Станок для проката профильной трубы своими руками
Как прокатать профильную трубу своими руками — Металлы, оборудование, инструкции

Приобретение частного дома или загородного участка редко связано с желанием проводить выходные пассивно. Пройдет совсем немного времени и на участке возникнет теплица, укрытая поликарбонатом, а над верандой дома будет установлен причудливый козырек, способный защитить от дождевых капель и палящего солнца.
Основой для подобных важных и нужных конструкций становится каркас, созданный из гнутых профильных труб. Ну а для того чтобы получить изгиб заданного радиуса и формы необходим трубогиб. В данной статье мы поговорим о том, как изготовить подобный станок для прокатки труб, без которого домашнему мастеру не обойтись.
Деформация профиля
Что такое трубогиб и зачем он необходим
Продукция промышленного производства
Станок для проката профильной трубы или трубогиб – это техническое приспособление, которое относят к инструментам и механизмам, используемым для работы с изделиями металлопроката. С его помощью можно легко изогнуть профильные обычные трубоматериалы согласно заданного радиуса. Главным его достоинством является возможность согнуть любое количество изделий с одинаковым радиусом.
Обратите внимание! Гнутые трубы могут быть использованы для монтажа трубопроводов транспортировки горячей или холодной воды, а также в деле создания каркасов различных видов и форм, которые часто применяются в строительстве.
Многие удивляются, зачем нужен тругобиб?. Казалось бы, укрепи одни конец трубы и потяни за другой. Но на самом деле не все так просто.
Подобный метод приведет к следующим последствиям:
- Отсутствие возможности контролировать радиус;
- Изгибая изделие таким образом, вы создадите зону концентрации напряжения, понизив тем самым прочность конструкции;
- Снижение срока службы конструкции.
Трубогиб просто необходим домашнему мастеру, поэтому для многих остро стоит вопрос о том, какова цена такого станка или же его разумнее изготовить своими руками.
Приобретая какой-либо инструмент в собственное пользование, каждый мастер должен руководствоваться принципом его разумной надобности.
Совет. Инструмент, с помощью которого производится прокатка труб, должен исправно исполнять свои функции, не требуя от своего владельца дополнительных трат.
Критерии выбора механизма такого рода:
- Тип привода. Выбор делается в зависимости от габаритных размеров труб, предполагаемого объема работ и интенсивности использования инструмента;
- Максимальные геометрические параметры обрабатываемой профильной продукции;
- Принцип работы станка в зависимости от специфики выполняемых операций.
Еще одним немаловажным фактором является размер самого станка. Исходя из места расположения на рабочем столе или в отдельном углу, вы можете избрать стационарный многофункциональный инструмент.
Устройство трубосгибателя
Методы изгиба труб
Основное назначение такого типа инструмента — это прокатка профильной трубы, т. е. придание заготовке требуемой формы.
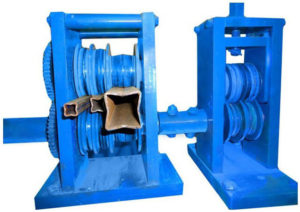
Наиболее распространенным среди домашних мастеров является именно трехроликовый вариант станка с ручным типом привода. Такой агрегат представляет собой треугольную конструкцию из трех роликов, равных по ширине сечению обрабатываемого изделия.
Ролики, находящиеся в основании конструкции, соединяются между собой при помощи цепного привода. Ролик верхний является частью винтового механизма с зажимом винтового типа или прессом.
Этот верхний ролик способен совершать возвратно-поступательные движения в вертикальном направлении.- Труба помещается на нижние ролики и прижимается верхним, соединенным с винтовым механизмом;
- Проворачивая рукоять, мастер производит протяжку;
- Далее, не вынимая заготовки из стана, усиливаем нажим, закручивая прижимной винт на несколько оборотов;
- Заготовка вновь протягивается.
Описанный цикл нужно повторять до тех пор, пока труба не обретет нужную форму.
Виды трубогибов
Несмотря на то что устройство кажется довольно простым, существует огромное количество конструкций такого рода. По некоторым основным признакам их делят на следующие категории.
По типу привода станок для профильной трубы может быть:
- Электромеханический. Приводом для такого устройства выступает обычный или шаговый электродвигатель. Причем обычный подключают через нижний редуктор, что позволяет равномерно растянуть прикладываемые усилия по времени, чтобы добиться изгиба высокого качества;
Обратите внимание! Электродвигатель может приводить в движение ролик прокатного инструмента или систему рычагов станка дорнового типа.
