Станок для сгибания профильной трубы своими руками
Станок для сгибания профильной трубы своими руками — Металлы, оборудование, инструкции

Статьи
В данной статье будет рассмотрена гибка профильной трубы своими руками при помощи специального инструмента – трубогиба, устройство и выбор трубогиба, а также его самостоятельное изготовление.
Прежде всего следует разобраться, что собой представляет трубогиб. Каждому человеку знакомо желание придать более привлекательный вид своему дому или приусадебному участку.
Процесс гибки трубы профильной
Элементом такого декора в наше время может стать декоративная ковка металла, например – накрытый листом поликарбоната козырек из профильных труб. Для подобных элементов применяются сварка, машина шлифовальная, а также станок, с помощью которого выполняется гибка профильных труб под заданный радиус.
Различают следующие разновидности таких устройств:
- Трубогибы рычажные гидравлические, гнущие под углом изделия из металла;
- Профилегибы (роликовые трубогибы), конструкция которых позволяет изгибать профильные трубы по плавным радиусам.
В случае рычажного трубогиба трубы изгибают, прилагая при помощи рычага усилие в заданной точке, а с помощью профилегиба гибка по радиусу профильной трубы выполняется по принципу раскатки (вальцовки).
О трубогибах
Трубогиб ПГ-2
Трубогиб можно назвать незаменимой в хозяйстве вещью, позволяющей выполнять широкий спектр работ. Он может пригодиться для изготовления козырьков, навесов, теплиц и многих других изделий из профильного и круглого проката, имеющего переменный радиус.
Соответственно, если человек привык все делать в доме самостоятельно, ему не обойтись без данного инструмента.
Типы трубогибов
Трубогибы могут различаться по своему назначению на следующие типы:
- Трубогибы для профильных труб;
- Трубогибы для труб медных;
- Трубогибы для труб из металлопластика и т.д.
Полезно: понятно, что для гибки труб из полиэтилена трубогиб не требуется.
Правильная гибка трубы профильной выполняется с помощью специального трубогиба (например – «Ручной трубогиб для профильной трубы ПГ-2»), являющегося незаменимым в случае работы с трубами из профиля как в строительстве, так и в промышленном производстве.
Использование такого трубогиба позволяет изгибать трубу в точном соответствии с размером и градусной мерой необходимого угла, избегая при этом ее изломов, повреждений и деформаций.
С помощью станка гибка труб профильных производится удобно и комфортно. Подобный трубогиб можно применять для изгибания профильных труб и самих профилей из таких материалов, как сталь, алюминий, медь и т.д.
Принцип действия трубогиба
Трубогиб ручной
Трубогиб, позволяющий производить гибку трубы в соответствии с заданными формой и размерами, имеет конструкцию, позволяющую выполнять операции с металлическими трубами в полном соответствии с требованиями к монтажу.
Кроме того, использование трубогиба предотвращает возникновение сплющивания и заломов, что позволяет трубам сохранить прочностные и эксплуатационные характеристики в процессе сгибания. Данный инструмент позволяет, оптимизировав расположение различных коммуникаций, использовать доступное в помещении пространство более рационально.
Кроме того, использование трубогиба позволяет существенно сэкономить усилия и повысить качество работы монтируемой системы, поскольку в ряде случаев можно обойтись без применения сварочного аппарата и различных фитингов и других соединительных отводов в больших количествах.
В любом случае трубогиб можно назвать предметом, экономически выгодном и полезном в домашнем хозяйстве.
Выбор трубогиба
Профилегиб ПГ-1
Конкретный трубогиб выбирают в зависимости от того, какие работы планируется выполнять и из какого материала сделаны трубы:
- В случае сантехнических работ на дому, когда приходится иметь дело не только с трубами из металлопластика, но и из металла, лучше всего подходит трубогиб ручной для работы со стальными трубами;
- В случае использования профильных труб могут возникнуть существенные затруднения с их изгибом и приданием необходимой формы, поскольку профильная труба сгибается намного сложнее, чем обычная.Холодную гибку бесшовных труб обычно выполняют с помощью трубогиба профильных труб;
- Медные трубы для водопровода и отопления сгибают при помощи ручного трубогиба для медных труб.Такие трубы гнуть намного легче, поскольку медь является очень податливым и пластичным материалом.
В настоящее время в нашей стране производятся следующие трубогибы, нисколько не уступающие зарубежным аналогам:
- Профилегиб (трубогиб) ручной ПГ-1;
- Трубогиб для профильной трубы ручной ПГ-2;
- Станок профилегибочный ручной ПГ-4.
