Расчет усилия гибки листового металла
Расчет усилия гибки листового металла

ГОСУДАРСТВЕННЫЙКОМИТЕТ РОССИЙСКОЙ
ФЕДЕРАЦИИ ПО ВЫСШЕЙШКОЛЕ
ТОЛЬЯТТИНСКИЙПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
Кафедра«Материаловедение и технология металлов»
Методические указания к лабораторной работе
ТОЛЬЯТТИ 2006г.
УДК 669.017.3
Разработкатехнологического процесса изготовлениядеталей методом листовой штамповки:Метод. Указания /Сост.ГурченковН.И., РУсанов Е.В.,Афанасьев Е.В. – Тольятти: ТолПИ,1996.
Представленыиндивидуальные задания и приведёнпорядок разработки технологическогопроцесса и выбора образца для егоразделки и формовки операцией листовойштамповки.
Для студентовспец. 1201, 1202, 1205, 1206, 1501, 1502, 1505, 1705, 1808, 2103.
Составители:ГурченковН.И., Русанов Е.А., Афанасьев Е.В.
Научные редакторы:д.т.н., профессор Тихонов А.К.,
д.ф.м.н.,профессор Выбойщик М.А.
Утвержденоредакционно-издательской секциейметодического совета института.
Тольяттинскийполитехнический институт, 1996.
Цель работы
Разработкатехнологического процесса изготовлениядеталей методом листовой штамповки.
ПРИБОТЫ,ОБОРУДОВАНИЕ, МАТЕРИАЛЫ,
УЧЕБНЫЕ ПОСОБИЯ.
Разрывная машина РМ-10.
Штамп для вырубки заготовок.
Штамп для гибки.
Ножницы по металлу.
Линейка.
Штанген-циркуль.
Плакаты.
ОСНОВНЫЕ ОПЕРАЦИИЛИСТОВОЙ
ШТАМПОВКИ.
Холодная листоваяштамповка – способ изготовления плоскихи объемных тонкостенных изделий излистов, полос или лент с помощью штамповна прессах или без ихприменения(безпрессовая штамповка). Она характеризуетсявысокой производительностью, стабильностьюкачества и точности, большой экономиейметалла, низкой себестоимостьюизготовляемых изделий и возможностьюполной автоматизации.
Основными операциямилистовой штамповки являются разделительныеи формоизменяющие. В результатеразделительных операций одна частьзаготовки отделяется от другой позаданному контуру.
К разделительнымоперациям относятся:
а) отрезка –отделение одной части заготовкиотносительно другой по незамкнутомуконтуру;
б) вырубка –отделение одной части заготовкиотносительно другой по замкнутомувнешнему контуру;в) пробивка –образование в заготовке сквозныхотверстий.
В результатеформоизменяющих операций деформируемаячасть заготовки изменяет свои формы иразмеры.
К формоизменяющимоперациям относят:
а) гибка – превращениеплоской заготовки в изогнутое изделие;
б) вытяжка -превращение плоской заготовки в полыеизделия;
в) правка –выправление неровной поверхностиизделия между ровными и фасоннымиповерхностями верхней и нижней частейштампов;
г) отбортовка –образование борта по внутреннему илинаружному контуру листовой заготовки.
В табл. 1-4 приложенияприведены наиболее распространенныематериалы, применяемые для холоднойлистовой штамповки, а также их механическиесвойства.
Расчет заготовки для гибки
Для расчета длинызаготовки (развертки), обеспечивающейполучение после гибки детали заданныхразмеров, необходимо: а) разбить контурштампуемой детали (на боковой проекции)на элементы, представляющие собой прямыеотрезки и отрезки являющиеся частьюокружности;
б) определитьположение нейтрального слоя по толщинедетали (слой, который сохраняет своюдлину неизменной после гибки);
в) просуммироватьдлину прямолинейных отрезков безизменения, а длины криволинейных участков– с учетом деформации материала исоответственного смещения нейтральногослоя.
Длина разверткизаготовки определяется по формуле:
(1)
где L3– длина заготовки до гибки, мм.,
–длина прямыхучастков изгибаемой детали, мм.,
–длина изогнутыхучастков, мм.
Гибка листовогоматериала представляет собой процессупругопластической деформации,протекающей различно с обеих сторонизгибаемой заготовки. С внутреннейстороны зоны сгиба расположены сжатыеволокна, с наружной – растянутые.
