Быстрорежущие стали и их свойства
Узнайте больше о быстрорежущих сталях, истории их создания, а также способах изготовления и сферах применения
4 Октября 2017 14:23
// Металлообработка
Какие стали называются быстрорежущими?Быстрорежущие сплавы относятся к группе инструментальных сталей специального назначения. Их основная область применения – изготовление профессионального инструмента повышенной прочности, работающего при высокой скорости вращения и резания.
До появления быстрорежущих инструментальных сталей для обтачивания деревянных деталей и изделий из цветных металлов использовались обычные стальные резцы. Но при обработке подобным инструментом деталей из твердых материалов возникала проблема. Резец очень быстро изнашивался, нагревался, им было невозможно обтачивать изделие с высокой скоростью.
Проблему удалось решить в 1858 году, после получения сплава, где в качестве легирующих элементов использовались вольфрам и марганец.
В течение нескольких последующих десятилетий в результате экспериментов было получено еще несколько видов сверхпрочных сплавов, способных эксплуатироваться при высоких температурах.
Это позволило многократно увеличить скорость обработки деталей и повысить производительность металлорежущих станков.
В конце прошлого века вольфрамовые соединения стали заменяться на самозакаливающиеся, а в настоящее время успешно используются безвольфрамовые составы.
Свойства и виды быстрорежущих сталей
Сплавы сочетают в себе повышенную теплостойкость с твердостью, износостойкостью и высоким сопротивлением пластической деформации. В процессе работы инструмент из быстрорежущей стали должен сохранять заданный размер и форму, выдерживать серьезные динамические нагрузки, сохранять режущую способность при высокой температуре.
Назначение быстрорежущих сталей и их свойства определяются особенностями легирующих элементов. В состав входят хром и вольфрам в различных процентных соотношениях, несколько изменяющих рабочие характеристики материала. Кроме классических хромовольфрамовых составов, используют сплавы с увеличением в составе углерода, ванадия, кобальта.
Быстрорежущие инструментальные стали делятся на 3 группы:
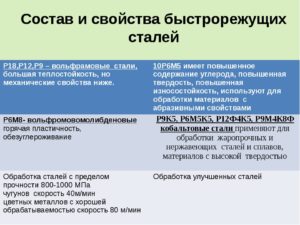
- Сплавы с нормальной теплостойкостью – вольфрамовые и вольфрамомолибденовые соединения (P9, P12, P18, P6M3, P6M5, P8M3), которые используют для изготовления режущего инструментария с целью обработки конструкционных, цветных и черных металлов, пластмассы. К этой же группе относятся составы, легированные азотом для повышения режущих характеристик металла.
- Марки с повышенной теплостойкостью – составы с увеличенным содержанием углерода, ванадия и кобальта (10Р6М5, Р2МЗФ8, Р9К10 и др.), предназначенные для обработки закаленных, жаропрочных, нержавеющих и конструкционных металлов.
- Высоколегированные сплавы с высокой теплостойкостью – характеризуются высоким содержанием легирующих добавок и низким содержанием углерода (В14М7К25, В11М7К23). Они предназначены для резки титановых сплавов и труднообрабатываемых изделий.
Основные характеристики
- Горячая твердость В обычном состоянии материал по твердости уступает углеродистым металлам. Но в процессе нагрева твердость обычных углеродистых соединений падает до недопустимых пределов. Твердость быстрорежущей стали сохраняется даже при температуре 600°C.
- Красностойкость Этот параметр характеризует максимальное время, в течение которого инструмент может выдерживать высокую температуру без потери своих эксплуатационных свойств. Быстрорежущее оборудование в этом плане не имеет аналогов.
- Сопротивление разрушению Прочные сплавы обладают отличными механическими характеристиками, препятствующими их разрушению. Это гарантирует возможность использования оборудования в интенсивном режиме эксплуатации.
Изготовление быстрорежущих сталей
При производстве используются следующие технологии:
- Классический способ разливки и формовки металла с последующей проковкой. Эта технология дает возможность предварительного отжига и закалки материала, а также предотвращает образование хрупкости и улучшает качественные характеристики инструмента.
