Винтовая передача своими руками
Шарико-винтовые передачи для станков

С появлением промышленного производства винтовые передачи стали широко применяться в технике, в частности для перемещения суппортов металлорежущих станков. Развитием винтовых механизмов стали шарико-винтовые передачи (ШВП). Их появление обусловлено созданием нового поколения металлорежущего оборудования — станков с числовым программным управлением (ЧПУ).
Функциональное предназначение и устройство
Вид профиля впадины винт-гайка: а) арочный контур б) радиусный контур
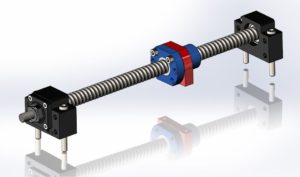
Цель рассматриваемого механизма состоит в том, чтобы преобразовать вращательное движение привода в прямолинейное перемещение рабочего объекта. Передача состоит из двух составных частей: ходового винта и гайки.
Винт изготавливается из высокопрочных сталей марок 8ХФ, 8ХФВД, ХВГ, подвергнутых индукционной закалке, или 20Х3МВФ с азотированием. Резьба выполнена в форме спиральной канавки полукруглого или треугольного сечения. В зависимости от условий работы винта профиль впадины может иметь несколько исполнений. Наиболее часто применяется арочный или радиусный контур.
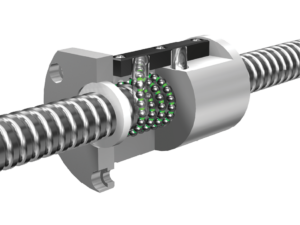
Охватывающая деталь — гайка является составным узлом. Она имеет сложное устройство. Обычно представляет собой корпус, в котором расположены два вкладыша с такими же канавками, как и у ходового винта.
Материал вкладных деталей: объемно закаливаемая сталь марки ХВГ, цементируемые стали 12ХН3А, 12Х2Н4А, 18ХГТ. Вставки устанавливают таким образом, чтобы после сборки обеспечить предварительный натяг в системе винт-гайка.
Внутри винтовых канавок размещаются закаленные стальные шарики, изготовленные из стали ШХ15, которые при работе передачи циркулируют по замкнутой траектории.Для этого внутри корпуса гайки имеются несколько обводных каналов, выполненных в виде трубок, соединяющих витки гайки. Длина их может быть различной, то есть шарики могут возвращаться через один, два витка, или в конце гайки.
Наиболее распространенным является возврат на смежный виток (система DIN).
Принцип работы
Винт приводится во вращение от приводного электродвигателя, гайка закреплена неподвижно на рабочем органе станка (суппорт, каретка, шпиндельная бабка, люнет и так далее).
При этом возникает осевая сила, действующая на шарики, размещенные внутри гайки, под действием которой они начинают катиться в замкнутых винтовых канавках. Сила реакции воздействует на гайку, а поскольку та жестко соединена с перемещаемой деталью, заставляет последнюю перемещаться по направляющим станка.
В чем состоит отличие работы ШВП от обычной винтовой передачи с трапециевидной резьбой, которая ранее применялась на станках?
- 1. При вращении ходового винта прежней конструкции в зоне контакта двух деталей возникало трение скольжения, характеризующееся коэффициентом трения (бронза по стали, со смазкой) f = 0,07–0,1. В механизме с шариковыми элементами действует трение качения с коэффициентом f = 0,0015–0,006. Как видно из приведенных значений, винтовые шариковые передачи требует значительно меньшей мощности приводного двигателя.
- 2. Для точного позиционирования каретки или суппорта станка перед остановкой рабочего органа необходимо замедлять скорость его перемещения. По достижении определенного порога минимальной скорости возможны микроостановки — залипания — движущегося узла. В момент возобновления движения его характер определяется трением покоя, которое при скольжении значительно превышает трение движения. Из-за этого возникают рывки, ухудшающие точность позиционирования. При трении качения этот недостаток практически сводится к нулю.
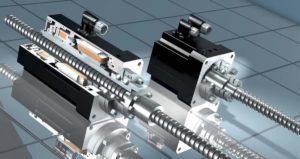
Быстроходные или скоростные ШВП
Быстроходный ШВП
Увеличение скорости перемещения гайки относительно винта достигается за счет увеличения шага между канавками, по сравнению со стандартным винтом в 3-5 раз, у обычной ШВП передачи диаметра 16-32мм шаг составляет 5-10мм, у скоростной тех же диаметров — 16-32мм и кратна диаметру винта.
