Технология изготовления пружин сжатия
Технология изготовления пружин сжатия

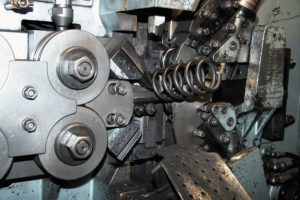
При изготовлении витых пружин могут использоваться различные способы, одним из которых является холодная навивка. В холодном состоянии навивка пружин осуществляется на специальных пружинонавивочных станках-автоматах ЧПУ, вручную или на токарных станках с использованием специальных приспособлений.
Технологическая гибка проволоки на пружинонавивочных автоматах предполагает обязательную навивку опытных образцов с последующей их обработкой (механической, слесарной, термической). В процессе работы проверяется соответствие образца чертежным требованиям. В зависимости от полученных результатов проводится коррекция последующего производства.
Навивка пружин без закалки, но с последующим низкотемпературным отпуском
Такой обработке подвергаются все пружины, навитые из закалённой (в том числе патентированной) проволоки, имеющей временное сопротивление разрыву σв свыше 100 кгс/мм2.
Технология холодной навивки должна обеспечивать пружине следующие параметры:
- внутренний, наружный, средний диаметры
- количество общих и рабочих витков
- определенный шаг
- высоту с учетом последующей обработки
- конфигурацию зацепов
Кроме того, для пружин сжатия важным фактором является правильность поджатия опорных витков, для пружин растяжения – обеспечение дополнительных технологических витков для формирования зацепов.
После холодной навивки пружины, в зависимости от назначения, подлежат определенной механической обработке в зависимости от требований чертежа. Для пружин сжатия предполагается торцовка на специальных торцешлифовочных автоматах при помощи абразивных кругов с различной зернистостью.
Пружины кручения изготавливаются любой конфигурации в соответствии с требованиями чертежей на автоматах с ЧПУ. По окончанию навивки пружины отправляются на термообработку, которая производится в электрических печах.
С помощью низкотемпературного отпуска происходит снятие внутренних напряжений материала пружины и придание ей постоянных пружинящих свойств.По окончанию термообработки пружины подлежат испытаниям и прохождению контроля ОТК.
Навивка пружин с закалкой и отпуском
Такой обработке подвергаются пружины с особыми требованиями, навитые из конструкционных легированных сталей диаметром проволоки 3 мм и более, имеющей временное сопротивление разрыву σв менее 100 кгс/мм2.
При навивке пружин с закалкой и отпуском процесс происходит аналогично предыдущему с разницей в том, что после процедуры навивки пружины подвергаются закалке с последующим отпуском.
Далее выполняется механическая обработка в соответствии с требованиями чертежей.
При этом под закалкой подразумевается нагрев изделий и их выдержка с соблюдением определенного температурного режима, а также их последующее резкое охлаждение в холодной среде (воде, масле, солевом растворе и пр.).
Процесс отпуска предполагает нагрев и выдержку навитых пружин при определенной температуре для придания им технологических параметров в соответствии с требованиями чертежа (например, определённой твёрдости, HRC).
По требованию заказчиков для пружин может производиться торцовка, осадка, дробеструйная обработка, галтовка, снятие фасок, покрытие поверхности антикоррозийным покрытием и пр.
Как сделать пружину из проволоки
Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.
Как сделать пружину
Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.
Витые пружины
Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы.
Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело.
По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
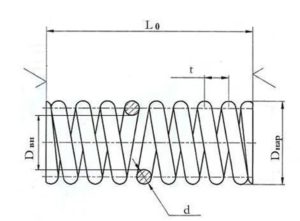
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.
Устройство пружины
Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
Технология изготовления пружин сжатия — Станки, сварка, металлообработка

Пружины и рессоры испытывают в работе многократные знакопеременные нагрузки и после снятия нагрузки должны полностью восстанавливать свои первоначальные размеры.
В связи с такими условиями работы металл, применяемый для изготовления пружин и рессор, должен обладать, кроме необходимой прочности в условиях статического, динамического или циклического нагружений, достаточно хорошей пластичности, высокими пределами упругости и выносливости и высокой релаксационной стойкостью, а при работе в агрессивных средах (атмосфере пара, морской воде и др.) должен быть также и коррозионностойким.
Не менее важны для металла пружин и рессор также технологические свойства — малая склонность к росту зерна и обезуглероживанию в процессе термической обработки, глубокая прокаливаемость, низкая критическая скорость закалки, малая чувствительность к отпускной хрупкости.