- Порошковый метод, в процессе которого расплавленный состав распыляется с помощью азота.
Для улучшения качества полученных изделий, после изготовления их поверхность подвергают дополнительной обработке азотом, цинком, серосодержащими сульфидами.
Где применяются быстрорежущие стали?
Область применения износостойкого металла зависит от состава, определяющего его рабочие свойства. В основном – это инструмент, к которому предъявляются высокие требования прочности, термостойкости, длительного срока службы.
- Производство сверл, резцов, фрез, метчиков;
- Изготовление режущих кромок для инструмента, которые в ряде случаев могут быть съемными;
- Детали для металлообрабатывающих станков и оборудования;
- Изготовление инструментов, с помощью которых осуществляется чистовая отделка труднообрабатываемых металлических изделий.
По использованию данных марок металла специалисты дают следующие рекомендации:
- Вольфрамомолибденовые составы подходят для инструментов, предназначенных для черновой обработки изделий, изготовления фрез, протяжек и шеверов.
- Кобальтовые соединения используют для обработки жаропрочных и коррозионностойких изделий в сложных условиях.
- Ванадиевые сплавы используются для чистовой обработки материалов.
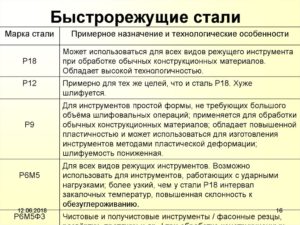
- Марка P9 применяется для создания элементов оборудования, не подвергающихся чрезмерной нагрузке.
- Марка P18 подходит для инструментов сложной формы и фасонных изделий, с повышенными требованиями износостойкости.
Сортамент металлических изделий представлен квадратом, кругом, полосой, листовым прокатом. Чаще всего режущий инструмент изготавливаются из круга. Квадратный прокат применяется для производства электрорубанков, ножей, токарных резцов. Если есть сомнения в правильном выборе подходящего сплава, лучше обратиться к специалистам. В профильных компаниях смогут подобрать прокат высокого качества и нужных эксплуатационных характеристик.
Быстрорежущие стали
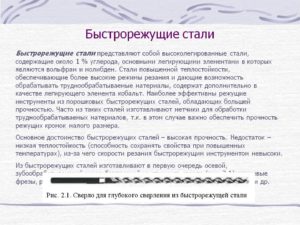
Существует огромное количество различных металлов, которые обладают своими определенными достоинствами и недостатками. Быстрорежущие стали зачастую применяются для изготовления инструментов, которые должны обладать повышенной прочностью, некоторых ответственных деталей. Рассмотрим особенности этого сплава подробнее.
Быстрорежущие стали
Характеристики быстрорежущих сталей
Быстрорежущие стали – сплавы, которые имеют достаточно большое количество легированных добавок. За счет добавления различных химических веществ свойства металла серьезно меняются.
Рассматривая характеристики следует отметить, что материал подобного типа специально создается для эксплуатации при высоком показателе трения, который возникает на момент резания.
Состав быстрорежущей инструментальной стали существенно повышает твердость металла, за счет чего он может работать на повышенной скорости.
Основные характеристики быстрорежущих сталей
Характеристики быстрорежущей стали следующие:
- Высокая твердость. Рассматривая основное назначение подобного металла следует учитывать, что он может использоваться для обработки деталей или заготовок путем резания. Как показывают проведенные тесты, качественная быстрорежущая сталь сохраняет свои основные эксплуатационные качества при нагреве инструмента даже до температуры 6000 градусов Цельсия. Кроме этого быстрорежущая сталь обычного качества может иметь даже меньшую твердость в сравнении с обычным углеродистым металлом.
- Повышенная стойкость к высокой температуре. Устойчивость к воздействию повышенной температуры определяет то, как долго инструмент сможет работать без изменения своих эксплуатационных качеств. Из-за слишком высокого показателя трения металл может нагреваться, что становится причиной изменения кристаллической решетки. В результате основные свойства быстрорежущей стали могут существенно измениться. Как правило, нагрев становится причиной повышения пластичности и снижения твердости, за счет чего износ поверхности проходит намного быстрее.