За счет увеличения скорости перемещения — потери в жесткости и максимальной нагрузки на передачу (большей степени) и точности (в меньшей степени).
Классификация
По технологии изготовления ходовые винты бывают:
- Катаные — с винтовой канавкой, получаемой методом холодной прокатки. Эти винты производятся с меньшими затратами, поэтому обладают лучшим соотношением цена-качество при средней точности изготовления (C5, C7, C9).
- Шлифованные — относятся к прецизионным изделиям. После нарезания резьбы и последующей термообработки подвергаются шлифованию. Имеют повышенную точность (C1, C3, C5) и более высокую цену.
По конструкции:
- Шарико-винтовые — изготовленные согласно стандарту DIN. Шарики возвращаются в смежную канавку по желобу отражателя, встроенного в гайку.
- Прецизионные — изготавливаются шлифованием. Могут состоять из одной или двух гаек, иметь предварительный натяг (преднатяг) — устранение осевого зазора с целью повышения точности при реверсах и увеличения жесткости привода.
- Прецизионные с сепаратором — отличаются конструкцией возврата шариков (отсутствует соударение) и шлифованным профилем канавки.
- Прецизионные с вращающейся гайкой имеют встроенный подшипник, благодаря чему имеют повышенную точность перемещения.
- Шлицевый вал с шариковыми втулками фланцевого исполнения. При этом вал выполняет функцию внутреннего кольца подшипника. Эта конструкция отличается компактностью и простотой монтажа.
- Консольное исполнение винта. Применяется для коротких ходовых винтов, не имеющих второй поддержки.
Технические характеристики ШВП
- Основные параметры:
- Диаметр и шаг винта — от 16 × 2,5 до 125 × 20 мм.
- Длина винтового стержня. Ходовые винты для станков с ЧПУ обычно выпускаются с максимальной длиной 2,0–2,5 м, хотя под заказ изготавливают и до 8 метров.
- Линейная скорость перемещения — до 110 м/мин.
- Точность передачи — C1…C10.
Силовые характеристики для некоторых типоразмеров приведены в таблице:
| Силовые параметры шарико-винтовых передач | ||||
| Диаметр × шаг, мм | Грузоподъемность, Н | Осевая жесткость, Н/мкм | ||
| Статическая | Динамическая | Корпусных ШВП | Бескорпусных ШВП | |
| 16 × 2,5 | 9600 | 5000 | — | 230 |
| 32 × 5 | 37500 | 17710 | 700 | 760 |
| 50 × 10 | 112500 | 57750 | 1000 | 1100 |
| 80 × 10 | 197700 | 66880 | 1700 | 1900 |
| 125 × 20 | 729000 | 278000 | — | 2850 |
| Примечание: осевая жесткость указана для класса точности C1. |
Установка передачи
Выбор ШВП для конкретного оборудования производится в процессе конструкторской разработки, а именно на стадии эскизного проектирования — после того как будут определены величина хода стола и необходимое усилие на винте. Затем уточняют техническое решение:
- Выбирают длину винта.
- В зависимости от необходимой степени точности привода выбирают между обычной и прецизионной передачей.
- Определяют конструктивный вариант гайки: одинарная, двойная, способ возврата шариков, наличие подшипника и другое. Одинарная гайка дешевле, но в случае износа требует замены, сдвоенную можно регулировать путем подшлифовки компенсатора. Система рециркуляции шариков с помощью трубок несколько увеличивает стоимость гайки, однако допускает возможность ремонта изношенных каналов путем замены обводных трубок.
- Решают — требуется или нет поддержка свободного конца винта.
- Уточняют характер соединения корпуса гайки с перемещаемым узлом, а также ведущего конца ходового винта с электромеханическим приводом. Производят динамический расчет, в случае необходимости вносят изменения в конструкцию.
- Закончив сборку станка, производят испытания всех узлов, в том числе и шарико-винтовой передачи, согласно методике испытаний.
Область применения
ШВП получили широкое распространение во многих отраслях промышленности: станкостроение, робототехника, сборочные линии и транспортные устройства, комплексные автоматизированные системы, деревообработка, автомобилестроение, медицинское оборудование, атомная энергетика, космическая и авиационная промышленность, военная техника, точные измерительные приборы и многое другое. Несколько примеров использования этих узлов:
- Приводы подач станков с ЧПУ. Первый серийно выпускаемый в СССР обрабатывающий центр ИР-500 имел 3 координаты обработки. Современные системы содержат значительно большее количество линейных приводов. Например, многошпиндельные автоматы продольного точения Tornos серии MULTI SWISS имеют 14 управляемых осей.
