Цементация стали ее сущность и назначение
Цементация стали — технологический процесс и его описание. Цементация стали в домашних условиях
Сама по себе цементация стали является процессом, в основе которого лежит химико-термическая обработка. Суть ее состоит в осуществлении диффузионного насыщения поверхности указанного материала достаточным количеством углерода при нагревании в определенной среде.
Цементация стали. Цель данного действия
Основной задачей указанного процесса является проведение обогащения верхнего слоя машинных деталей и элементов необходимым количеством углерода, процентное содержание которого в данном случае может составлять 0,8-1,1%. В результате такой операции после осуществления закалки получают высокий уровень твердости материала, при этом его пластичная сердцевина сохраняется. Это немаловажные свойства данного процесса.
Разновидности
По степени прочности образования сердцевины принято выделять три основные группы обрабатываемого материала:
- С неупрочняемой сердцевиной. В данную группу входят такие марки цементируемых сталей углеродистых, как 10, 15, 20. Используют их в деталях с небольшими размерами и малоответственными функциями. В данном случае под цементируемым слоем при осуществлении закалки происходит превращение аустенита в феррито-перлитную смесь.
- С сердцевиной, упрочняемой слабо. В состав этой группы включают хромистые низколегированные стали таких марок, как 15Х, 20Х. Здесь проведение дополнительного легирования с помощью малых добавок ванадия обеспечивает получение более мелкого зерна, что приводит к улучшению пластичности и вязкости материала.
- С сильно упрочняемой сердцевиной. Стали данной группы применяют при изготовлении деталей, которые обладают большим сечением или сложной конфигурацией, а также испытывают влияние значительных ударных нагрузок или подвергаются воздействию немалых переменных напряжений. В них осуществляют введение никеля (12Х2Н4А, 12ХНЗА, 20ХН). Из-за дефицитности данного материала иногда проводят его замену марганцем, при этом применяют ввод небольшого количества ванадия или титана для дробления зерна.
В основном цементация стали используется для образования высокого процентного соотношения твердости поверхности детали, а также для достижения высокой износоустойчивости, которая создается благодаря применению термической обработки после проведения указанного процесса.
Цементация стали применяется для следующих изделий:
— зубчатых колес;
— «пальцев»;
— валов;
— осей;
— рычагов;
— «червяков»;
— деталей подшипников (крупногабаритных колец и роликов) и др.
Способы цементации
Если существует несколько видов указанного материала, то для каждого из них будет применяться своя собственная методика данного процесса. Как правило, цементированная сталь может создаваться в различных условиях и средах, а также при обязательной температуре от 850 до 950 градусов по Цельсию. Поэтому разделяют несколько методов этого действия:
1. Процесс цементации, происходящий в твердом карбюризаторе. В этом случае возможно использование органических веществ (костей животных, древесины и т.д.) и неорганических (кокса) в сочетании с различными активаторами. Обогащение углеродом будет происходить при проведении химической реакции его окисления.
Применение активаторов в данном случае способствует лучшему и быстрому ее протеканию. Такой метод особенно целесообразен для достижения больших глубин науглероживания. Он является эффективным при штучном изготовлении стальных изделий.
Однако данный процесс очень трудоемкий, он влечет за собой большие затраты сил, времени и энергии.2. Процесс цементации, происходящий под воздействием газов. В данном методе принято использовать обогащенные газы (природный, магистральный и др.) или категорию инертных (азот). Все зависит от индивидуального подхода. К тому же цементируемая сталь на основе газов создается с малым процентом алифатических предельных углеводородов, пропана или алканов.
Чаще всего этот метод применяется в масштабном производстве, но является очень затратным в плане денежных средств. Похожий способ применяется при термическом производстве. При этом в горячую ротортную печь вводят смеси органических высокомолекулярных соединений (например, скипидара, этилового спирта и т.д.
), которые, в свою очередь, обладают способностью распада под влиянием катализаторов (никелевых).
3. Процесс жидкостной цементации. Его применяют в цианидных и бесцианидных ваннах. Каждая из этих сред характеризуется своими особенностями, преимуществами и недостатками. К примеру, цианидные ванны не относятся к категории безвредных. Их принято классифицировать как опасные носители не только для окружающей среды, но и для человека.
