Как размагнитить трубу перед сваркой
Поиск данных по Вашему запросу:

Известный факт, что намагниченность трубопроводов и труб создает большие трудности при строительстве и ремонте, где используется сварка на постоянном токе.
В связи с такими часто встречающимися факторами как: анамально-высокие уровни намагниченности, неравномерная намагниченность стыка, обратное «натекание» магнитного поля и др.
Прибор является новейшей разработкой в этой области, современная импортная элементная база и использование высоких технологий позволили нам в десятки раз уменьшить вес и габариты прибора, а также увеличить надежность и удобство эксплуатации.
Комплект поставки блока управления размагничиванием ЛАБС-7К состоит: блок ЛАБС-7К, универсальная катушка компенсатора, магнитометр, комплект чехлов и аксессуаров а также подробные инструкции по эксплуатации. Основная область применения Монтажные и ремонтные работы на магистральных трубопроводах. Размагничивание труб на базах хранения подготовка к монтажу.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Образец сварки 57 трубы под 45 градусов
Устройство размагничивания труб ЛАБС, ТЕСЛА (Россия)
Мастера при работе с различными металлами сталкиваются с проблемой — намагничивание инструментов. При некоторых работах, магнитные свойства помогают при деяниях, например, магнитной отверткой можно установить винт к труднодоступному месту.
Налипание металлической стружки при использовании штангель—циркуля, напильника или сверла может помешать разметке или ровной линии отреза. Как размагнитить металл в домашних условиях.
Магнетиками называются среды, которые создают собственное магнитное поле.
Основные группы магнетиков:. Стальные изделия на основе сплавов железа, кобальта или никеля относятся к веществам, собственное магнитное поле которых по уровню выше внешнего, то есть к ферромагнетикам. Намагниченность вещества считается суммой магнитных свойств частиц единицей объема.
В момент достижения порога температуры Кюри, образуются самопроизвольные домены с намагниченностью, которые распространяются до полного заполнения.Обычными условиями, возможно получить намагниченный инструмент при работе вблизи с электродвигателями, магнетронами и другими элементами. Металл забирает свойства магнетизма от вблизи расположенного излучателя, тем самым намагничивается. Действие с мелкими деталями замагниченным инструментом может доставить немало хлопот.
Заточка металлов с повышенными свойствами магнетизма невозможна до идеальных размеров, так как материал облеплен стружкой. Устройство размагничивания выполняется тремя вариациями.
Основные элементы можно подобрать в домашних условиях, простые способы, не требующие больших усилий на изготовление. Существуют специальные приборы, способные как размагничивать, так и намагнитить элемент. Процесс происходит в течение 10 секунд, подключение при домашних условиях к электросети не требуется.
Проверка работоспособности происходит следующим образом, саморез подносится к намагниченному металлу, проверяется уровень намагниченности. После происходит процесс размагничивания и проверяется снова. Существует несколько способов размагничивания металлических конструкций. Устройства применяются в зависимости от частоты использования, назначения и мощности.
Перед тем, как размагнитить металл в домашних условиях, необходимо разобраться со существующими конструкциями. Размер отверстия может быть различным, зависит от назначения и габаритов обрабатываемых деталей.
Многополосные магниты, приводимые движением, вращение которых происходит с регулировкой скорости, воздействие и изменение амплитуды производится путем отвода детали от корпуса.
Электромагниты работают от сети или вольт, позволяют размагнитить элемент отводом на определенное время.
Контейнерные механизмы позволяют установить изделие к устройству, в котором автоматически создается необходимая среда. Изготовить электромагнит для размагничивания возможно в домашних условиях, для этого понадобятся некоторые материалы и подручные средства.
Эксплуатация происходит за счет контроля тока, постоянное напряжение способно намагнитить элемент, а переменное наоборот производит действия. Самодельное устройства для размагничивания металлов.
Катушку возможно изготовить из деталей старого телевизора, а точнее петли размагничивания кинескопа.