Между растянутымии сжатыми волокнами (слоями) металланаходится нейтральный слой 00 (рис.1)который, претерпевая изгиб, не изменяетсвоей первоначальной длины.
Нейтральный слойпри r/S≥ 5 совпадает со средней по толщинесечений линией 00 изгибаемой заготовкиа при r/S< 5 в зависимости от величины отношенияr/Sсмещается в сторону малого радиуса(рис. 1).
Длина нейтральнойлинии изогнутых участков при угле изгиба(в радианах) определяется по формуле:(2)
В нашем случаеизгиб осуществляется на угол Ψ = 90°,следовательно,
(3)
Радиус нейтральногослоя при изгибе прямоугольный заготовок:
ρ= r+ xS, (4)
где : r– внутренний радиус гибки, мм.;
x– коэффициент смещения нейтральногослоя (приложение, табл.5);
S– толщина заготовки, мм.
После проведениярасчетов сделать эскиз развертки деталис простановкой размеров.
Гибка листового металла своими руками — технология и приспособления
Гибка листового металла – это типовая технологическая операция, в процессе которой из плоского листа формируется объемное изделие или заготовка. Такая операция позволяет сэкономить время и ускорить процесс изготовления любой металлоконструкции. Ведь альтернатива процесса гибки — сварочная сборка – отнимает намного больше времени (и денег).
Калькулятор усилия гибки
Теория гибки
×
Гибка до соприкосновения: После выбора нужного V-образного канала, поместите материал по обоим краям V канала. После установки шага хода, верхний инструмент начнет двигаться, гибка будет осуществляться до требуемого значения (30, 60, 75 и т.д. ).
Примите во внимание, что материал во время процесса гибки будет испытывать напряжение.Важные величины при выборе V канала:- Листы до 3 мм — 6-8 х S- Листы более 3 мм – 8-12 х SS — толщина гибочного листа.
Примечание: Эти значения так же учитываются при гибке короткого материала.
Требуемые для гибочного стола величины сопротивления, внутреннего радиуса и прочая информация находится в Инструкции.
Пример: Толщина листа 3 мм, ширина требуемого канала 25 мм, лист для гибки 18 мм. Внутренний радиус 4,2 мм и требуемое сопротивление 21 тонна. Будьте внимательны к следующим моментам при осуществлении гибки:
А – 3 точки для эффективной гибки. Это оба края нижнего инструмента и гибочный край верхнего инструмента.В – Гибочный лист (90) с механической обработкой.Верхний инструмент должен находиться под давлением по обеим сторонам пока не достигнет канала нижнего инструмента.Преимущества данного процесса следующие:1 – Нет необходимости использовать все тоннажное сопротивление Пресса.
2 – Возможность для гибки соответствующих толщин листов.3 – Один и тот же инструмент может использоваться на разных уровнях гиба.
Следующие допуски должны быть приняты во внимание при гибке до соприкосновения материалов старой формы, наклоненной назад:а – гибка с остроконечным инструментом +/- 2б – гибка со стандартным инструментом +/- 3с – гибка с инструментом с тупым концом +/- 5Разница в уровнях общей длины величины толщины гибки до соприкосновения:Пример: 2 мм толщина листа с 140 гиба.
Выбранный проем V канала: V: 8 х s: 8 х 2 : 16 ммКак видно из следующей таблицы, если мы примем за основу, что разница толщины общей длины материала 10 %, то это означает, что разница в уровне будет 2,5. Приведенные значения вычислены теоретически и на практике путем, указанным выше.
В СООТВЕТСТВИИ С ТАБЛИЦЕЙ DEHLER
2. ПРЕССОВАНИЕ С ИСПОЛЬЗОВАНИЕМ ИНСТРУМЕНТА
Для достижения хорошего результата на точных профилях, инструменты должны быть очень хорошего качества. В данной ситуации требуется высокий тоннаж.
Уровень прессования на данных станках уже задан, поэтому нет необходимости производить какие либо установки самостоятельно.
Преимущества: Так как минимизируется тенденция материала к возврату к прежней форме, разница уровней будет минимальной. Недостатки: высокий тоннаж и высокий гиб требуют дорогостоящего инструмента.
