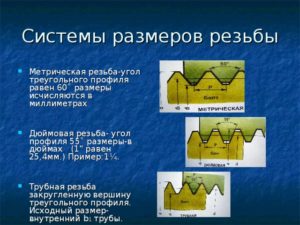
Угол профиля дюймовой резьбы равен градусов
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Обозначения и таблицы для конической резьбы
Коническая резьба и ее обозначение в представленной таблице должно соответствовать установленным государственным ГОСТам, поскольку она используется для создания прочного соединения труб, где имеется высокое давление или возлагаются внешние высокие механические нагрузки. Примером применения можно обозначить такие факторы, как:
- Получение прочного соединения труб, что прокладываются под грунтовой дорогой на незначительной глубине, все дело в том, что на них возлагаются нагрузки посредством проезжающего по дороге автотранспорта.
- Также коническая резьба используется для объединения трубопроводов в тех местах, где нельзя применить сварку или нет возможности ее использовать. Это может быть взрывоопасная среда, что исключает возможность применения сварочной аппаратуры.
- Кроме этого, она применяется в тех случаях, когда нарезка имеет следы износа или же нет возможности полностью заменить данный элемент. Но стоит отметить, что подобный тип изделия носит непостоянный характер, поскольку замена изношенного элемента является неизбежной мерой.
В основном ее применяют для герметизации труб, используемых при прокладке водо-газопроводов, осуществляя большую надежность соединения даже в самых экстремальных условиях.
Краткое описание
Трубная коническая резьба представляет собой особый тип нарезки, что по своей форме похож на конус, то есть, уменьшение диаметра к концу детали. Профиль подобного соединения должен иметь исключительно угол 55 градусов, а сама нарезка имеет впадины и вершины закругленной формы.
В этом случае шаг обозначается соответствующим числом витков на дюйм и нарезаются они под уклоном 1°47′24″, что, в свою очередь, должно отвечать конусности 1:16. Надежность сплочения заключается в том, что чем больше витков, тем выше герметичность.
Кроме этого, есть резьба метрическая коническая в соединениях внешней конусовидной с внутренней цилиндрической с обозначенным профилем, что согласно ГОСТ 9150-2002 должен иметь плоскосрезанные впадины.
Одним из основных преимуществ ее является то, что нарезание конической резьбы можно осуществлять непосредственно на месте, используя резьбонарезные плашки или клупов. Но чтобы сделать правильную нарезку необходимо использовать специальные трубные тески, поскольку вращающий момент вовремя создания пазов достаточно большой.
Также применяется по ГОСТ 6111-52 резьба коническая дюймовая. Она предназначена для объединения топливных, масляных, гидро-и воздухо трубопроводов в машиностроении. Что касается отличия от обычной конусовидной, то оно заключается в том, что в этом случае нет привязки к шагу нарезки, а измеряется по количеству оборотов на единицу длины.Само название означает, что ее размеры указываются в дюймах, поскольку относится к английской системе измерения, к примеру, 1/8, 1/4, 1/2 дюйма.
Технические характеристики
Согласно государственному стандарту трубная коническая резьба должна непосредственно отвечать таким требованиям, как:
- Профильный угол обязательно должен отвечать 55 градусам.
- К разным диаметрам используется свой шаг нарезки.
- Обязательное соблюдение угла отклонения конусной поверхности от самой оси трубы независимо от ее диаметра. Уклон выполняется в соотношении 1:16.
- Использование сварочной аппаратуры или соединительных фланцев прилагается только при больших диаметрах труб. Максимально возможный диаметр – 6 дюймов.
- Кроме этого, требуется соблюдать соотношение общей рабочей длины с рабочей нарезкой.
Поэтому очень важно, чтобы черчение полностью соответствовало установленным государственным стандартам, поскольку такие соединительные детали применяются в точках с повышенным давлением и температурами, что, в свою очередь, дает возможность максимальной герметизации деталей трубопровода при необходимости.
Обозначение на чертежах
В связи с тем, что при применении трубной конической резьбы могут использоваться различные типы таких спаек, то должным образом необходимо знать размеры. Согласно ГОСТ 6111-52 размеры обозначаются дробью, где знаменатель, это внешний диаметр, а числитель его внутренний диаметр.
Обозначения трубной конусной резьбы на чертеже представлены такими буквами, как:
- R – обозначение конической резьбы с наружным резьблением.
