Электроискровая обработка металлов своими руками
Электроэрозионный станок: виды, схемы получения электрического разряда, оборудование своими руками
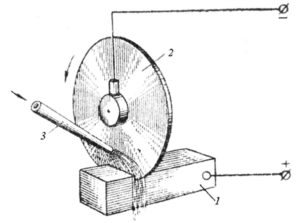
Для получения элементов со сложным профилем из труднообрабатываемых металлов используется электроэрозионный станок.
Его работа основана на воздействии разрядов электрического тока, которые создают в зоне обработки высокую температуру, из-за чего металл испаряется. Такой эффект именуется электрической эрозией.
Промышленность уже больше 50 лет использует станки, работающие по этому принципу.
Виды оборудования и методы обработки
Описать работу электроэрозионного станка можно так: взять заряженный конденсатор и поднести его электродами к металлической пластине. Во время короткого замыкания происходит разряд конденсатора. Яркая вспышка сопровождается выходом энергии (высокой температуры). В месте замыкания образуется углубление вследствие испарения некоторого количества металла от высокой температуры.
На технологическом оборудовании реализованы различные виды получения электрических разрядов. Среди основных схем выделяются:
- электроискровая;
- электроконтактная;
- электроимпульсная;
- анодно-механическая.
Реализуя одну из схем на практике, изготавливают станки. На принципе электрической эрозии были выпущены следующие станки в разных модификациях:
- вырезной;
- проволочный;
- прошивной.
Для получения точных размеров и автоматизации процесса оборудование комплектуется числовым программным управлением (ЧПУ).
Электроискровой станок работает за счет искрового генератора. Генератор — это накопитель энергии, который дает электрический импульс. Для постоянной подачи импульсов организуется конденсаторная батарея.
Чтобы организовать электрическую цепь, катод подключают к исполнительному инструменту, а анод — к обрабатываемой детали.
Постоянное расстояние между электродом и деталью гарантирует однородность протекания процесса.При вертикальном опускании электрода на деталь происходит прошивка металла и образование отверстия, форма которого задается формой электрода. Так работает электроэрозионный прошивной станок.
Для изготовления деталей из твердосплавных и труднообрабатываемых деталей используется электроэрозионный проволочный станок. В качестве электрода в нем выступает тонкая проволока.
При испарении металла на поверхности обрабатываемой детали образуются окислы, обладающие высокой температурой плавления. Для защиты от них процесс проводят в жидкой среде или масле.
Во время искрообразования жидкость начинает гореть, забирая кислород и другие газы из рабочей зоны.
Станки такого типа иногда бывают единственно возможным способом изготовления конструкционного элемента. Но покупка оборудования для электроэрозионной обработки для выполнения нечастых работ — разорительное занятие. Поэтому если возникла необходимость, то можно изготовить электроэрозионный станок своими руками.
Особенности самодельного устройства
Перед тем как приступить к изготовлению самодельного электроэрозионного станка, необходимо разобраться в его устройстве. К основным конструкционным элементам относятся:
- Стол для закрепления заготовки.
- Ванна.
- Исполнительный орган (электрод, клеммник для подключения провода, втулка, направляющая, диэлектрический корпус, штатив).
- Генератор.
- Каретка.
- Станковое основание.
- Штурвал для подачи инструмента.
- Кронштейн.
- Пластина вибрационная.
- Направляющая для стержня.
- Подставка.
- Оснастка.
Изготовление искрового генеротора
Для изготовления искрового генератора детали можно найти везде (в старых телевизорах, мониторах блоков питания и т. д. ). Принцип его работы таков:
- Диодный мост переменный ток преобразует в постоянный. Напряжение домашней сети составляет 220 В (можно использовать и 380 В).
- Лампа накаливания, входящая в схему, предназначена для ограничения тока во время короткого замыкания. Тем самым она защищает диодный мост от пробоя. Также она сигнализирует о зарядке конденсатора. Лампа берется соответствующего напряжения и мощностью не менее 120 Вт.
- Конденсатор должен быть рассчитан на подаваемое напряжение. Самым оптимальным будет напряжение в 400 В. Емкость у конденсатора должна быть не менее 1000 мкФ. Чтобы произвести прожиг на домашнем станке, достаточно 20 000 мкФ.