- Устойчивость к разрушению. Режущий инструмент, который может работать на высокой скорости, должен обладать повышенной механической устойчивостью. Кроме этого инструмент может работать при высоком показателе подачи, что позволяет работать на большой глубине резания.
Именно химический состав быстрорежущей стали определяет ее основные эксплуатационные качества.
Классификация и маркировка быстрорежущих сталей
Все быстрорежущие стали классифицируются непосредственно по химическому составу, для чего проводится расшифровка маркировки. Инструментальные стали быстрорежущие делятся на следующие три группы:
- Сплавы с полезными примесями, в которых процентное содержание кобальта не более 10%, а вольфрама 22%. Маркировка металла этой группы следующая: P10M4Ф3К10 и Р6М5Ф2К8 и другие.
- Сплавы, в составе которых не более 5% кобальта и до 18% вольфрама. Виды быстрорежущей стали этой группы следующие: Р9К5, Р10Ф5К5 и другие.
- Варианты исполнения металла, расшифровка которых определяет процентное содержание кобальта и вольфрама более 16%. Представителями этой группы можно назвать марки Р9 и Р18, Р12 и Р6М5.
При применении подобного металла получающаяся кромка не реагирует на механическое воздействие, по всей длине показатель твердости остается неизменным и металл не выкрашивается. Вышеприведенная классификация быстрорежущей стали определяет то, при какой скорости резания и подаче может использоваться сплав.
Состав быстрорежущих сталей различных марок
Рассматривая обозначение быстрорежущей стали следует уделить внимание тому, что первая буква для обозначения этой группы «Р». Цифра, которая идет первой в обозначении указывает процесс вольфрама в составе.
Далее могут идти буквы, обозначающие легирующие элементы.
Стоит учитывать, что расшифровка металла указывает на точное содержание определенных легирующих элементов, которые изменяют эксплуатационные качества материала.
Область применения различных марок быстрорежущих сталей
Рассматривая применение износостойкого металла следует уделить внимание тому, что конкретный состав металла определяет его эксплуатационные качества. Инструмент изготовленный из подобного металла может выдерживать длительную эксплуатацию.
Режущий инструмент из быстрорежущей стали
Область применения достаточно обширна:
- Изготовление сверл. Сверла имеют достаточно сложную форму и конструкцию, которая получается путем литья.
- Изготовление резцов. Сегодня для удешевления резцов их основная часть изготавливается из недорого металла, и только режущая кромка из износостойкого материала.
- Изготовление напаек для режущего инструмента. В некоторые случаях режущая кромка сменная.
- Изготовление фрез. Фрезы также получаются методом литья расплавленного металла.
Материал может использоваться для получения инструмента, который будет выдерживать высокую нагрузку.
Сегодня, при повсеместной установке станков с ЧПУ, режущий инструмент повышенной устойчивости является единственным выходом из сложившейся ситуации, когда высокие скорости обработки создают проблемы.
Для увеличения эксплуатационных качеств быстрорежущей стали могут применяться стандартные методы обработки. Однако при этом учитывается состав металла. Примером назовем то, что процесс закалки предусматривает нагрев среды до температуры, которая позволяет обеспечить условия для растворения различных примесей и добавок.
После того, как обработка быстрорежущей стали была завершена, в сплаве остается до 30% аустенита, что существенно повышает теплопроводность и твердость.
Для уменьшения показателя аустенита в структуре могут применяться две технологии:
- Для повышения качества термической обработки нагрев проводится в несколько этапов. При этом выдержка проводится при определенной температуре, а также проводится многократный отпуск.
- Отпуск подразумевает охлаждение заготовки до низкой температуры, которая часто составляет — 800 градусов Цельсия.
- Закалка должна проводится при достаточно высокой температуре, так как только в этом случае происходит полное перестроение кристаллической решетки.