- Rc – указывается конические внутренние пазы.
- Rр – внутренняя резьба цилиндрического профиля.
- LН – нарезка с левой спиралью.
- RH – с правой спиралью.
- МК – метрическая конусовидная.
- М – метрическая.
- К – коническая дюймовая резьба.
- Трубная коническая резьба – К труб ½ ГОСТ 6211-69.
- С укороченным профилем – К труб ½ укор ГОСТ6211-69.
- Укороченная коническая с повышенной точностью – К труб ¾ пов. точ. ГОСТ 6211-69.
Цилиндрическая резьба используется непосредственно вместе с наружной конусной нарезкой, что располагают одинаковым шагом.
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба коническая дюймовая с углом профиля 60°
1 2 3 4 5 6 7 8 9 10 11
Дюймовая коническая резьба предназначена для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Конические резьбы, применяемые, главным образом , в соединениях труб, ранее стандартизовались на основе дюймовой системы мер. Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°.
В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой.
Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Существенным недостатком конической дюймовой резьбы является то, что она не имеет согласованной с ней цилиндрической резьбы и, следовательно, не позволяет получить коническо-цилиндрические соединения.
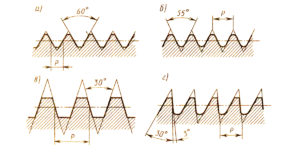
Угол профиля дюймовой конической резьбы равен 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы задается числом ниток на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 равен 1°47' 24''.
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление вершины и впадины, притупления витков этой резьбы значительно меньше притуплений метрической крепежной резьбы, что способствует достижению непроницаемости.
Резьба коническая дюймовая с углом профиля 60° изготавливается по ГОСТ 6111-52. Принятый в стандартах номинальный профиль показан на рис. 1
Основные размеры резьбы указаны на рис.2 и в таблице 1.
Допуски размеров конической дюймовой резьбы с углом профиля 60°
Согласно ГОСТ 6111-52 наружная резьба проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы при этом относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 3.
Внутренняя резьба проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис.4.
Разность размеров l1 и l2 должна быть не менее указанных в таблице 1 номинальных размеров l1 и l2.
Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2) рис.5, не должны превышать значений указанных в таблице 2.
Отклонение половины угла профиля, угла уклона (φ/2) и отклонения по шагу резьбы (отклонения расстояний между любыми витками) не должно превышать значений указанных в таблице 3.
Пример условного обозначения конической резьбы 1/8'' : К 3/4'' ГОСТ 6111-52.
Контроль конической дюймовой резьбы
Средний диаметр наружной конической резьбы измеряется на универсальном микроскопе теневым способом или с помощью ножей.
При измерении среднего диаметра калибр-пробку устанавливают на центрах микроскопа так, чтобы меньший торец находился справа.
Визируют меньший торец по измерительному ножу и измеряют расстояние L1 от торца до вершины одного из витков, который визируется по сторонам профиля. Измеряют средний диаметр по правым и левым сторонам профиля этого витка.
Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).где F-поправка, определяемая по формуле (2),
где К-конусность; &phi — угол уклона; α-угол профиля резьбы; S-шаг резьбы. Средний диаметр в основной плоскости находится по формуле (3).
где L-расстояние от большого торца до меньшего (действительная высота калибра) в мм; а-расстояние от большого торца до основной плоскости в мм. Конусность определяется по формуле (4)
где dсрL2 и dсрL1 – два диаметра на расстоянии L2 и L1 от меньшего торца. Овальность резьбы по среднему диаметру определяется разностью его значений в основной плоскости, измеренных в двух положениях с поворотом резьбы на 90°.
Калибры пробки конических резьб измеряются также методом проволочек рисунок 5.
На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8.
На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
где dсрL1 – средний диаметр на расстоянии L1 от меньшего торца;
где dп – диаметр проволочки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
На блок концевых мер 2 калибр устанавливают меньшим торцом. Столик прибора 4, устанавливают по блоку концевых мер, опускают так, чтобы против измерительных наконечников оказалась первая из впадин, отмеченных заранее риской (размер от этой впадины до торца должен быть предварительно измерен на универсальном микроскопе).
Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Средний диаметр в основной плоскости подсчитывается по формуле 3.
Шаг конических резьб у калибров-пробок измеряют на универсальном микроскопе теневым способом или с помощью ножей. Измерения производят параллельно оси резьбы. Калибр устанавливают на центрах микроскопа.