Гибка листа связана с величиной радиуса V канала и не связана с толщиной листа и длиной.При таких условиях радиус меньше чем радиус V канала.
3. СПЕЦИФИКАЦИЯ НА ЛИСТЫ МЕТАЛЛА, ИМЕЮЩИЕ ТЕНДЕНЦИЮ К ВОЗВРАТУ К ПРЕЖНЕЙ ФОРМЕ ВО ВРЕМЯ ГИБКИ ДО СОПРИКОСНОВЕНИЯ
Как известно, листы металла имеют свойство принимать прежнюю форму из-за эластичности материала.Это связано со следующим:А – требуемые стандартом пропорцииБ – МатериалоемкостьВ – Покрытие материала
С – Содержимое
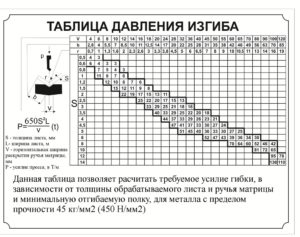
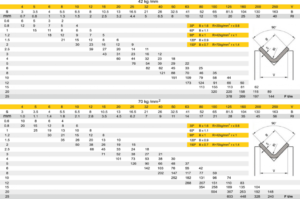
P: Сопротивление давлению (тонн)L: Длина листа (мм)R: Сопротивление (кг/мм2)s: Толщина листа (мм)V: Расстояние канала
Пример:
Длина листа: 1000 мм Сопротивление: 42 кг/мм2
Если ширина V канала: 8 х S выбрана, то тогда получается следующее значение.
С этой формулой нет необходимости производить оставшиеся калькуляции для нахождения сопротивления давлению (тоннаж).Длина: 2500 мм Толщина листа: 2 мм Сопротивление: 45 кг/мм2 Подходящее сопротивление давлению 2,5 х 8 х 2: 40 тонн, как показывает последний пример, жесткость материала в 40-45 кг/мм2 требует сопротивления в 2,5 мм.
Если Гибочный пресс используется вне его возможностей, это может нанести вред инструменту и материалу. Когда лист гнется с сопротивлением более 40 кг/мм2, в таком случае, как показывает практика, к полученному значению нужно добавить 10%.На жестком материале это значение 10-12 х S и из-за жесткости материала возможность появления повреждений предупреждена.
135 – Разница углов, которая может произойти из-за проема V-образного канала.
4. ДИАГРАММА ГИБА
Вместимость (тонн) L: — длина листа (мм) (L=1000мм)R: — Внешний радиус (мм)Предел прочности на разрыв (кг/мм2)V: — Расстояние шаблонаP: — Необходимый тоннаж (тонн)Н: — Минимальная длина листа гиба (мм)S: — Толщина листа (мм)
5. ВАЖНЫЕ СВЕДЕНИЯ ДЛЯ ГИБА
Рисунок 1: Рисунок показывает максимальный тоннаж, разрешенный для определения длины гибки.TS: — Общая длина листа.
Рисунок 2: — Когда Вам необходимо произвести короткие гибы, как показано на рисунке 2, следует гнуть материал одинаковой длины на обоих концах станка.
Калькулятор усилия гибки для листогибочного пресса
25.09.18
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж.
Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам.
Позволяет получить общие справочные значения в считанные секунды без сложного обсчета, в том числе для дальнейшего подбора гибочного инструмента или размещения заказов по гибке.
Легенда
F (усилие, тоннаж), тонн — общее необходимое усилие для осуществления гиба
S (толщина), мм — толщина материала (листа) для гибки
V (открытие), мм — открытие матрицы
h (длина полки), мм — минимальная необходимая длина для прямой остаточной полки детали после гибки
L (длина гибки), мм — основная длина гибки детали (параллельна ширине листогибочного пресса)
R (радиус), мм — внутренний радиус гиба
TS (предел прочности) — предел прочности материала детали для гибки
Основная используемая формула для расчета:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x V
Внутренний радиус R = (5 x V) / 32 Для не целых значений используйте точку, а не запятую
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментом для точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.
