Электроды для сварки переменным током какие лучше
Электроды для переменного тока: маркировка, как отличить, какая сила тока и какие электроды лучше

Аппаратов для сварки великое множество. Они разнятся по функциям, габаритам и многим другим критериям. Но один из самых важных технических показателей – это тип сварочного тока, получаемого на выходе в процессе сварки. Таких типов всего два: постоянный и переменный.
Правильные сварочные электроды переменного тока – залог качественной работы сварщика. Они обладают своими особенностями и точными техническими характеристиками.
Что такое переменный ток в сварке
Плохо это или хорошо, какой ток лучше? Переменный или постоянный? Однозначного ответа вам не даст никто.
Для начала лучше разобраться с особенностями процессов при переменном токе, они следующие:
- Поведение дуги оставляет желать лучшего: при переменном напряжении она самая нестабильная.
- Сварочный шов не самого высокого качества из-за отклонения от оси сварочной дуги.
- Если дуга гаснет, то возобновить ее горение можно только при повышении напряжения.
- Металл разбрызгивается в значительной степени.
При всех этих сложностях оборудование, необходимое для сварки переменным током, является простым и недорогим. Это, прежде всего, трансформаторы – аппараты, которые по-прежнему весьма популярны среди мастеров сварки.
Казалось бы, что электроды для переменного тока должны постепенно терять свою актуальность: ведь на рынке появилось множество выпрямителей – недорогие и с удобными для работы небольшими габаритами. Тем не менее, эти расходники по-прежнему востребованы на многих производствах и в кустарных мастерских.
Большая часть марок универсальна, что также чрезвычайно устраивает отечественных сварщиков старшего поколения.Если разобраться, лучшие расходники для «переменки» имеют и показывают очень серьезные производственные плюсы. Прежде всего это касается получаемой электрической дуги: это ее стойкость и легкий поджиг. Еще одной особенностью таких электродов является низкий уровень разбрызгивания металлов во время сварки.
Сварочный трансформатор
Диаметр электродов и толщина стали.
Для осуществления сварки с помощью трансформатора необходимые следующие обязательные элементы конструкции:
- Обмотки первичная и вторичная. Первичная – из специального изолированного провода, на вторичной обмотке изоляции нет.
- Магнитный провод.
- Винт для контроля положения двух обмоток и изменения расстояния между ними.
- Защитный корпус для всего агрегата.
- Рукоятка винта, ходовая гайка.
- Вентилятор и другие элементы в зависимости от модели трансформатора.
Несмотря на то, что многие профессионалы сварки расценивают трансформаторы как оборудование «уходящего поколения», на рынке они представлены в виде широкой линейки моделей самого разного значения и для кошельков любой толщины.
Трансформаторы различаются по следующим критериям:
- габаритам и весу;
- силе тока на выходе;
- уровню напряжения на выходе при холостом ходе;
- объему потребляемого электричества;
Сварочный генератор
Устройство генератора включает в себя обязательные конструкционные элементы:
- Важнейшая часть – преобразователь состоит из электрогенерирующего элемента с двигателем переменного напряжения. Они обеспечивают изменение показателей тока.
- Приводной двигатель внутреннего сгорания.
- Индикатор для мониторинга и фиксации силы тока.
- Переключатели режимов.
- Специальный прерыватель цепи.
- Регуляторы силы тока и поведения электрической дуги.
- Клеммы для подключения кабелей и выходы ан 230В.
Такого рода генераторы выпускаются в двух вариантах:
- Коллекторные генераторы.
- Вентильные генераторы.
Главными преимуществами газового генератора в сравнении с другими аппаратами для сварки являются:
- Компактность и, следовательно, высокая мобильность.
- Удобство, относительная дешевизна, бесшумность.
- Широкая функциональность и высокая надежность.
- Достаточно высокие технические характеристики.
Электроды для переменного тока
Электроды для переменного тока обладают интересной особенностью: они универсальны, то есть годятся для работы как с переменным, так и с постоянным напрпяжением. Сразу заметим, что электроды для постоянного тока такой универсальностью ни в коей мере не обладают.