- После полной зарядки конденсатора лампа тухнет. Затем происходит его разрядка через электрод. Цепь разрывается.
- Повторяется цикл зарядки. Его скорость напрямую зависит от емкости конденсатора. При минимальных значениях на зарядку уходит чуть меньше одной секунды.
- Для защиты от перегрузки конструкцию оснащают автоматом 2−6 А.
Меры безопасности при работе
Так как организованная электроэрозия своими руками сопряжена с возможностью поражения электрическим током, к технике безопасности необходимо подойти со всей ответственностью.
Обрабатываемая деталь не должна быть заземлена. В противном случае произойдет ЧП — короткое замыкание в питающей сети.
Конденсаторы, рассчитанные на 400 В, могут привести к летальному исходу при их емкости всего в 1000 мкФ.
Подключение приборов исключает контакт с корпусом. Для подключения конденсатора к электроду требуется медный провод сечением 6−10 кв. мм. Большой объем масла, используемого для предотвращения образования окислов, может загореться и привести к пожару.
Инструкция как сделать электроэрозионный станок
В направлении металлообработки широкое распространение получил метод электроэрозионной обработки (ЭЭО). Электроэрозионный метод обработки был открыт советскими учеными в 1947 году.
Электроэрозионный метод обработки
Эта технология смогла значительно облегчить процесс обработки металла, особенно это помогло при обработке металлов высокой прочности, при изготовлении деталей сложной конструкции, а также в других направлениях.
Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.
Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл. Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.
Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.
Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Вырезной и прошивной станок
Вопреки предвзятому мнению о сложности и невыполнимости такой задачи это не так. Это вполне посильная задача для простого обывателя, хотя все не так просто. Самый простой вид станка – это вырезной станок, предназначается для обработки деталей из легированных, тугоплавких и других прочных металлов.
Электроэрозионный вырезной станок
В электрической схеме присутствуют: источник питания, диодный мост, лампочка и набор конденсаторов, соединенных в параллельную цепь. На выход подключаются электрод и обрабатываемая деталь.
Отметим еще раз, что это принципиальная схема для образного понятия принципа работы устройства.
На практике схема дополнена различными элементами, позволяющими отрегулировать прошивной станок под требуемые параметры.
Общие требования к электрической схеме вырезного станка:
- Учитывайте необходимую мощность станка при выборе трансформатора;
- Напряжение на конденсаторе должно быть больше 320 В;
- Общая емкость конденсаторов должна быть не меньше значения в 1000 мкФ;
- Кабель, идущий от схемы к контактам, должен быть только медным и сечением не меньше 10 мм;
Один из примеров рабочей схемы:
Как сразу видно, схема значительно отличается от принципиальной, но в то же время не является чем-то сверхъестественным.
Все детали электрической схемы можно найти в специализированных магазинах или просто в старых электронных приборах, давно пылящихся где-нибудь в гараже.
Отличное решение – применить ЧПУ для управления станком, но такой способ управления стоит немало, да и подключение его на самодельный станок требует определенных навыков и знаний.
Конструкция станка
Все элементы электрической схемы необходимо надежно закрепить в корпусе из диэлектрика, в качестве материала желательно использовать фторопласт или другой с похожими характеристиками. На панель можно вывести необходимые тумблеры, регуляторы и измерительные приборы.
На станине нужно закрепить держатель для электрода (должен быть закреплен подвижно) и обрабатываемой детали, а также ванночку для диэлектрика, в которой и будет проходить весь процесс. Как дополнение можно поставить автоматическую подачу электрода, это будет очень удобно. Процесс работы такого станка очень медленный, и для проделывания глубокого отверстия уходит много времени.
Проволочный станок своими руками
Электрическая схема проволочного станка та же, что и на вырезном станке, за исключением некоторых нюансов. Рассмотрим другие отличия проволочного станка.
Конструктивно проволочный станок тоже похож на вырезной, но есть отличие – это рабочий элемент станка.
На проволочном станке, в отличие от вырезного, – это тонкая медная проволока на двух барабанах, и в процессе работы проволока перематывается с одного барабана на другой.