Важно соблюдать последовательность при изготовлении для корректного процесса. Установка для размагничивания из трансформатора. Полученный механизм отлично подойдет для габаритных деталей.При действиях с небольшими устройствами, в домашних условиях можно приготовить мини комплект.
Для работы применяется любая катушка, например от старого бобинного проигрывателя, последовательно соединяется с трансформатором.
Использование происходит путем подачи напряжения, деталь помещается вблизи механизма, затем извлекается, при этом питание устройства остается во включенном состоянии.
Андрей Горбунов. Намагниченная отвертка Намагниченная скрепка. Снятие намагничивания магнитометром.
Вам также могут быть интересны статьи: Как закалить металл в домашних условиях Делаем самодельный шкив в домашних условиях из металла и дерева Гальванопластика в домашних условиях Как расплавить медь в домашних условиях Гальваника в домашних условиях Как склеить пластмассу намертво в домашних условиях.
Сообщить об опечатке Текст, который будет отправлен нашим редакторам:. Отправить Отмена.
Размагничивание труб и листовой стали перед сваркой
. Продукция Информация Компания Возможности Контакты. Устройства размагничивания труб При сварочных работах иногда возникает эффект, получивший название «магнитное дутье». Самый распостраненный случай возникновения «магнитного дутья» влияние на трубы близлежащих линий электропередач.
Магнитное дутье существенно затрудняет процесс сварки, так как препятствует возбуждению дуги, отклоняет ее, нарушает стабильное горение. Кроме того, может происходить выбрасывание из сварочной ванны жидкого металла и шлаков.
Чтобы нивелировать влияние магнитного дутья, используют компенсационные магниты.
Размагничивание (англ. degaussing) — процесс уменьшения намагниченности материала. . 1 Способы; 2 Применения. Устройства с.
Как размагнитить металл в домашних условиях
При этом ухудшается стабильность процесса, происходит разбрызгивание металла, в сварном шве образуются дефекты типа пор, несплавлений, непроваров, шлаковых включений, а порой сварка становится просто невозможной из-за срыва дуги и залипания электрода.
Главной причиной намагниченности трубопроводов является применение для диагностики их технического состояния магнитных дефектоскопов, после чего величина остаточного магнитного поля в разделке сварного стыка может достигать мТл — Гс и более.
Поскольку намагниченность труб не позволяет получить хорошее качество шва, размагничивание перед сваркой является необходимой технологической операцией.Дополнительными факторами, способствующими намагничиванию трубопроводов, являются магнитное поле Земли, упругие механические напряжения, технологическая намагниченность труб при их изготовлении и транспортировке.
Достичь полного размагничивания практически невозможно, поэтому допускается сварка при незначительной остаточной намагниченности, не оказывающей ощутимого влияния на сварочный процесс. Например, стандартом СТО Газпром При намагниченности более 20 Гс должно выполняться размагничивание.
Устройства серии ЛАБС-7 предназначены для локального размагничивания перед сваркой как состыкованных труб диаметром мм, так и их свободных концов, и при необходимости может быть использовано для размагничивания других ферромагнитных изделий. Магнитное дутьё является нежелательным явлением при сварке стали. Остаточная намагниченность в стальных деталях может привести к нестабильности и отклонениям сварочной дуги.
Как размагнитить трубу перед сваркой
Ученые Томского политехнического университета ТПУ разработали прибор, позволяющий быстро и дешево сваривать швы трубопроводов после магнитной дефектоскопии; опытные образцы устройства, не имеющего аналогов, внедрены сразу несколькими нефтяными и газодобывающими компаниями России, сообщила в пятницу пресс-служба вуза. При пропускании магнитного потока через деталь в местах расположения дефектов, происходит уплотнение магнитных силовых линий, по которым находят поврежденный участок трубы. Поврежденную часть вырезают, а на ее место ставят новую. Далее необходимо сварить трубы между собой.
Это не совсем верно, и в реальной ситуации это довольно сложно. Магнитные свойства трубы из нержавеющей стали зависели от добавления элементов в сплав.