Используются электроды переменного тока там, где в качестве сварочных аппаратов стоят трансформаторы и генераторы. Как и сами аппараты, эти электроды весьма востребованы, так как с этими методами можно работать только на «переменке».
И агрегаты, и расходные материалы значительно дешевле, чем сварочные технологии, основанные на использовании постоянного напряжения. Так что популярность и спрос на «переменку» не собирается снижаться.
https://www.youtube.com/watch?v=k-K9qgDOjb8
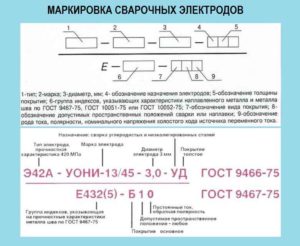
Маркировки электродов для разных типов покрытий.
Преимущества электродов переменного тока:
- Использование расходников для переменке не требует выпрямителей в дополнение к трансформатору.
- Сварочная ванна не подвергается вредному действию азота и кислорода из воздуха.
- Универсальность такого рода расходников.
Недостатки переменных расходников:
- Самый главный минус – качество сварочных швов ниже, чем при использовании постоянного напряжения.
- Разбрызгивание металла во время сварки.
- Низкий уровень вязкость под ударом.
Четыре типа покрытия электродов:
- Кислое покрытие с маркировочной буквой А, имеющее в составе высокую долю кислорода. Это типичный «универсал», с такими расходниками можно работать и на постоянном токе.
- «Основное» покрытие с маркировкой буквой Б. Отличаются высоким потенциалом ионизации, из-за чего на переменном токе с ними лучше не работать.
- Рутиловое покрытие обычно наполовину состоит из специального рутилового концентрата, а он весьма лоялен к переменному току.
- Электроды из целлюлозы годятся для работы с постоянным током.
электродов переменного тока
Типы электродов для сварки переменным и постоянным током.
Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
- ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
- МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
- АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
- МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
- АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
- ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины. Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
- АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа. Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
- ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
электродов для постоянного тока
Отличия в сварке при различной полярности тока.
Разновидности электродов, применяемых для сварки постоянным током:
- УОНИ – 13/55 – знаменитые в своем роде электроды для постоянного тока, применимы для стальных сплавов – с низкими дозами легирующих элементов и с добавкой углерода. Обладают значительными достоинствами: сварочный шов очень пластичен и вязок для механических воздействий, весьма долговечный. Почти не образуется примесей и газов. Дуга легко поджигается. В стержень помещается проволока параметров Св-08 или Св-08А.
- УОНИ – 13/45 также используются для соединения заготовок из углеродистых и низколегированных сталей. Шов не склонен образовывать трещин – ни горячих, ни холодных. Он весьма пластичный и вязкий, с идеальной герметичностью, что делает его подходящим вариантом для сварки емкостей, которые в дальнейшем будут подвергаться высокому давлению. Швы, выполненные с данными электродами, намного дольше не стареют.
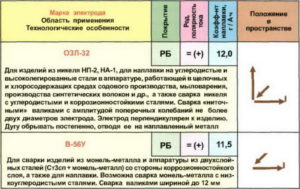
- ОЗЛ – 6 отличаются своей узкой направленностью: они используются в работе с жаропрочными сталями. В швах не образуются поры и трещины, они не подвергаются в дальнейшем коррозии и обладают такой же жаропрочностью, как и основной металл. Подходит для металлов с разной структурой.
- ОЗС – 12 предназначаются для стальных сплавов с низкой долей легирующих добавок и углерода. Работать возможно в любых пространственных положениях, лояльны к поверхностям с ржавчиной. Сварной шов формируется с отличными характеристиками: прочностью и долговечностью. Устойчивая дуга. Во время работы не наблюдается выделений токсических веществ.
- ЦЛ – 11 также узкоспециализированные электроды, которые предназначены для стальных сплавов с добавками хрома и никеля, а также коррозионностойких сталей. Сварные швы отличаются стойкостью к коррозии. Металл почти не разбрызгивается, дуга устойчивая, хорошо отделяется шлак в виде корки.