На качество пружин и рессор влияет состояние поверхности прутков, проволоки и полос. Наличие наружных дефектов (трещин, закатов, плен, волосовин, раковин, заусенцев, вдавленной окалины и др.
), а также обезуглероженного слоя снижает упругие и циклические свойства металла.
Поэтому наружные дефекты на поверхности прутков и полос должны быть удалены зачисткой или шлифованием, а глубина обезуглероженного слоя не должна превышать определенной нормы, установленной ГОСТом на рессорно-пружинную сталь.
Высокие свойства (максимальные пределы упругости и выносливости) пружины и рессоры имеют при твердости HRC 40-45 (структура-троостит), которая достигается после закалки (с равномерным и полным мартенситным превращением по всему объему металла) и среднего отпуска при 400-500° С (в зависимости от стали).Для изготовления пружин применяют углеродистые и легированные стали, а для приборов — сплавы цветных металлов, главным образом бериллиевую бронзу. Рессоры изготовляют только из легированных сталей.
Пружины и рессорные листы упрочняют следующими способами:
1) холодной пластической деформацией с последующим низкотемпературным нагревом (отпуском, старением);
2) закалкой с последующим отпуском (упрочнение в результате мартенситного превращения);
3) закалкой с последующим старением (упрочнение в результате дисперсионного твердения).
Упрочнение холодной пластической деформацией.
Для изготовления средних и мелких витых пружин широко применяют патентированную проволоку (диаметром до 8 мм), изготовляемую из среднеуглеродистых сталей с содержанием марганца 0,3-0,6% и сталей 65Г и 70Г с содержанием марганца 0,7-1,0%, а также из углеродистых инструментальных сталей. После навивки в холодном состоянии пружины подвергают низкому отпуску (175- 250° С, выдержка 15-20 мин в зависимости от диаметра проволоки) для снятия напряжений, повышения пределов упругости и выносливости, релаксационной стойкости и обеспечения стабильности размеров пружины.
Вместо патентирования экономически более выгодно применять метод деформационного упрочнения нормализованной стали. Данный метод, разработанный на Горьковском автомобильном заводе, заключается в следующем.
Проволоку, прутки, полосы из сталей 45, 65Г, 50ХГ подвергают нормализации, а затем холодной пластической деформации волочением или прокаткой со степенью деформации 40-60%.
Из полученного полуфабриката навивкой, штамповкой или вырубкой изготовляют пластинчатые и витые пружины, рессорные листы, которые подвергают нагреву при 280-300° С в течение 20-40 мин.
При нагреве происходят процессы деформационного старения, вызывающие упрочнение. Предел выносливости при этом выше, чем после закалки и отпуска.
Например, предел выносливости пластинчатых пружин из стали 65Г после деформационного старения б = 96 кгс/мм2 (960 МН/м2), а после закалки и отпуска б = 77 кгс/мм2 (770 МН/м2).
Преимуществом данного метода является также то, что обеспечиваются размеры и форма упругих элементов, что особенно важно для тонких пластинчатых пружин, сильно деформирующихся при закалке. Для устранения коробления таких пружин необходимо применять при отпуске специальные штампы.
Упрочнение закалкой с последующим отпуском.
Для изготовления пружин, упрочняемых термической обработкой (закалкой и отпуском), применяют углеродистые (65, 75) и легированные (60С2А, 50ХФА, 60С2Н2А и др.) стали, для рессор — только легированные стали, для пружин, работающих в агрессивных средах,- нержавеющие стали 30X13, 40X13, 12Х18Н10Т и др.
Углеродистые стали в связи с их малой прокаливаемостью применяют для изготовления пружин из проволоки диаметром до 6 мм. Преимущество кремнистой стали по сравнению с углеродистой — ее повышенная прокаливаемость и более высокие прочность и пластичность.
Недостатком этой стали является повышенная склонность к образованию поверхностных дефектов при горячей обработке, обезуглероживанию и графитизации. В результате обезуглероживания наружной поверхности пружин или рессор резко снижается их сопротивляемость длительным нагрузкам.
Поэтому нагрев пружин и рессор необходимо проводить с предохранением от обезуглероживания или (для устранения вредного влияния обезуглероженного слоя) подвергать их после термической обработки обдувке дробью.