- Перемещение поршня-рейки рулевого механизма автомобилей (МАЗ, КАМАЗ, Газель).
- Вертикальное перемещение каретки производственного 3D-принтера VECTORUS серий iPro и sPro.
Производители:
- Steinmeyer (Германия);
- SKF (Швеция);
- MecVel (Италия);
- THK (Япония);
- SBC (Корея);
- HIWIN (Тайвань).
Чпу станок своими руками: пошаговая инструкция, схемы, советы
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, – непростое устройство, имеющее сложную структуру, конструктору желательно:
- обзавестись чертежами;
- приобрести надёжные комплектующие и крепежные детали;
- подготовить хороший инструмент;
- иметь под рукой токарный и сверлильный станки с ЧПУ, чтобы быстро изготовить.
Не помешает просмотреть видео – своеобразную инструкцию, обучающую – с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом – вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, – очень важен.
Работы подготовительного этапа
Чтобы сделать самодельный ЧПУ для фрезерования, есть два варианта:
- Берёте готовый ходовой набор деталей (специально подобранные узлы), из которого собираем оборудование самостоятельно.
- Найти (изготовить) все комплектующие и приступить к сборке ЧПУ станка своими руками, который бы отвечал всем требованиям.
Важно определиться с предназначением, размерами и дизайном (как обойтись без рисунка самодельного станка ЧПУ), подыскать схемы для его изготовления, приобрести или изготовить некоторые детали, которые для этого нужны, обзавестись ходовыми винтами.
Есть различные примеры выбора варианта. Зачастую выполняют станок из МДФ, многие используют фанеру для изготовления самого рабочего стола, других деталей, также для направляющих можно купить трубу нержавеющую.
Возможна схема фрезерного станка с ЧПУ, в котором взяли, как основу, старый сверлильный станок, и рабочую головку со сверлом заменили на фрезерную.
А для этого нужно сконструировать механизм (в его конструкции есть подшипник), отвечающий за то, чтобы инструмент перемещался в трех плоскостях (по осях). Обычно его собирают на базе кареток принтера. Когда выполнена сборка по такой принципиальной схеме, останется подключить к устройству программное управление.
Но на таком самодельном станке, вследствие недостаточной жесткости кареток, будет возможность освоить производство печатных плат, выполнять обработку только пластиковых заготовок, древесины и тонкого листового металла. Для ЧПУ станка и полноценных фрезерных операций на нем, нужен мощный двигатель и хорошая электроника. И, в частности, печатная плата.
Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать.
Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках (иногда надо использовать и сверлильный) изготовляют комплектующие из фанеры или алюминия. Чаще всего, рабочие поверхности (называют еще рабочим столом) – фанерные с толщиной 18 мм.
Сборка некоторых важных узлов станка
В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента. В этом перечне:
- винтовая передача – вращение передаётся, используя зубчатый ремень. Он хорош тем, что не проскальзывают на шкивах, равномерно передавая усилия на вал фрезерного оборудования;
- если используют шаговый двигатель (ШД) для мини-станка, желательно брать каретку от более габаритной модели принтера – помощнее; старые матричные печатные устройства имели достаточно мощные электродвигатели;
- для трёхкоординатного устройства, понадобится три ШД. Хорошо, если в каждом найдётся 5 проводов управления, функционал мини-станка возрастёт. Стоит оценить величину параметров: напряжения питания, сопротивления обмотки и угла поворота ШД за один шаг. Для подключения каждого ШД нужен отдельный контроллер;
- с помощью винтов, вращательное движение от ШД преобразуется в линейное. Для достижения высокой точности, многие считают нужным иметь шарико-винтовые пары (ШВП), но это комплектующая не из дешевых. Подбирая для монтажа блоков набор гаек и крепежных винтов, выбирают их со вставками из пластика, это уменьшает трение и исключает люфты;
- вместо двигателя шагового типа, можно взять обычный электромотор, после небольшой доработки;
- вертикальная ось, которая обеспечивает перемещение инструмента в 3D, охвачивая весь координатный стол. Её изготовляют из алюминиевой плиты. Важно, чтобы размеры оси были подогнаны к габаритам устройства. При наличии муфельной печи, ось можно отлить по размерам чертежей.
