Входной контроль металла на предприятии
Входной контроль металла на предприятии — Справочник металлиста
Сохрани ссылку в одной из сетей:
металлопроката;
строительных металлоконструкций;
сварных соединений металлоконструкций;
болтовых соединений с использованием высокопрочных болтов с контролируемым натяжением.
соответствие профилей металлопроката проекту;
качество металла (прочностные и деформативные характеристики);
состояние антикоррозионных покрытий;
характеристики коррозии (при наличии);
соответствия последовательности и режимов сварки требованиям нормативно-технологической документации (техкарта, техпроцесс);
прочность сварных соединений;
герметичность сварных соединений (при необходимости).
Таблица 8.1 Контроль качества металлоконструкций
| Вид контроля | Контролируемые показатели или процедура |
| 1 Входной | Качество комплектующих изделий, исходных материалов и заготовок (класс и марка стали, сортамент и геометрические размеры проката, марки лакокрасочных, сварочных материалов и материалов антикоррозионных покрытий; качество газов для сварки и резки металла, классы болтов и гаек и др.) |
| 2 Операционный | Геометрические параметры шаблонов, кондукторов и других элементов оснастки |
| Геометрические параметры деталей и заготовок, в том числе после их механической обработки | |
| Сборка конструкции или ее элементов под сварку | |
| Качество сварных и болтовых соединений | |
| Качество отдельных изготовленных элементов, входящих в конструкцию | |
| Геометрические параметры конструкций | |
| Качество антикоррозионных покрытий, в том числе подготовки поверхности, грунтовки и слоев покрытий | |
| 3 Приемочный | |
| 3.1 Периодический контроль и испытания | Параметры технологических режимов операций производства |
| Проверка стабильности технологических процессов операций производства и достаточности объема контроля по входному и операционному контролю | |
| Собираемость конструкций на основе контрольной сборки | |
| Несущая способность и жесткость конструкций | |
| 3.2 Приемосдаточный контроль | Проверка наличия документов по входному и операционному контролю и соответствия их утвержденной технологической документации |
| Геометрические параметры конструкций, влияющие на собираемость конструкций | |
| Визуальный контроль конструкций | |
| Выборочный контроль антикоррозионной защиты, сварных швов и других требований стандарта, технических условий и проектной документации | |
| Комплектность, маркировка, упаковка | |
| Примечания1 Проверку собираемости, несущей способности и жесткости конструкции проводят как приемосдаточные испытания, если они предусматриваются стандартами, техническими условиями и проектной документацией на конкретные виды конструкций.2 Процедура внешнего осмотра конструкций предусматривает визуальный контроль требований стандарта с целью определения мест возможных дефектов конструкции. |
8.3.10Контроль качества монтажных соединений на высокопрочных болтах с контролируемым натяжением проводят в соответствии с разделом 10 настоящего СТО
5. Правила приемки
Версия для печати
5.1 Все поставляемые конструкции должны быть приняты службой технического контроля изготовителя.
5.2 При приемке следует устанавливать соответствие всех параметров конструкций требованиям:
— настоящего стандарта;
— стандартов или технических условий на конкретные конструкции;
— проектной документации,
5.3 При приемке конструкций серийного производства объемы партий, методы и планы контроля (в том числе объемы выборок) должны быть установлены в стандартах или технических условиях на конкретные конструкции.
5.4 При приемке конструкций единичного и мелкосерийного производства объемы партий, методы и планы контроля (в том числе объемы выборок) должны быть приведены в проектной документации на них.5.5 Соответствие показателей качества конструкций и параметров технологических режимов требованиям документов, указанных в 5.2, устанавливают по данным входного, операционного и приемочного контроля по номенклатуре показателей и процедур, приведенных таблице 3.