- Гидравлический. Более мощная версия конструкции с ручным приводом. Применение в качестве прижимного механизма гидроцилиндра позволят снизить усилия необходимые для изгиба;
- Ручной. Наиболее распространённый тип механизма, которые обычно присутствует в мастерской каждого мастера и хорошего хозяина.
Обратите внимание! Прокат заготовки и создание прижимного усилия производится только за счет силы, применяемой оператором.
По методу изгиба можно классифицировать прокатные станы следующим образом:
- Дорновый – как правило, промышленного изготовления. Чаще всего можно встретить электромеханический или гидравлический. К преимуществам такой конструкции можно отнести качественную деформацию с малым заданным радиусом изгиба;
Дорновый инструмент
- Сегментный – для работы с трубами тонкостенными из мягких типов металла. Обычно используются водопроводчиками и создателями отопительных систем. Состоит из двух рычагов, обладающих держателями для изгибаемых изделий. В месте шарнирного соединения рычагов устанавливают оправку с требуемым радиусом. Гиб в данном случае производится после установки трубы методом сведения рукояток;
- Пружинный – представляет собой плотную пружину определенного диаметра, внутрь которой продевается труба. Для получения качественного изгиба необходимо обладать немалым опытом. Обычно используется кондиционерщиками;
- Арбалетный – применяется для деформации медных, алюминиевых и стальных тонкостенных труб. Является Т-образной конструкцией, сверху которой закреплены держатели трубы, а в центре передвижной рычаг со сменными оправками. При нажатии на рукоятку выдвигается рычаг, а храповый механизм позволяет постепенно наращивать силу изгибания.
Арбалетный агрегат
Сделать самому
Для примера будет рассмотрена инструкция по созданию трехроликового агрегата ручного типа:
На фото — самодельная конструкция
- В роли корпуса можно использовать стальные листы в 3 мм толщиной, на которые наносим разметку с помощью простого карандаша;
- Ролики можно сделать из канатных шкивов, наделенных подшипниками;
- Посадочное место для ролика высверливают с помощью обычной электродрели;
- Напротив ролика, в самой вершине приваривается достаточно высокая гайка, которая будет частью механизма прижима;
- Приваривается П-образная деталь, оснащенная установочными отверстиями для винта крепления ролика. За подъем прижимного ролика будет отвечать приваренная шайба.
В заключение
Ручной трубогиб
Стан холодной прокатки труб позволит эффективно выполнять изгиб изделий разного типа и размера. Соорудив самостоятельно или купив такой агрегат и установив его в собственной мастерской, вы можете быть уверены в том, что сооружение каркасов даже самых причудливых форм уже не будет для вас проблемой.
С помощью такого инструмента вы сделаете и тепличный каркас, и оригинальный навес, и любую иную необходимую вам конструкцию.
А видео в этой статье раскроет вам еще больше нюансов сооружения собственного инструмента.
Особенности и способы гибки профильных труб по радиусу своими руками
Профильный трубопрокат представлен изделиями, которые имеют поперечное сечение разнообразной формы. К ним относятся круглые, плоскоовальные, квадратные и овальные трубы. Такой ассортимент продукции предоставляет возможность создавать легкие арочные конструкции разнопланового назначения.
Они используются как в бытовых сооружениях, так и в производстве. К наиболее востребованным профилям относятся квадратные изделия. Гнутая профильная труба такого сечения позволяет легко закрепить на плоской стенке любое внешнее покрытие.
Перед тем как в домашних условиях заняться гибкой профильных труб, следует ознакомиться с их техническими параметрами и методами работы.
Основные сложности при гибке профильного проката
Выпускаемые промышленностью профильные трубы имеют определенные геометрические параметры, являющиеся определяющим фактором для их пластических возможностей. От толщины стенок металлопроката и поперечной площади зависит допустимый минимальный радиус изгиба. Этот параметр дает значение закругления профтрубы без ее механического повреждения.
