороший глянец и равномерную окраску, устойчивы к воздействию воды, водных растворов солей, разбавленных щелочей и кислот | По сравнению с эпоксидным покрытием — пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Окраска изделий, эксплуатирующихся внутри помещений: — металлической мебели; — осветительного оборудования; — электронагревательных и бытовых приборов; — различной металлической фурнитуры |
| Полиэфирная | Достаточно высокая стойкость к воздействию атмосферных факторов, светостойкость, механическая и электрическая прочность, повышенная стойкость к истиранию. Улучшают внешний вид изделия благодаря высокой глянцевитости. Удовлетворительная адгезия к металлам | Щелочестойкость и диэлектрические показатели несколько ниже по сравнению с эпоксидными и эпоксидно-полиэфирными красками | Для окраски изделий, подвергающихся постоянному воздействию атмосферных факторов: — фасадных панелей — сельскохозяйственной техники, велосипедов — кондиционеров — других металлических изделий и конструкций, находящихся на открытом воздухе |
Порошковые краски (лакокрасочные материалы)

Порошковые краски – это дисперсные многокомпонентные системы. Роль пленкообразующей основы в порошковых лакокрасочных материалах играют сами твердые частицы, разделяющиеся воздухом. Порошковые краски (ЛКМ) могут быть пигментированными или не содержать в своем составе пигментов (чаще встречаются краски первого вида).
Немаловажное значение имеет соблюдение процесса нанесения порошковых красок. Технология порошковой покраски металла делится на три основных этапа:
1. Обезжиривание и фосфатирование поверхности с целью повышения адгезии и защиты от коррозии.
2. Покрытие поверхности порошковой краской в камере напыления.
3. Применение печи полимеризации для оплавления и формирования плёнки с последующим её отвердением.
Заказать порошковую покраску изделий из металла, согласно технологическому процессу, можно в современном центре металлообработки Metalcut Pro.
Компания оказывает и другие услуги в сфере обработки металла: лазерный раскрой, плазменная резка, лазерная гравировка, порошковая покраска, полировка металла и прочее.
Все работы производят высококлассные специалисты в полном соответствии с проектной документацией и технологическим процессом.
Компания Metalcut Pro – ваш надёжный партнёр и подрядчик!
Основное требование, предъявляемое к порошковым лакокрасочным материалам: способность равномерно распределяться по обрабатываемой поверхности и при отверждении образовывать покрытие с необходимыми свойствами.
В порошковых красках дисперсной средой является воздух, а не растворитель или вода, поэтому данный вид лакокрасочных материалов экономически, технически и экологически более выгоден (по сравнению с традиционными ЛКМ).
Если в красках на основе растворителей или воды содержание основного компонента составляет около 50%, то в порошковых материалах эта цифра достигает 100%. Но для их нанесения на поверхность необходимо использовать специальные методы окраски.
Порошковые краски – относительно новый материал, поэтому на рынке лакокрасочной продукции представлен небольшой ассортимент.
Различают два основных вида порошковых красок:
— на основе термореактивных полимеров (олигомеров);
— на основе термопластичных полимеров.
Первый вид порошковых ЛКМ выпускается в большем количестве (около 65 – 70%).
В зависимости от того, какой полимер используется для изготовления порошковой краски, их также подразделяют на: эпоксидные, поливинилхлоридные, полиэфирные и т.п.Выпускаются порошковые краски химически стойкие, атмосферостойкие, для формирования электроизоляционных покрытий и др. По ГОСТу перед маркировкой порошкового лакокрасочного материала ставится буква «П».
Порошковые краски, применяемые в промышленности
П-ЭП-971 – порошковая эпоксидная краска. Выпускается данный лакокрасочный материал всего в двух цветах – красновато-коричневом и сером. Порошковая эпоксидная краска П-ЭП-971 состоит из гидрированной смеси нескольких компонентов (эпоксидная смола, пигменты, наполнители, отвердители, специальные добавки).
Серая и красно-коричневая порошковые краски П-ЭП-971 обладают одинаковой плотностью – 450 – 600 кг на кубический метр, а угол их естественного откоса не превышает 30°. После высыхания плотность готового покрытия составляет 1200-1400 кг/м3.
По технологии изготовления эпоксидной порошковой краски П-ЭП-971 сначала подготавливают смолу, далее – смешивают ее с другими составными компонентами. Заключительной стадией приготовления данного лакокрасочного материала является смешение в расплаве в реакторе-смесителе и измельчение (перетирание в тонкодисперсный порошок).
Используют порошковые краски П-ЭП-971 в противокоррозионной защите и в качестве электроизоляционного материала. Состав широко применяется для наружной изоляции трубопроводов (магистралей).
Выпускается порошковая эпоксидная краска П-ЭП-971 в двух вариантах для каждого цвета (двух марок): А и В. Марка А наносится на изделия с острыми краями, а марка В – на конструкции без острых кромок.
Срок годности состава — год с даты производства.
На защищаемую поверхность наносится данная порошковая краска с использованием вибровихревого метода с электростатическим полем или электростатическим способом.
П-ЭП-45 – это тонкодисперсный порошок серого окраса. Данная порошковая краска представляет собой гомогенизированную смесь отвердителя, эпоксидной смолы, наполнителей и пигментов.
При температуре 180°С продолжительность высыхания (отверждения) порошковой краски П-ЭП-45 составляет около получаса, а при повышении температуры до 200°С время высыхания сокращается до 20 минут. Угол естественного откоса – до 25°, насыпная плотность без утряски – 520-530 кг/м3. При растяжении прочность пленки не меньше, чем 7 мм, адгезия – около 500 Н/м.
Чаще всего порошковая краска П-ЭП-45 используется для покрытия дисков колес и некоторых других деталей автомобиля. Кроме того, ее можно использовать для окрашивания и других металлических изделий. На поверхность порошковая краска П-ЭП-45 наносится электростатическими способами (вибровихревым с наложением электростатического поля, в ионизированном облаке, краскораспылителем и т.п.).
Если нанести состав П-ЭП-45 на предварительно фосфатированную поверхность, то образовавшийся защитный слой будет обладать высокой стойкостью к воздействию влажной атмосферы в гидростате (около 200 часов), а также 3-% раствора NaCl в камере солевого тумана.