- АНО – 21 несмотря на то, что предназначены они также для углеродистых и низколегированных стальных сплавов, как и предыдущие марки электродов, данные расходники чрезвычайно популярны среди мастеров самого разного уровня профессиональной подготовки. Их особенности – мелкочешуйчатая структура металла сварочного шва, отличный поджиг дуги, мягкость, небольшое разбрызгивание металла и так далее.
- LB – 52U отличаются высокой производительностью процесса сварки с их помощью. Дуга стабильная, металл почти не разбрызгивается, возможна работа в любом положении в пространстве, в шве почти не образуются трещины.
- МР – 3 типичные универсальные электроды, которые с полным правом присутствуют в обоих списках – и для переменного, и для постоянного тока. В шве практически не образуются поры и горячие трещины, дуга мощная и стабильная, малое разбрызгивание металла, легкое отделение шлака в виде корки.
- ОЗЧ – 2 предназначаются для сварки чугуна. При всей своей кажущейся узкой функциональной направленности они имеют солидные преимущества в виде универсальности, простоте в использовании, отличной дуге с прекрасными характеристиками, пластичности сварочного шва без трещин, хорошо отделяемой корки со шлаком в конце процесса.
Электроды для переменного тока Ссылка на основную публикацию
Электроды для сварки переменным током какие лучше

Чтобы говорить об электродах для переменного тока, нужно сначала вспомнить, что же такое электрический ток вообще. Это, согласно определению, направленное движение частиц-носителей электрического заряда.
А переменный ток – это такой ток, который изменяется во времени по величине и направлению. Когда за единицу времени взята одна секунда, а несущие электрический заряд частицы, меняют свое направление определенное количество раз. Перемена направлений называется частотой и измеряется в Герцах. И за одну секунду в наших электрических сетях, таких Герц насчитывается 50-60 штук. Или 50-60Герц.
Источники питания переменного тока для сварки
В самом начале сварочной эры не было источников питания кроме как переменных. Соответственно и все сварочные материалы, то есть электроды, разрабатывались для работы на таких аппаратах. Выпрямление и преобразование переменного тока в постоянный произошло позднее.
Показатели определяющие род тока
Забегая вперед, нужно сказать, что нет электродов которые предназначены только для сварки одним переменным током.
Внимание!!! Всякий электрод работающий на переменном токе, работает и на постоянном. Но не всякий электрод работающий на постоянном, может гореть на переменном.
Поэтому корректнее здесь будет говорить об универсальных электродах.
Основные технологические свойства электродов определяются такими показателями как: род тока (переменный или постоянный); прямая или обратная полярность (для постоянного тока);сила тока; коэффициент наплавки. А вот сами эти свойства зависят от химического состава стержня и качества покрытия.
Сталь
Для стержней электродов используют стальную проволоку, которая делится на три группы:
•низкоуглеродистая;
•легированная;
•высоколегированная.
Расшифровывается марка проволоки следующим порядком: Св — значит сварочная, далее идет цифровое значение содержания углерода в сотых долях процента, далее могут быть легирующие добавки, а на конце стоять буква-«А» или две «АА», что значит пониженное или очень пониженное содержание серы и фосфора.
Химический состав проволоки должен удовлетворять требуемому качеству сварного соединения.
Покрытия
Как известно, существуют шесть основных видов обмазок электродов.
- Кислое покрытие, обозначается буквой «А». В составе различные компоненты которые содержат много кислорода. Для его удаления применяют ферросплавы. Возможна работа на постоянном токе, но лучше для электродов с этим покрытием переменный ток.
- Основное, имеет обозначение «Б». В основе этой обмазки-мрамор, мел и ферросплавы. Этими электродами точно не стоит работать переменным током из-за высокого потенциала ионизации.
- Рутиловая -«Р», обмазка на 50% состоит из рутилового концетрата. Применяют такие электроды к переменному току.