В случае измерения теневым способом перекрестие окулярной сетки накладывают на вершину изображения витка резьбы.Это достигается последовательным наложением центральной штриховой линии (при повороте окулярной пластины) на обе стороны профиля витка.
Если штриховая линия при повороте окулярной сетки накладывается без просвета на обе боковые стороны профиля, то это означает, что перекрестие сетки совмещено с вершиной угла профиля резьбы. Проделав эту операцию на двух витках и сняв при этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Для исключения влияния перекоса резьбы относительно оси, измерения производят по правым и левым сторонам профиля и берут среднее арифметическое.
Угол профиля резьбы измеряют обычно одновременно с измерением шага теневым способом или с помощью ножей.
В заключении необходимо отметить, что применение резьбы по ГОСТ 6111-52, обязательно для изделий, на которые установлены стандарты, предусматривающие соединения с этой резьбой. Во всех других случаях допускается применение трубной конической резьбы.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей
«БОСК 8.0»Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание Читать Полное Описание Читать Полное Описание Читать Полное Описание |
Дюймовая резьба: таблица размеров, маркировка, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины.
На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение.Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже. ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
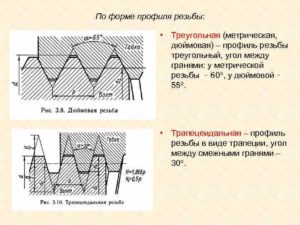
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
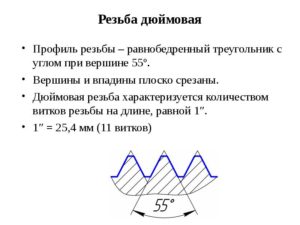
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах.
Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см.
Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом.
Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью.О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя).
Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних).
Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Дюймовая резьба
Резьбовые соединения получили весьма широкое распространение. Дюймовая резьба чаще всего используется при изготовлении труб, которые могут соединяться с различными фитингами. Рассматриваемая резьба может наносится на трубы из металла или пластика. Размер в дюймах указывается согласно ГОСТ, в интернете можно встретить различные таблицы, на которые можно ориентироваться при работе.
Дюймовая резьба
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Измеряя размеры резьб, можно провести вычисление высоты профиля. Для определения этого показателя достаточно от большего показателя вычесть меньший.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации.
Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний.
Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см.
Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов.
Таблица дюймовых и метрических резьб встречается в специальных справочниках.
Отличия дюймовой резьбы от метрической
Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники.
Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году.Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть.
Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Стандарты резьб и виды. Дюймовая и метрическая резьба
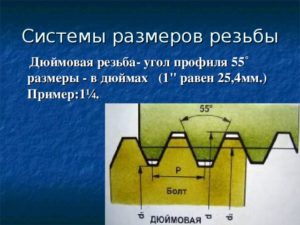
Используются 2 системы — метрическая и дюймовая. Следовательно, имеются и 2 группы стандартов: метрический и дюймовый. Но, в отличие от многих других стандартов, можно увидеть применение дюймовой резьбы в государствах с метрической системой, и наоборот.
Например, для трубной резьбы в России используются британские дюймовые стандарты. Если вернуться к кольцевым пилам, то там можно найти пример использования дюймовой резьбы стандарта UNF в системе крепления кольцевых пил, выпускаемых европейскими фирмами.
В отечественной автомобильной промышленности до самого последнего времени кое-где применялась дюймовая резьба по той причине, что работа того или иного завода начиналась с выпуска конструкций, изобретенных в государствах с дюймовой системой измерений, и т.п.
По этой причине и европейские, и американские бренды предлагают резьбонарезной инструмент как метрической, так и дюймовой резьбы.
Стандарты определяют несколько значений шага резьбы при одинаковом значении его диаметра. Различают крупный и мелкий шаг. С крупным шагом необходимо применять тогда, когда внутренняя резьба нарезается в материале с невысокой прочностью (например, в легком сплаве).
Резьба с мелким, шагом позволяет применять высокие нагрузки, но и предъявляет большие требования к прочности материала резьбовых деталей. В метрическом стандарте ISO крупный шаг определен в качестве «нормального». Мелкий шаг в странах с метрической системой измерений, хоть и задан во многих стандартах, применяется исключительно редко.
В государствах с дюймовой системой обширно используется как резьба, как с мелким, так и с крупным шагом.