Размагничивание
Отправить новость. Подписаться на новости. Ученые Томского политехнического университета разработали не имеющий аналогов прибор, позволяющий в разы быстрее и дешевле сваривать швы нефтяных, газовых и других трубопроводов после магнитной дефектоскопии.
Разработку политехников уже положительно оценили ведущие предприятия Сибири. Магнитная дефектоскопия — это способ проверки трубопроводов на наличие трещин и деформаций с помощью их намагничивания.
При пропускании через деталь магнитного потока в местах расположения дефектов, по их границам, происходит уплотнение магнитных силовых линий.
ULTRADEMAG
Настоящее изобретение относится к технике размагничивания труб, стыков труб промысловых и магистральных газопроводов всех категорий и других намагниченных изделий.
При проведении магнитного контроля внутритрубной или наружной инспекции трубопровода возникает значительная остаточная намагниченность, которая вызывает отрицательные последствия в дальнейшей эксплуатации трубопровода. Такое оборудование требует не только повышенных энергозатрат, но и повышенной трудоемкости при установке на трубопровод в полевых условиях.
Опыт разработки и использования размагничивающе-сварочных комплексов для магистральных трубопроводов. В качестве недостатка следует отметить значительную трудоемкость и повышенное энергопотребление.
Так, например, при намотке на трубу диаметром мм десяти остаточную намагниченность трубы (размагнитить) до уровня.
Как размагнитить трубу
При этом ухудшается стабильность процесса, происходит разбрызгивание металла, в сварном шве образуются дефекты типа пор, несплавлений, непроваров, шлаковых включений, а порой сварка становится просто невозможной из-за срыва дуги и залипания электрода.
Главной причиной намагниченности трубопроводов является применение для диагностики их технического состояния магнитных дефектоскопов, после чего величина остаточного магнитного поля в разделке сварного стыка может достигать мТл — Гс и более.
Дополнительными факторами, способствующими намагничиванию трубопроводов, являются магнитное поле Земли, упругие механические напряжения, технологическая намагниченность труб при их изготовлении и транспортировке.
Поскольку намагниченность труб не позволяет получить хорошее качество шва, размагничивание их перед сваркой является необходимой технологической операцией.
Как размагнитить 304 трубы из нержавеющей стали?
ВИДЕО ПО ТЕМЕ: ПКНТ в реальных условиях
Регистрация Вход. Ответы Mail. Вопросы — лидеры Магнитный воин -какие силы стоят за эффектом Джанибекова? Просвещение и лженауки : термины и понятия в русском и английском 1 ставка. Решите задачу по физике 1 ставка. Задача по физике 1 ставка.
Мы обнаружили, что некоторые трубы, которые прибыли на стройплощадку, плохо поддавались сварке, потому что они были намагничены. Какой хороший метод для размагничивания трубы, чтобы мы могли ее сварить?
Ученые Томского политехнического университета ТПУ разработали прибор, позволяющий быстро и менее затратно сваривать швы трубопроводов после магнитной дефектоскопии. Опытные образцы устройства, не имеющего аналогов, внедрены сразу несколькими нефтяными и газодобывающими компаниями России.
Магнитная дефектоскопия — способ проверки труб на наличие трещин и деформаций с помощью их намагничивания. При пропускании магнитного потока через деталь в местах расположения дефектов, происходит уплотнение магнитных силовых линий, по которым находят поврежденный участок трубы.
Разработанный прибор для дуговой сварки намагниченных изделий — инвертор сварочного тока ИСТ — позволяет производить сварку труб без их предварительного размагничивания. Прибор позволяет проводить сварку труб за считанные часы, вместо целой группы персонала задействуются только сварщики.Также предприятию удается существенно сэкономить на покупке и обслуживании специального оборудования для размагничивания трубы.
Устройство предназначено для компенсации магнитного поля в зоне сварки.
Блок ЛАБС-7К предназначен в основном для компенсации магнитного поля в зоне сварки, что является наиболее эффективным методом при монтаже намагниченных труб и элементов трубопроводов.
В комплектацию к этому устройству по желанию заказчика может быть добавлен дополнительный контур для увеличения мощности, а также система локализации магнитного поля ЛАБС-7ЭМ.