- Целлюлозное-«Ц» покрытие. Пригодны для постоянного тока.
- Существуют так же и вовсе «безликие» с буквой «П» и смешанные покрытия с буквой «С».
Но самой распространенной и «ходовой переменкой» являются электроды с рутиловым покрытием. На них приходится порядка 70% электродов которые работают переменным током.
Электроды с рутиловым покрытием
Шлакообразующую основу этой обмазки составляют рутиловый концентрат, всякие разные алюмосиликаты и карбонаты. За счет органики, которая разлагается при горении, обеспечивается газовая защита расплавленного металла. А выводят кислород из ванны марганцем.
Существуют две подгруппы таких обмазок:
1. рутилалюмосилекатные ;
2. рутилкарбонатные.
В первой группе основу шлаковой защиты составляют: слюда, полевой шпат, коалин.
Во вторую в основном-мрамор и магнезит.
Окислительно-восстановительные реакции марганца и кремния имеют очень важное значение в этих электродах. Эти реакции очень сильно влияют на механические свойства металла шва.
Наплавленный этими сварочными материалами металл шва соответствует спокойной или полуспокойной стали.
Количество неметаллических включений и кислорода уменьшается при увеличении основности шлака, повышается пластичность и минимизируется образование трещин.
Сварочно – технологические свойства
Эти электроды обладают очень хорошими характеристиками. Здесь и шов замечательно формируется, затем плавно и нежно переходит к основному металлу. У них совсем небольшой коэффициент разбрызгивания. Шлак легко отделяется от шва.
Дуга горит стабильно и ровно. При колебании длинны дуги почти не склонен к образованию пор. И, что очень важно, не «капризен» к влажной и неочищенной поверхности, в отличии от электродов с основным покрытием.
Так же у них высокая стойкость против кристаллизационных трещин.
Исходя из толщины покрытия, эти электроды могут использоваться в любом пространственном положении или только в нижнем.
По технологическим свойствам и содержанию железного порошка, они условно делятся на три группы:1. В первой, железный порошок занимает относительно немного места, всего процентов 15-20. Производительность так не особо повышается, зато плавно плавится обмазка, горит ровно дуга и снижается разбрызгивание. Предназначены для сварки не толстого металла, в цеховых условиях, где преобладают короткие и криволинейные швы.
2. Во второй группе железного порошка уже побольше. Процент составляет где-то 30-35. Они уже называются универсальными повышенной производительности. Сварка ими ведется во всех пространственных положениях и с толщинами металла до 10-20мм.
3. У третьей группы уже высокое содержание железного порошка в обмазке, примерно до 45%. Они уже высокопроизводительные. И применяют их только в нижнем положении и на большой протяженности шва.
Марки электродов переменного тока
Наибольшей популярностью пользуются отечественные томские, лосиноостровские и московские производители:
- ОЗС-12 (СпецЭлектрод, Москва). Легкое наложение шва, нечувствительность к растрескиванию, невысокая и очень демократическая цена. Но сырости боится.
- Ресанта МР-3. Запросто разжигается и стабильно горит на разных длинах дуги. Легко и чисто отделяется шлак.
- Из импортных хорошим спросом пользуются:
- ESAB-SVEL ОК 46.00. Очень хорошо «работают» даже во влажном состоянии. Качество и цена отлично друг с другом ладят.
- Lincoln Electric Omnia 46. Небольшое разбрызгивание, с легкостью «берут» даже заржавевший и неочищенный металл. Шов знаменит своей прочностью.
Электроды для переменного тока: марки, какие лучше, маркировка, особенности
Существует большое количество классификаций электродов. Одной из распространенных является разделение сварочных материалов в зависимости от типа используемого тока. В данной статье мы рассмотрим электроды, применяемые для сварки на переменном напряжении (где купить, см. здесь).
