Флюс для плавки алюминия состав
Плавка алюминия в домашних условиях пошаговая инструкция
Алюминий и его сплавы используются почти во всех сферах промышленности, а также в процессе изготовления предметов домашнего обихода.
В условиях комнатной температуры на алюминии образуется тонкая пленка окиси (А12O3), прочно защищающая его от последующего окисления. Время окисления алюминия с ростом температуры резко увеличивается.
Именно по этой причине в процессе плавки алюминия и его сплавов в плавильных печах поверхность расплавляемого материала и зеркало ванны очень быстро покрывается пленкой окиси.
Печи для плавки алюминия
Зачастую в производстве вторичного алюминия используют отражательные (подовые) печи. Такой тип печей для плавки алюминия отличается большим количеством модификаций. Однако все они приспособлены под стандартную отражательную печь, под специальные условия работы и особую шихту.
Не меньшей популярность пользуются и тигельные печи, в особенностях, на малых производствах.Производства вторичного алюминия часто используют в качестве плавильных печей роторные печи, в особенности для того, чтобы переплавить лом с высокой удельной поверхностью, к примеру, алюминиевую стружку, а также очень грязный алюминиевый лом.
Всех производителей вторичного алюминия делят на две категории:
- компании, создающие литейные сплавы для изготовителей алюминиевых отливок
- компании, создающие алюминий для раскисления стали.
Обе категории компаний используют в качестве сырья «старый» лом и производственные отходы литейных заводов.
На таких заводах помимо введения легирующих составляющих для доводки определенного сплава используют оснащение для очистки алюминиевого расплава и ликвидации нежелательных химических элементов и прочих примесей. Роторными плавильными печами пользуются именно эти переработчики алюминиевого лома.
Плавление алюминия на литейных предприятиях, которые занимаются производством алюминиевых отливок из вторичного литейного алюминия, осуществляется главным образом в тигельных печах – газовых и электрических, индукционных и сопротивления, и для плавки, и для выдержки алюминия, а также для разливки алюминиевого расплава в подготовленные формы.
Температура плавления окиси алюминия составляет примерно 2050° С, что почти в три раза выше, чем градус плавления алюминия металлического. На сегодняшний день наиболее популярной является плавка алюминия в пламенных отражательных печах, которые работают на углеродистом топливе, и в электрических печах.В ходе плавки алюминия в отражательных пламенных печах и в камерных электропечах сопротивления прогрев обособленных кусков садки стартует в области самых высоких температур, т. е. в верхней части. В тоже время поверхность садки с большой скоростью окисляется и поглощает много газов.
Внутри канальной индукционной электропечи расплавление кусков алюминия осуществляется в области наивысших температур под слоем жидкого металла, поверхность которого накрыта пленкой окиси алюминия. Области наивысших температур в канальных электропечах расположена в узком канале и в прилегающих к нему частях шихты.
Металл на поверхности шахты имеет самую низкую температуру, вследствие чего получившиеся отливки из канальных электропечей, имеют в своем составе более низкое количество окислов, чем отливки из печей других видов.
Таким же преимуществом отличаются тигельные индукционные электропечи, в которых по технологическим требованиям в тигле по окончанию каждой плавки остается некоторое количество жидкого металла, примерно 20—35% от емкости тигля печи.
Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах.
Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Жидкий алюминий является хорошим растворителем для многих металлов, к примеру, железа. При этом образуются хрупкие соединения FeAl2 и Fe2Al7, которые снижают качество отливок.
Плавление алюминия в домашних условиях
Очень печально, если в доме выходят из строя маленькие, но важные функциональные составляющие, к примеру, направляющие рольставен или раздвижных дверей (могут лопнуть), фурнитура и прочее. Чаще всего такие элементы создают из алюминия.
Искать им замену проблематично, а иногда ликвидировать поломку в функционале двери или окна нужно немедленно, хотя бы временно. Если вы имеете опыт паяния, но большую часть поломок алюминиевой фурнитуры или профиля можно устранить самостоятельно.
https://www..com/watch?v=rcZmVavQ1kg
Основная проблема – это получение рабочего материала, то есть расплавленного алюминия, при помощи которого будет осуществляться пайка сломанных деталей.Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры.