Сделано это для снижения износа рабочего инструмента. Неподвижная проволока быстро придет в негодность.Это усложняет конструкцию механизмом движения проволоки, который необходимо установить на станину для удобной обработки деталей. В то же время дает станку дополнительный функционал.
При вырезании сложных элементов оптимальным вариантом будет поставить ЧПУ, но, как сказано выше, это обусловлено некоторыми сложностями.
Электрохимическая обработка металлов. Часть 4
mntcНаши эксперименты по обработке металлов электричеством и химией продолжаются.
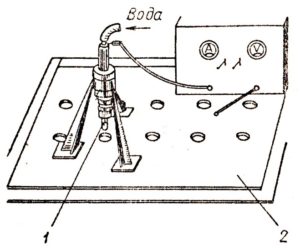
И на смену установке ЭХ-3 пришла установка ЭХ-4И:
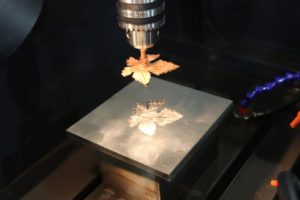
Индекс «И» означает, что у данной установки есть дополнительная функция электроискровой обработки, которую мы также сегодня протестируем.
В качестве штатива использован наш любимый конструктор ЧПУ станков «Кулибин», а в качестве ванночки — прозрачная коробка из-под mp3-плеера.
Ванночка не так огромна как раньше, и укреплена на столе станка толстым двусторонним скотчем, а деталь в ней — термоклеем.
Еще одной особенностью данной установки является отсутствие насоса для прокачки электролита, с которым было так много проблем в прошлый раз, фильтров, и цифровой регулировки тока и расстояния между инструментом и заготовкой.
Вместо этого, установлена система вибрации рабочего электрода — толстой швейной иглы. Электромагнит, соединенный последовательно с рабочими электродами поднимает иглу вверх и разрывает цепь когда игла приближается слишком близко к обрабатываемому изделию.
Напряжение блока питания около 36 В, сопротивление электромагнита — около 36 Ом. Таким образом, максимальный ток в цепи ограничен одним ампером. А поскольку игла будет постоянно прыгать, то возможно этот ток будет или достигаться в очень короткие промежутки времени, или никогда не достигаться.
С другой стороны, электромагнит — это индуктивность, и при разрыве цепи напряжение может повышаться до высоких значений, чтобы сохранить ток (отсюда и искры при электроискровой обработке).Электромагнит, направляющая и все прочее, что входит в этот узел, соединено термоклеем, а неэстетичные потеки термоклея закрыты черной самоклеющейся пленкой.
Соединение подвижного сердечника электромагнита с зажимом:Чтобы подвижная часть (игла, сердечник и направляющая) не выпадала, прикрепим термоклеем к электромагниту ограничитель перемещения инструмента, представляющий собой гнутую стальную пластинку:Протестируем работу системы на воздухе — идет треск, искра — все в порядке.
Видимых повреждений ни на заготовке, ни на игле нет:
На этот раз мы повысим и точность приготовления 8% раствора нитрата натрия:
Запускаем процесс! Но что это?! В отличие от воздушной среды, в электролите мы не имеем никаких прыганий и искр! Одни обынчые пузыри на довольно большой площади детали.
Оказалось, что электролит обладает очень хорошей проводимостью, и электромагнит срабатывает до того, как игла касается заготовки, и даже до того как она приблизится к ней на достаточно близкое расстояние.
В итоге игла «зависает» довольно далеко от поверхности заготовки и травление идет по большой площади, что, увы, не совместимо с идеей точности обработки.Искрение и прыжки начинаются когда игла находится не на границе «электролит-деталь», а на границе «воздух-электролит».
Тогда на этой границе возникает сгусток электрического пламени характерного для соединений натрия желтого цвета:
Что ж,попробуем работу в электроискровом режиме.
Для этого сольем часть электролита (возможность слива была к сожалению не предусмотрена, поэтому фактически пришлось его вычерпать), так чтобы обнажилась поверхность детали, и зальем поверх раствора масло. В книгах по электроискровой обработке используют керосин, но его под рукой не было, поэтому было использовано подсолнечное масло. Залили же его поверх раствора не из высоких научных соображений, а из экономии масла и неудобства вычерпывания раствора до дна.В масле дело пошло веселее — появился красивый сине-зеленый огненный шарик и треск, свидетельствующий о работе установки.