Таблица 3
| 1. Входной | Качество комплектующих изделий, исходных материалов и заготовок (класс и марка стали, сортамент и геометрические размеры проката, марки лакокрасочных, сварочных материалов и материалов антикоррозионных покрытий; качество газов для сварки и резки металла, классы болтов и гаек и др.) |
| 2. Операционный | Геометрические параметры шаблонов, кондукторов и других элементов оснастки |
| Геометрические параметры деталей и заготовок, в том числе после их механической обработки | |
| Сборка конструкции или ее элементов под сварку | |
| Качество сварных и болтовых соединений | |
| Качество отдельных изготовленных элементов, входящих в конструкцию | |
| Геометрические параметры конструкций | |
| Качество антикоррозионных покрытий, в том числе подготовки поверхности, грунтовки и слоев покрытий | |
| 3. Приемочный | |
| 3.1. Периодический контроль и испытания | Параметры технологических режимов операций производства |
| Проверка стабильности технологических процессов операций производства и достаточности объема контроля по входному и операционному контролю | |
| Собираемость конструкций на основе контрольной сборки | |
| Несущая способность и жесткость конструкций | |
| 3.2. Приемосдаточный контроль | Проверка наличия документов по входному и операционному контролю и соответствия их утвержденной технологической документации |
| Геометрические параметры конструкций, влияющие на собираемость конструкций | |
| Визуальный контроль конструкций | |
| Выборочный контроль антикоррозионной защиты, сварных швов и других требований стандарта, технических условий и проектной документации | |
| Комплектность, маркировка, упаковка | |
| Примечания 1. Проверку собираемости, несущей способности и жесткости конструкции проводят как приемосдаточные испытания, если они предусматриваются стандартами, техническими условиями и проектной документацией на конкретные виды конструкций.2. Процедура внешнего осмотра конструкций предусматривает визуальный контроль требований стандарта с целью определения мест возможных дефектов конструкции. |
В стандартах, технических условиях и проектной документации на конструкции конкретных видов и в технологической документации допускается уточнять номенклатуру этих показателей и процедур в зависимости от вида контролируемых изделий и специфики их производства.
Результаты входного, операционного и приемочного контроля должны быть зафиксированы в соответствующих журналах службы технического контроля, лаборатории или других документах.
Параметры, результаты контроля которых следует заносить в указанные документы, принимают в соответствии с технологической и проектной документацией на конструкции.
5.6 Входной контроль
5.6.1 Входной контроль материалов и комплектующих изделий проводят в соответствии с ГОСТ 24297.
5.6.2 При наличии в стандартах или технических условиях на конструкции серийного производства и проектной документации на конструкции единичного или мелкосерийного изготовления требований о входном контроле качества материалов и комплектующих изделий его производят в аттестованной лаборатории или лаборатории изготовителя конструкций.
При этом применяют правила приемки и методы контроля, предусмотренные стандартами или техническими условиями поставщика.
5.7 Операционный контроль
5.7.
1 Операционный контроль проводят в соответствии с технологической документацией изготовителя. Контроль должен быть достаточным для оценки качества выполняемых операций, имея в виду выполнение требований стандартов или технических условий и проектной документации на конструкции.
5.7.
2 Состав контролируемых признаков в процессах контроля и полнота охвата их контролем, а также точность и стабильность параметров технологических режимов операций производства принимаются по технологической документации изготовителя, разработанной в соответствии со стандартами единой системы технологической подготовки производства, и подтверждаются при постановке на производство в соответствии с ГОСТ 15.001 и ГОСТ 15.005.
Правила приемки готовых металлоконструкций
ГОСТ 23118-2012, действующий в нашей стране с 2013 года и определяющий общие технические условия для «Конструкций стальных строительных», предусматривает ряд важнейших моментов. В том числе порядок приемки заказчиком металлоконструкций, которые по его требованию изготовил производитель. Посмотрим, что же государственный стандарт говорит о правилах в этой сфере.
Несколько правил приемки готовых металлоконструкций
- Прежде чем отправиться к заказчику, изделие должно быть принято собственной службой контроля качества изготовителя.
- Первое, что оценивается: соответствие металлоконструкции требованиям ГОСТ 23118-2012, нормативам для продукции конкретного образца, а также параметрам, прописанным в проекте и ТУ.
- Объем и выборка для мелкосерийного или штучного производства осуществляется на основании проектных требований. Для поточного выпуска она проводится согласно стандартам, заданным для конкретного вида конструкций.