- Для охлаждения используется самая различная среда. Примером назовем применение масла иди соляных ванн. Обычная вода становится причиной появления самых различных дефектов, к примеру, трещин или окалин. После этого приходится выполнять дополнительную обработку для удаления дефектов.
Микроструктура быстрорежущей стали Р6М5: а) литое состояние; б) после ковки и отжига; в) после закалки; г) после отпуска
Кроме этого улучшение характеристик проводится следующим образом:
- Проводится насыщение поверхностного слоя цинком. Для того чтобы оказать требуемое воздействие на поверхность подобная операция предусматривает нагрев поверхности до 5600 градусов Цельсия. Выдержка может проходить в течение от 5 до 30 минут.
- Также может происходить насыщение поверхности азотом. Чаще всего подобная процедура проводится в газовой среде. Выдерживается заготовка или деталь в течении 10-40 минут, температура нагрева варьирует в пределе 550-6600 градусов Цельсия.
- В некоторых случаях химический состав металла изменяется путем сульфидирования поверхности. Подобным образом можно повысить твердость и прочность поверхности.
- В качестве дополнительной обработки на поверхность напыляется различный материал. За счет этого существенно изменяются эксплуатационные качества инструмента или детали.
Сегодня часто встречается ситуация, когда поверхность обрабатывается паром, что позволяет существенно повысить характеристики поверхностного слоя. Зачастую дополнительная обработка проводится в случае, когда режущая кромка была полностью подготовлена.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды быстрорежущих HSS-сталей
Изобретение быстрорежущей стали в начале ХХ века стало прорывом в развитии машиностроения.
Новый материал повлиял на изобретение быстроходных станков и автоматов большой мощности, а также поспособствовал резкому скачку производительности в работе механических цехов.
Несмотря на то, что HSS-сталь имеет довольно сложный состав, ее активно используют для производства инструмента повышенной прочности.
Что такое сталь HSS
Аббревиатура HSS образована от английского High Speed Steel — «быстрорежущая сталь». Ее применяют при производстве различного инструмента для работы с металлическими изделиями. Для изготовления применяют классический метод разливки в слитки с последующей прокаткой и проковкой. Также используют порошковой метод — распыление азотом струи жидкой стали.
HSS-сплавы принадлежат группе с высоким содержанием углерода, некоторые марки которой содержат вольфрам в определенном количестве. Твердость изготовленных инструментов из данного материала соответствует 62-64 единицам по шкале HRC.
Изделия из быстрорежущей стали обладают повышенной прочностью и находятся в доступном ценовом сегменте.
Область применения быстрорежущих сталей
Состав материала определяет область применения и рабочие характеристики. Инструменты, изготовленные из данного металла, способны выдержать длительную эксплуатацию.
HSS-сталь применяют:
- для изготовления сверл со сложной формой и конструкцией, получаемой с помощью литья;
- при производстве режущей кромки резцов для повышения износостойкости;
- для формирования напаек режущего инструмента;
- для изготовления фрез, зенкеров, метчиков, плашек, ножей или пильных полотен.
Виды HSS-сталей
HSS-стали бывают трех категорий:
- вольфрамовые (Т1-Т15);
- молибденовые (М1-М36);
- высоколегированные (М41-М62).
Стали, относящиеся к вольфрамовой группе, в наше время не популярны в связи с завышенной стоимостью вольфрама.
Чаще всего применяют марку Т1 и сплав с добавлением кобальта и ванадия Т15. Сталь Т15 используют для производства инструмента, который нужен для работы при высоких температурах и повышенном износе.
Вольфрамовые
Вольфрамовая группа известна четырьмя типами стали:
- Т1 (аналог — Р18). Обладает высокой прочностью, стойкостью к износу и шлифуемостью. Применяют для сверл и другого инструмента, который чаще всего используют для обработки легированных и углеродистых сталей.
- Т2 (аналог — Р18Ф2). В данном сплаве содержание ванадия достигает 2%. Из него делают получистовые и чистовые сверла для работы по обработке среднелегированных сталей.