Широкое применение для изготовления рессор автомашин и пружин подвижного состава железнодорожного транспорта имеют кремнистые стали 55С2 (А) и 60С2 (А). Сталь 60С2 (А) применяют также для изготовления пружин, работающих при температурах до 250° С. Сталь 70СЗА обладает высокими механическими свойствами, но склонна к графитизации.
Марганцевая сталь (65Г) по сравнению с кремнистой сталью обладает некоторыми особенностями, к которым относятся получение менее шероховатой поверхности при горячей обработке, большая прокаливаемость и меньшая склонность к обезуглероживанию. Недостатками марганцевой стали являются повышенная чувствительность к перегреву, образованию закалочных трещин, склонность к отпускной хрупкости; применяют эту сталь для пружин механизмов и машин.Детали из стали 55ГС сечением до 25 мм имеют сквозную закалку, а поэтому ее применяют для изготовления рессор толщиной до 10 мм, цилиндрических пружин с диаметром прутка до 25 мм и буферных пружин; эта сталь малосклонна к обезуглероживанию и отпускной хрупкости.
Небольшая присадка к хромистой стали ванадия положительно влияет на структуру и пластичность стали, а также уменьшает ее склонность к перегреву, вследствие чего значительно облегчается термическая обработка; поэтому хромованадиевая (50ХФА) и хромомарганцеванадиевая (50ХГФА) стали хорошо закаливаются в масле и малосклонны к росту зерна. Применяют эти стали для изготовления пружин особо ответственного назначения, а также рессор легковых автомобилей.
Стали 60С2ХФА, 65С2ВА и 60С2Н2А используют для крупных пружин ответственного назначения. Детали из этих сталей малосклонны к росту зерна и прокаливаются в сечениях до 50 мм.
Особенно высокими качествами обладает никелькремнистая сталь 60С2Н2А, легко отжигающаяся на структуру зернистого перлита, имеющая высокую пластичность, не подкаливающаяся при охлаждении на воздухе после горячей прокатки.
Нержавеющие стали применяют для изготовления пружин, работающих в коррозионной среде и повышенных (до 400° С) температурах. Пружины из высокохромистых нержавеющих сталей мартенситного класса (30X13, 40X13 и др.) закаливают от температуры 1000-1050° С в масле (пружины из стали 40X13 можно охлаждать также и на воздухе); структура после закалки — мартенсит.
Отпуск после закалки проводят в зависимости от условий работы пружин: при 550-500° С для пружин, работающих при повышенных температурах, и при 300-350° С — для пружин, работающих при температуре 20° С (при более высокой температуре отпуска понижается стойкость к коррозии под напряжением).
Навивка пружины на токарном станке: способы, видео

Это техпроцесс, в ходе которого проволока или лента подвергается обработке. В результате чего получаются навивка пружин различной формы: цилиндрической, конической, фасонной или плоской. Основным методом производства считается холодный способ.
Навивка пружины выполняется на токарном станке, для этого используется специальное приспособление, вручную или с применением автомата. Производство подобных изделий, возможно и горячим методом, диаметр используемой проволоки от 10 мм.
Выбор варианта навивки пружины зависит от размера и типа металла.
Технология изготовления пружин и требования к ним
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации.
Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.
Ручная холодная навивка
При изготовлении пружин поштучно или малыми партиями может применяться также ручная навивка.
При этом заготовка для будущей пружины тоже остается в холодном виде, однако за ее скручивание отвечает не автоматика, а человек.
Подобный метод используется редко (в основном при кустарном производстве), так как допущенные оператором погрешности могут быть велики, что скажется на качестве исходного продукта.
Достоинства и недостатки ручной холодной навивки:
+ дешевизна;
+ нет необходимости в специальных агрегатах;
+ применяется, когда нецелесообразно задействовать автоматику;
— срабатывает «человеческий фактор»;
— трудно добиться требуемых параметров и контролировать качество;
— высокий процент брака.
Витые пружины сжатия: особенности конструкции и эксплуатации
Данный тип пружин в процессе эксплуатации воспринимает нагрузки, прилагаемые в продольно-осевом направлении.
Пружины сжатия изначально имеют просветы между витками, приложение внешней силы приводит к деформации, характеризующейся уменьшением длины изделия, и ограничивается тем моментом, когда витки соприкасаются.
При отмене воздействия пружина должна восстановить свою форму и геометрические размеры, какими они были до приложения нагрузки.
Основными размерами, определяющими вид отдельной детали, являются:
- — Диаметр проволоки (прутков).