Из шарика образовывались и поднимались пузыри паров масла, тонкими концентрическими кругами расходились мелкие темные частицы то ли металла, то-ли обугленного масла, а возможно и того и другого:На фотографии сбоку из-за преломления света в масле шарик на фотографии кажется смещенным относительно иглы, хотя на самом деле он окутывал ее острие:Из рабочей зоны пошел легкий дымок и по комнате стал распространяться аромат жареной стали (похожий на запах из работающего щеточного электродвигателя, но более тонкий).
Промоем и высушим заготовку. ЭХО (проводимая на большом расстоянии между электродами) дала широкую (гиперболическую?) пупырчатую долину. Кстати, что это за пупырышки? Чем дальше от центра, чем они меньше и многочисленнее. И есть радиус, за которым их нет. И есть радиус, за которым нет следов ЭХО. Понимание этих вещей может быть важно для развития технологии ЭХО. Возможно, имеет смысл устроить автоматизированный эксперимент с перебором ряда напряжений и прочих параметров, и составлением графика этих факторов.
Может быть, эти пупырышки — отпечатки пузырей кислорода, возникающих на менее необезжиренных участках поверхности? Не знаю. Но очен интереса проблема границы, за которой нет следов ЭХО (видна на фото слева внизу). Наверное, из-за все-же ненулевого сопротивления раствора, там напряжение падает до такого, на котором уже невозможен электролиз.
Тогда для уменьшения радиуса вовлеченной в электролиз поверхности надо точно установить напряжение чуть-чуть выше минимального — тогда электролиз будет идти в минимальном радуисе вокруг электрода, что значительно повысит точность обработки.
Под микроскопом на образованном ЭИО темном пятнышке видно множество черных, видимо, вороненых (воронение ведь как раз заключается в протирке маслом раскаленной стали) микроямок.Судя по темной области внизу скопления ямок, там они суммировались и образовали небольшой котлован.
Кучность «стрельбы» оставляет желать лучшего — микроямки отстоят друг от друга намного больше собственного радиуса. Ну а что мы хотели с такой направляющей. Надо сделать более профессиональную, безлюфтовую, чтобы ямки попадали одна в другую.
работы установки (если не появилось, загляните сюда через минут 15):Выводы:
- Электромагнитная система контроля межэлектродного расстояния быстрее и точнее шаговой. Она заслуживает дальнейшего развития и применения.
- Безнасосная система надежна и хороша. Сможем ли мы обходиться только ей?
- Маленькая съемная ванна — это удобно. Крепление заготовки термоклеем — тоже (термоклей надежно фиксирует заготовку, но при некотором усилии легко отрывается рукой). Отделение ванны с двустороннего скотча проблемно, надо предусмотреть винтовое или иное удобосъемное крепление.
- Предусмотреть слив рабочей жидкости из ванны самотеком.
- Надо повышать рабочий ток, если мы хотим добиться видимых результатов. 1А это мало, то есть надо разделить контуры электромагнита (лимитирующего ток) и электролита.
- Индуктивность, соединенная последовательно с электролитом это, видимо, хорошо: стабилизация тока при ЭХО и усиление (генерация?) искры при ЭИО. Надо вместо отделенного электромагнита установить в цепь электролита дроссель с по возможности большой индуктивностью и низким омическим сопротивлением.
- С уходом от цифрового контроля тока в рабочей зоне и электромагните мы явно поторопились. Надо его вернуть.
- Надо посерьезнее подойти к выбору рабочей среды для ЭИО. Хотя бы раздобыть керосин.
- Нужна жесткая безлюфтовая система линейных перемещений.
- Нужная точная регулировка напряжения в режиме ЭХО.
mntcЭто статья о поделке, которую сделала группа детей от 6 до 16 лет в НТКВШ. Цель проекта — научиться держать в руках паяльник и термоклеевой пистолет, а также уметь отличить резистор от светодиода и правильно их припаять.