Поэтому при работе с таким материалом необходимо стараться соблюдать все предписанные меры безопасности, чтобы избежать неблагополучных последствий. А вот метод, основанный на бесцианидной ванне, не рекомендовано применять в силу того, что он ведет к необратимому загрязнению окружающей среды и наносит ей огромный урон.
Указанные способы если и применяют на практике, то только лишь для получения небольших глубин науглероживания.
Термообработка цементованных изделий
Данный процесс является также достаточно важным этапом обработки деталей. Ведь даже после цементации изделие не обладает высоким процентом износостойкости и надёжности. Поэтому завершающим шагом в данном случае служит работа по закаливанию и отпуску.
Процесс закалки характеризуется рядом особенностей и свойств. Весь процесс цементации проходит под влиянием роста зерна, а его отдача по сечению является неодинаковой и расходуется неравномерно.
Поэтому в работе выделяют несколько этапов закалки, каждый из которых происходит в определённых температурных условиях.
Вывод
Ознакомившись с вышесказанным, можно сказать, что организация указанного процесса при изготовлении стальных изделий является очень важной. Данное действие значительно укрепит поверхностный слой детали. При обладании определенными навыками в этой сфере и наличии необходимых материалов и оборудования может быть осуществлена цементация стали в домашних условиях.
Цементация металла – виды цементации стали и нюансы процесса
Цементация стали – это высокотемпературный процесс, сопровождающийся насыщением поверхности атомарным углеродом. В результате повышаются качественные характеристики верхнего слоя изделия, в частности крепость, что увеличивает стойкость к различным нагрузкам. Метод начал применяться еще с середины девятнадцатого века: сталь производили путем сквозной цементации железа.
По технологии обработки цементация схожа с азотированием, с одним отличием – вторая технология насыщает верхний слой азотом, придавая обработанным изделиям антикоррозийные свойства.
Азотирование применяют при работе со сталью, содержащей такие элементы, как хром, алюминий, титан и другие.
Это связано с тем, что соединения данных металлов отличаются прочностью и высокой устойчивостью к температурным воздействиям.
Существуют несколько способов цементации стали. Некоторые из них пригодны для применения в домашних условиях. Все это будет рассмотрено в данной статье.
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
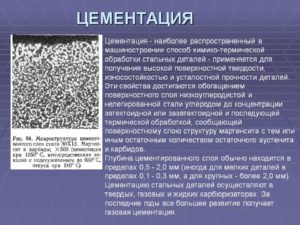
Метод цементации описывается как способ обработки металла с использованием высоких температур в среде определенных химических веществ (химико-термическая обработка); среда может быть жидкой, газовой или твёрдой. Химические компоненты при нагревании выделяют свободный углерод. Поверхность нагретого металла поглощает атомы газа, меняя свою структуру (происходит диффузное насыщение на глубину от 0,5 до 2 мм).
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.
Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
Разновидности
По степени прочности образования сердцевины принято выделять три основные группы обрабатываемого материала:
- С неупрочняемой сердцевиной. В данную группу входят такие марки цементируемых сталей углеродистых, как 10, 15, 20. Используют их в деталях с небольшими размерами и малоответственными функциями. В данном случае под цементируемым слоем при осуществлении закалки происходит превращение аустенита в феррито-перлитную смесь.
- С сердцевиной, упрочняемой слабо. В состав этой группы включают хромистые низколегированные стали таких марок, как 15Х, 20Х. Здесь проведение дополнительного легирования с помощью малых добавок ванадия обеспечивает получение более мелкого зерна, что приводит к улучшению пластичности и вязкости материала.
- С сильно упрочняемой сердцевиной. Стали данной группы применяют при изготовлении деталей, которые обладают большим сечением или сложной конфигурацией, а также испытывают влияние значительных ударных нагрузок или подвергаются воздействию немалых переменных напряжений. В них осуществляют введение никеля (12Х2Н4А, 12ХНЗА, 20ХН). Из-за дефицитности данного материала иногда проводят его замену марганцем, при этом применяют ввод небольшого количества ванадия или титана для дробления зерна.