Способы контроля качества
ГОСТ перечисляет список показателей, по которым производится оценка качества выпущенных изделий. Соответствуют ли они требованиям нормативов, выявляется в ходе трехступенчатых контрольных мероприятий, в том числе:
- входного контроля;
- операционного;
- приемочного.
За стандарт принимают номенклатурные параметры, заданные в ТУ и рабочей документации проекта на изготовление металлоконструкций. При прохождении каждого пункта контроля результаты письменно фиксируются в журналах учета качества и прочих документах.
Входной контроль
Что оценивается? Призван контролировать качество материалов, которые применялись для производства изделия (сорт стали, точность заготовок, марка краски и защитного покрытия, классы гаечно-болтовых комплектующих).
Как оценивается? Проводится не всегда. Необходимость в нем указывается в проектных требованиях, ТУ или строительных нормах и правилах. В этом случае может быть проведен в лаборатории:
- завода-изготовителя;
- независимой внешней, аттестованной соответствующим образом.
Контрольная методика, используемая при этом, описана в стандартах поставщика и в ГОСТе 24297.
Операционный контроль
Что оценивается? В ходе контрольных мероприятий проверяют:
- геометрию и габариты шаблонов, заготовок, деталей после того, как они обработаны механически;
- геометрические показатели готовой металлоконструкции;
- правильность заводской сборки и отдельных элементов, которые будут подвернуты сварке;
- качественный уровень сварных швов и болтовых соединений;
- свойства защитного покрытия, включая обезжиривание поверхности, грунтовочные работы, каждый слой окрашивания.
Как оценивается? Из всей произведенной заводом партии отбирается одна металлическая конструкция и проверяется по всем значимым техническим параметрам. Цель операционного контроля оценить соответствие изделия нормативам, требованиям проектной документации и ТУ на продукт. В оценке опираются на технологическую документацию, предоставленную поставщиком.
Если оцениваемая единица товара хотя бы по одному параметру не соответствует заданным требованиям, число проверяемой продукции удваивают. В случае, когда и в них обнаружен брак, вся партия отправляется на разбраковку.
В качестве методов операционного контроля выделяют:
- визуальный осмотр;
- измерения;
- ультразвуковая методика;
- радиографическая;
- испытания механического толка.
Приёмочный контроль
Проводится заказчиком на основании данных входного и операционного контроля. По сути является финальным. Различают два подвида этого вида контроля: периодический с испытаниями и приемосдаточный. Разберем, что подразумевает каждый из них.
Периодический контроль и испытания
Что оценивается? В его ходе осуществляется проверка следующих пунктов.
- Технологические режимы, которые используются во время операций по производству конструкций.
- Их стабильность, приводящая к неизменным характеристикам изделия от единицы к единице.
- Жесткость металлической конструкции.
- Параметры ее несущей способности.
- Собираемость элементов в единый конструкт (проводится методом контрольной сборки).
- Оценивается, достаточен ли объем произведенного входного и операционного контроля.
Как оценивается? Этот вид контрольных мероприятий может быть произведен в сроки, которые предусмотрены технической документацией исполнителя. Или внепланово, если произведенная продукция показала в ходе проверки регулярные отказы в соответствии требованиям различных нормативов.
Приемосдаточный контроль
Что оценивается? Порой пункты 3 и 4 из предыдущего перечня проводятся как приемосдаточные испытания, если это подразумевают проектные требования, ТУ или стандарты на конкретный вид изделий. В остальных случаях в рамках этого вида контроля ревизуются другие моменты.
- Контроль документов по входному и операционному контролю.
- Сверка данных, зафиксированных в них, с требованиями техдокументации, утвержденной заказчиком.
- Визуальный осмотр конструкций на наличие дефектов.
- Измерение геометрических показателей элементов конструкции, которые оказывают непосредственное влияние на собираемость металлоконструкции.
- Выборочная оценка защитного покрытия.
- Случайный контроль качества сварных швов.
- Сверка полноты комплектности.