- Т3 (аналог — Р18К5Ф2). В сплаве находится: вольфрам – 18%, кобальт – 5%, ванадий – 2%. Инструменты из данного сплава выделяются повышенной износостойкостью и твердостью, однако обладают низкой шлифуемостью. Сверла чаще всего используют для работы с заготовками из коррозионностойких, высокопрочных и жаропрочных сплавов.
- Т15 (аналог — Р12Ф5К5). Содержит: вольфрам – 12%, кобальт – 5%, ванадий – 5%. Инструменты имеют высокую прочность, износостойкость и вязкость. Их в основном используют для сверления труднообрабатываемых материалов.
вольфрама наделяет изготовленный инструмент красностойкостью, что позволяет сохранить твердость и остроту режущей кромки при повышенных температурах.
Молибденовые
Молибденовая группа имеет более широкое распространение. В сплавах также содержатся кобальт и вольфрам.
Стали с содержанием таких компонентов, как углерод и ванадий, проявляют стойкость к изнашиванию при шлифовании.
Изделия, сохраняющие повышенную твердость во время работы при высоких температурах, изготавливают из молибденовых сталей марки М41 и выше. Инструменты, обладающие высокой ударной вязкостью в условиях низких температур, производят из молибденовых сплавов с последующей термической обработкой.
- М1. молибдена — 8%. Используется для инструментов общего назначения. Сверла обладают гибкостью и стойкостью к нагрузкам, однако красностойкость значительно ниже, чем у других марок.
- М2 (аналог — Р6М5). Состав сплава: вольфрам – 6%, молибден – 5%. Наделен достаточной прочностью, твердостью и теплостойкостью. При работе режущие кромки инструмента дольше сохраняются.
- М3 (аналог — Р6М5Ф3). Содержит 3% ванадий. Инструмент из данной стали наделен низкой изнашиваемостью при шлифовке.
- М7. Компоненты в составе: вольфрам – 1,75%, ванадий – 2%, молибден – 8,75%. Сплав применяют для изготовления сверл, которые нужны для работы с толстолистовыми и твердыми металлами.
- М35 (аналог — Р6М5К5). В составе присутствует 5% кобальта, молибден, вольфрам, а также в незначительных количествах кремний, никель и марганец. Преимущество сплава заключается в его вязкости, хорошей шлифуемости, теплостойкости и сопротивляемости износу. Сверла используют при обработке изделий из нержавеющих и улучшенных легированных сталей при условии высокого разогрева режущей кромки.
Высоколегированные
Высоколегированные сплавы относятся к молибденовой группе. Стали, которые прошли специальную термическую обработку, используются для производства инструментов с повышенной ударной вязкостью и возможностью эксплуатации при холодных условиях.
- М74 (аналог — Р2АМ9К5). В состав входит: молибден – 9%, кобальт – 4,7-5,2%. Отличается повышенной склонностью к потере углерода, перегреву в процессе закалки и пониженной шлифуемости. Инструмент из данного сплава применяют для заготовок из нержавеющих и улучшенных легированных сталей.
- М42. сплава: кобальт – 8%, молибден – 9,5%. Сверла отличаются устойчивостью к истиранию. Инструменты применяют для обработки сложных и вязких металлов.
Горячая твердость
При использовании режущих приспособлений в процессе работы происходит постоянное выделение тепла, при этом около 80% тратится на разогрев инструмента. Температура режущей кромки повышается и происходит отпуск материала, что влечет за собой понижение его твердости. Тем не менее быстрорежущая сталь сохраняет свои показатели даже при нагреве до 500-600оС.
Красностойкость
Показатель, учитывающий временной промежуток, в период которого сталь сможет выдержать повышенную температуру, не меняя своих эксплуатационных характеристик. Завышенный показатель трения приводит к разогреву металла, от чего происходят изменения в кристаллической решетке. В результате некоторые свойства быстрорежущей стали существенно меняются.
Сопротивление разрушению
Материал, который применяют для изготовления режущего инструмента, должен обладать высокими механическими свойствами — сопротивлением хрупкому разрушению. Высокая прочность сплава обеспечивает режущему приспособлению стойкость к большому усилию, подаче и глубине резания, что в свою очередь приводит к повышению производительности процесса.