Идея прозрачного стола, под которым находится футуристический пейзаж, собранный из компьютерного хлама принадлежит человеку по имени Ben Yates, автору проекта Electri-City. В нашем проекте были использованы не только компьютерные платы, но и детали от прототипов, полученных в результате лазерной и фрезерной обработки, детали от станков с ЧПУ, сломанных игрушек и всего что удалось найти. Человечки были специально вырезаны лазером из фанеры в фаблабе МИСиС, а храмы напечатаны на трехмерных принтерах компании Lab3Dprint.Ru.
2056 год выбран потому, что это год столетия со дня основания города Пущино. Большинство участников проекта вполне могут до него дожить и сравнить мечту и реальность.Дном и крышкой конструкции послужили две половинки окна, выброшенного на улицу кем-то из местных жителей в порыве замены деревянных, советских еще окон на пластиковые. Стеклянное дно города позволило сделать реалистичной поверхность протекающей через Пущино реки Оки.При создании макета учитывалась карта реального города. На следующем изображении представлен вид города из космоса на разных этапах исторического развития. Обратите внимание на голубоватое свечение Оки. Это не радиация, это сияющая чистота! :)Постепенно, город обрастал зданиями и сооружениями. Несколько раз его переворачивали, так что все уцелевшие постройки и коммуникации города будущего можно считать сейсмоустойчивыми.Все припаиваемое немедленно тестировалось. Вскоре город был полон реанимированными дисплеями, светодиодами, моторчиками и тому подобными атрибутами улиц будущего:Под конец в руки юных градостроителей попали куски красивого зеленого сотового поликарбоната, которые не только послужили имитацией лесного окружения города, но и создали красивые эффекты снаружи.После этого город просто накрыли второй частью оконной рамы и закрыли углы строительным деревянным уголком.Западная часть микрорайона «Д». Если присмотреться, то можно увидеть сидящую в траве под колесом обозрения и смотрящую бесплатный кинотеатр собачку. Сырьем для пышной зелени, окружающей и наводняющей город, послужили зеленые коврики.Электростанция питающая город энергией, естественно, выполнена на базе компьютерного блока питания. Находится в районе строительного завода.Радиотелескоп в микрорайоне «Д»Мощное промышленное сооружение над рекой Окой. Внизу видна река и проплывающий по ней корабль, на заднем плане — леса. которые и находятся за Окой в действительности.Большинство конструкций и осветительных систем придумывалось, конечно по ходу проекта, по мере поступления исходных материалов, идей, проб и ошибок. Дети познакомились и с такими важными в электротехнике понятиями, как короткое замыкание, перегрев двигателя, ограничение тока и т.п.
Сооружение храмов из мусора было признано несообразным, и они были спроектированы во FreeCAD.
При этом выяснилась интересная особенность — классическая архитектура храмов с арками и сводами идеально подходит для печати на трехмерном принтере без поддерживающего материала.
Оно и неудивительно — каждый элемент конструкции древние архитекторы опирали на какой-нибудь другой, чтобы не было свисающих и потому ненадежных при тех технологиях элементов.
В опорных пластинах храмов проделаны отверстия для размещения проводов и лампочек накаливания, имитирующих свечи.
Этот храм является копией действующего сегодня храма Архангела Михаила, где и расположен НТКВШ. Кроме того, в микрорайоне «Д» градостроители будущего разместили красивый монастырь:
А на въезде в город, возле поликлиники (на ней расположены белые прожектора) построили часовню:Вид с купола часовни на индустриальный объект в восточной части города.
Этот объект образован вращающимися кусочками оргстекла с подсветкой. Вращением своим они обязаны механизму кассетного магнитофона, на котором закреплены.
Один из мостов через Оку.
Внизу видна танцплощадка (сделанная из печатной платы от светодиодного фонарика) на которой стоит гражданин.Рядовой горожанин с удивлением взирает внезапно возникшую перед ним на яркую инновацию.Так или иначе, этот город является первым известным мне проектом в котором с интересом работали дети с разбросом возрастов в 10 лет.
Чем старше ребенок, чем легче ему было видеть перспективу, младшие же увлекались в первую очередь процессом, и лишь к концу проекта понимали что должно получиться. Впрочем, поскольку проект направлялся труднопредсказуемым поступлением материалов и участников, было и невозможно заранее представить его конкретный облик.