Размагничивание труб перед сваркой

» Статьи » Размагничивание труб перед сваркой
Сварка труб и стальных конструкций на постоянном токе нередко сопровождается эффектом “магнитного дутья”, причиной которого является остаточная намагниченность.
При этом ухудшается стабильность процесса, происходит разбрызгивание металла, в сварном шве образуются дефекты типа пор, несплавлений, непроваров, шлаковых включений, а порой сварка становится просто невозможной из-за срыва дуги и залипания электрода.
Главной причиной намагниченности трубопроводов является применение для диагностики их технического состояния магнитных дефектоскопов, после чего величина остаточного магнитного поля в разделке сварного стыка может достигать 100-150 мТл (1000 — 1500 Гс) и более.
Дополнительными факторами, способствующими намагничиванию трубопроводов, являются магнитное поле Земли, упругие механические напряжения, технологическая намагниченность труб при их изготовлении и транспортировке.
Поскольку намагниченность труб не позволяет получить хорошее качество шва, размагничивание их перед сваркой является необходимой технологической операцией. Достичь полного размагничивания практически невозможно, поэтому допускается сварка при незначительной остаточной намагниченности, не оказывающей ощутимого влияния на сварочный процесс.
Например, стандартом СТО Газпром 2-2.2-136-2007 «Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть 1» установлено, что остаточная намагниченность торцов труб и соединительных деталей трубопровода должна быть не более 2 мТл (20 Гс).
При намагниченности более 20 Гс должно выполняться размагничивание.
razmagnit.wordpress.com
11.3.3 Размагничивание источниками сварочного тока | Югорский учебный центр
11.3.3.1
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности:
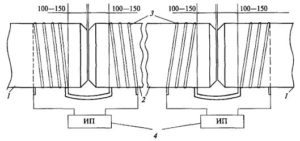
— провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
— определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
— установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
— измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
— установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
— выполнить демонтаж размагничивающих обмоток (соленоида).
1
— труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока; 4 — металлическая пластина; 5 — разъемный контакт
Рисунок 11.13 — Схема монтажа оборудования для размагничивания труб импульсным методом
11.3.3.2
Размагничивание соединений перед сваркой источниками сварочного тока компенсационным методом выполняется в следующей последовательности:
— определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
— провести намотку сварочного кабеля сечением 35; 50 мм 2 на оба конца труб (рисунок 11.14), при этом намотка должна быть в одном направлении, равномерной плотной и однорядной, количество витков, наматываемых на конец трубы с большей величиной магнитного поля, — от 7 до 11, трубы с меньшей величиной магнитного поля — от 3 до 5 витков;
— подключить сварочный кабель к источнику постоянного тока;
— включить сварочный источник и постепенно увеличивать величину тока с минимального значения, одновременно контролируя изменение величины магнитного поля;
— если величина магнитного поля в сварном соединении увеличивается, отключить источник питания и изменить полярность (поменять концы сварочного кабеля на источнике питания);
— если величина магнитного поля в соединении труб не превышает 20 Гс, приступить к сварке корневого слоя шва, по мере выполнения которого величину тока снижают, одновременно контролируя величину магнитного поля в зазоре труб;
— отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
1
— труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока
Рисунок 11.14 — Схема монтажа оборудования для размагничивания соединений перед сваркой компенсационным методом
11.3.3.3
Размагничивание соединений перед сваркой источниками сварочного тока при знакопеременном магнитном поле компенсационным методом выполняется в следующей последовательности:
— определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
— провести размагничивание компенсационным методом аналогично требованиям 11.3.3.2 отдельных участков периметра сварного соединения с наибольшей величиной и одним направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
— изменить полярность тока на источнике питания и выполнить размагничивание участков периметра сварного соединения с другим направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
— отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
www.centr-ugra.ru
1.7.8 Размагничивание труб и соединений перед сваркой
Размагничивание постоянными магнитами
Участки газопроводов при проведении ремонтно-восстановительных работ (РВР) подлежат размагничиванию в случаях наличия остаточного магнетизма в металле труб после проведения диагностики газопроводов с применением внутритрубных передвижных магнитных дефектоскопов, применения магнитопорошковой дефектоскопии сварных соединений, а также нахождения участков газопровода вблизи линии электропередач и др.