Ниже – чертёж, сделанный в трёх проекциях: вид сбоку, сзади, и сверху.
Максимум внимания – станине
Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель.
К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec – две детали (сечение 40х80 мм) и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками. Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата.
Станина монтируется без использования соединений сварного типа (сварным швам плохо удаётся переносить вибронагрузки). В качестве крепления лучше использовать Т-образные гайки. На торцевых пластинах предусмотрена установка блока подшипников для установки ходового винта. Понадобится подшипник скольжения и шпиндельный подшипник.
Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Поскольку ему подходили заготовки с максимальной толщиной 60 мм, он сделал просвет портала 125 мм (это расстояние от верхней поперечной балки до рабочей поверхности).
Этот непростой процесс монтажа
Собрать самодельные ЧПУ станки, после подготовки комплектующих, лучше строго по чертежу, чтобы они работали. Процесс сборки, применяя ходовые винты, стоит выполнять в такой последовательности:
- знающий умелец начинает с крепления на корпусе первых двух ШД – за вертикальной осью оборудования. Один отвечает за горизонтальное перемещение фрезерной головки (рельсовые направляющие), а второй за перемещение в вертикальной плоскости;
- подвижной портал, перемещающийся по оси X, несет фрезерный шпиндель и суппорт (ось z). Чем выше будет портал, тем большую заготовку удастся обработать. Но у высокого портала, в процессе обработки, – снижается устойчивость к возникающим нагрузкам;
Шарико-винтовая передача. Расчет винтовой передачи
Винтовая передача относится к разряду механических. Основное предназначение этой операции — преобразование вращательного движения в поступательное или наоборот. Данный вид передачи состоит всего из двух элементов — винта и гайки.
Описание устройства
Как уже было сказано, механизм винтовой передачи применяется для преобразования движения.
Наиболее распространенными примерами использования данной системы стали такие приспособления, как домкраты, прессы, металлорежущие станки, прокатные станы, грузоподъемное оборудование и т. д.
Также стоит отметить, что все это примеры преобразования вращательного движения в поступательное. Но для обратной процедуры это приспособление используется очень редко. К примеру, механизм перемещения пленки фотоаппарата работает по обратному принципу преобразования движения.
Существует несколько преимуществ этой системы: бесшумная работа, плавное зацепление, простота конструкции, возможность получения большой силы.Однако имеется и ряд недостатков: довольно часто винтовая передача заедает, а ее коэффициент полезного действия, то есть КПД, низкий.
Устройство и виды
В настоящее время имеется два основных устройства системы. Первый ее тип содержит неподвижную гайку и подвижный винт, а второй тип, наоборот, имеет подвижную гайку и неподвижный винт. К первой категории устройств можно отнести винтовой домкрат, а вторая группа используется, например, в ходовых винтах станков и в других устройствах.
Существует также несколько видов винтовых передач:
- Система скольжения.
- Система качения, характеризующаяся тем, что гайка имеет канавки, в которые помещаются шарики.
- Планетарные роликовые передачи, считающиеся довольно перспективными, так как отличаются высокой точностью и жесткостью.
- Волновой вид передачи, он отличается довольно малыми поступательными движениями.
- Гидростатическая винтовая передача, характеризующаяся малой степенью трения, малым износом и довольно высокой точностью.
Резьба и расчет
Кроме того, что существует несколько видов системы, имеется также несколько типов резьбы для гайки и винта. Если необходимо обеспечить наименьшее трение между деталями, то используется прямоугольный вид.
Однако тут очень важно отметить, что технологичность этого типа соединения довольно низкая. Другими словами, нарезать такую резьбу на резьбофрезерном станке невозможно. Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает.
Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено.
По этим причинам, основным типом, который используется для устройства передаточных винтов, стала трапецеидальная резьба. У того типа имеется три вида шага — мелкий, средний, крупный. Наибольшую популярность заслужила система со средним шагом.
Расчет винтовой передачи сводится к расчету передаточного соотношения. Формула выглядит следующим образом: U=C/L=pd/pK. С — это длина окружности, L — ход винта, p — шаг винта, K — число заходов винта.
Шарико-винтовая передача (ШВП)
ШВП — эта одна из разновидностей линейного привода, которая также служит для того, чтобы преобразовывать вращательное движение в поступательное. Однако здесь есть отличие, которое заключается в том, что этот тип системы характеризуется очень малым трением.