- Контроль за упаковкой и маркировкой.
- Проверка других параметров соответствия, предусмотренных ТУ, рабочей документацией проекта и техрегламентами.
Как оценивается? Контроль может быть сплошным, когда проверке подвергается вся закупленная продукция. Или выборочным на основе изъятия и оценки нескольких случайных образцов. Контроль применяется к каждой выпущенной партии, а его параметры перечислены в техрегламентах, так же как и контрольные процедуры, с помощью которых он осуществляется.
***
Зачастую заказчик не имеет персонала достаточной квалификации, чтобы своими силами провести мероприятия по приемки готовых металлоконструкций.
Другой вариант – у него нет необходимого технического оснащения или он не хочет отвлекать на эти работы собственные ресурсы.
В этом случае имеет смысл заказать такую услугу, как вышеописанный трехступенчатый контроль за произведенной продукцией в специализированной фирме, в том числе в компании «НовоСтрой».
Технологическая карта входной контроль | ПТО
Скачать Технологическая карта на входной контроль материалов и оборудования
ТЕХНОЛОГИЧЕСКАЯ КАРТА №
Еще множество Техкарт ,Технологических карт например на расчистку леса на сайте https://tekhkarta.ru/
на входной контроль материалов и оборудования
по объекту:
СОДЕРЖАНИЕ
- Область применения
- Организация входного контроля
- Порядок проведения входного контроля
- оборудование для контроля качества
- Входной контроль сварочных материалов
- Входной контроль гнутых отводов
- Входной контроль запорной арматуры и оборудования
- Входной контроль изоляционных материалов
- Входной контроль железобетонных пригрузов
- Входной контроль Электрооборудования и кабелей
- Входной контроль оборудования и изделий систем автоматизации
- ВХОДНОЙ КОНТРОЛЬ ОБОРУДОВАНИЯ КПП СОД
- ЛИСТ ОЗНАКОМЛЕНИЯ
1. Область применения
Технологическая карта (ТК) разработана на производства работ по входному контролю материалов и оборудования перед началом и в процессе строительства объекта
Входной контроль качества материалов и оборудования следует выполнить в соответствии с требованиями следующих нормативных документов:
– СП 86.13330.2014 Магистральные трубопроводы.
– ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 2. Формы документации и правила ее оформления в процессе сдачи-приёмки
– РД-25.160.00-КТН-037-14 изм.№1,2 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов.
– РД 03-606-03 «Инструкция по визуальному и измерительному контролю»;
– ГОСТ 24950-81 Отводы гнутые и вставки кривые на поворотах линейной части стальных магистральных трубопроводов. Технические условия;
– ГОСТ 24297-87. “Входной контроль продукции. Основные положения.
2. Организация входного контроля
Все материалы и оборудование, поставляемые в соответствии с Контрактом, подлежат входному контролю с участием представителей подрядчика, заказчика и строительного контроля заказчика.
Входной контроль МТР, поставляемых заказчиком, следует осуществлять при их приёмке лицами, ответственными за производство работ.
Входной контроль остальных МТР следует осуществлять при их доставке на строительную площадку.
Входной контроль материально-технических ресурсов, поставляемых на Объект, следует осуществлять согласно требованиям ГОСТ 24297-87. «Входной контроль продукции. Основные положения»:
Входной контроль следует проводить с целью предотвращения запуска в производство продукции, не соответствующей требованиям нормативно-технической документации, договоров на поставку и протоколов разрешения по ГОСТ 2.124-85 (далее – установленным требованиям) (ГОСТ 24297-87, п.1.3).
Входной контроль следует осуществлять по параметрам (требованиям) и методам, установленным в нормативно-технической документации на контролируемую продукцию, договорах на её поставку и протоколах разрешения (ГОСТ 24297-87, п.1.4).
Номенклатуру продукции, контролируемые параметры (требования), вид контроля и объем выборки или пробы определяют, исходя из стабильности качества продукции поставщиков, степени освоения новых видов продукции, важности данного параметра (требования) для функционирования выпускаемой продукции, и устанавливают в перечне продукции, подлежащей входному контролю (ГОСТ 24297-87, п.1.5.).