Для снижения влияния магнитного дутья и улучшения стабильности горения дуги при сварке газопроводов с остаточной намагниченностью необходимо:
- провести симметричное заземление труб;
- обеспечить каждый пост сварки отдельным обратным кабелем с минимальным расстоянием между обратным кабелем и местом сварки;
- располагать сварочные кабели параллельно свариваемым кромкам;
- не допускать контакта электродержателя или оголенного сварочного провода с поверхностью газопровода;
- проводить сварку в направлении крепления обратного кабеля, наклон электрода при сварке должен быть в сторону, противоположную отклонению сварочной дуги.
Намагниченность металла труб перед сваркой классифицируется на уровни:
- слабый – менее 20 Гс;
- средний – от 20 до 100 Гс;
- высокий – более 100 Гс.
Для размагничивания участка газопровода до допустимых пределов намагниченности (не более 20 Гс), необходимо создать размагничивающее магнитное поле с большей величиной магнитного поля и противоположным направлением. Полное размагничивание из ферромагнитных сталей невозможно.
Размагничивание следует выполнять с применением методов размагничивания:
- импульсного;
- циклического перемагничивания;
- компенсационного,
а также другими методами, согласованными к применению с ОАО «Газпром».
Проверку величины магнитного поля следует производить электронными магнитометрами.
Размагничивание соединений перед сваркой постоянными магнитами необходимо выполнить в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- выбрать постоянные магниты с учетом условия, что величина их магнитного поля должна быть больше величины остаточного магнитного поля сварного соединения. Допускается соединять магниты в пакеты (два и более) для увеличения величины магнитного поля и поверхности контакта с трубой с целью увеличения размагничивающего действия;
- установить магниты на участок сварного соединения, подлежащий размагничиванию, при этом, сварное соединение должно располагаться между полюсами магнитов, а полюса магнитов должны быть противоположны полюсам намагниченных труб (рисунок 14);
- проверить индикатором магнитного поля правильность установки магнитов — для изменения направления магнитного поля необходимо повернуть магниты на 180 градусов (или поменять местами полюса), для уменьшения величины магнитного поля необходимо переместить магниты по поверхности труб на некоторое расстояние от места размагничивания, для увеличения величины магнитного поля магниты следует приблизить к месту размагничивания;
Рисунок 14 – Схема размагничивания сварных соединений
постоянными магнитами
- после размагничивания участка сварного соединения следует измерить величину магнитного поля, если она не превышает 20 Гс — приступить к сварке корневого слоя шва на этом участке;
- провести вышеуказанные операции по размагничиванию отдельных участков сварного соединения, перемещая постоянные магниты и корректируя, при необходимости, величину и направление магнитного поля.
Измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести сварку последующих слоев шва, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
studfiles.net
Заготовка намагничивается — сильное отклонение дуги
Благодаря применению устройства Degauss 600 можно размагнитить материалы и детали. Вскоре после простой установки компонентов на заготовку автоматически выполняется непрерывный процесс размагничивания.
Размагничивание сразу же сказывается на выполняемом сварочном процессе.
Заготовка была размагничена при помощи аппарата Degauss 600 — отсутствие отклонения дуги
Вы сразу увидите результат: сварочная дуга станет стабильной и не будет отклонятся, не будет ненужных мест зажигания, вы сможете достичь чистого пограничного схватывания без непроваров и идеальных результатов без брака и доработки.