Макет города, скорее всего, будет выставлен для всеобщего обозрения на Зимней Пущинской Школе 2013.
Page 3
Электроискровая обработка металлов своими руками
В направлении металлообработки широкое распространение получил метод электроэрозионной обработки (ЭЭО). Электроэрозионный метод обработки был открыт советскими учеными в 1947 году.
Электроэрозионный метод обработки
Эта технология смогла значительно облегчить процесс обработки металла, особенно это помогло при обработке металлов высокой прочности, при изготовлении деталей сложной конструкции, а также в других направлениях.
Электроэрозионный станок — принцип работы, устройство и назначение
Обработка материалов с плотной структурой ручным способом малоэффективна, так как требует больших трудозатрат и не обеспечивает высокой точности.
Среди установок, которые позволяют в какой-то степени или полностью (зависит от вида и модели) автоматизировать процесс, электроэрозионные станки менее известны, хотя они и отличаются уникальными возможностями, что выгодно выделяет их среди большинства «собратьев» по станочному парку.
Об особенностях, принципе работы и специфики применения электроэрозионных станков и будет рассказано в предлагаемом читателю материале.
Общая информация
- Независимо от модели, электроэрозионные станки имеют ограничение по обработке деталей. Они могут использоваться для выполнения различных операций лишь в том случае, если образец изготовлен из материалов категории «токопроводящие» (металлы, сплавы).
- Существует несколько методик электроэрозионного воздействия на изделие, отличающихся как способом подачи электрических разрядов, так и параметрами импульсов. В соответствие с этим, все подобные станки позволяют изготавливать детали по-разному, в зависимости от ожидаемого результата.
- Несомненный плюс электроэрозионных установок – возможность ведения обработки образца одновременно по разным направлениям.
Что может получиться в результате, показано на схемах (наиболее распространенные варианты использования электроэрозионных станков).
Способы обработки заготовок
- эл/импульсный;
- эл/искровой;
- анодно-механический;
- эл/контактный.
Виды технологических операций
- Упрочнение структуры.
- Шлифовка.
- Маркирование.
- Вырезание.
- Доводка.
- «Прошивка».
- Отрезка.
- Объемное копирование.
- Обработка:
- электроэрозионно-абразивная;
- анодно-механическая;
- электрохимическая;
- комбинированная.
Возможности электроэрозионного оборудования
Спектр использования электроэрозионных станков действительно огромен. Из основных технологических операций можно выделить:
- получение отверстий (глухих проемов, углублений) самой сложной конфигурации, при необходимости, с резьбой;
- выборка материала на любую глубину с внутренних поверхностей образцов;
- выполнение операций, которые невозможно или экономически нецелесообразно проводить на других типах станков (фрезерных, токарных);
- изготовление деталей из материалов, трудно поддающихся обработке традиционными инструментами (например, титан и сплавы на его основе).
Принцип работы станков электроэрозионного типа
Несмотря на разницу в конструктивном исполнении оборудования и реализуемых способах электроэрозионной обработки, принцип функционирования остается одинаковым.
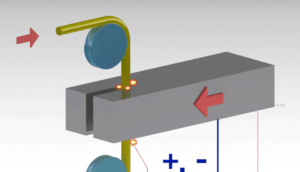
Условно процесс можно разделить на два технологических этапа.
Первый. Под воздействием импульсных разрядов, поступающих «по плазменному каналу» (10), разрушается структура образца (2) на данном участке. Они появляются в определенный момент при сближении электрода (4), являющимся рабочим инструментом станка, с деталью. Электрическая энергия преобразуется в тепловую, и как результат – расплавление металла (сплава) на требуемом по ТУ участке.
Второй. Так как и деталь, и электрод погружены в емкость со спец/составом (чаще всего это масло), металл частично испаряется от высокой температуры, а остатки расплава удаляются из рабочей зоны.
Электроискровой станок своими руками
Для изменения формы размеров заготовки из металла можно использовать электроэрозионный метод обработки. Он используется на протяжении многих лет в различных отраслях промышленности, характеризуется высокой точностью, но малой производительностью.