Результаты входного контроля следует фиксировать в Актах о результатах проверки изделий (Форма 3.3. ВСН 012-88. Часть 2.), и в Журнале входного контроля.Входной контроль следует проводить лицам, ответственным за проведение работ, и работниками службы качества, состоящей из инженерно-технических работников и контролеров полевой испытательной лаборатории. (ГОСТ 24297-87, п.2.1).
Основными задачами входного контроля являются:
1) проверка наличия сопроводительной документации на продукцию, удостоверяющей качество и комплектность продукции;
2) контроль соответствия качества и комплектности продукции требованиям нормативно-технической документации и применения ее в соответствии с протоколами разрешения;
3) периодический контроль за соблюдением правил и сроков хранения продукции поставщиков (ГОСТ 24297-87, п.2.2).
Входной контроль необходимо проводить в специально отведенном помещении (участке), оборудованном необходимыми средствами контроля, испытаний и оргтехники, а также отвечающем требованиям безопасности труда. Рабочие места и персонал, осуществляющий входной контроль, должны быть аттестованы в установленном порядке.
Площадки входного контроля оборудуются непосредственно на площадках складирования и при складских помещениях. На площадках устраиваются стеллажи и ложементы для укладки материалов, для проведения визуального и визуально – измерительного контроля материалов. Места входного контроля должны быть обозначены табличками.
Места для входного контроля материалов, условия хранения которых – закрытый склад, должны быть закрыты навесом для защиты от атмосферных осадков.Материалы, которые по условиям хранения должны содержаться в отапливаемых помещениях, должны подвергаться входному контролю в закрытых отапливаемых помещениях оборудованных стеллажами или стендами для раскладки материалов при контроле.
Средства измерений и испытательное оборудование, используемые при входном контроле, должны быть проверены в центре метрологии и стандартизации, и соответствовать требованиям НТД на контролируемую продукцию и ПР 50.2.
002-94 «Порядок осуществления государственного метрологического надзора за выпуском, состоянием и применением средств измерений, аттестованных методиками выполнения измерений, эталонами и соблюдением метрологических правил и норм».
Для проведения испытаний, проверок и анализов, связанных с входным контролем, продукция может быть передана в другие подразделения, предприятия, лаборатории, контрольно-испытательные станции и др. (ГОСТ 24297-87, п.2.3).
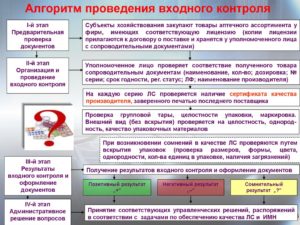
3. Порядок проведения входного контроля
К входному контролю допускается продукция, принятая ОТК, представительством заказчика, приемкой предприятия-поставщика и поступившая с сопроводительной документацией, оформленной в установленном порядке. (ГОСТ 24297-87, п.3.1).
При проведении входного контроля необходимо:
- проверить сопроводительные документы, удостоверяющие качество продукции, и зарегистрировать продукцию в журналах учета результатов входного контроля;
- проконтролировать отбор выборок или проб, проверить комплектность, упаковку, маркировку, внешний вид и заполнить акт отбора выборов или проб;
- провести контроль качества продукции по технологическому процессу входного контроля или передать в соответствующее подразделение выборки или пробы для испытаний (анализов). (ГОСТ 24297-87, п.3.2).
При приеме груза следует проверить, обеспечена ли сохранность груза при перевозке, в частности:
а) проверить в случаях, предусмотренных в указанных правилах, наличие на транспортных средствах (вагоне, цистерне, барже, трюме судна, автофургоне и т.п.
) или на контейнере пломб отправителя или пункта отправления (станции, пристани, порта), исправность пломб, оттиски на них, состояние вагона, иных транспортных средств или контейнера, наличие защитной маркировки груза и исправность тары;
б) проверить соответствие наименования груза и транспортной маркировки на нем данным, указанным в транспортном документе;
в) проверить, были ли соблюдены установленные правила перевозки, обеспечивающие предохранение груза от повреждения и порчи (укладка груза, температурный режим и др.), сроки доставки, а также произвести осмотр груза.