Ваши преимущества
- Размагничивание компонентов, таких как трубы и листовая сталь
- Однокнопочное управление — автоматическое выполнение процесса размагничивания
- Стабильный сварочный процесс без отклонения дуги — идеальный результат без доработки
Ваши преимущества — устройство для размагничивания Degauss 600
- Очень простое управление
- Все необходимые компоненты для размагничивания входят в комплект
- Быстрое подсоединение к трубе благодаря трем силовым кабелям
- Однокнопочное управление
- Автоматический процесс размагничивания
- Применение при температуре от -25 до +40 °C при допусках сетевого напряжения +/- 20 %
- Переносной и надежный
- Очень простое управление
Примеры размагничивания
Как размагнитить металл в домашних условиях — Справочник металлиста

Мастера при работе с различными металлами сталкиваются с проблемой – намагничивание инструментов. При некоторых работах, магнитные свойства помогают при деяниях, например, магнитной отверткой можно установить винт к труднодоступному месту. Налипание металлической стружки при использовании штангель–циркуля, напильника или сверла может помешать разметке или ровной линии отреза.
Как размагнитить металл в домашних условиях
Основные причины намагничивания металла
Магнетиками называются среды, которые создают собственное магнитное поле. Основные группы магнетиков:
- парамагнетики;
- ферромагнетики;
- диамагнетики.
Стальные изделия на основе сплавов железа, кобальта или никеля относятся к веществам, собственное магнитное поле которых по уровню выше внешнего, т.е. к ферромагнетикам. Намагниченность вещества считается суммой магнитных свойств частиц единицей объема.
В момент достижения порога температуры Кюри, образуются самопроизвольные домены с намагниченностью, которые распространяются до полного заполнения. Обычными условиями, возможно получить намагниченный инструмент при работе вблизи с электродвигателями, магнетронами и другими элементами. Металл забирает свойства магнетизма от вблизи расположенного излучателя, тем самым намагничивается.
Намагниченная отверткаНамагниченная скрепка
Действие с мелкими деталями замагниченным инструментом может доставить немало хлопот. Заточка металлов с повышенными свойствами магнетизма невозможна до идеальных размеров, т.к. материал облеплен стружкой.
Применение прибора для размагничивания
Устройство размагничивания выполняется тремя вариациями. Основные элементы можно подобрать в домашних условиях, простые способы, не требующие больших усилий на изготовление. Существуют специальные приборы, способные как размагничивать, так и намагнитить элемент.
Магнитометр
Магнитометры применяются следующей последовательностью:
- напряженность магнитного поля инструмента немаловажный параметр, который необходимо определить., т.к. возможно получить отрицательный результат;
- тот же параметр необходимо найти на магните, противоположного знака;
- прикосновение инструмента с областью устройства позволит размагнитить его.
Процесс происходит в течение 10 секунд, подключение при домашних условиях к электросети не требуется. Проверка работоспособности происходит следующим образом, саморез подносится к намагниченному металлу, проверяется уровень намагниченности. После происходит процесс размагничивания и проверяется снова.
Способы размагничивания металла
Существует несколько способов размагничивания металлических конструкций. Устройства применяются в зависимости от частоты использования, назначения и мощности. Перед тем, как размагнитить металл в домашних условиях, необходимо разобраться со существующими конструкциями.
- Обычный магнит крупного размера, над ним проводится инструмент при минимальном расстоянии, на грани с процессом притягивания. Магнит можно извлечь из старого динамика, большинство из которых круглой формы. Процесс производится при удалении изделия от конструкции, расшатывая его, чем дальше инструмент от конструкции, тем меньше амплитуда. Расположение оси, на которой отсутствует магнитное поле, зависит от конструкции изделия.
- Более частое использование потребует прибора, эксплуатируемого при домашних условиях от электросети. Изготовить прибор возможно в домашних условиях или приобрести на торговых рядах радиодеталей. Основная составляющая – катушка с намотанной проволокой, подключенная к трансформатору. Подача переменного тока позволяет размагнитить элемент, постоянного – наоборот.
Снятие намагничивания магнитометром
Существует множество вариаций, комплектов для размагничивания металлов на производстве.
Туннельные устройства включают в себя катушку, имеющую отверстие, подключенную к сети.
Размер отверстия может быть различным, зависит от назначения и габаритов обрабатываемых деталей. Многополосные магниты, приводимые движением, вращение которых происходит с регулировкой скорости, воздействие и изменение амплитуды производится путем отвода детали от корпуса.