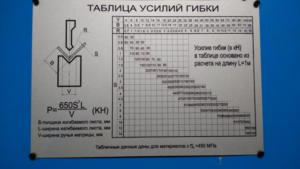
Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали
| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
Полезные формулы и данные
Теория гибки и резки | CпецСтанкоСервис — ремонт и модернизация станков; продажа пуансонов, матриц, ножей для листогибов, гильотин и дыропробивных прессов
Наши специалисты помогут Вам выбрать оптимальный инструмент для работы или спроектируют специальный комплект инструмента, согласно конечному изделию. Для этого нам необходима следующая информация:
- чертеж конечного продукта,
- модель и завод-изготовитель Вашего оборудования,
- толщина и тип обрабатываемого материала,
- информация о типе или форме инструмента, который уже используется.
Ниже Вы найдете полезную информацию для определения оптимальных качественных параметров инструмента для операций гибки и резки листового металла.
Процесс гибки
Большинство процессов обработки листового металла, включают формообразование заготовки.
Различные типы процессов гибки широко используются в широком спектре продукции: автомобильные компоненты, мебель, двери, детали для железнодорожного транспорта, строительства, авиации, электроники, телефонии, судостроения и т.д..
Мы можем сказать с полным основанием, что процесс гибки листов найдет свое место в подавляющем большинстве продукции. Несмотря на кажущуюся простоту, процесс гибки является весьма сложной производственной технологией, которую требуется понимать, и грамотно использовать в производстве.
Гибка — пластическое деформирование листового металла под действием внешней силы.
εp = пластическая деформация,
εe = обратное пружинение.
При промышленном изготовлении деталей, одной из важнейших задач является обеспечение жестких геометрических допусков в готовой продукции. Идеальный гиб определяется тремя основными факторами:
• Точный угол гиба (ß теоретический против ß реального),• Постоянный угол гиба на всей длине детали,
• Плоскостность отгибаемой полки по всей длине гиба.
“ВОЗДУШНАЯ” ИЛИ СВОБОДНАЯ ГИБКА
Среди процессов гибки V-типа, “воздушная” гибка является наиболее простым методом и широко используется в широком диапазоне производственных процессов. Процесс “воздушной” гибки обеспечивается точным перемещением пуансона по отношению к V-образной матрице. Таким образом, листовой металл сгибается, создавая угол в точке контакта между пуансоном и листом.
Листовой металл имеет 3 точки контакта с пуансоном и матрицей. Угол гиба определяется тем, насколько глубоко пуансон вошел внутрь матрицы. Обратное пружинение компенсируется увеличенным ходом пуансона, что позволяет листу вернуться к требуемому углу гиба (перегиб листа) после снятия нагрузки.
Преимуществами “воздушной” гибки являются: низкое усилие гибки, возможность гибки очень толстых листов и возможность получения различных углов гибки используя одни и те же инструменты. Эти преимущества делают этот метод менее дорогим и более гибким.
“Воздушная” гибка характеризуется сложностью достижения точного угла в связи с наличием эффекта обратного пружинения, а также необходимостью использовать высокотехнологичные прессы, чтобы гарантировать отличную точность гибки.
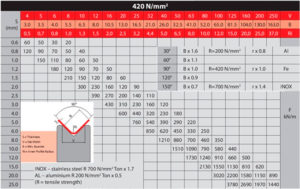
Таблицы расчета усилия F при «воздушной» гибке.
, гдеF — требуемое усилие на 1 м пуансона, тоннr — внутренний радиус, мм.,b — минимальной высоты отогнутой полки, мм.,g — толщина материала, мм.,
V — ширина ручья (раскрытия матрицы), мм.
Пример: Листовая сталь с пределом прочности RM 430-500 МПа с толщиной 6 мм можно согнуть на размере матрицы V=50 мм, минимальная кромка — 35 мм, внутренним радиусом 8 мм, необходимое усилие гибки составит 48 тонн на метр пуансона.
Соответственная таблица для нержавеющей стали…
Для более конкретного случая воспользуйтесь файлом: Расчет требуемого усилия гибки
КАЛИБРОВКА ИЛИ ЧЕКАНКА (гибка до полного касания инструментов)
При использовании метода чеканки, пуансон через лист полностью касается матрицы, это обеспечивается тем, что поверхности пуансона и матрицы повторяют друг друга.
Чеканка в основном используется для изготовления деталей с углом 90 градусов на тонком листе, где требуется малый радиус гиба. Гиб обеспечивается, прессованием детали в матрице, так что листовой металл точно повторяет профиль матрицы.