- — Количество витков.
- — Шаг навивки.
- — Диаметр изделия.
Наиболее распространенными являются цилиндрические винтовые пружины сжатия, у которых диаметр изделия одинаков по всей длине. Эти детали широко используются в разных отраслях промышленности: приборо- и машиностроении, горношахтной отрасли, газонефтедобыче, других.
Вообще же пружины сжатия могут иметь не только цилиндрическую форму, но и конусную, бочкообразную, более сложную. Шаг витков может быть постоянный и переменный, а навивка – по или против направления движения часовой стрелки.
Это вносит особенности в общепринятую технологию их изготовления.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Требования к пружинам
Чтобы выполнять свою работу эффективно и правильно, эти элементы должны обладать хорошей прочностью, пластичностью, упругостью, выносливостью и релаксационной стойкостью.
Достижение этих качеств возможно при соблюдении многих факторов, в том числе:
- — Правильном выборе материала.
- — Грамотно проведенных расчетах.
- — Соблюдении технологии изготовления.
Качественные пружины должны соответствовать требованиям ГОСТ и техническому заданию конкретного заказчика.
Согласно стандарту предусмотрены три группы точности по контролируемым деформациям:
- — С допускаемым отклонениями до 5% (+/-).
- — До 10%.
- — До 20%.
В соответствии с этим определены три группы точности по геометрическим параметрам.
Важное требование к этим деталям – чистота поверхности, здесь не допускаются царапины и другие дефекты, так как они приводят к снижению прочности и надежности.
Как сделать пружины своими руками?
Здравствуйте, уважаемые читатели и самоделкины! Наверняка Вам знакомо такое обстоятельство, когда в процессе создания какой-нибудь оригинальной вещицы или приспособления Вам внезапно надобится другая вещица, без которой реализация проекта недостижима. В этой статье автор канала «Jack Houweling» поведает Вам, как он пришёл к мысли о том, чтобы самому делать пружины в домашних условиях.
А всё началось с изготовления пюпитра с таким вот подпружиненным зажимом.
После прочтения этой статьи Вы научитесь изготавливать сразу несколько видов пружин. Автор начнёт с традиционного способа, заключающегося в использовании простых инструментов. Такая технология в освоении доступна каждому. А затем он перейдёт к более экзотическому ноу-хау. Материалы.
— Одножильная струна для фортепиано — Латунный стержень — Деревянные кругляки. Инструменты, использованные автором. — Шуруповерт — Ленточный шлифовальный станок — Плоскогубцы, кусачки — Зажим — Струбцины — Ножовка. Процесс изготовления.
Итак, перед Вами плоскогубцы, кусачки, фортепианная струна, деревянный дюбель, ручная пила, несколько струбцин, и шуруповёрт. Этого оснащения достаточно для изготовления простых пружин.
Сначала Джек отрезает кусочек дюбеля, примерно такой длины.
Особенности производства пружинной проволоки: познаем вместе
Пружинная проволока (ПП) изготавливается из стальной катанки, с содержанием углерода 1%, которая подвергается термообработке. Технические требования для таких изделий определяются ТУ 14-, ГОСТ 14963-78 или ГОСТ 9389-75.
Пружинные материалы
Одним из наиболее важных решений, принимаемых конструктором при расчёте пружин, является решение о назначении материала пружины.
Для пружин целесообразно применять высокопрочные материалы, обеспечивающие возможность работы при относительно высоких напряжениях.
Пружины из материала с высоким пределом прочности имеют меньшую массу и компактные размеры, экономя рабочее пространство узлов и механизмов.
Однако нельзя сказать, что этот вид материала для пружины плох, а этот – хорош. Решение о выборе материала необходимо принимать исходя из экономической целесообразности и многих факторов: срока службы пружины, наличия циклических или ударных нагрузок, релаксационной стойкости, температурных режимов работы, действия агрессивных сред и т.д.
Одинаково неразумно назначать для неответственной пружины разового срабатывания, дорогую скальпированную клапанную проволоку или в дорогой и ответственный регулятор давления пара ставить пружину из дешёвой углеродистой проволоки, пытаясь немного «сэкономить». И если первый вариант чреват только необоснованными тратами, то действие по второму варианту может привести к серьёзной аварии.
У каждого вида пружинного материала есть свои достоинства и недостатки. Задача конструктора — выбрать оптимальный вариант.