Электромагниты работают от сети 220 или 380 вольт, позволяют размагнитить элемент отводом на определенное время. Контейнерные механизмы позволяют установить изделие к устройству, в котором автоматически создается необходимая среда.
Как изготовить прибор для размагничивания в домашних условиях
Изготовить электромагнит для размагничивания возможно в домашних условиях, для этого понадобятся некоторые материалы и подручные средства. Эксплуатация происходит за счет контроля тока, постоянное напряжение способно намагнитить элемент, а переменное наоборот производит действия.
Самодельное устройства для размагничивания металлов
Катушку возможно изготовить из деталей старого телевизора, а точнее петли размагничивания кинескопа. Важно соблюдать последовательность при изготовлении для корректного процесса.
- Петля сворачивается несколько раз до достижения катушки необходимого диаметра. Если одной петли недостаточно, можно последовательно прибавить вторую, такая конструкция позволит работать с крупными элементами.
- Подключается предохранитель и кнопка для нормальной, бесперебойной работы.
- Конструкции на 220 Вольт можно использовать постоянно, рассчитанные на 110 В подключаются кратковременно, 12 В используются через трансформатор.
Установка для размагничивания из трансформатора
Полученный механизм отлично подойдет для габаритных деталей. При действиях с небольшими устройствами, в домашних условиях можно приготовить мини комплект.
Для работы применяется любая катушка, например от старого бобинного проигрывателя, последовательно соединяется с трансформатором.
Использование происходит путем подачи напряжения, деталь помещается вблизи механизма, затем извлекается, при этом питание устройства остается во включенном состоянии.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как размагнитить металл в домашних условиях?
Судя по многочисленным отзывам, приступая к выполнению каких-либо работ, домашние умельцы часто сталкиваются с одной проблемой – намагничиванием инструментов.
Как утверждают специалисты, это свойство металла в некоторых случаях значительно помогает в работе, поскольку инструменты становятся лучше.
Например, с помощью намагниченной отвертки гораздо легче прикручиваются винты в самых труднодоступных местах.
Но многих интересует и обратная сторона вопроса. Как размагнитить намагниченный металл? Обусловлен такой интерес тем, что в некоторых случаях намагничивание нежелательно.Штангенциркулем с налипшей на нем стружкой металла выполнить качественную разметку вряд ли получится. Также неудобно использовать намагниченный резец. Эти инструменты в результате воздействия на них магнитом заметно снижают рабочие свойства.
Информацию о том, как размагнитить металл в домашних условиях, вы найдете в данной статье.
Прежде чем интересоваться тем, как размагнитить металл, следует разобраться с природой этого явления. Как утверждают специалисты, намагничивание осуществляется парамагнетиками, диамагнетиками и ферромагнетиками.
Изделия, в основе которых сплавы железа, никеля и кобальта, обладают собственным магнитным полем, которое выше внешнего. Инструменты намагничиваются, если ими работать возле электродвигателей или других излучателей.
В результате они заберут часть магнетических свойств.
О применении намагниченных инструментов
Как утверждают специалисты, некоторые инструменты умышленно намагничивают. Преимущественно это отвертки, которые используют во время ремонта мобильных телефонов, компьютеров и разнообразной бытовой техники. Такие отвертки станут незаменимы в тех ситуациях, когда нужно закрутить винт, но нет возможности его поддерживать руками.
Часовые инструменты процедуре намагничивания лучше не подвергать, поскольку этим можно остановить их рабочие механизмы. Работать намагниченным сверлом или резаком нежелательно, поскольку мелкие металлические частицы, налипнув на рабочую часть инструмента, доставят мастеру много хлопот. О том, как размагнитить металл, читайте далее.
О специальном приборе
Специально для этой цели имеются магнитометры, посредством которых инструменту можно как придать магнитный заряд, так и убрать его. Тому, кто не знает, как размагнитить металл, специалисты рекомендуют выполнить следующее:
- Сначала нужно определить, с каким напряжением магнитное поле. Это очень важный аспект, поскольку ошибка может привести к обратному результату.