В случае получения от органа транспорта груза без проверки количества мест, веса и состояния его следует в порядке, установленном правилами оформления выдачи грузов, потребовать от органов транспорта, чтобы на транспортном документе была сделана соответствующая отметка. (“Инструкция о порядке приёмки продукции” от 25.04.1966г. №П-7).
В производство должна передаваться принятая по результатам входного контроля продукция, с соответствующей отметкой в учетных или сопроводительных документах. Допускается маркировка принятой продукции. (ГОСТ 24297-87 п.3.5.)
Продукция, поступившая от предприятия-поставщика до проведения входного контроля; должна храниться отдельно от принятой и забракованной входным контролем. (ГОСТ 24297-87 п.3.6.)
Забракованная при входном контроле продукция должна маркироваться “Брак” и направляться в изолятор брака. (ГОСТ 24297-87, п.3.7).Оформление результатов входного контроля
По результатам входного контроля следует составить заключение о соответствии продукции установленным требованиям и заполнить журнал учета результатов входного контроля. (ГОСТ 24297-87, п.4.1). Результаты входного контроля следует фиксировать в Актах о результатах проверки изделий (форма 3.3, ВСН 012-88. Часть II).
В сопроводительных документах на продукцию следует сделать отметку о проведении входного контроля и его результатах, выполнить маркировку продукции, если это предусмотрено перечнем продукции, подлежащей входному контролю. (ГОСТ 24297-87, п.4.2).
При соответствии продукции установленным требованиям входного контроля следует принять решение о передаче ее в производство. При выявлении в процессе входного контроля несоответствия установленным требованиям продукцию следует забраковать и возвратить поставщику с предъявлением рекламации. (ГОСТ 24297-87, п.4.3).
По результатам входного контроля в необходимых случаях следует проинформировать о несоответствии продукции установленным требованиям представителя заказчика (приложение 2 ГОСТ 24297-87). (ГОСТ 24297-87, п.4.4).
Приёмку поставляемых заказчиком материалов и оборудования следует осуществить в присутствии представителя заказчика, о чём следует составить Акт приема-передачи (с указанием претензий) в соответствии:
– с формой, принятой регламентами заказчика;
Входной контроль металлических конструкций
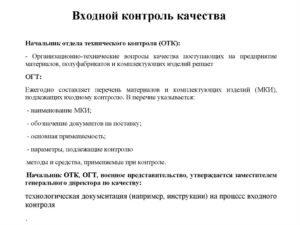
ГОСТом 24297–87 установлено, что входной контроль (ВК) качества металлопродукции должен проводиться входящим в состав служб технического контроля качества каждого конкретного предприятия (ОТК) – бюро входного контроля (БВК).
В перечень ведущих задач входного контроля внесены:
- контроль наличия обязательной сопроводительной документации на указанную продукцию;
- проведение контроля соответствия требованиям имеющейся нормативно-технической и конструкторской документации относительно комплектности продукции и ее качества;
- мониторинг и накопление существующих статданных о фактической степени качества изготавливаемой продукции для возможности последующей разработки на основе собранного материала предложений относительно повышения ее качества а, в случае необходимости, и пересмотра существующих требований, предъявляемых к ней НТД;
- систематический контроль за соблюдением поставщиками сроков и правил хранения продукции.
Используемые для проведения входного контроля средства выполнения измерений и необходимое испытательное оборудование выбираются исходя из требований к подконтрольной продукции ГОСТ 8.002–86 и прочей НТД.
С целью обеспечения исполнения требований серии ГОСТ Р ИСО 9 000 и ГОСТ 24297–87, а также с учетом особенностей и специфики выпускаемой продукции, на предприятии может разрабатываться собственная НТД.
Так, на ряде крупных предприятий может вестись разработка таких стандартов предприятия (СТП), как «Технологическая инструкция (ТИ) входного контроля металлических материалов», «Входной контроль металлических материалов», и проч.