Роль винта в таких системах исполняет вал, который обычно выполнен из очень прочной стали. На своей поверхности это устройство имеет беговые дорожки со специфичной формой.
Именно такое приспособление способно взаимодействовать с гайкой. Однако их работа осуществляется не напрямую, как это происходит в обычной винтовой передаче, а через маленькие шарики.
Здесь используется принцип трения качения.
Данный принцип взаимодействия обеспечивает очень высокие показатели коэффициента полезного действия (КПД), а также высокие перегрузочные характеристики.
Применение и развитие ШВП
Шарико-винтовая передача чаще всего используется в такой отрасли, как авиастроение, в ракетостроении для перемещения рулевых поверхностей, в транспортных средствах. Наиболее широкий спектр использования такой системы можно наблюдать в прецизионном машиностроении, в частности, в станках с ЧПУ.
История создания такого винта является довольно необычной, так как самый первый наиболее точный шариковый винт был получен при использовании низкоточного обычного винта. Устройство имело следующий вид: на винт была смонтирована небольшая конструкция из нескольких гаек, натянутых пружиной, после чего она была притерта по всей длине.
Появилась возможность усреднить погрешности шага и винта, и гайки, при помощи перемещения элементов по основе, а также при помощи смены направления натяжения.
Использование ШВП
Чтобы добиться длительного срока службы шариковой винтовой передачи, необходимо следовать правилам эксплуатации этой системы. Чтобы она смогла на должном уровне сохранить все свои показатели, в том числе и точность, очень важно следить за чистотой рабочего пространства устройства. На работающую пару не должны попадать такие абразивные частицы, как пыль, стружка и т.д.
Чаще всего такие проблемы решается тем, что на винт с гайкой устанавливают гофрозащиту из резиновых или полимерных материалов. Это полностью исключает возможность загрязнения. Если система работает в открытом режиме, то эту задачу можно решить и другим путем. В таких случаях монтируется компрессор, который под высоким давлением подает очищенный воздух на работающую пару.
Так как система работает по принципу трения качения, то появляется возможность предварительного натяга, которая позволяет убрать ненужный люфт передачи. Люфт — это зазор, который образуется между вращательным и поступательным движением в тот момент, когда оно меняет свое направление.
Качества передачи
Как и у любой другой системы, у этой имеются свои преимущества и недостатки.
К минусам устройства относят то, что имеется шанс на обратную передачу, если угол работы ШВП слишком большой. Это возникает из-за того, что трение слишком мало, а потому гайка не блокируется при подъеме. Она передает линейное усилие в крутящий момент. К тому же использовать такие системы передачи на ручных приспособлениях не рекомендуется.
К преимуществам относится то, что низкий процент трения обуславливает низкую диссипацию, что, в свою очередь, сильно повышает КПД всей системы.
По этому показателю ШВП превосходит любой другой аналог передачи, которая занимается преобразованием вращательного движения в поступательное. Максимальный показатель коэффициента полезного действия для наиболее распространенных ШВП превышает 90%.
Для сравнения скажем, что самые близкие к ним метрические или винтовые зубчатые передачи имеют КПД максимум 50%.Из-за того, что скольжение в шарико-винтовой передаче практически отсутствует, это положительно сказывается на увеличении срока службы ШВП и на экономичности, так как время на простой при ремонте, смазке или замене деталей, существенно снижается. Поэтому такие устройства наиболее выгодные.
Изготовление и точность
Наиболее высокоточные винты для ШВП можно получить только в процессе шлифовки материала. Есть и другой способ получения винта — это накатка. Стоимость будет значительно ниже, чем при шлифовке, но при этом погрешность изделия будет составлять около 50 микрон на 300 мм хода.
Заметим, что наиболее высокоточные шлифованные детали характеризуются погрешностью в 1-3 микрона на 300 мм, а некоторые еще меньше.
Чтобы получить заготовку для будущего винта, материал должен пройти процесс грубой механической обработки, после этого он закаляется и шлифуется до необходимого состояния.
Инструментальный вид ШВП чаще всего имеет точность до 250 нм на сантиметр. Чтобы изготовить такие изделия, необходимо пройти процесс фрезеровки и шлифовки. Осуществлять эти операции необходимо на очень высокоточном оборудовании. Исходным сырьем для таких винтов является инвар или инварные сплавы.
Шарико-винтовая передача движения

Для передачи усилия и движения могут применяться самые различные шарико-винтовые передачи. Наибольшее распространение получила шарико-винтовая передача.