При механическом воздействии на изделия из металлического проката им придается полный или же частичный изгиб. На металлопрофиль в этом случае действует сила сжатия (на внутреннем участке) и сила растяжения (на наружной поверхности). Именно они и вызывают основные сложности при изгибании металлопрофиля, которые выливаются в следующие проблемы:
- сегменты трубного материала при сгибании металлопрофильного изделия могут утратить свою соосность, что приведет к расположению участков трубного проката в разных плоскостях;
- наружная стенка профильного проката в процессе растяжения может лопнуть под воздействием повышенной нагрузки;
- на внутренней части изгибаемого профиля могут появиться складки, напоминающие гофру.
Для профтруб с высотой (h) до 20 мм длина сгибаемого участка должна быть более 2,5×h. Металлопрокат с профилем высотой более 20 мм безболезненно загибается на участках с минимальной длиной 3,5×h. Определение радиусов минимального изгиба можно определить по таблице.
Правильно проведенный технологический процесс позволит получить идеально ровный загиб проката и не даст изделию получить смятие или же лопнуть. Выбрав подходящий вариант технологии, необходимо учесть геометрические параметры, а также характеристику материала изделия. Согнуть профильную трубу можно двумя методами: с предварительным нагревом и в холодном состоянии.
Использование предварительного нагрева
Данную операцию проводят для изделий, имеющих профиль высотой более 40 мм. Внутрь профтрубы засыпается песок, и устанавливаются на торцах деревянные заглушки. Сыпучий материал позволит металлу получить равномерный прогрев по всей длине. В одной из заглушек делаются специальные отверстия для отвода образующегося при нагревании газа.
Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.
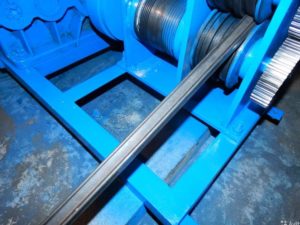
Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.
Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий.
Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками.
Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции.
Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой.
Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.
Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкциюОднако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами.
Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью.
Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Вал прижимной Валы нижние Опора для 307-го подшипника
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
Весь процесс изготовления ручного профилегиба подробно отображен на фотографиях ниже. Подбираем звездочки и вытачиваем валы Свариваем каретку и крепим полумесяцы для подшипников Размечаем и вырезаем стенки корпуса
Привариваем опоры подшипниковавляющие каретки Вот так каретка должна «ездить» Пробуем собрать корпус
Подбираем винт с инструментальной резьбой Делаем крепление винта сверху каретки Так этот узел выглядит снизу
Навариваем усилители Закрепляем ушки для сборки корпуса Используем шплинты для быстрой разборки
Собираем цепную передачу Мастерим рукоятку их накидного ключа Красим готовый профилегиб
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Конструкция станка может быть проще, если использовать гидравлический домкрат, как показано на видео ниже.
Как сделать профилегиб за 2000 рублей: на заметку самодельщикам

Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение.
Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.
А это пример работ, выполненных профилегибом.
Профилегиб-самоделка обошелся в 2 тыс. руб., сделан за 3 вечера и, по словам пользователя, окупил себя за половину рабочего дня.
А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
Инструменты:
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.
- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.
- Собрал корпус гибочного станка из швеллера.
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.
Ролики смастерили из набора гаек, подшипников и шайб.
- Этапы изготовления нажимного ролика.
- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.
Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.
Конструкция в сборе.
Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.
Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.
Готовая конструкция.
Т. к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.
Высота профилегиба.
Pin008
Участник FORUMHOUSE
Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.
При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить бюджет
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину.
Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось.
Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т. к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Pin008
Участник FORUMHOUSE
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком
И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.
Подписывайтесь на канал! Присоединяйтесь к FORUMHOUSE!
Как выполняется прокатка профильной трубы – оборудование, технология
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.
Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.
Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками.
Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков.
Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.
Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа.
Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм.Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.
Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
Станок для проката профильной трубы своими руками

Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.
Как изготовить станок для прокатки металлической профильной трубы своими руками
Существует масса кустарных способов изогнуть профтрубу, но качественный результат можно получить только при прокатке металлопрофиля. Самым же эффективным способом прокатки является использование профилегибочного станка. Если требуется не серийное, а штучное производство арок, дуг или волн, то с задачей поможет справиться даже самодельный аппарат.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы.
Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм.
Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно.
Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба.
К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.
Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Обратите внимание! Суть прокатки в том, что изменение профиля производится таким образом, что усилие прикладывается ко всей поверхности изгибаемого участка. Нагрузка распределяется по стенкам равномерно, из-за чего не возникает большого внутреннего напряжения, и изогнутое изделие получается аккуратным и прочным.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
- С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.
Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.