Специфика сварки переменным током
Процесс сваривания имеет несколько особенностей:
- менее устойчивое поведение дуги по сравнению с постоянным;
- сварочная дуга отклоняется от первоначальной оси, что приводит к ухудшению качества шва;
- возобновление горения дуги возможно при повышенном напряжении;
- высокий уровень разбрызгивания металла;
- относительная простота и более демократическая стоимость оснащения.
Сварочное оборудование, работающее на переменном токе
Трансформаторы являются одним из самых популярных видов оснащения для проведения сварочных работ. Сваривание осуществляется благодаря нескольким комплектующим, входящим в конструкцию аппарат:
- магнитопровод;
- первичная обмотка, выполненная из изолированного провода;
- вторичная обмотка, на которой чаще всего отсутствует изоляция;
- ходовой винт с резьбой служит для изменения положения обмоток, управления расстояния между ними и регулирования воздушным зазором;
- ходовая гайка винта;
- рукоять для вращения винта;
- корпус для защиты агрегата.
Модели трансформаторов могут иметь дополнительные элементы: вентиляция, ручки и колеса для удобства транспортировки. Также аппарат может быть оснащен техническими деталями, совершенствующими его работу.
На рынке представлено большое количество вариантов трансформаторов, различающихся по следующим параметрам:
- вес и габариты;
- величина выдаваемого напряжения холостого хода;
- сила электротока;
- возможность работы с электродами различных диаметров;
- количество потребляемого тока.
Сварочный генератор представляет собой автономную установку. Данное оборудование используется для проведения сварочных работ в условиях отсутствия полноценного источника энергии.
Устройство (внутреннее оснащение) таких аппаратов включает следующие компоненты:
- преобразователь включает в себя двигатель переменного напряжения и электрогенерирующее устройство. Этот элемент делает возможным изменение параметров тока;
- сварочный агрегат состоит из приводного ДВС, электрогенератора переменного тока и конструкции, которая позволяет
- контролировать параметры тока;
- сварочный генератор бывает вентильным и коллекторным.
Конструкция (внешнее оснащение) состоит из нескольких деталей:
- индикатор, отображающий силу тока (1);
- прерыватель цепи (2);
- переключатели режимов (3 и 4);
- выход 230В 16А х 2 (5);
- регуляторы силы тока и форсажа дуги (6 и 7);
- клеммы для подключения сварочных кабелей (8).
Основные достоинства агрегатов данного типа:
- высокие технические характеристики;
- компактные размеры обеспечивают мобильность;
- удобное и недорогое оборудование;
- высокий уровень надежности и функциональности;
- небольшой уровень шума.
Данные сведения помогут определить какие лучше аппараты использовать для сварочных работ на переменном напряжении.
[ads-pc-2][ads-mob-2]Для переменного тока или универсальные – как правильно
Электроды для сварки переменным током, также подойдут для соединения постоянным, но не наоборот. Обусловлено это тем, что переменный ток имеет собственные особенности. Соответственно, сварочный процесс также характеризуется несколькими отличительными чертами, перечисленными выше. Следовательно, электроды переменного тока можно называть универсальными.
Кому нужны электроды переменного тока
Переменное напряжение используется в бытовой и производственной сварке. Ценовая доступность и простота использования оборудования, работающего на переменном токе, сделали его востребованным. Многие мастера располагают подобным оснащением.
Генераторы и трансформаторы работают исключительно на “переменке”. Поэтому у владельцев такой оснастки существует возможность работать только на одном типе напряжения и применять сварочные электроды для переменного значения.
Плюсы и минусы
Рассмотрим теперь сварочные электроды переменного тока с точки зрения “плюсы и минусы”.
Недостатки
- Уступают по качеству соединения сварочным материалам постоянного напряжения.
- Высокий уровень разбрызгивания металла.
- Относительно невысокая ударная вязкость.
Достоинства
- Надежная защита сварочной ванны от негативного воздействия газов из воздуха: азота и кислорода.
- Использование данных расходников не требует наличия выпрямителя у трансформатора.
- Электроды являются универсальными. Могут работать с “переменкой” и с “постоянкой”.