Она обеспечивает линейное передвижение привода, которое преобразует вращение в поступательное движение.
Среди особенностей этого процесса можно отметить крайне малое трение, так как оно приводит к износу материала и существенному снижению КПД, нагреву трущихся элементов. Рассмотрим особенности этого процесса подробнее.
Шарико-винтовая передача движения
Преимущества ШВП перед остальными видами передач
Преимуществ у ШВП довольно много. Подобная конструкция характеризуется следующими достоинствами:
- Низкий коэффициент трения, который достигается за счет применения шариков.
- Более высокое значение КПД. Если сравнивать другие аналоги, которые могут передавать поступательное движение, то они существенно уступают. У многих вариантов исполнения ШВП имеет показатель КПД на уровне 90%.
- Скольжение отсутствует по причине применения канавок с шариками. За счет этого также существенно повышается длительность эксплуатации.
- Простота обслуживания и ремонта. При необходимости можно быстро добавить масло в зону хода винта. Смазывающее вещество равномерно распределяется по поверхности, за счет чего повышается эксплуатационный срок.
- Высокая скорость перемещения, которую можно достигнуть за счет использования специальных вариантов исполнения ШВП.
- Сниженное требование к приводу по показателю мощности. Это связано с низким сопротивлением хода винта.
Однако есть и несколько существенных недостатков, которые должны учитываться при выборе привода. Примером можно назвать высокую вероятность обратного хода при установке винта под большим углом или вертикально. Этот недостаток связан с тем, что трение минимальное.
Рассматриваемую шарико-винтовую передачу не рекомендуется использовать при создании ручных подач. Кроме этого, негативным фактором можно назвать высокую стоимость изделия, так как оно состоит из нескольких точных элементов. Для обеспечения низкой степени износа поверхность подвергается закалке, за счет чего стоимость изделия также повышается.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конструкция и назначение шарико-винтовых передач для станков с ЧПУ
Для создания станков с программным числовым управлением необходимо использовать шарико-винтовые пары. Они отличаются не только внешним видом, но и конструкцией. Для выбора определенной модели следует заранее ознакомиться со строением и комплектующими ШВП.
Назначение шарико-винтовых пар
Конструкция шарико-винтовой передачи
Все виды ШВП для станков с ЧПУ предназначены для преобразования вращательного движения в поступательное. Конструктивно состоят из корпуса и ходового винта. Отличаются друг от друга размерами и техническими характеристиками.
Основным требованием является минимизация трения во время работы. Для этого поверхность комплектующих проходит процесс тщательной шлифовки. В результате этого во время движения ходового винта не происходит резких скачков его положения относительно корпуса с подшипниками.
Дополнительно для достижения плавного хода применяется не трение скольжение относительно штифта и корпуса, а качение. Для получения этого эффекта применяется принцип шариковых подшипников. Подобная схема увеличивает перегрузочные характеристики ШВП для станков с ЧПУ, значительно повышает КПД.
Основные компоненты шарико-винтовой передачи:
- ходовой винт. Предназначен для преобразования вращательного движения в поступательное. На его поверхности формируется резьба, основная характеристика — ее шаг;
- корпус. Во время движения ходового винта происходит смещение. На корпус могут устанавливаться различные компоненты станка: фрезы, сверла и т.д.;
- шарики и вкладыши. Необходимы для плавного хода корпуса относительно оси ходового винта.
Несмотря на все преимущества подобной конструкции шарико-винтовые передачи для ЧПУ применяются только для средних и малых станков. Это связано с возможностью прогиба винта при расположении корпуса в его средней части. В настоящее время максимально допустимая длина составляет 1,5 м.
Аналогичными свойствами обладает передача винт-гайка. Однако это схема характеризуется быстрым износом комплектующих из-за их постоянного трения между собой.
Области применения ШВП
Относительная простота конструкции и возможность изготовления шарико-винтовой передачи с различными характеристиками расширяет область его применения. В стоящее время шарико-винтовые пары являются неотъемлемыми компонентами самодельных фрезерных станков с числовым программным управлением. Ну на этом область применения не ограничивается.
Благодаря своей универсальности ШВП могут устанавливаться не только в станках с ЧПУ. Плавный ход и практические нулевое трение делают их незаменимыми компонентами в точных измерительных приборах, установок медицинского назначения, в машиностроении. Нередко для комплектации самодельного оборудования берут запчасти от этих приборов.