Использование данных инструментов позволяет комфортно выполнить гибку труб, избежав чрезмерных затрат усилий и времени. Трубе может быть легко придана нужная форма, соответствующая всем необходимым размерам.
Как самому сделать трубогиб
Самодельный станок для гибки профильных труб
С целью экономии средств можно также изготовить станок для гибки профильной трубы своими руками. При этом разница между покупкой трубогиба в магазине и его самостоятельным изготовлением может составить примерно 30000 рублей, поскольку материалы для изготовления станка можно найти на станциях, скупающих черный металл.
Внешний вид самодельного трубогиба будет хуже магазинного, но со своими задачами он справляется так же эффективно.
Для самостоятельного изготовления такого станка потребуются следующие элементы и материалы:
- Уголок или швеллер, из которого будет изготовлена станина, на которой будет закреплен механизм;
- Ножки для станка из трубы, уголка, профильной трубы и т.д.;
- Валы, выполняющие функцию сгибания (можно заказать у токаря);
- Цепной механизм, который передает на валы крутящий момент (можно, например, использовать входящие в состав механизма ГРМ ВАЗ-2106 шестерни с цепью);
- Натяжитель (также можно взять с автомобиля);
- Направляющая для вала регулируемого, которую изготавливают путем сварки двух 20 мм уголков;
- Движущий элемент в направляющей, приводящий регулируемый вал в движение, можно изготовить из профильной трубы 40х20 мм;
- Регулируемый винт;
- Ручку, приводящую механизм в действие, можно изготовить из подручного металла;
- Крепление основных валов выполняется на болтах, под которые в швеллеры выполняются прорези, допускающие перемещение валов с целью изменения радиуса дуги.
Используя такое приспособление, можно самостоятельно изготовить как простой козырек, так и более сложные конструкции, например – теплица из поликарбоната, вольера для домашних животных и т.д., то есть любые, в которых применяются профильные трубы, изогнутые под необходимый радиус.
Выбрать станок для гибки профильной трубы или сделать своими руками?
Профильные трубы прочно вошли в жизнь человека, благодаря присущим им свойствам: повышенной прочности, наличию рёбер жёсткости и удобной геометрии.
В связи с широким применением продукции, часто возникает необходимость согнуть такие трубы в одном или нескольких местах и под разными углами, для чего применяется оборудование для гибки профильной трубы.
О разновидностях трубогибов, работе с ними и самостоятельном изготовлении устройства расскажет эта статья.
Виды трубогибов
Как было упомянуто выше, часто — и в домашнем хозяйстве, и в промышленных масштабах — возникает необходимость изменить круглую или профильную трубу, согнув её под требуемым углом в одном или нескольких местах или придав ей плавный радиус изгиба. Требуется это и по технологическим условиям эксплуатации труб, и по эстетическим (к примеру, при создании узорчатых конструкций и элементов — для козырьков, навесов и т.д.).
В большинстве случаев согнуть трубу вручную или физически невозможно, или возможно с существенными нарушениями геометрии профиля, что осложняет дальнейшее использование изделия.
Поэтому используют профессиональные или сделанные своими руками станки для гнутья профильной трубы — трубогибы.
По принципу взаимодействия с соответствующими изделиями трубогибы подразделяют на:
- Гидравлические рычажные устройства, сгибающие продукцию под заданным углом. В этом случае всё усилие концентрируется посредством рычага в одной точке — месте сгиба.
- Роликовые приспособления (профилегибы), обеспечивающие возможность придать профильной трубе плавные радиусы изгиба. При применении этого инструмента происходит развальцовка (раскатка) изделия посредством роликов.
Следует дополнительно отметить, что, не важно, купленные или изготовленные своими руками, станки для проката профильных труб могут работать только с пластичным неломким материалом, то есть с металлами и сплавами (прочитайте: «Как выполняется прокатка профильной трубы – оборудование, технология»). Для сгибания изделий из жёсткой пластмассы, асбестоцемента и т.д. они не пригодны. А мягкий пластик гнётся вручную и без усилий.
Станок для сгибания профильной трубы своими руками — Станки, сварка, металлообработка

» Станок » Станок для гибки профильной трубы своими руками чертежи
Принцип работы трубогиба определяет его конструкцию. Это ручные, переносные и стационарные инструменты, с электроприводом, гидравлические. Если нужно согнуть трубу, самое простое решение – купить трубогиб в магазине. Но можно сделать инструмент своими руками из подручных материалов.