Особенности перевозки и хранения пружинной проволоки
В некоторых случаях для сохранения внешнего вида готового изделия проволоку специально непокрывают смазкой.
Для этой проволоки не производится дополнительная термическая закалка, кроме таких разновидностей, как легированная стальная пружинная проволока, подвергающаяся в процессе изготовления закалке и отпуску.
При хранении длительной перевозке изделия его дополнительно покрывают специальным консервационным машинным маслом для предотвращения появления коррозии.
: Подбор подшипника по размерам подобрать онлайн (видео)
Производство и применение
Проволока изготавливается согласно требованиям двух Государственных стандартов — 9389−75 и 14963−78, регламентирующих технологию волочения (протяжек) исходных заготовок через ряд отверстий с неодинаковым, постепенно уменьшающимся сечением. Затем проводится термическая обработка. Она улучшает пружинные свойства готовой продукции.
Термообработка способствует возрастанию прочности изделий на разрыв. На последнем отверстии для протяжки по волочильному стану в большинстве случаев устанавливается калибровочная фильера. Делают это тогда, когда по техусловиям нужно произвести калиброванные изделия, имеющие гладкую и по максимуму ровную поверхность.
В производственном процессе не обходится без предварительного отпуска стали и ее закалки. С помощью этих манипуляций существенно улучшается показатель прочности.
Навивка пружин может проводиться двумя способами — горячим и холодным. Высоким качеством отличаются изделия, полученные в результате применения горячей методики, при которой сырье нагревают до температуры, отпускающей металл, после чего закаливают его.
В наши дни пружинная проволока вызывает огромный интерес в среде профессиональных дизайнеров, которые пользуются деталями из нее при создании уникальных решений для жилья, офисов и торговых центров.
Проволока для пружин легко сгибается, можно создавать элементы практически любой формы.Свойства материала оценили и производители мебели: пружины диванов, столов, шкафов, стульев и кроватей именно из него.
Виды и основные характеристики
Госстандарт определяет, что степень точности может быть как повышенной, так и нормальной. Согласно механическим характеристикам существует четыре класса (3, 2А, 2, 1) и три марки (А, В, С). Класс 2А — всегда повышенная точность.
Выделяют ряд основных характеристик ПП:
- с диаметром 0,14−8 мм (максимально допустимое отклонение ±0,05);
- овальность — до 50% от параметра отклонения;
- сопротивление к разрывам — 1030−1230 (класс 3, сечение 8 мм) и 2740−3090 (класс 3, сечение 14 мм) Н/мм2;
- число скручиваний, которые выдерживает — 4−35 (точная цифра зависит от того, какое сырье, а также тип и класс продукции);
- массу вычисляют на 1000 м готовых изделий — 0,1208−394,6 кг.
Согласно условиям ГОСТа 9389−75 пружинная углеродистая проволока, которая используется в холодном методе без закалки, должна производиться только из углеродистых марок стали. Но под заказ ПП может быть изготовлена из других сплавов с минимальным содержанием фосфора и серы. Не допускается волнистость, ржавчина, волосовина, плен, закаты, раковины, трещины, полное обезуглероживание.
Проволока может поставляться в катушках или мотках. Скручивают ее таким образом, чтобы при раскручивании не было «восьмерок». На катушки и мотки, вес которых не превышает 250 кг, ПП накручивается одним отрезком, если больше — может быть три отрезка. В местах разделения обязательно ставят специальные заглушки.
Технология изготовления ПП
В качестве материала изготовления используют углеродистую сталь. Требования для производства легированной ПП определяет ГОСТ 14963–78, согласно которому проволока проходит обязательную термообработку, повышающую прочность материала на разрыв. Высокой точности и низкой шероховатости поверхности удаётся добиться благодаря использованию специальной калибровочной формы.
Термическая обработка производится следующим образом:
- катанка нагревается до температуры 850 градусов;
- изделие охлаждают в масляном растворе;
- выполняется отпуск в течение 30 минут при температуре среды около 400 градусов;
- изделие подвергают охлаждению в подогретой жидкости или масле.
Компания «Метиз Маркет» предлагает купить пружинную проволоку оптом и крупным оптом, которая реализуется в катушках и бухтах по ценам от производителя.
Доставка осуществляется в любой регион Украины (Днепропетровск (Днепр), Киев, Харьков, Запорожье, Одесса, Львов и другие города). Заказать продукцию, ознакомиться с детальным описанием всего ассортимента металлоизделий можно в каталоге сайта.