Это стало возможным благодаря следующим свойствам:
- минимизация потерь на трение;
- высокий коэффициент нагрузочной способности при небольших габаритах конструкции;
- низкая инертность. Движение корпуса происходит одновременно с вращением винта;
- отсутствие шума и плавный ход.
Однако следует учитывать и недостатки ШВП для оборудования ЧПУ. Прежде всего к ним относятся сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Также накладываются ограничения на скорость вращения винта. Превышение этого параметра может привести к появлению вибрации.
Для уменьшения осевого зазора сборка выполняется с натягом. Для этого могут устанавливаться шарики увеличенного диаметра или две гайки с осевым смещением.
Характеристики ШВП для оборудования с ЧПУ
Для выбора оптимальной модели шарико-винтовой передачи для станков с числовым программным управлением следует ознакомиться с техническими характеристиками. В дальнейшем они повлияют на эксплуатационные качества оборудования и время его безремонтной эксплуатации.
Основным параметром ШВП для станков с ЧПУ является класс точности. Он определяет степень погрешности положения подвижной системы согласно расчетным характеристикам. Класс точности может быть от С0 до С10. Погрешность перемещения должна даваться производителем, указывается в техническом паспорте изделия.
| Класс точности | С0 | С1 | С2 | С3 | С5 | С7 | С10 |
| Погрешность на 300 мкм | 3,5 | 5 | 7 | 8 | 18 | 50 | 120 |
| Погрешность на один оборот винта | 2,5 | 4 | 5 | 6 | 8 |
Кроме этого при выборе нужно учитывать следующие параметры:
- отношение максимальной и необходимой скорости мотора;
- общая длина резьбы ходового винта;
- средние показатели нагрузки на всю конструкцию;
- значение осевой нагрузки — преднатяг;
- геометрические размеры — диаметр винта и гайки;
- параметры электродвигателя — крутящий момент, мощность и другие характеристики.
Эти данные должны быть предварительно рассчитаны. Следует помнить, что фактические характеристики ШВП для оборудования с ЧПУ не могут отличаться от расчетных. В противном случае это приведет к неправильной работе станка.
Количество оборотов шариков за один круг определит степень передачи крутящего момента от вала корпусу. Этот параметр зависит от диаметра шариков, их количества и сечения вала.
Установка ШВП на станок с ЧПУ
После выбора оптимальной модели необходимо продумать схему установки ШВП на станок с ЧПУ. Для этого предварительно составляется чертеж конструкции, закупаются или изготавливаются другие компоненты.
Во время выполнения работы следует учитывать не только технические характеристики шарико-винтовой передачи. Основное ее предназначение — движение элементов станка по определенной оси.
Поэтому следует заранее продумать крепление блока обработки к корпусу ШВП для станков с ЧПУ. Необходимо сверить размеры посадочных отверстий, их расположение на корпусе.
Следует помнить, что любая механическая обработка шарико-винтовой передачи может повлечь за собой негативные изменения ее характеристик.
Порядок установки в корпус станка с ЧПУ.
- Определение оптимальных технических характеристик.
- Измерение длины вала.
- Создание схемы сопряжения монтажной части вала с ротором двигателя.
- Установка передачи на корпус станка.
- Проверка работоспособность узла.
- Подключение всех основных компонентов.
После этого можно выполнить первый пробный запуск оборудования. В процессе работы не должно возникать колебания и вибрации. В случае их появления выполнять дополнительную калибровку компонентов.
При поломке ШВП во время эксплуатации станка с ЧПУ ремонт передача можно сделать самостоятельно. Для этого можно заказать специальный комплект. С особенностями проведения восстановительных работ можно знакомиться в видеоматериале:
Сервотехника

Шариковая винтовая передача – наиболее распространенная разновидность передачи винт-гайка качения (винтовая пара с промежуточными телами качения: шариками или роликами). Функционально ШВП(шарико-винтовая передача) служит для преобразования вращательного движения в возвратно-поступательное (и наоборот).
ШВП обладает всеми основными техническими преимуществами передачи винт-гайка скольжения, и при этом не имеет ее главных недостатков, таких как низкий КПД, повышенные потери на трение, быстрый износ.
Основные достоинства шарико-винтовой передачи:
1. Малые потери на трение;
2. Высокая нагрузочная способность при малых габаритах;
3. Размерное поступательное перемещение с высокой точностью;
4. Высокое быстродействие;
5. Плавный и бесшумный ход.