Учитывая сильную пластическую деформацию обратное пружинение сведено к минимуму. Преимуществами данного метода являются высокая точность угла, минимальное обратное пружинение, возможность получать минимальный радиус гиба.Основными недостатками метода являются необходимость наличия наборов инструментов для каждого угла и радиуса, а также необходимость использования увеличенного усилия (в 3-10 раз по сравнению с “воздушной” гибкой).
ПЛЮЩЕНИЕ
Как правило, метод применяются для увеличения жесткости детали и для создания безопасной кромки. Процесс выполняется в 2 шага: сначала предварительная гибка с углом 26 ° -35 ° (“воздушная” гибка), оконча-тельное плющение, полностью или частичное, в зависимости от приложенного усилия.
Гильотинная резка представляет собой процесс прямолинейной резки листового металла. Материал разрезается между противоположными кромками двух лезвий. Предварительно лист фиксируется с помощью прижимных цилиндров.
Во время процесса резки подвижное лезвие двигается по отношению к неподвижному лезвию с определенным зазором между ними, который определяется условиями резки.
Подвижное лезвие может быть установлено под углом по отношению к неподвижному для того, чтобы резка велась последовательно от одной стороны к другой, этот угол называется углом между лезвиями, и это уменьшает усилие резки, но увеличивает ход подвижного лезвия.
Что касается самой гильотины, то, машина состоит из станины со столом, системы прижима листа, верхнего и нижнего лезвия и заднего упора. Задний упор обеспечивает требуемый размер отрезаемой детали.
Задний угол верхнего лезвия незначительно влияет на усилие резки. При использованием двух лезвий с четырьмя режущими кромками требуется более высокое усилие резки, чем когда верхняя лезвие отшлифованы с небольшим задним углом, этот угол, как правило, не более 3°.
Угол между лезвиями значительно влияет на усилие резки и влияет на дефекты, которые возникают при резке узких полос. Данный угол — менее 3°.
Зазор между лезвиями — это расстояние (перпендикулярное) между лезвиями. Чистота резки зависит от толщины листа и прочности материала. Точные значения зазора должны быть определены для каждого конкретного случая.Если зазор слишком маленький, то наблюдается увеличенный износ лезвий: затраты на переточку инструмента и усилие резки будет выше. Если зазор слишком большой, то материал сминается между двумя лезвиями.
В результате отрезаемая кромка будет с увеличенным конусом и большими пластическими деформациями. Зазор — ключевой фактор для получения качественной кромки.
Дефекты готовых изделий из листового металла в результате резки:
- дефект скручивания,
- дефект саблевидности,
- дефект изгиба
- дефект непрямолинейной кромки.
ДЕФЕКТ САБЛЕВИДНОСТИ
Этот дефект выражается в изгибе отрезанной детали в плане (поверхность остается плоской) после резки. Это связано с шириной детали, ее толщиной, прочности материала и направления линий прокатки (остаточные напряжения). Для уменьшения этого дефекта рекомендуется использовать меньший угол между лезвиями и выполнять резы вдоль направления линий прокатки.
ДЕФЕКТ СКРУЧИВАНИЯ
Этот дефект выражается в скручивании готовой детали вдоль ее оси после резки. Этот дефект возникает обычно,при резке узких полос.
Условия резки, которые усиливают этот дефект, связаны с геометрией листового металла (большая толщина, малая ширина, короткая длина), характеристик материала (мягкий материал, неравномерное распределение напряжений) и, конечно, параметры резки (большой угол между лезвиями, высокая скорость резки).
ДЕФЕКТ ИЗГИБА
Этот дефект выражается в изгибе отрезанной детали (деталь не плоская), после резки. Этот дефект обусловлен углом между лезвиями и жесткостью заготовки. Для уменьшения этого дефекта рекомендуется использовать меньший угол между лезвиями и поддерживать отрезаемую заготовку.
ДЕФЕКТ НЕПРЯМОЛИНЕЙНОЙ КРОМКИ
Разрезаемый материал пластически деформируется в очень небольшой области, которая формирует остаточную деформацию.
Область чистой кромки, где верхний нож проникает в материал до образования трещин, которые в свою очередь ведут к образованию грубой и нерегулярной поверхности известной как область трещин.
Область трещин распространяется до области заусенцев, которые появляются на завершающем этапе резки и зависят от зазора, характеристик металла и состояния инструмента.