Что же делать?Для начала необходимо приобрести алюминиевую чушку, но можно и использовать обрезки старого профиля. Чтобы расплавить алюминий понадобится портативная газовая горелка или паяльная лампа. Разные модели этих устройств способны дать температуру в пределах 1000 – 1300 градусов.Подготовленный материал нужно положить в тугоплавкую емкость, к примеру, из нержавеющей стали. Кроме этого, нужна прокаленная стальная пластина или еще одна емкость, в которую мы будем выливать расплавленный металл.
Последовательность работы:
- создание небольшого «колодца». Сверху нужно будет поставить емкость для плавки
- розжиг костра в «колодце». Это необходимо для поддержания тары в нагретом состоянии, после использования горелки. Также костер поможет прогреть алюминий снизу
- после образования жарких углей можно установить емкость с алюминием. Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину
- далее нужно включить газовую горелку на максимум и греть алюминий сверху
- плавка металла начинается почти мгновенно, но цель еще не получена. задача – получение однородного прогрева. Чтобы этого добиться нужно периодически встряхивать емкость
- в процессе плавки образуется оксид алюминия, формирующий окалину
- после этого расплавленный металл нужно вылить на прокаленную стальную поверхность, аккуратно, чтобы не высыпалась окалина. Теперь расплавленный алюминий готов к дальнейшей работе.
| Степень чистоты, % | 99,25 | 99,40 | 99,75 | 99.97 | 99,996 | 99.9998 |
| Плотность при 20°С, г/см3 | 2,727 | 2,706 | 2,703 | 2,6996 | 2,6989 | 2,69808 |
| Степень чистоты, % | 99,25 | 99.40 | 99.75 |
| Плотность, г/см3 | 2,311 | 2,291 | 2,289 |
| Степень чистоты, % | 99,2 | 99,5 | 99,6 | 99,97 | 99,996 |
| Температура плавления, °С | 657 | 658 | 659,7 | 659,8 | 660,24 |
Как расплавить алюминий дома?
Алюминиевые и дюралевые отходы нетрудно расплавить буквально в домашних условиях. И для этого не нужно строить доменные печи, создавать тягу, как это принято в соответствии со стандартными условиями.
Плавим алюминий в половнике
Автор метода плавления алюминия на газовой плите использует в качестве тигля половник из нержавейки. Температура плавления алюминия 660 градусов. Газовая плита не может обеспечить такого нагрева.
Сначала, в течение 15-ти минут тигль с содержимым прогревается, затем включается газовая горелка, которая обеспечивает температуру, нужную для плавления алюминия. Готовые плавильные печи в этом магазине.
Мастера покупают изобретения в лучшем китайском интернет-магазине.
Внимание! Не используйте такой неустойчивый тигль, как на этом видео. Используйте обязательно вытяжку, оставляйте открытой форточку и не работайте дома с расплавленным алюминием часто.
Что можно сделать, используя подобные плавильные печи? Например, как в другой статье на нашем сайте, можно изготовить алюминиевую модель оружия. Для этого нужен пенопласт, песок и плавильня. Кстати, в статье есть также ссылка на аналог плавильни, которая представлена здесь.
Температура плавления алюминия в домашних условиях
Газообразные и твердые флюсы играют важную роль в дегазации, удалении магния и флюсовании алюминия и его сплавов.
(Флюсы также применяются при пайке алюминия мягкими припоями и при пайке алюминия твердыми припоями).
Газы, инертные и активные, или твердый флюс гексахлорэтан могут применяться для удаления растворенных водорода и натрия.
Магний можно удалять продувкой хлором или обработкой флюсом, содержащим фторид алюминия.
Флюсы на основе смеси KCl-NaCl применяются в качестве покрывных, то есть для защиты алюминиевого расплава от окисления.
Чтобы извлечь алюминий из шлака применяют более активные флюсы, содержащие криолит или некоторые другие фториды. См. также Плавление алюминия: образование шлака
Хлористый натрий и хлористый калий во флюсах
Твердые флюсы являются в основном смесью хлористых или фтористых солей с добавками, которые дают им специальные свойства.
Большинство флюсов основаны на смеси KCl и NaCl, которые образуют низкотемпературную эвтектику (665 °С).
Другим частым ингредиентом флюсов является NaF, который образует тройную эвтектику с KCl и NaCl с точкой плавления 607 °С. При этом температура плавления алюминия (технически чистого) составляет около 655-660 °С.
Покровные флюсы для алюминиевого расплава
Обычный покровный флюс содержит около 47,5 % NaCl, 47,5 % KCl и 5 % фтористой соли. Низкая температура плавления повышает текучесть флюса.