В основном цементация стали используется для образования высокого процентного соотношения твердости поверхности детали, а также для достижения высокой износоустойчивости, которая создается благодаря применению термической обработки после проведения указанного процесса.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В твердом карбюризаторе (твердая)
В качестве среды-донора углерода используют древесный уголь; как вариант — торфяной кокс, каменноугольный полукокс. Смесь дополняют активизаторами (углекислый натрий, барий или кальций).
Для качественного насыщения уголь измельчают до частиц размером 3-10 мм, а затем просеивают, чтобы избавиться от пыли. Активизаторы также измельчают и просеивают, стремясь придать солям вид мелкого порошка.
Процесс цементации стали проходит в несколько этапов:
- Предметы, очищенные от эмульсии и масла, загружают в ящик из стали, с карбюризатором, который должен полностью их покрывать. Нельзя допустить их касания стенок ящика и друг друга.
- Емкость помещается в печь. Ее герметичность обеспечивается притертой крышкой, глиной или песчаным затвором.
- Начав с предварительного прогрева, температуру повышают до технологических 900-950°C.
- Возможен ускоренный вариант (при 980°C), сокращающий время насыщения в 2 раза, но вызывающий образование карбидной сетки (возникающей из-за слишком высокого углеродного насыщения). Для ее устранения и исправления структуры проводят дополнительную многоэтапную обработку (нормализацию).
Цементация стали в домашних условиях организовывается в твердой среде или с использованием графита. Оба варианта доступны и не требуют специальных познаний. Обустройство помещения для первого способа максимально упрощается, поскольку печь не нуждается в обеспечении высокой герметичности.
Это условие вполне достижимо в домашней мастерской. Несмотря на очевидные преимущества, у метода есть и недостатки: трудоемкость и низкая производительность.
Перед обжигом готовится твердая смесь (карбюризатор). Она состоит из смеси древесного угля с углекислыми солями бария, натрия или кальция. Соли предварительно измельчают до порошкообразного состояния, а затем просеивают, чтобы добиться однородности. Доля древесного угля в смеси — 70-90%, остальное приходится на соли.
Смесь создается одним из двух способов:
Что такое цементация стали и как ее сделать в домашних условиях?
Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
Графитом
Цементацию стали в домашних условиях можно проводить несколько иным способом, без нагревания в печи.
Проверить твердость лезвия (ножа, зубила) можно с помощью напильника, который прекрасно точит не закаленный до нужной степени инструмент. Исправить проблему и повысить прочность кромки можно своими руками, используя несложное оборудование и затратив на это немного времени.
Для домашних условий применим способ цементации металла с использованием графитового порошка, как вещества с хорошей электропроводимостью. При закалке в графите нагрев идет только по режущей кромке.
Для организации рабочего места потребуется:
- Графитовый порошок, измельчённый в пыль (даёт мельче искры).
- Источник питания (понижающий трансформатор); для комфортной работы графитовым электродом достаточно 6-12 В.
- Провода достаточного сечения.
- Металлическая подложка (поддон, уголок или кусок профиля).
- Предмет, на котором предварительно желательно убрать зазубрины (мелкой шкуркой).
Этапы:
- На металлический поддон насыпается графитовый порошок (его можно получить, сточив графитовую щетку от электродвигателя или из батарейки)
- К подложке подсоединяется плюсовой контакт, к предмету, требующему закалки — отрицательный провод.
- На трансформатор подается напряжение.
- Предмет (лезвие) необходимо перемещать над слоем графита плавными движениями; при этом цепь замыкается и между лезвием и порошком проскакивают небольшие искры.
- Лезвие в процессе нагревается; оно не должно касаться подложки. При контакте с поддоном короткое замыкание (дуга) может прожечь кромку.
Ограничения метода:
- Трудно достичь равномерного прогрева в порошке, и, следовательно, приемлемого качества для изделия заметных размеров. Науглераживание детали углеродом графита подходит для цементирования режущей кромки садового инструмента (лопат) и ножей. Для ответственных деталей метод не рекомендуется.
- Теоретически качественная цементация идет со скоростью около 0,1 мм/час. Скорость можно увеличить, увеличив температуру, но это также становится причиной итоговой хрупкости.