- Также нужно измерить напряжение на магните. Он должен иметь противоположный знак.
После этих действий следует прикоснутся областью магнитометра к инструменту, в результате чего последний размагнитится.
Как проверить?
Как утверждают специалисты, вся работа займет не более 10 сек. Чтобы проверить работоспособность, намагниченный металл нужно поднести к саморезу. Таким образом мастер увидит, на каком уровне намагниченности находится инструмент. Если результат неудовлетворительный, процедуру следует повторить, а затем проверить снова.
Как размагнитить металл с помощью электродвигателя?
Вначале домашнему умельцу следует обзавестись маломощным асинхронным агрегатом. В данном случае снижать намагниченность будет переменное угасающее магнитное поле. Прежде чем приступить, в электродвигателе нужно удалить ротор.
Если убрать намагниченность требуется с пинцета или сверла, то эти изделия достаточно лишь ввести в статор на полминуты. Если обмотки статора отключить от питания, вращение магнитного пола начнет постепенно угасать.
Как утверждают специалисты, остатки намагниченности инструмента будут настолько малы, что к ним мелкая металлическая стружка прилипать больше не сможет.
Альтернативный вариант
Судя по многочисленным отзывам, возможность раздобыть маломощный асинхронный электродвигатель есть не у каждого.
Таким умельцам, не знающим, как размагнитить металл дома, специалисты советуют воспользоваться понижающим трансформаторным полем. Внутри его сердечника должен быть воздушный зазор.
В него же на полминуты и нужно вводить намагниченный инструмент. Бывает, что проведенная процедура не дает результата. В таком случае ее следует повторить.
При помощи магнита
Часто новички интересуются тем, как размагнитить металл магнитом. Справиться с этой работой несложно. Мастеру следует обзавестись обычным, но достаточно крупным магнитом, желательно округлой формы.
Подобные изделия имеются в динамиках. Далее над поверхностью магнита проводят сверлом, пинцетом или ножницами. Также это может быть любой другой металлический инструмент.
Расстояние от изделия к магниту должно быть минимальным.
О работе с большими партиями деталей
Бывают случаи, когда приходится снимать намагниченность со множества металлических изделий. Это возможно посредством нужной температуры.
Как размагнитить металл нагревом? Как утверждают специалисты, для этого понадобится прогреть изделия до определенного состояния, которое еще называют точкой Кюри. Железо нагревают до температуры 768 градусов. Для ферромагнетика потребуется диапазон выше.
По достижении нужного температурного порога происходит образование самопроизвольных намагниченных доменов.
Размагничивание труб перед сваркой — Металлы, оборудование, инструкции
Домашний уют 3 сентября 2018
Судя по многочисленным отзывам, приступая к выполнению каких-либо работ, домашние умельцы часто сталкиваются с одной проблемой – намагничиванием инструментов.
Как утверждают специалисты, это свойство металла в некоторых случаях значительно помогает в работе, поскольку инструменты становятся лучше.
Например, с помощью намагниченной отвертки гораздо легче прикручиваются винты в самых труднодоступных местах.
Но многих интересует и обратная сторона вопроса. Как размагнитить намагниченный металл? Обусловлен такой интерес тем, что в некоторых случаях намагничивание нежелательно.Штангенциркулем с налипшей на нем стружкой металла выполнить качественную разметку вряд ли получится. Также неудобно использовать намагниченный резец. Эти инструменты в результате воздействия на них магнитом заметно снижают рабочие свойства.
Информацию о том, как размагнитить металл в домашних условиях, вы найдете в данной статье.
В чем причина намагничивания?
Прежде чем интересоваться тем, как размагнитить металл, следует разобраться с природой этого явления. Как утверждают специалисты, намагничивание осуществляется парамагнетиками, диамагнетиками и ферромагнетиками.
Изделия, в основе которых сплавы железа, никеля и кобальта, обладают собственным магнитным полем, которое выше внешнего. Инструменты намагничиваются, если ими работать возле электродвигателей или других излучателей.
В результате они заберут часть магнетических свойств.