Ниже приведены наиболее используемые стандарты. Для них будут указаны размерные ряды для внешних диаметров до 25 мм.
Метрическая резьба
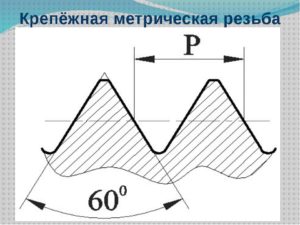
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу.
Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO.
Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «х», обозначение шага резьбы (например, М12 х 1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Размерный ряд метрической резьбы с нормальным шагом:
1 х 0,25; 1,2 х 0,25; 1,4 х 0,3; 1,7 х 0,35; 2 х 0,4; 2,3 х 04; 2,6 х 0,45; 3 х 0,5; 3,5 х 0,6; 4 х 0,7; 4,5 х 0,75; 5 х 0,8; 5,5 х 0,9; 6 х 1; 7 х 1; 8 х 1,25; 9 х 1,25; 10 х 1,5; 11 х 1,5; 12 х 1,75; 14 х 2; 16 х 2; 18 х 2,5; 20 х 2,5; 22 х 2,5; 24 х 3.Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12 х 1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»).
Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.
Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
Размерный ряд метрической резьбы с мелким шагом:
3 х 0,35; 4 х 0,35; 4 х 0,5, 5 х 0,5; 6; 7 х 0,75; 8 х 0,5; 8 х 0,75; 8 х 1; 9х 1; 10 х 0 5; 10 х 0,75; 10 х 1; 10 х 1,25; 11 х 1; 12 х 0,75; 12 х 1; 12 х 1,25; 12 х 1,5; 13 х 1; 13 х 1,5; 14 х 0,75; 14 х 1; 14 х 1,25; 14 х 1,5; 15 х 1; 15 х 1,5; 16 х 1; 16 х 1,5; 18 х 1; 18 х 1,5; 18 х 2; 20 х 1; 20 х 1,5; 20 х 2; 22 х 1; 22 х 1,5; 22 х 2; 24 х 1; 24 х 1,5; 24 х 2; 25 х 1,5.
Инструмент для нарезания резьбы с мелким шагом предлагается только немногими фирмами, специализирующимися на производстве резьбонарезного инструмента. В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
Дюймовая резьба
Ее параметры и требования к ней определены стандартами» UNF (Unified Fine — резьба с мелким шагом) и UNC (Unified Coarse — резьба с крупным шагом), совместно принятыми США, Великобританией и Канадой в 1948 году. Соответствующая этим стандартам резьба, как и метрическая, имеет треугольный плоско срезанный профиль с углом 60.
Обозначение резьбы начинается с диаметра резьбы в дробных долях дюйма (1 дюйм («) = 25,4 мм), затем через тире указывается шаг резьбы в числе витков на один дюйм и после него через пробел наименование стандарта.
Пример обозначения дюймовой резьбы: 5/8″-18 UNF (внешний диаметр 5/8″ = 15,875 мм, 18 витков на дюйм = шаг 1,41 мм, стандарт UNF).
Также применяются несколько разновидностей дюймовой резьбы со скругленными углами профиля. Резьба Витворта (или Уитворта, вопрос транскрипции), сравнительно старый, но все равно применяемый стандарт британского происхождения (обозначается как «Ww» или «B.S.W.» для нормальной резьбы и B.S.F. для мелкой резьбы).Также имеются еще пара стандартов на резьбу со скругленными углами профиля для деталей, способные переносить высокие нагрузки (стандарт UNJ для авиации и общемашиностроительные UNRF и UNRC для мелкой и крупной резьбы, соответственно). Скругленный профиль не создает концентраторов напряжений и прочность крепежных деталей выше.
Такие стандарты чаще используются в США.
Буква «U» в наименованиях стандартов на дюймовую резьбу очень часто опускается, и тогда международные стандарты обозначаются сочетаниями: NF, NC, NJ, NRC, NRF. Также можно встретить трубную резьбу по стандарту NPT.
Если не брать в расчет шаг резьбы, то размерные ряды дюймовой резьбы более компактны, в диапазоне 1/4″ — 1″ (6 — 25 мм) 10 размеров резьб против 12 размеров в этом же диапазоне метрических резьб. Нo поскольку в странах с дюймовой системой измерений достаточно часто используются обе разновидности резьб, мелкая и крупная, номенклатура реально применяемой дюймовой резьбы шире, чем метрической.