К недостаткам шарико-винтовой передачи можно отнести:
1. Сложность конструкции гайки;
2. Ограничение по длине винта (из-за накапливаемой погрешности);
3. Ограничение по скорости вращения винта (из-за вибрации);
4. Высокая стоимость (исполнения с шлифованным винтом).
В ременном приводе передача механической энергии осуществляется при помощи гибкого элемента — приводного ремня, за счёт сил трения или сил зацепления (зубчатые ремни). Может иметь как постоянное, так и переменное передаточное число (вариатор).
Основные достоинства ременной передачи:
1. Плавность работы;
2. Бесшумность;
3. Компенсация перегрузок (за счет проскальзывания);
4. Компенсация неточности установки шкивов редуктора;
5. Сглаживание пульсаций как от двигателя, так и от нагрузки, поэтому упругая муфта в приводе может быть необязательна;
7. Низкая стоимость;
8. Лёгкий монтаж;
9. Возможность работы на высоких окружных скоростях;
10. При выходе из строя не повреждаются прочие элементы конструкции.
К недостаткам ременной передачи можно отнести:
1. Большие размеры;
2. Малая несущая способность;
3. Скольжение (не относится к зубчатым ремням);
4. Малый срок службы.
Цепная передача — передача механической энергии осуществляется при помощи гибкого элемента — цепи, за счёт сил зацепления. Может иметь как постоянное, так и переменное передаточное число (цепной вариатор). Состоит из ведущей и ведомой звездочки и цепи. Цепь состоит из подвижных звеньев.
Основные достоинства цепной передачи:
1. Большая прочность стальной цепи по сравнению с ремнем позволяет передать цепью большие нагрузки с постоянным передаточным числом и при значительно меньшем межосевом расстоянии (передача более компактна);
2. Возможность передачи движения одной цепью нескольким звездочкам;
3. Сравнительно высокий КПД (> 0,9 ÷ 0,98);
4. Отсутствие скольжения;
5. Малые силы, действующие на валы, так как нет необходимости в большом начальном натяжении;
6. Возможность легкой замены цепи.
К недостаткам цепной передачи можно отнести:
1. Растяжение цепи со временем;
2. Сравнительно высокая стоимость цепей;
3. Сложность подвода смазочного материала к шарнирам цепи;
4. Скорость движения цепи, особенно при малых числах зубьев звездочек, не постоянна, что вызывает колебания передаточного отношения.Реечная передача — один из видов механических передач, преобразующий поступательное движение во вращательное. Состоит из ведущей шестерёнки и зубчатой рейки, по которым она перемещается.
Основные достоинства передачи рейка-шестерня
1. Высокая скорость перемещения рабочего органа;
2. Высокий КПД (до 0,97…0,98);
3. Постоянство передаточного числа (отсутствие проскальзывания);
4. Простота конструкции;
5. Возможность стыковки для получения больших длин, при этом максимальная длина практически не ограничена;
6. Точность перемещений при использовании шлифованных шестерен и зубчатых реек;
К недостаткам передачи рейка-шестерня можно отнести:
1. Шум при высоких скоростях;
2. Невозможность бесступенчатого изменения передаточного числа;
3. Необходимость высокой точности изготовления и монтажа;
4. Незащищенность от перегрузок;
5. Наличие вибраций, которые возникают в результате неточного изготовления и неточной сборки передач.
Сделать заказ
Вы можете сформировать заказ любым удобным для Вас способом: по телефону или по электронной почте.
Сделать заказ — по телефону: наши специалисты проконсультируют Вас по необходимым вопросам, связанным с техническими характеристиками, особенностями заказа, произведут поиск оптимальных решений, примут Ваш заказ.
+7 (495) 797-88-66
Сделать заказ — по электронной почте: в письме необходимо указать наименования нужных товаров/услуг и их количество, техническое задание (если есть), а также данные о наилучшим способе связи с Вами. Внимательность и аккуратность при создании Вашего сообщения, исключит возможные ошибки при заказе. Мы внимательно изучим сообщение и свяжемся с Вами в ближайшее время, предложив оптимальные решения.
Наш менеджер перезвонит Вам в ближайшее время.
Внимание! Отправляя личные контактные данные, Вы соглашаетесь на их сохраниение и обработку с нашей стороны для целей: связи с Вами или Вашей организацией, заключения договора поставки/оказания услуг, выставления счета, ведения заказа.