Существует несколько видов трубогибов, которые различаются по механизму и принципу работы: гидравлический и пневматический. Хорошо справляются с созданием изгибов заводские агрегаты, которые приводятся в действие обоими видами приводов.
К сожалению, не каждый может воспользоваться такими устройствами или же приобрести фабричный вариант, да и осваивать технологию гибки на заводских станках без опыта проблематично. Какие трубогибы возможно сделать своими руками.
Какие распространенные техники сгибания.
Ручной самодельный трубогиб для профильных труб
Самодельный профильный трубогиб представлен в нескольких вариациях. Всё зависит от материалов, которые доступны при создании оборудования.
Наиболее распространённым является фронтальный, для изготовления которого потребуется:
- три вала/ролика – цилиндрической формы из металла;
- цепь;
- ось вращения;
- приводной механизм;
- металлические профили для рамы.
При создании станка своими руками выполняют конструкцию или некоторые элементы (ролики) из древесины или полиуретана. При эксплуатации необходимо рассчитывать прочность труб (материал изготовления), которые подвергнутся деформации. Иначе конструкция не выдержит.
Технология гибки ручным станком
В процессе сгибания профильной трубы в самодельном станке осуществляется принцип вальцовки/раскатки. Гибка трубы данным методом позволяет избежать изломов и повреждений. В результате – точное соответствие нужного угла градусу и размеру. В агрегате труба вставляется между роликами и при вращении ручки сгибается.
Этапы сборки ручного трубогиба
Как собрать ручной трубогиб:
- Подготовьте металлический каркас для установки компонентов. Конструкция крепится сваркой и скручивается болтами для прочности всего оборудования.
- Монтаж оси вращения и валов, два из которых монтируются выше третьего. Здесь радиус изгиба трубы зависит от расстояния, на котором находятся два нижних цилиндра друг от друга. Поэтому для настройки угла деформации установите ролики и стопор.
- Вращающий механизм приводится в движение цепью. Здесь учитывается наличие или отсутствие шестерней. Их всего три. Подойдёт цепь со старого автомобиля, которую монтируют на валы.
- К одному из валов прикрепите ручку. Элемент будет создавать крутящее усилие.
-инструкция. Как сделать ручной трубогиб
Для изготовления прокатного станка для гибки профильных труб потребуется:
- домкрат;
- для каркаса: металлические профили и полка;
- 4 высокопрочных пружины;
- 3 вала;
- цепь и прочие элементы.
Технология сгибания прокатным трубогибом
В процессе сгибания в станке осуществляется деформация трубы в заданном месте. Труба ложится на боковые ролики, сверху опускается третий и таким образом изделие фиксируется. При вращении ручки цепь приводит в движение валы, и труба сгибается под нужным углом.
Как сделать самому прокатный трубогиб
Как изготовить прокатный трубогиб:
- Прижимной вал состоит из шестерней, колец и подшипников, закреплённых через шпонку. Поэтому главным в процессе сборки является вытачивание роликов и обоймы для подшипников. Величина валов должна соответствовать подшипникам и звёздочкам. Процесс вытачивания доверяется токарю на основе чертежей. Валов три, два из которых располагаются по бокам, а третий подвешивается на пружинах.
- Следующим этапом является просверливание отверстий и нарезание резьбы в кольцах (для изготовления пазов, резьбы под болты-зажимы) своими руками.
- Подготовка полки из швеллера – сверлят отверстия и нарезают резьбу для установки прижимного вала.
- Последний этап – сварочные и монтажные работы всей конструкции. Сначала устанавливают каркас (ножки).
- Далее подвешивают полку с прижимным валом на пружинах и монтируют боковые опорные валы, которые соединяют цепью. В конце – крепят ручку на один из боковых опорных валов и монтируют домкрат.
Аспекты работы:
- прижимной вал прикручивается через шпонки к полке;
- «подвесной» прижимной вал устанавливается на полку. К этой основе приваривают гайки для пружин. Впоследствии площадка переворачивается и крепится на пружины;
- при натяжении цепей как держатель применяется магнитный уголок;
- в процессе прикручивания звёздочек – устанавливают шпонки, заготовленные из гравера;
- ручку для вращения изготавливают с проворачивающейся трубкой;
- домкрат монтируют на «подвесную» платформу посредством болтов и сварки.
Как сделать гидравлический трубогиб в домашних условиях
Гидравлический трубогиб для профильных труб оснащён гидроцилиндром, планками, нагнетательным устройством и трубными упорами. Изготовление такого агрегата в домашних условиях – процесс трудоемкий.