Особенности термической обработки
Результатом высокотемпературной обработки быстрорежущих сталей становится изменение структуры материала для получения определенных физико-механических свойств, требуемых при работе с данным инструментом.
Отжиг
HSS-сталь после процесса прокатки и ковки приобретает повышенную твердость и внутреннее напряжение. В связи с этим заготовки предварительно подвергаются отжигу. Отжиг снимает внутреннее напряжение материала, улучшает обрабатываемость и подготавливает ее для закалки.
Процесс отжига происходит при температуре около 850-900оС. Тем не менее следует опасаться излишнего повышения температуры и длительности выдержки, потому что сталь при этом может получить повышенную твердость. В связи с пониженной теплопроводностью сплава нагрев осуществляется медленно и равномерно.
Изделия загружают в печь при температуре 200-300оС, при этом увеличивают последующий нагрев со скоростью 150-200о/час. Процесс оканчивается медленным охлаждением: сначала в печи до 650оС, а затем до комнатной температуры на открытом воздухе.
Для защиты от обезуглероживания отжиг производят в закрытых ящиках с нейтральной средой.
Машиностроительные заводы небольшое количество заготовок подвергают изотермическому отжигу. Их нагревают до 880-900оС короткое время, а затем переносят в печь с температурой не выше 720-730оС на 2-3 часа. Для защиты от появления излишних внутренних напряжений заготовки охлаждают в печи до 400-450оС, а затем оставляют на открытом воздухе.Обычный отжиг длится дольше, чем изотермический процесс. В последующем заготовки проходят механическую обработку, а затем инструмент подвергается окончательному процессу термической обработки — закалке и отпуску.
Закалка
Инструменты, выполненные из быстрорежущей стали, подвергаются закаливанию при температурах свыше 1300оС. После процесса закалки происходит многократный отпуск при 550-560оС. Такая температура необходима для растворения в аустените большого количества карбидов для получения высоколегированного аустенита.
При дальнейшем охлаждении получается высоколегированный мартенсит, который содержит большое количество вольфрама, ванадия и хрома. Мартенсит не распадается во время нагрева до 600оС, что придает быстрорежущей стали красностойкость.
Для получения высоких показателей красностойкости температура во время закалки должна быть очень высокой. Однако есть предел, при повышении которого в быстрорежущей стали начинается быстрый рост зерна и происходит оплавление.
Отпуск
Закаленная быстрорежущая сталь в обязательном порядке проходит процесс отпуска. При температуре 550-560оС проводится многократный процесс с промежутками по 1 часу. Цель отпуска заключается в превращении аустенита в мартенсит. Быстрорежущая сталь проходит два внутренних процесса:
- При нагревании и последующем отпуске из остаточного аустенита выделяется измельченный карбид. Вследствие чего легирование аустенита понижается, что способствует легкому превращению в мартенсит.
- Во время охлаждения при 100-200оС получается мартенсит. При этом также снимается внутреннее напряжение, возникшее при закалке.
В наше время чаще всего на заводах применяют процесс ускоренного отпуска стали, который проходит при повышенных температурах.
Улучшение характеристики изделий из HSS-сталей
Для придания твердости материала, стойкости к износу и устойчивости к коррозии поверхность инструментов подвергают дополнительной обработке. К таким методам относятся:
- Азотирование. Насыщение азотом слоя поверхности проводится в газовой среде, которая состоит из 80% азота и 20% аммиака или на 100% из аммиака. Технологический процесс длится от 10 до 40 минут при температуре 500-600оС и приводит к укреплению поверхностной оболочки.
- Цианирование. Насыщение осуществляется в жидкой или газовой среде, состоящей из химического элемента — цинка. Процесс высокотемпературного цианирования длится от 5 до 45 минут при температуре 800-900оС. Низкотемпературный процесс происходит при 500-600оС и обеспечивает износостойкость и высокую твердость инструменту.