Таким способом можно цементировать лопату, косу, сверло, отвертку, ножи газонокосилки.
Цементация проводится и в менее распространенных карбюризаторах.
В пасте
Способом можно пользоваться дома. Пасту необходимо нанести на предмет и дать ей подсохнуть. После предмет помещается в печь и выдерживается при 900-950°С расчетное время. Таким методом можно добиться толщины науглероженного слоя в 0,7-0,8 мм.
Паста состоит из:
- сажи, 55 %;
- кальцинированной соды (желтая соль), 30 %;
- щавелевокислого натрия, 15%.
Составляющие размешиваются в воде до пастообразного состояния.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
- Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
- За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
- соду 75-85 %;
- хлористый натрий 10-15 % ;
- карбид кремния 6-10 %.
: цементация (закалка).
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
Цементирование стали и цементация металла в домашних условиях
Одним из часто применяемых способов химико-термической обработки металла является цементация стали, которая может осуществляться в разных средах при достаточно высоких температурах.
Классификация среды, в которой проходит цементация стали
Науглероживание ножа или другого изделия может проходить в следующих средах:
- Твердой.
- Газовой.
- В виде пасты.
- Растворе электролита.
- Кипящем слое.
Цементация металла в домашних условиях графитом проводится чаще всего. Наибольшее распространение получила твердая среда по причине того, что не нужно обеспечивать высокую герметичность печи.
Газ применяется преимущественно в промышленном производстве, так как позволяет достигнуть требуемых результатов за минимальный период.
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Зарегистрировать аккаунт
Процесс цементации стали своими руками
При наладке процесса химико-термической обработки в домашних условиях выбирают метод цементации в твердой среде. Это связано с существенным упрощение задачи по оборудованию помещения.
Как правило, твердый карбюризатор делается при использовании смеси бария или кальция с древесным углем, а также углекислого натрия.
Соль измельчается до состояния порошка, после чего пропускается через сито.
Цементация стали в твердом карбюризаторе
Рекомендации по созданию твердой смеси следующие:
- Первый метод заключается в использовании соли и угля, которые тщательно перемешиваются. Если использовать не однородную смесь, то есть вероятность образования пятен с низкой концентрацией углерода.
- Второй метод предусматривает применение древесного угля, которые поливается сверху солью, растворенной в воде. После этого уголь сушится до получения смеси с показателем влажности около 7%.
Для ножа и других изделий больше всего подходит второй метод получения карбюризатора, так как он позволяет получить равномерную смесь. Цементация стали в домашних условиях графитом также предусматривает создание смеси при применении нескольких технологий.
Цементация проводится в специальных ящиках, которые наполнены подготовленным карбюризаторов. Конструкция должна быть герметичной, для чего проводится заделывание щелей глиной.
Достигать высокой герметичности рекомендуется по причине того, что при нагревании карбюризатора выделяются газы, которые не должны попасть в окружающую среду.
Сам ящик следует изготавливать из жаропрочной стали, которая выдержит воздействие высокой температуры.
Процесс по проведению цементации стали в ящике в домашних условиях имеет следующие особенности:- Деталь укладывается в ящик со смесью. Толщина слоя твердого карбюризатора выбирается в зависимости от размеров заготовки.
- Устанавливается печь.
- Начальный прогрев печи проводится до температуры 700 градусов Цельсия. Данный нагрев называют сквозным. Однородность цвета стали, из которого изготавливается ящик, говорит о возможности перехода к следующему этапу.
- Следующий шаг заключается в нагреве среды до требуемой температуры. Важно обеспечить равномерный нагрев поверхности деталей сложной формы, так как могут возникнуть существенные проблемы при неравномерном перестроении атомной структуры.
Цементация стали в ящике в домашних условиях
Сегодня есть возможность провести подобную процедуру и в домашних условиях, но возникают трудности с достижением требуемой температуры.
Отсутствие необходимого оборудования приводит к существенному снижению качества получаемых изделий, а также увеличения времени выдержки.
Цементация деталей в газовой среде
Авторами данной технологии являются С. Ильинский, Н. Минкевич и В. Просвирин, которые под руководством П. Аносова впервые использовали ее на комбинате в г. Златоусте.