Другие покровные флюсы основаны на смеси MgCl2-KCl, которая образует низкоплавкую эвтектику при 424 °С, или на карналлите (MgCl2∙KCl), который плавится при 485 °С. Эти покрывные флюсы имеют высокую текучесть и могут образовывать на поверхности расплава тонкий слой.
Однако MgCl2 является довольно дорогим, поэтому его применяют в основном во флюсах без натрия для алюминиевых сплавов с содержанием магния более 2 %.
Флюсы – смеси солей
Во флюсах применяют много веществ – около 3 десятков — все они являются солями. Большинство из них – это хлориды и фториды. Добавки этих солей во флюсы повышают их специфические свойства: текучесть, смачиваемость, химическую активность.
Самые известные из них – хлористый натрий (поваренная соль) и хлористый калий. Температура их плавления в чистом виде – 801 и 770 °С соответственно. Их плотность в твердом состоянии – 2,165 и 1,984 г/см3, а в жидком – 1,55 и 1,53 г/см3.
Роль фтористых солей во флюсах
Фтористые соли щелочных металлов действуют как поверхностно-активные вещества, снижающие поверхностное натяжение между флюсом и металлом, а также между флюсом и оксидами. Хлористые соли, также как и AlF3 и MgF2, проявляют это свойство в значительно меньшей степени.
Фтористые слои щелочных металлов способны растворять оксиды и проникать в оксидные пленки, которые содержат металлический алюминий в шлаке и скоплениях загрязнений. Это приводит к повышению смачиваемости, что способствует отделению оксидных включений от расплава и металлического алюминия от шлака.
К сожалению, фтористые соли щелочных металлов имеют высокую температуру плавления. Это приводит к утолщению пленки жидкого флюса, что ограничивает его применение. Кроме того, утилизация солей, содержащих фтор, имеет больше проблем, чем чисто хлористые соли.
Фтористые слои во флюсах
Флюсы могут содержать такие фтористые соли:
- криолит (Na3AlF6);
- фторид кальция (CaF2);
- силикофторид натрия (Na2SiF6).
Их содержание во флюсах может достигать 20 %.
Роль кислорода в компонентах флюсов
Добавление во флюсы компонентов, содержащих кислород, таких как KNO3 обеспечивает выделение тепла.
Кислород, который освободился при разложении нитратов, реагирует с металлическим алюминием с образованием оксида Al2O3 и выделением значительного количества тепла.
Это локально повышает текучесть, способствуя отделению металлического алюминия от оксидов. В чистящих флюсах эта реакция повышает проникновение флюса в наросты на футеровке.
Флюсы, образующие газы
Некоторые твердые флюсы разлагаются на хлор, углекислый газ CO2 или такой газ, как AlF3. Если эти флюсы помещают под поверхность алюминиевого расплава, они образуют пузырьки, которые удаляют водород. Наиболее известным таким флюсом, выделяющим газ, является гексахлорэтан C2Cl6. Он образует газы Cl2 и AlCl3.
Делаем печь для плавки алюминия своими руками
Примерная температура плавления алюминия составляет около 660 градусов по Цельсию, что позволяет произвести плавку даже в домашних условиях.
Разумеется, на газовой плите достичь такой температуры не удастся, да и проводить подобные работы в помещении крайне нежелательно. В интернете существует множество видео, как самостоятельно изготовить плавильную печь своими руками.
В этой статье мы рассмотрим наиболее интересные, проверенные и надёжные способы.
Виды
Печи, используемые в промышленности, очень дорого стоят. Их цена составляет тысячи и десятки тысяч долларов. Кроме этого, такие агрегаты занимают непозволительно много места.
Алюминий является самым распространённым металлом на Земле, поэтому промышленность в данном направлении продвинулась далеко вперёд. Существует множество типов плавильных печей.
Например, наклонные цилиндрические печи, печи с ревербационным тиглем, печи карусельного типа и другие.
Но как поступить, если необходимо изготовить какую-либо деталь в домашних условиях, а возможности заказать её по той или иной причине нет? Отличную мини-печь совершенно несложно изготовить и своими руками, причём, для этого, в основном, не нужно будет искать какие-то специфические материалы, детали и приборы. Большинство из них найдётся практически у каждого дома, в гараже или же на даче.