Информация о том, сколько стоит ПП (за погонный метр, за кг), особенностях её применения, доступна в телефонном режиме (также можно заполнить заявку на сайте на просчёт).
Нагартованная холоднотянутая пружинная проволока
1. Стальная нагартованная холоднотянутая пружинная проволока по ГОСТ 9389
Проволока по ГОСТ9389 применяется для пружин сжатия растяжения и кручения 1 и 2 классов по ГОСТ 13764. Проволока 2 класса отличается от проволоки 1 класса уменьшенной прочностью при разрыве и повышенной пластичностью.
2. Рояльная проволока
Рояльная проволока изготавливается из высококачественной углеродистой стали. Эта проволока широко используется для небольших винтовых пружин, работающих в жёстких напряжённых условиях.
По качеству поверхности сравнима с проволокой для клапанных пружин.
Высокая прочность рояльной проволоки достигается за счёт легирования углеродом в пределах 0,7-1,0%, холодной многоступенчатой протяжки в размер с применением специальных операций патентирования.
3. Патентированная углеродистая проволока по EN 10270-1, DIN 17223-1
Патентированная углеродистая проволока по EN 10270-1 является аналогом отечественной нагартованной углеродистой проволоки по ГОСТ 9389-75, при этом обладая лучшими характеристиками механических свойств и качеством поверхности.
Проволока из легированной стали марки 60С2А имеет высокие упругие и вязкие свойства. Ей характерна повышенная склонность к графитизации и недостаточная прокаливаемость при диаметрах более 20 мм.
5. Стальная закалённая в масле патентированная проволока по EN 10270-2
Стальная закалённая в масле патентированная проволока по EN 10270-2 является аналогом отечественных марок легированных сталей 60С2А, 51ХФА, 60С2ХА.
Проволока из легированной стали марки 51ХФА имеет повышенную теплоустойчивость. В результате упругих и вязких свойств служит лучшим материалом для пружин I класса по ГОСТ 13764. Для пружин III класса непригодна по причине недостаточно высокой твёрдости.Проволока из легированной стали марки 65С2ВА имеет высокие упругие и вязкие свойства. Ей характерна повышенная прокаливаемость.
4 Ключевые положения Госстандарта 14963–78
ГОСТ 14963–78 регулирует тонкости производства легированной круглой проволоки для изготовления пружин, которые после навивки проходят закалку и отпуск.
Такие проволочные изделия могут выпускаться стандартного вида (без отделки поверхности) и с удаленным поверхностным слоем (с отделкой). По назначению легированная проволока по стандарту 14963–78 может предназначаться для холодной либо горячей навивки.
Она делится на два класса. ПП первого типа идет на изготовление ответственных изделий, второго – общих по назначению пружин.
Легированная проволочная продукция имеет диаметр в пределах 0,5–14 мм. Производится она из легированных сталей 70С3А, 60С2А, 51ХФА, 65С2ВА.
ПП подвергается следующим видам дополнительной обработки поверхности:
- шлифование;
- полирование;
- вытягивание без шлифовки и полировки;
- тянутая после обдирки, обточки либо шлифовки.
Легированная проволочная продукция
Шероховатость поверхности готовых изделий после полировки должна быть не выше 0,32–0,63 мкм в зависимости от типа проволоки, после полировки – не выше 0,63–2,5 мкм. Для тянутой продукции величина шероховатости в ГОСТ 14963–78 не приводится.
Обезуглероживание для ПП с отделкой не допускается, для изделий без отделки разрешается частичное обезуглероживание глубиной не выше 0,03 мм (проволока сечением от 4,8 мм) и не выше 0,025 мм (сечение до 4,8 мм).
ГОСТ 14963–78 исключает расслаивание или растрескивание легированной проволочной продукции сечением менее 0,6 мм для холодной навивки после ее обматывания вокруг стержня на пять оборотов. Величина сопротивления на разрыв такой проволоки не может быть больше 105 кгс/мм2.
Пружинная проволока ГОСТ 14963–78
Проверку готовой ПП по ГОСТ 14963–78 производят по методикам, которые используются для проволоки по Госстандарту 9389 (их мы описали выше). Термообработка образцов легированной проволоки выполняется по такой схеме:
- закалка (температура около 850 °С);
- охлаждение (в качестве охлаждающего состава нужно использовать масло);
- отпуск (около получаса) при температуре примерно 400 °С;
- еще одно охлаждение в горячей воде либо в подогретом масляном составе.