Суть данной технологии заключается в том, что обрабатываемые детали из металла нагреваются в среде углеродосодержащих газов, которые могут быть искусственного или природного происхождения.
Чаще всего используется газ, который образуется при разложении продуктов нефтепереработки. Такой газ получают следующим способом:
- нагревают стальную емкость и подают в нее керосин, который при испарении разлагается на смесь газов;
- состав некоторой части (60%) полученного газа модифицируют (крекирование).
Полученная смесь и используется для выполнения химико-термической обработки стали.
Процесс цементации стали
Если цементацию стали провести с применением только пиролизного газа, без добавления крекированного, то глубина науглероженного слоя будет недостаточной. Кроме того, в таком случае на поверхности обрабатываемой детали осядет большой слой сажи, на удаление которого может уйти много времени и сил.
Печи, которые используются для выполнения газовой цементации металла, должны герметично закрываться. На современных производственных предприятиях применяют два основных типа таких печей: методические и стационарные.
Сам процесс цементации в газовой среде выглядит следующим образом. Обрабатываемые детали помещают в печь, температуру в которой доводят до 950 градусов Цельсия.
В нагретую печь подают газ и выдерживают в нем детали определенное время.
По сравнению с цементацией стали с использованием твердого карбюризатора, данная технология имеет ряд весомых преимуществ:
- обеспечение лучших условий для обслуживающего персонала;
- высокая скорость достижения требуемого эффекта за счет того, что детали в газовой среде могут выдерживаться меньшее количество времени (к тому же не требуется время для приготовления твердого карбюризатора).
Цементация стали в домашних условиях
: Характеристика и применение стали 9хс
Можно ли цементировать сталь в домашних условиях
В случае необходимости можно цементировать металл в домашних условиях. Как правило, для этих целей выбирают технологию обработки в твердой среде. Время насыщения может занимать несколько часов, поэтому основная сложность кустарных работ – поддержание заданной температуры на протяжении всего цикла.
Качество домашней обработки значительно ниже, чем в условиях промышленных установок. Кроме того, рентабельность работ может обеспечить только большое количество обрабатываемых деталей, что не всегда возможно.
3 Газовая цементация – оптимальный вариант для массовой обработки изделий
Теоретические основы такой цементации были разработаны С. Ильинским, Н. Минкевичем и В. Просвириным, а впервые осуществили ее на Златоустовском комбинате под руководством П. Аносова.
Процесс производится в среде углеродосодержащих газов (генераторных, искусственных, природных) в полностью герметичных нагревательных печах.
Самым популярным искусственным газом является состав, который получается при разложении нефтепродуктов. Изготавливают его следующим образом:
- в стальную нагретую емкость подают керосин, проходит пиролиз (разложение керосина на смесь газов);
- некоторый объем пиролизного газа (около 60 %) крекируют (модифицируют его состав).
Комбинацию крекированного газа и чисто пиролизного используют для проведения химико-термического процесса науглероживания. Необходимость в получении крекированного газа обусловлена тем, что при использовании только пиролизного состава получается недостаточная глубина цементирования стали, а на деталях, кроме того, оседает очень много сажи, которую не так уж и просто удалять.
Процесс газовой цементации проводится в конвейерных печах непрерывного действия (в методических) либо в стационарных агрегатах. В муфель печи помещают изделия, которые хотят упрочнить, закрывают установку, подогревают ее до 950 градусов, а затем подают подготовленный газ. Преимущества подобной процедуры по сравнению с обработкой деталей в твердом карбюризаторе:
- лучшие условия для рабочих;
- ускорение процесса за счет малой выдержки изделий и отсутствия потребности в долгом приготовлении карбюризатора с использованием угля.
Свойства металла после обработки
В результате насыщения углеродом твердость верхнего слоя может достигать 64 HRC. Интенсивное температурное воздействие изменяет структуру после цементации.
Для нивелирования этих свойств заготовку подвергают повторной обработке и закалке с последующими нормализацией или отпуском в зависимости от типа стали.
Во время закалки благодаря образованию феррита происходит измельчение зерновой структуры.
Во избежание поверхностных деформаций на завершающем этапе проводят низкотемпературный отпуск стали.