В сущности, принцип работы всех самодельных печей прост и однотипен. Различия, как правило, лишь в их некоторых конструктивных особенностях.
В некотором объёмном термостойком сосуде разжигаются древесные угли (это наиболее удачный вариант топлива для плавки алюминия), в которые или над которыми в тигле размещается сам металл.
В качестве тигля может выступать, например, обрезанный корпус огнетушителя, либо даже обыкновенный стальной чайник. Для увеличения температуры углей необходим качественный обдув воздухом со всех сторон (чтобы алюминий разогревался в ёмкости равномерно).
Как правило, кислород подаётся через трубу вниз «колодца». Тягу же создать может обыкновенный пылесос, двигатель от старой вытяжки, кулер или даже фен. В принципе, это необходимые условия для создания своеобразной мини плавильни своими руками.В качестве формы для отливки деталей обычно выступает гипс. Если же необходимо отлить обыкновенную цилиндрическую болванку из алюминия, подойдёт и кусок обрезанной стальной трубы. Рассмотрим наиболее интересные и простые конструкции мини печей.
Мини-печь из колёсного диска
Изготовить данную модель очень просто. Колёсный диск желаемого диаметра вкапывается в землю так, чтобы его поверхность совпадала с горизонтом, то есть не выступала над поверхностью земли.
Посреди диска внутри получившейся топки должно быть отверстие, через которое пропускаем изогнутый патрубок, выходящий рядом с плавильней. По нему в мини-печь будет снизу поступать кислород. В качестве нагнетателя удобно использовать небольшой кулер, надетый на трубу снаружи.
Однако, при такой подаче воздуха, поддув будет крайне некачественным и однонаправленным. Для этого внутри котла на выходе трубы соорудим нечто вроде конфорки. Удобно для этого использовать автомобильный дисковый тормоз, наваренный поверх трубы.
После этого в получившуюся мини-плавильню можно засыпать угли и подавать воздух, поднимать их температуру. Алюминиевый лом в тигле размещается среди углей.
Печь из металлического бака
Совсем необязательно печь должна быть утоплена в землю. Несложно изготовить своими руками и переносную печь. Для этого подойдёт любой цилиндрический бак из термостойкого металла, например, бак от старой стиральной машины с вертикальной загрузкой. Изнутри диаметр бака уменьшается за счёт кирпичей и глины.
Тем самым, толщина нашей печи составит 10-15 сантиметров. Не забываем монтировать внизу корпуса трубу для надува. Воздух можно подавать в неё любым удобным образом. Тигель с сырьём алюминия вешается внутрь топки. Как можно заметить, принципиальных отличий от предыдущего варианта нет.
Его так же просто изготовить своими руками, различия лишь в необходимых инструментах и деталях.
Мини-плавильня из бутылки
Это, пожалуй, самый необычный и, действительно отличающийся от предыдущих вариант изготовления своими руками печи для выплавки алюминия. Почему необычный? Нам не понадобится никакое топливо.
В данном варианте печи нагрев происходит посредством нагрева проволоки, обладающей большим сопротивлением – нихром. На смазанную маслом поверхность большой стеклянной бутылки наматывается бинт, на который после наносится слой смеси глины и жидкого стекла.
После этого глина должна высохнуть (около недели). Затем получившийся глиняный резервуар обматывается двойной нихромовой проволокой, и поверх него опять наносится слой глины.
Ещё неделю сушим, после чего бутылку извлекаем, и имеем термостойкий самонагревающийся резервуар для плавки. Остаётся лишь загрузить внутрь алюминиевое сырьё и подключить оба конца проволоки к 220 Вт.
Стоит упомянуть, что все вышеописанные способы достаточно опасны для здоровья и жизни, и их следует использовать с большой осторожностью.
На самом деле, способов плавки алюминия существует значительно больше, но большинство из них сводится к одним и тем же принципам действия. Поэтому совсем необязательно для изготовления какой-либо детали обращаться к специалистам, ведь многое можно сделать и своими собственными руками.
Инструкция по плавке алюминия в бытовых условиях
Алюминий используется в быту и промышленности на протяжении многих лет. Свойства материала позволяют создавать разнообразные изделия. Плавка алюминия может выполняться в домашних условиях, поскольку для этого не требуется высокая температура. Свойства металла нужно знать, чтобы правильно провести такую процедуру.