СТП устанавливается введенный на предприятии порядок организации, проведения входного контроля металлопродукции и оформления его результатов. Технологической инструкцией, сообразно перечню подлежащих входному контролю полуфабрикатов и металлов, определяются виды и необходимый объем ВК, которые должны быть установлены в соответствии с ТУ и НТД на выпускаемую продукцию.
Проведение ВК входит в перечень обязанностей БВК. При этом к проведению входного контроля привлекаются: склад готовой металлопродукции (далее склад) или цех-потребитель, а также заводская центральная лаборатория (ЦЗЛ).
Виды проверок качества металлопродукции
Входным контролем металлопродукции предусмотрено проведение следующих проверок:
- удостоверяющей качество сопроводительной документации (паспорта, сертификата);
- упаковки, тары, маркировки;
- геометрических параметров;
- состояния поверхностей;
- специфических свойств продукции;
- марки используемого материала, структуры, механических свойств.
Стандартная схема организации и проведения ВК выглядит следующим образом: металлопродукция, поступившая на склад, по количеству, ассортименту и номенклатуре принимается с полным пакетом сопроводительной документации, после чего в течение10 суток должна быть передана на входной контроль.
В ходе ВК выполняется ряд проверок в соответствии с первыми четырьмя пунктами (см.
выше), а также проходит отбор проб с целью подтверждения заявленной марки металла, его структуры, специальных и механических свойств. Процедуру отбора проб проводят под непосредственным контролем БВК.
Затем отобранные пробы поступают в ЦЗЛ. Заключение о степени соответствия установленным требованиям качества металлопродукции делается исходя из данных входного контроля, включающих результаты ЦЗЛ.В сопроводительной документации, в случае получения положительных результатов контроля, отмечается «Входной контроль проведен, соответствует ТИ».
Если какой-либо из показателей не соответствует установленным требованиям, от данной партии металлопродукции для контроля отбирается удвоенное число образцов. Если и после этого получены неудовлетворительные результаты, складом, БВК и отделом снабжения составляется акт на брак.
Маркировка «Брак» производится при помощи красной краски, после чего забракованный металл передается на хранение в изолятор брака и хранится там до тех пор, пока не будет принято решение об утилизации некачественной продукции или ее возврате.
Контроль геометрических параметров
Технологическая инструкция регламентирует объем контроля геометрических параметров сортамента металлопродукции. Как правило, это около 5% от партии. Контроль данных параметров производят с использованием измерительных инструментов, допускающих погрешность в измерениях не более ½ от допуска на каждый измеряемый параметр.
В зависимости от категории сортамента (лист, лента, пруток и проч.) проводится контроль
указанных в сертификате размеров. В ТИ также указывается, каким образом и в каких местах должны проводиться измерения.
Так, толщину лент и полос измеряют на расстоянии не превышающем
50 мм до конца изделия и не превышающем 10 мм от его боковой кромки. Толщина лент, ширина которых до 20 мм , измеряется посредине. Для проведения замеров используется микрометр по ГОСТ 4381-87 или ГОСТ 6507-90. Например для оценки качества фольги алюминиевой существуют свои особенности.
Статья по теме: Как делают фольгу
Контроль поверхности
Как правило, проверка качества поверхностей металла проводится визуально. Рекомендуемый объем контроля продукции составляет 5 % от тестируемой партии. В ряде случаев (отливки, поковки и проч.) производится контроль поверхности всей партии продукции.
В любом случае при выявлении дефектов (включая следы коррозии) в ЦЗЛ направляются пробы для точного определения причин дефекта и его размеров. Решение о качестве подобной партии металла принимается лишь после получения заключения ЦЗЛ.
Контроль металлоконструкций
В лаборатории «Стандарт» быстро и недорого выполняется контроль качества металлоконструкций. Для этого у нас имеется все необходимое оборудование, позволяющее получать достоверные и объективные результаты.
Экспертные процедуры выполняют компетентные специалисты, имеющие многолетний опыт проведения подобных исследований.
К услугам клиентов – разнообразные исследовательские методы и выдача официальных заключений о проведении экспертизы.