Какие используются покрытия
Существует четыре основных типа обмазки:
1. Маркировка электродов с кислым покрытием имеет букву “А”. В состав такого вида обмазки входят компоненты с большим содержанием кислорода. Данные сварочные материалы могут работать на постоянном токе, но данное покрытие обеспечивает стабильность и на переменом.
2. Основной обозначается буквой “Б”. Такими расходниками не следует работать на “переменке” из-за значительного потенциала ионизации.
3. Обмазка рутиловых электродов на 50% состоит из рутилового концентрата. Данный вид применяется к переменному току.
4. Целлюлозные электроды пригодны для “постоянки”.
Самым подходящим и востребованным видом покрытия для “переменки” является рутиловое. Сваривание с помощью рутиловых материалов отличается удобством и комфортом.
Изучив данную информацию, сварщик любого уровня сможет определить какие сварочные электроды лучше для переменного тока с точки зрения выбора по покрытию.
[ads-pc-3][ads-mob-3]Популярные марки
Далее приведены самые популярные марки электродов переменного тока. Род электричества указывается в маркировке последней цифрой. Существует несколько вариантов: каждая цифра от 1 до 9 – имеет свое значение, если цифра 0, то варить переменкой нельзя.
Далее мы рассмотрим какие марки электродов для переменного тока наиболее востребованы у специалистов.
1. ОЗС-12 имеют рутиловое покрытие.
Данная марка используется в работе с ответственными конструкциями и деталями из углеродистых сталей.
Достоинства: сварку можно проводить в любом пространственном положении; обеспечивают прочное и долговечное соединение; рутил исключает образование пор; устойчивая дуга; небольшое количество выделяемых токсичных веществ.2. МР-3 предназначены для ответственных деталей конструкций из стали с низким содержанием углерода. Преимущества: стабильное горение дуги; минимальное разбрызгивание металла; обеспечение качественного шва; корка шлака легко отделяется; возможно сваривание плохо очищенного, ржавого и влажного металла.
3. АНО-4 используются для сварки, резки и наплавки углеродистых сталей. Плюсы данной марки: легкое зажигание и стабильность дуги; возможно сваривание плохо очищенных, влажных и ржавых конструкций; практически не склонны к образованию пор и горячих трещин; шлаковая корка легко и быстро отделяется; разбрызгивание металла минимально.
4. МР-3С применяются для работы с высоко углеродистыми и низколегированными сталями. данная марка широко используется в различных сферах.
Достоинства: легкая воспламеняемость дуги; рутиловая обмазка защищает шов от вкраплений шлака и окисления; высокий уровень постоянства сварочной дуги; использование электродов МР-3С обеспечивает ровный шов, прочный к механическим нагрузкам к износу, без пор и пустот; сваривание может выполняться в любом положении.
Сварочные электроды АНО-6
5. АНО-6 применяются для сварки низкоуглеродистых сталей. Преимущества: возможно сваривание по ржавчине, грязи и окалине; лезкое возбуждение и ровное горение дуги; хорошо формируют шов; обладают низкой чувствительностью к образованию обрезов.
6. ОЗС-4 предназначены для сварки изделий и конструкций из углеродистых сталей.
Плюсы электродов данной марки: рутиловое покрытие обеспечивает соединение практически во всех положениях, что значительно упрощает работу сварщика; невосприимчивы к плохо очищенному металлу; легко зажигание дуги; возможность сваривания на повышенных режимах; обеспечивают сварку изделий средних и больших толщин.
7. АНО-21 используются для сваривания углеродистых и низколегированных сталей. Достоинства: легкость в обращении, что гарантирует высокие результаты; сварка может проводиться во всех положениях; применяются при работе с инвертором и трансформаторным полуавтоматом; малое разбрызгивание металла; легкое отделение шлака; мягкая и стабильная дуга.
Сварочные электроды ОЗС-6
8. ОЗС-6 предназначены для сварки конструкций из углеродистых сталей. Преимущества данной марки: обеспечивают высокую производительность труда; возможно соединение окисленных поверхностей; гарантирует получение качественного и долговечного шва.Каждый сварщик имеет собственное представление о том, какая марка электродов для сварки переменным током является наиболее ходовой и удобной.