Для применения данного метода обработки следует использовать специальный электроискровой станок, который можно приобрести или сделать своими руками. Самодельный вариант исполнения можно использовать в быту при мелкосерийном производстве. Его стоимость изготовления своими руками будет ниже, чем покупка промышленного варианта исполнения.
Поэтому рассмотрим подробнее то, как можно сделать рассматриваемый электроискровой станок своими руками, что для этого понадобиться и в каких случаях он сможет использоваться.
Самодельный элетроискровой станок
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров.
Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла.
При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Электроэрозионный станок имеет искровой генератор, который выступает в качестве конденсатора. Для обработки следует использовать накопительный элемент большой емкости.
Принцип обработки заключается в накоплении энергии в течение длительного времени, а затем ее выброс в течение короткого промежутка времени.
По этому принципу работает также устройство лазерной установки: уменьшение промежутка времени выброса энергии приводит к увеличению плотности тока, а значит существенно повышается температура.
Электрическая схема электроискровой установки
Принцип работы генератора, который установлен на электроэрозионный станок, заключается в следующем:
- диодный мост проводит выпрямление промышленного тока напряжением 220 или 380 Вольт;
- установленная лампа ограничивает тока короткого замыкания и защиты диодного моста;
- чем выше показатель нагрузки, тем быстрее проходит зарядка электроискрового станка;
- после того как зарядка закончится, лампа погаснет;
- зарядив установленный накопитель можно поднести электрод к обрабатываемой заготовке;
- после того как проводится размыкание цепи, конденсатор снова начинает заряжаться;
- время зарядки установленного накопительного элемента зависит от его емкости. Как правило, временной промежуток от 0,5 до 1 секунды;
- на момент разряда сила тока достигает несколько тысяч ампер;
- провод от конденсатора к электроду должен иметь большое поперечное сечение, около 10 квадратных миллиметров. При этом провод должен быть изготовлен исключительно из меди.
Частота генерации при подводе электрода электроискрового станка составляет 1 Гц.
Конструкция электроискрового станка
Есть схемы, реализовать которые достаточно сложно. Рассматриваемая схема может быть реализована своими руками. Детали для устанавливаемого генератора не в дефиците, их можно приобрести в специализированном магазине. Конденсаторы также имеют большое распространение, как и диодный мост. При этом, создавая самодельный электроискровой станок, следует учесть нижеприведенные моменты:
- на конденсаторе указываемое напряжение не должно быть менее 320 Вольт;
- количество накопителей энергии и их емкость выбираются с учетом того, что общая емкость должна составлять 1000 мкФ. Соединение всех конденсаторов должно проводится параллельно. Стоит учитывать, что мощность самодельного варианта исполнения увеличивается в случае необходимости получения более сильного искрового удара;
- лампу устанавливают в фарфоровый патрон. Следует защитить лампу от падения, устанавливается автомат защиты с силой токи от 2 до 6 Ампер;
- автомат используется для включения цепи;
- электроды должны иметь прочные зажимы;
- для минусового провода используется винтовой зажим;
- Плюсовой провод имеет зажим с медного электрода и штатив для направления.
Самодельный проволочный вариант исполнения имеет относительно небольшие габаритные размеры.
Самодельный электроискровой станок
Основные элементы схемы электроискрового оборудования
Схема представлена нижеприведенными элементами:
- электрод;
- винт зажима, используемый для фиксации плюсового провода и электрода;
- втулка для направления;
- корпус, изготавливаемый из фторопласта;
- отверстие, используемое для подачи масла;
- штатив.
Корпус, который используется для соединения всех элементов, вытачивается их фторопласта. В качестве втулки используется заземляющий штырь, в котором вдоль оси вытачивается отверстие с резьбой для крепления электрода. Все элементы конструкции крепятся на штатив, который изготавливается с возможностью изменения высоты. Также создается отверстие, через которое подается масло.
Схема электроискрового станка
Зачастую резка проводится при использовании устройства, которое питается от пускателя с катушкой, подключаемой к напряжению 220В. Шток пускателя может иметь ход 10 миллиметров. Обмотку пускателя подключают параллельно лампе. Именно поэтому на момент зарядки конденсаторов лампа горит, а после завершения этого процесса – она гаснет. После того, как шток был опущен, происходит искровой заряд.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.