Мы тестируем металлоконструкции в полном соответствии с требованиями ППР, ГОСТ Р55724-2013 и ГОСТ 31993-2013 (ISO 2808:2007).
Цены на услуги
| № п/п | Измеряемый показатель испытываемой продукции | Состав работ, входящих в испытание продукции | Нормативный документ | Стоимость, руб., в т.ч. НДС 18% |
| Контроль металлоконструкций | ||||
| 1 | Контроль качества болтовых соединений с контролируемым натягом (1 болт) | — Подготовка оборудования- Проведение контроля- Оформление протоколов | В соответствии с ППР | 300 |
| 2 | Ультразвуковой метод определения толщины стенок металлоконструкций и трубопроводов при одностороннем доступе с учетом коррозии металла (1 измерение) | — Подготовка оборудования- Проведение испытания- Оформление заключения | ГОСТ Р55724-2013 | 700 |
| 3 | Определение толщины покрытия магнитным методом (1 измерение) | — Подготовка оборудования- Проведение испытания- Оформление заключения | ГОСТ 31993-2013(ISO 2808:2007) | 300 |
Скачать прайс-лист Сделать заказ
Цели и задачи
Контроль качества металлоконструкций необходим для обеспечения безопасности готового сооружения.
Проверочные мероприятия показывают, насколько отдельные элементы соответствуют международным и государственным стандартам.
Проведение такого контроля обеспечивает качество балок, двутавров, проволоки для сварки и других элементов технологического процесса. Проверочные операции выполняются на разных стадиях производства.
На каких этапах производства проводят контроль качества?Уполномоченные представители отдела технического контроля проводят проверочные мероприятия на всех производственных этапах:
- проектирование сооружения и отдельных частей;
- предварительная сборка перед сварочными работами, болтовой или заклепочной фиксацией частей;
- испытательное воздействие предварительного напряжения;
- подготовка металлоизделий к обработке антикоррозийными или защитными составами (окраска, грунтовка, обработка антикором).
Организация входного контроля качества металлопродукции
ГОСТом 24297–87 установлено, что входной контроль (ВК) качества металлопродукции должен проводиться входящим в состав служб технического контроля качества каждого конкретного предприятия (ОТК) – бюро входного контроля (БВК).
В перечень ведущих задач входного контроля внесены:
- контроль наличия обязательной сопроводительной документации на указанную продукцию;
- проведение контроля соответствия требованиям имеющейся нормативно-технической и конструкторской документации относительно комплектности продукции и ее качества;
- мониторинг и накопление существующих статданных о фактической степени качества изготавливаемой продукции для возможности последующей разработки на основе собранного материала предложений относительно повышения ее качества а, в случае необходимости, и пересмотра существующих требований, предъявляемых к ней НТД;
- систематический контроль за соблюдением поставщиками сроков и правил хранения продукции.
Используемые для проведения входного контроля средства выполнения измерений и необходимое испытательное оборудование выбираются исходя из требований к подконтрольной продукции ГОСТ 8.002–86 и прочей НТД.
С целью обеспечения исполнения требований серии ГОСТ Р ИСО 9 000 и ГОСТ 24297–87, а также с учетом особенностей и специфики выпускаемой продукции, на предприятии может разрабатываться собственная НТД.
Так, на ряде крупных предприятий может вестись разработка таких стандартов предприятия (СТП), как «Технологическая инструкция (ТИ) входного контроля металлических материалов», «Входной контроль металлических материалов», и проч.
СТП устанавливается введенный на предприятии порядок организации, проведения входного контроля металлопродукции и оформления его результатов. Технологической инструкцией, сообразно перечню подлежащих входному контролю полуфабрикатов и металлов, определяются виды и необходимый объем ВК, которые должны быть установлены в соответствии с ТУ и НТД на выпускаемую продукцию.
Проведение ВК входит в перечень обязанностей БВК. При этом к проведению входного контроля привлекаются: склад готовой металлопродукции (далее склад) или цех-потребитель, а также заводская центральная лаборатория (ЦЗЛ).