Детали оборудования:
- гидравлический домкрат (не меньше 5 тонн);
- башмак;
- несколько роликов (2-3);
- швеллер;
- металлические пластины и прочие детали.
Технология гибки станком с гидравлическим приводом
Процесс гибки заключается в деформации заданного участка трубы посредством домкрата с гидравлическим приводом. Трубу вставляют в башмак, закрепляют оба конца. Задействуют домкрат, поворачивая медленно ручку.
Усилие, создаваемое гидравлическим приводом, передается на ролик – труба сгибается под нужным углом.
В любой момент работу можно остановить, вытащить трубу можно, сделав пару оборотов ручки в противоположную сторону, то есть ослабить нажим ролика.
Как изготовить гидравлический гибочный станок
Изготавливаем гибочный станок на гидравлике своими руками:
- Предварительно заготавливают конструкцию из швеллера, где будут расположены башмак и ролики. Затем каркас станка из аналогичного металла.
- Последняя платформа конструкции укрепляется металлическими пластинами. Впоследствии на эту полку будет монтироваться домкрат. Закрепляют устройство болтами, присоединяют ручку.
- Сложностью является поиск или изготовление роликов, которые должны обхватывать трубу. Детали монтируют в прямоугольный швеллер на равной высоте. Башмак устанавливают ниже. Расположение деталей определяет заданный радиус изгиба.
- Ролики и башмак крепят с помощью болтов. Отверстия заготавливают предварительно.
-инструкция. Как сделать гидравлический трубогиб
При сгибании труб необходимо знать диаметр материала и принципы процесса. Это обусловит корректную деформацию материала без перегрузки и изломов. На станках с применением гидравлики возможна гибка участка трубы с нагревом, что позволяет гнуть изделия с большой толщиной стенки, из прочных сплавов и полимерных материалов.
Горячий и холодный методы гибки труб
Деформация труб проводится двумя способами:
Изгиб холодным способом применяют для труб, изготовленных из пластичного материала. Как правило, это изделия небольших размеров, изготовленные из меди, алюминия и прочих материалов (кроме чугунных), металлопластиковые. Процесс осуществляется с помощью станков или механического трубогиба. Для лучшего изгиба перед деформацией в трубу засыпают песок, соль или заливают масло, воду (ледяную).
Татьяна Пронина, эксперт
Второй метод применяется для деформации труб с повышенной кольцевой жесткостью (нержавеющая сталь и т. п.). Способ может использоваться для всех видов труб, кроме металлопластиковых.
Таблица минимальных радиусов гибки труб
| d | R | L min |
| 3 | 6 | 10 |
| 4 | 8 | 12 |
| 6 | 12 | 18 |
| 8 | 16 | 25 |
| 10 | 20 | 30 |
| 12 | 24 | 35 |
| 15 | 30 | 45 |
| 18 | 36 | 50 |
| 24 | 72 | 55 |
| 30 | 90 | 60 |
Где наименьший радиус изгиба – R, диаметр трубы в мм – d, минимальная длина прямого участка – Lmin.
| 4d | 3d |
| 5d | 3d |
| — | 4d |
| — | 5d |
Как сделать шаблон для гибки труб по радиусу
Наиболее простым методом является гибка трубы по шаблону. Принцип заключается в деформации материала путём приложения к деревянной конструкции с радиусом закругления. Способ подходит для алюминиевых и стальных труб с небольшой толщиной стенки.
Шаблон выпиливается из деревянных досок, которые между собой крепятся болтами или другим наиболее удобным способом. Вся конструкция прикручивается болтами к столу или другой устойчивой основе.
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже.
Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют.
Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:
Самодельные трубогибы
Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет».
Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв.
производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики.
Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:
Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте.
На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины.
Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси.
Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно.
Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет.
Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению.
Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
«Хвост» нужен в начале изгиба, т.е. труба заправляется в трубогиб с некоторым избытком на выходе. Значения RИЗГ рассчитаны на бездефектное сгибание. Если же допустимые дефекты (см. выше) приемлемы, то RИЗГ можно уменьшить на ступень след. образом:
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2.
Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е.
, если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак.
Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний».
Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ
Станок для сгибания профильной трубы своими руками — Справочник металлиста
Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования.
Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во многих сферах, в том числе и для решения бытовых нужд.
Если резка профильной трубы легко выполняется даже при помощи ручного инструмента, то для изгиба такого изделия необходимо использовать специальный станок для гибки труб.