Легированная ПП с обработкой поверхности в соответствии с ГОСТ 14963–78 производится в прутках. На один метр их длины допускается кривизна до 0,5 мм. По требованию заказчика в прутках производится и проволока без обработки. В остальных случаях ее выпускают в мотках весом от 0,25 до 7,5 кг.
Прутки по требованиям Госстандарта 14963–78 комплектуют в пачки. Если длина прутков более пяти метров, их допускается сматывать в мотки. При комплектации мотков с изделиями одного сечения и типа их разрешается собирать в бухты, которые обрабатываются специальной смазкой, предохраняющей продукцию от коррозии.
Нержавеющие и жаропрочные пружинные материалы
8. Нержавеющая высокопрочная пружинная проволока марки 12Х18Н10Т по ТУ
Нержавеющая высокопрочная пружинная проволока марки 12Х18Н10Т применяется для пружин сжатия, растяжения и кручения, работающих без покрытий в дистилляте, водяном паре, растворах солей и щёлочей, спирте, морской воде, азотной кислоте или её парах, в органических веществах, в условиях тропического климата.
9. Нержавеющая высокопрочная пружинная проволока X10CrNi18-8 AISI 302 EN 10270-3-1.4310, X5CrNi18-10 AISI 304 EN 1.4301
Нержавеющая высокопрочная пружинная проволока AISI 302 EN 10270-3-1.4310 является аналогом отечественного нержавеющего сплава 12Х18Н10Т. Широко применяется для пружин сжатия, растяжения и кручения, работающих без покрытий в дистилляте, водяном паре, растворах солей и щёлочей.
10. Кислотостойкая пружинная нержавеющая проволока X5CrNiMo1810 N 10270-3-1.4401
Кислостойкая холоднотянутая пружинная нержавеющая проволока X5CrNiMo1810 EN 10270-3-1.4401, предназначена для морского оборудования, пищевой промышленности, медицинской техники и других условий, где окружающая среда накладывает очень высокие требования к сопротивлению коррозии.11. Пружинная проволока из молибден-хром-никелевого сплава Hasteloy C-276
Пружинная проволока из молибден-хром-никелевого сплава Hasteloy C-276 с добавлением вольфрама обладает исключительным сопротивлением к сильным окислителям, минеральным кислотам высокой концентрации и может использоваться в различных условиях при высокой коррозии. Сплав особенно устойчив к точечной и щелевой коррозии.
12. Пружинная проволока из сплава MP 35 N
Пружинная проволока из сплава MP 35 N на никелево-кобальтовой основе, уникально сочетает в себе такие качества как высокая прочность и пластичность, а также исключительное сопротивление коррозии.
Сплав MP 35 N оказывает сопротивление коррозии в сероводородной среде, в солёной воде и в другом хлоридном окружении. Исключительно устойчив к образованию трещин и коррозии нагрузок в сернокислых растворах, морской воде и в других тяжелых условиях использования.
MP 35 N рекомендуется для условий, где необходима высокая прочность и высокое сопротивление коррозии.
Технология изготовления пружин и требования к ним
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации. Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.
Требования к материалу
Пружины для работы в определенных условиях выбираются по типоразмерам с учетом характера и величины нагрузок, характерных для условий эксплуатации.
Надежность работы этих деталей определяется многими факторами, в том числе – качеством и структурным состоянием металла/сплава после термической обработки, наличием остаточных внутренних напряжений. Кроме того, важно металлургическое качество стали/ сплава.
Так что долговечная беспроблемная эксплуатация начинается с выбора материала с определенным комплексом свойств.
Винтовые пружины сжатия в зависимости от размеров, выполняемой работы и других факторов изготавливаются из различных сталей/сплавов, в том числе из конструкционных рессорно-пружинных, нержавеющих, других.
Наиболее широко используемыми материалами можно назвать сталь 60С2А ГОСТ 14959-79, а также 50ХФА, 51ХФА, 60С2ХФА и аналогичные сплавы. Из нержавеющих самое широкое применение находит сталь 12Х18Н10Т.
Особенности технологии
В зависимости от предусмотренного назначения таких деталей и их спецификации уместно говорить об особенностях технологии их производства. Изготовление изделий из материалов, имеющих круглое сечение, может быть выполнено путем холодной или горячей навивки. Первым способом обычно изготавливают мелкие/средние пружины (из проволоки до 8 мм в диаметре), а вторым – крупные.