- Сульфидирование. Насыщение поверхностей стальных изделий серой осуществляется при 550-600оС путем нагревания в серноазотистых солях в течение 2-3 часов. В результате процесса повышается износоустойчивость стальных изделий.
Суть химико-термической обработки заключается в проникновении различных химических элементов в атомную кристаллическую решетку железа при нагревании деталей из стали в среде, насыщенной необходимыми элементами.
Быстрорежущие легированные стали предназначены для производства металлорежущего инструмента, который используют при работе на высоких скоростях. HSS-сплавы отличаются способностью сохранения износостойкости и сопротивляемости к разрушению при повышенных температурах. Добавление в состав стали молибдена, вольфрама, кобальта и ванадия обеспечивает красностойкость и горячую твердость.
Быстрорежущие инструментальные стали: марки, характеристики, маркировка

Такой материал, как быстрорежущие стали, отличается уникальными свойствами, что дает возможность использовать его для изготовления инструментов, обладающих повышенной прочностью. Характеристики сталей, относящихся к категории быстрорежущих, позволяют производить из них инструменты самого различного назначения.
Фрезы, метчики, развертки – типичные изделия, производимые из высококачественной быстрорежущей стали
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами.
С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость).
Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала.
Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К.
После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.
Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.
Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам.
Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок.
Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость.
Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок.
По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации.Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке.
Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
Свойства стали марки Р9К5
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Классическая технология, предполагающая проковку изделия из быстрорежущего сплава, которое предварительно было отлито в специальную форму, позволяет наделить такое изделие более высокими качественными характеристиками.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры.
После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости.
Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
Улучшение характеристики изделий
Чтобы инструменты, изготовленные из быстрорежущих сплавов, обладали высокой твердостью, износостойкостью и коррозионной устойчивостью, их поверхность необходимо подвергнуть обработке, к методам выполнения которой относятся следующие.
- Насыщение поверхностного слоя изделия азотом — азотирование. Проводиться такая обработка может в газовой среде, состоящей из азота (80%) и аммиака (20%), либо полностью в аммиачной среде. Время выполнения подобной технологической операции — 10–40 минут, температура, при которой она осуществляется — 550–6600. Использование газовой среды, содержащей азот и аммиак, позволяет сформировать менее хрупкий поверхностный слой.
- Насыщение поверхностного слоя изделия углеродом и азотом — цианирование, которое осуществляется в расплаве цианида натрия или других солей с этим же анионом. В зависимости от назначения детали цианирование может быть высоко-, средне- и низкотемпературным. Чем выше температура и время выдержки детали в расплаве, тем больше толщина получаемого слоя.
- Сульфидирование, которое выполняется в жидких расплавах сульфидов, куда добавляются соединения серы. Проводится такая процедура на протяжении 45–180 минут, при этом температура расплава должна составлять 450–5600.
Инструменты, изготовленные из быстрорежущих сплавов, также подвергают обработке паром, что позволяет улучшить характеристики их поверхностного слоя. Следует иметь в виду, что все вышеперечисленные операции выполняются с инструментом, режущая часть которого уже заточена, отшлифована и подвергнута термической обработке.
Быстрорежущие стали (быстрорезы): марки, свойства, маркировка
Быстрорезы Р9К5 круг
Быстрорезы Р18 круг
Быстрорезы Р6М5 круг
Быстрорезы Р9К5 полоса
Быстрорезы Р18 полоса
Быстрорезы Р6М5 полоса
Быстрорезы Р9К5 лист
Быстрорезы Р18 лист
Быстрорезы Р6М5 лист
Быстрорежущие стали
- Быстрорежущие стали (рапиды, быстрорезы) относятся к инструментальным сталям специального назначения. Для всех инструментальных сталей характерны высокая твердость в холодном и горячем состоянии и высокое сопротивление пластической деформации.