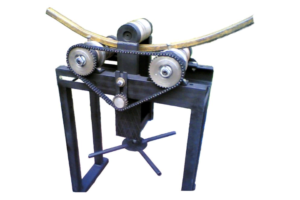
Гибка профильной трубы на самодельном станке
Вариантов получения такого станка в свое распоряжение может быть всего два: приобретение серийного оборудования, на что необходимо будет выделить значительные финансовые средства, или изготовление устройства для гибки профильных труб своими руками.
На сегодняшний день есть множество конструктивных схем, по которым могут быть изготовлены самодельные станки для гибки профильных труб. На наиболее простых из них и, соответственно, наиболее популярных среди домашних мастеров стоит остановиться подробнее.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы.
Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность.
В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали.
Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними.
Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов.
Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение.
В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам.
Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы.Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу.
Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
Гибка стальных труб, для выполнения которой используется такое простое приспособление, осуществляется в следующей последовательности.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью.
Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно.Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Изготовление рычажного трубогиба
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат.
Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой.
Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны.
Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина.
В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить).
Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
https://www..com/watch?v=FavBjUEEpPk
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок.
Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи.
Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Станок для сгибания профильной трубы своими руками

Профильные трубы прочно вошли в жизнь человека, благодаря присущим им свойствам: повышенной прочности, наличию рёбер жёсткости и удобной геометрии.
В связи с широким применением продукции, часто возникает необходимость согнуть такие трубы в одном или нескольких местах и под разными углами, для чего применяется оборудование для гибки профильной трубы.
О разновидностях трубогибов, работе с ними и самостоятельном изготовлении устройства расскажет эта статья.
Работа с устройством
Использование качественного инструмента обеспечивает сгибание трубы с соблюдением требований к качеству получаемой продукции.
Правильное использование станка для гибки профильной трубы обеспечивает равномерный изгиб изделия, исключает возникновение в процессе обработки трубы заломов и сплющиваний.
Придание трубам изогнутой формы, в свою очередь, обеспечивает наиболее удачное расположение трубопроводов и прочих конструкций, без использования лишнего места. Кроме того, в некоторых случаях, правильно согнув некоторые элементы, можно избежать использования сварки и различной трубной арматуры (муфт, фланцев, уголков, тройников и т.д.).
Выбор оборудования
Сейчас на рынке представлено достаточное количество трубогибов различных фирм-производителей, предназначений и ценовой категории, что позволяет каждому мастеру подобрать себе необходимый инструмент, руководствуясь предполагаемой областью использования и наличием денежных средств.
В зависимости от планируемого предназначения устройства, следует приобретать:
- ручные трубогибы для металла и металлопластика — они подходят для сгибания труб из разных марок стали, чугуна и, разумеется, композитных изделий;
- профилегибы — как следует из названия, используются для придания необходимых форм профильным трубам, которые обычно изготавливают из стали;
- ручные трубогибы для труб из меди — обладают наименьшей мощностью сгибания, поскольку медь наиболее пластична.
Если перечислять самые популярные на территории России устройства для сгибания труб, следует отметить такие популярные марки профилегибочных ручных станков, как ПГ-1, ПГ-2 и ПГ-4. Все они отечественного производства и, по заявлениям использовавших их людей, не уступают импортным аналогам.
Изготовление устройства для сгибания труб своими руками
Кроме приобретения изделия, есть и другие варианты: одолжить профессиональный трубогиб у знакомых или взять напрокат. Помимо этого, руководствуясь соответствующими чертежами для станка по гнутию профильной трубы, можно попытаться собрать инструмент самостоятельно.
Станок для гибки профильной трубы своими руками чертежи
» Станок » Станок для гибки профильной трубы своими руками чертежи
Принцип работы трубогиба определяет его конструкцию. Это ручные, переносные и стационарные инструменты, с электроприводом, гидравлические. Если нужно согнуть трубу, самое простое решение – купить трубогиб в магазине. Но можно сделать инструмент своими руками из подручных материалов.
Существует несколько видов трубогибов, которые различаются по механизму и принципу работы: гидравлический и пневматический. Хорошо справляются с созданием изгибов заводские агрегаты, которые приводятся в действие обоими видами приводов.
К сожалению, не каждый может воспользоваться такими устройствами или же приобрести фабричный вариант, да и осваивать технологию гибки на заводских станках без опыта проблематично. Какие трубогибы возможно сделать своими руками.
Какие распространенные техники сгибания.