Кроме того, различие обуславливается применение различных видов термической обработки, что связано с необходимостью придать изделиям определенные характеристики.
Технология холодной навивки пружин без закалки
Навивка заготовок выполняется из проволоки, которая производителем заранее была подвергнута патентированию. Этот процесс представляет собой нагрев до температуры, превышающей интервал превращений, что отлично подготавливает материал для последующей холодной пластической деформации.
В сформированных навивкой заготовках обеспечиваются соответствие таких обязательных параметров, как:
- Диаметр (этот параметр может быть внутренним, средним или наружным).
- Количество предусмотренных витков (рабочих и общих).
- Шаг и размер по высоте изготавливаемой детали (учитываются изменения, возможные в результате последующей обработки).
- Правильность выполнения поджатия крайних витков.
Следующий этап – механическая отделка (торцевание), в процессе которой концевые витки (нерабочие) обрабатываются до образования поверхности, перпендикулярной оси. После этого производится термическая обработка – в данном случае – только низкотемпературный отпуск.
Это придает постоянные упругие свойства и нивелирует созданные при навивке напряжения. Важный технологический момент – правильно определить температуру и время воздействия, ориентируясь на диаметр выбранного материала и требования стандартов.
Термообработанные пружины подвергаются контролю и испытаниям на соответствие параметров требованиям чертежей.Если по требованиям эксплуатации предусмотрено антикоррозионное покрытие, его нанесение становится последним этапом производства таких деталей. Только в том случае, если применялась гальваника, детали прогреваются для обезводороживания.
Технология холодной навивки пружин с закалкой и отпуском
Отличие данной технологии от описанной ранее начинается только на этапе термической обработки. Предыдущие действия: навивка и необходимая механическая обработка, выполняются точно так же.
Первым этапом термической обработки выполняется закалка: нагрев до определенной температуры (в зависимости от используемого материала), выдержка детали в течении указанного времени и принудительное (быстрое) охлаждение специальной среде, в основном в масле (иногда в воде, солевом растворе, других). Важно: для нагрева пружин под закалку их располагают горизонтально во избежание просадки под собственным весом.
Завершается термообработка отпуском – прогревом до сравнительно небольшой температуры и выдержкой строго определенное время для придания необходимых качеств.
После этого производится контроль таких параметров, как твердость, правильность сжатия/восстановления. Если предусмотрено технологией изготовления конкретной детали – применяется очистка пескоструем, упрочнение дробью, нанесение предотвращающего коррозию защитного покрытия.
Технология горячей навивки пружин с закалкой и отпуском
Горячая навивка подразумевает предварительный прогрев материала в электрической или газовой печи (возможный вариант – применение токов высокой частоты).
Подготовленная таким образом заготовка подвергается навивке согласно требованиям техзадания, разводке, а также торцовке и доводке геометрических значений с помощью инструментов. После этого деталь подается на закалку, параметры которой определяются используемым материалом, а потом – на отпуск.
По окончании термообработки производится контроль параметров и, если это необходимо, обжатие, заневоливание, другие дополнительные операции и обработка поверхности. Завершается процесс производства окрашиванием и сушкой.
Используемое оборудование и оснастка
Для изготовления пружин требуется различное оборудование, которое лучше всего соответствует требованиям каждого шага технологического процесса.
Навивка осуществляется или на специальных пружинонавивочных станках, или на переоборудованном для этих целей токарном оборудовании. Возможно также использование ручной оснастки или специализированных полуавтоматов.
Дальнейшая обработка – механическая – осуществляется торцешлифовальными станками, а термическая – в закалочных и отпускных печах. Важно: для предотвращения коробления при термообработке используются специальные оправки.
Для деталей небольшого размера они применяются при отпуске, а большие проходят закалку на оправке.Контроль качества также проводится на специальном, предназначенном именно для этого процесса оборудовании.
Как сделать пружину из проволоки

Пружины – упругие элементы конструкций, служащие для накопления или рассеяния механической энергии. Они окружают нас со всех сторон — под клавишами клавиатуры компьютера, в подвеске автомобиля и в подъемном механизме дивана. Наиболее распространены витые пружины сжатия. Существует несколько способов сделать их.
Как сделать пружину
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.
Применение пружины в быту
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
- менее 5%;
- менее 10%;
- менее 20%.
Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.
Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.