Электроды для сварки переменным током какие лучше?
страница » О сварке » Электроды для переменного тока
Существует большое количество классификаций электродов. Одной из распространенных является разделение сварочных материалов в зависимости от типа используемого тока. В данной статье мы рассмотрим электроды, применяемые для сварки на переменном напряжении (где купить, см. здесь).
Для переменного тока или универсальные — как правильно
Электроды для сварки переменным током, также подойдут для соединения постоянным, но не наоборот. Обусловлено это тем, что переменный ток имеет собственные особенности. Соответственно, сварочный процесс также характеризуется несколькими отличительными чертами, перечисленными выше. Следовательно, электроды переменного тока можно называть универсальными.
Электроды для сварки переменным током: характеристики, особенности, применение, плюсы и минусы
Существует большое разнообразия марок, моделей, типов электродов для сварки. Помимо деления электродов по типу покрытия и назначения их также можно разделить по типам применяемого тока: постоянный или переменный.
Такое разграничение отвечает требованиям как сварщиков, так и для заводов изготовителей.
Из этой статьи вы узнаете различия между данными видами электродов для переменного тока, их характеристики, положительные и отрицательные стороны.
Переменный ток: возможности использования
Изменяемый по величине ток, напряжение переменное, а в простонародье «переменка» нашел свое применение в сварочных работах в гаражных условиях, в заводном изготовлении непростых металлических конструкций.
Модели с «переменкой» чаще приобретают из-за невысокой цены и легкости эксплуатации. Чаще всего такой сварочный аппарат можно найти у начинающего сварщика, однако и более «продвинутые» им довольны.
В работе требуется как наличие аппарата, так и расходники – электроды, потому вопрос об отличии одних электродов от других напрашивается сам собой.
Ответ: «переменка» — универсальный тип, который подойдет и для постоянного тока и для переменного, а вот модели постоянного тока подойдут только для него. Это является преимуществом первых над вторыми. Продолжим разговор о характеристиках моделей.
Достоинства и недостатки моделей для сварки переменным током
Защитные свойства «переменок» — еще один пункт в их пользу, они не плохо защитят части сварочных швов от отрицательных атмосферных воздействий. Не требуется выпрямитель для взаимодействия с преобразователем, что еще раз говорит в пользу этой модели.
Из отрицательных характеристик: модели под переменный ток уступают аналогам для неизменного тока. Характеристики шва на выходе будут ниже.
Также в процессе сварки будет сильно разбрызгиваться металл, и плохо поглощаться теплоэнергия от механических мощностей, как следствие небольшой срок эксплуатации.
Разновидность покрытий сварочных электродов
Обмазка электродов для переменного тока бывает 4 видов:
- Кислая представляет собой смесь с большим содержанием железа и марганца, иногда с титаном и кремнеземом. Узнать их можно по маркировке «А». С их помощью можно варить неочищенный металл, однако в процессе выделяется много токсичных веществ.
- Основная — самая популярная, маркируется как «Б». Такими моделями можно работать с переменным током, но с осторожностью, так как потенциал ионизации у основного покрытия маленький.
- Рутиловая — наиболее приспособленная для работы с «переменкой». Сварка проходит легко, быстро, нет большого разбрызгивания, хорошее качество шва. Узнать можно по маркировке «Р».
- Целлюлозная обмазка более универсальная, подходящая как для «переменки», так и для постоянного тока. Маркируется как «Ц/С».
Подведем итог
Из этой статьи вы узнали о различиях между моделями для переменного тока и электродами для сварки постоянным током, плюсах и минусах моделей, критериями выбора определенных моделей в зависимости от поставленных задач.
Для того чтобы не переживать о качестве приобретаемых электродом следует для начала обратиться к зарекомендовавшим себя производителям, таким как ESAB или Continent.
Погоня за самой низкой ценой может свести на нет всю вашу работу. Желаем успехов в работе