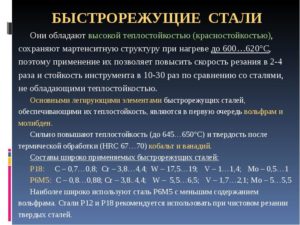
У быстрорежущих сталей комплекс характеристик дополнен красностойкостью – сохранением свойств при разогревании инструмента до температуры близкой к 600 º С, что важно для обработки твердых металлов резанием на высокой скорости. Красностойкость и горячую прочность стали придают легирующие карбидообразующие добавки: кобальт, вольфрам, ванадий и молибден.
Твердость быстрорежущей стали в готовых изделиях HRC 63-66, для резания труднообрабатываемых материалов – HRC 66-69.
- Быстрорежущие стали относятся к ледебуритным сталям, которые приобретают высокую износостойкость и твердость в процессе мартенситного превращения во время закалки.
При высокотемпературном отпуске происходит дисперсионное твердение, обусловленное выделением упрочняющей фазы, состоящей из карбидов вольфрама, ванадия, молибдена.
- Эксплуатационные характеристики инструмента определяются не только твердостью стали.
Мелкий режущий инструмент часто выходит из строя до наступления соответствующего износа, то есть, для инструментальной стали важны такие характеристики как прочность и вязкость. Под прочностью подразумевается способность противостоять крутящему или изгибающему моменту, вязкость характеризует сопротивление разрушению под действием ударной нагрузки.
Применение инструмента из высокопрочной стали дает возможность резание металла с большей подачей и обработку сплавов большей прочности. Сочетание высокой прочности и вязкости быстрорежущей стали предотвращает образование трещин, выкрашивание и поломку инструмента.
- Прочность и вязкость стали имеют особо важное значение для инструментов, используемых при прерывистом точении, а также тонколезвийных и инструментов сложной формы.
Маркировка быстрорежущих сталей
Быстрорежущие стали были изобретены в Англии, где получили название rapid steel. В СССР была принята особая система обозначений, начинающаяся с буквы «Р» — сокращение от «рапид». Первая цифра в маркировке обозначает процентное содержание вольфрама в сплаве и не сопровождается буквенным обозначением.
То есть, стали Р18, Р12, Р9 относятся к вольфрамовым. Буквами Ф, К, М, присутствующими в маркировке обозначают ванадий, кобальт и молибден соответственно. По химическому составу различают вольфрамомолибденовые, ванадиевые, кобальтовые стали.
Быстрорежущая сталь иностранного производства обозначается аббревиатурой HSS (High Speed Steel).
Применение быстрорежущих сталей
- Кобальтовые и ванадиевые быстрорежущие стали применяются для обработки конструкционных сталей при повышенных режимах резания, а также жаростойких, нержавеющих и высокопрочных сталей.
- Инструменты из кобальтовых сталей применяются для обработки жаропрочных и коррозионно-стойких сталей, а также других труднообрабатываемых сплавов, подходят для эксплуатации в условиях недостаточного охлаждения, прерывистого резания и вибраций.
- Область применения быстрорежущих ванадиевых сталей – изготовление инструментов, предназначенных для чистовой обработки труднообрабатываемых металлов (разверток, протяжек и т.д.)
Купить быстрорезы (купить быстрорежущую сталь)
В наши дни без стали не обходится ни одно современное производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Есть множество марок этого продукта, а также большое количество форм отпуска.
Наша компания «ВолгоМеталлКомплект» реализует быстрорезы большими и малыми партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки быстрорезов можно обратиться к менеджерам компании.
Как и вся продукция, быстрорезы следует покупать у надежных производителей. Мы всегда готовы со всей ответственностью дать гарантию на качество нашего металла. Минимальное количество посредников определяет и низкую стоимость товара. Вкупе с быстрой доставкой, это дает возможность нашим заказчикам вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашей компании выполняют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в своем арсенале новое современное оборудование и огромный опыт, мы предлагаем проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Стоимость быстрорезов
Индивидуальная стоимость быстрорезов выстраивается за счет персонального общения с каждым потенциальным заказчиком. Менеджеры учитывают объем сделки, делают скидки постоянным клиентам и ведут открытый диалог. В результате, даже при возникновении спорных ситуаций мы способны найти компромисс и прийти к решению, удовлетворяющему обе стороны.