Характеристики
Чистота материалов определяет температуру их плавления. Алюминий пригоден для проведения разных технологических процедур, благодаря небольшому весу и хорошей пластичности. При высокой температуре происходит взаимодействие с кислородом.
На поверхности металла возникает оксидная пленка, которая защищает его от коррозии и окисления. Плавление алюминия способствует изменению структуры вещества, поэтому защитное покрытие полезно для него.
Усадка и дополнительное внутреннее напряжение появляется при резком охлаждении.
Особенности технологического процесса
Тигель — это тугоплавкая емкость для разогрева металла. Используются изделия из таких материалов:
- Фарфор.
- Сталь.
- Чугун.
- Корунд.
В бытовых условиях применяется готовый тигель или емкость из широкой железной трубы. Чтобы изготовить ее, потребуется болгарка и сварочное оборудование. Объем тигля выбирается индивидуально, емкость прогревается равномерно, измельченный металл плавится в результате теплопередачи.
Перед термообработкой нужно уменьшить температуру плавления, чтобы состояние металла менялось быстрее. Для этого алюминий дробят на мелкие фрагменты. Воспламенение или окисление происходит часто после такого измельчения. Состояние образовавшегося оксида алюминия меняется при более высоких температурах. Это вещество удаляется вместе с другими шлаками после переплавки основного металла.
В процессе термообработки придется избегать попадания жидкости в тигель. Резкое испарение воды становится причиной взрыва. При погружении металла в емкость необходимо убедиться в том, что на нем отсутствует влага.
Чаще всего плавят алюминиевую проволоку. Сначала материал делится на фрагменты ножницами, затем сдавливается пассатижами. Такой способ позволяет предотвратить воздействие кислорода на металл.
Если нет необходимости в получении деталей высокого качества, измельчать сырье не нужно.
Технологию литья придется смоделировать самостоятельно при необходимости получить расплавленный алюминий в бытовых условиях. Материал предварительно очищается от грязи, примесей, шлаков.Крупные заготовки делятся на несколько малых фрагментов. Метод отливки требует соблюдения инструкции: для плавки металла используется самый удобный способ. Шлак удаляется с поверхности текучего вещества.
Флюс для плавки алюминия состав — Справочник металлиста
Сохрани ссылку в одной из сетей:
| Назначение флюса | Состав, % по массе | |||||
| NaCl | KCl | Na3AlF6 | MgCl2KCl | NaF | CaF2 | |
| Покровно-защитный для переплавки отходов и стружки | 39 | 50 | 6,6 | – | – | 4,4 |
| 50 | 35 | 15,0 | – | – | – | |
| 40 | 50 | – | – | 10 | – | |
| Для рафинирования сплавов систем Al-Si, Al- Si -Mg, Al-Cu, Al-Si-Cu | 30 | 47 | 23,0 | – | – | – |
| Для рафинирования сплавов систем Al-Mg, Al-Mg-Si, Al- Mg- Zn | – | – | – | 80 | – | 20,0 |
| – | – | – | 60 | – | 40,0 |
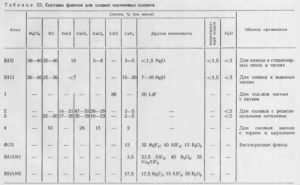
Покровный флюс (2-3 % от массы шихты) сразу же после загрузки шихты в печь засыпается на ее поверхность. Флюс предохраняет поверхность расплава от окисления и взаимодействия с газами печной атмосферы.
Соли, входящие в состав флюсов, следует предварительно просушивать при температуре 150-200 С (для удаления гигроскопической влаги) и размалывать.
Широкое применение нашли покровно-рафинирующие флюсы с повышенным содержанием фторидов. Эти флюсы не только защищают расплав от воздействия атмосферы, но и способствуют его дегазации и очистке от оксидных включений.
Рафинирующее воздействие флюсов заключается в том, что они способны адсорбировать до 10 % по массе окcида алюминия. При этом происходит и дегазация расплава, так как водород, образующий комплексы с оксидом алюминия, удаляется вместе с частицами Al2O3. Основной рафинирующей солью большинства флюсов является криолит Na3AlF6.
Сплавы с повышенным содержанием магния в качестве неметаллических включений содержат, в основном, оксид магния, на который криолит не оказывает адсорбирующего воздействия. MgO хорошо адсорбируется хлористым магнием, поэтому рафинирование сплавов на основе системы Al-Mg производится флюсом, содержащим карналлит MgCl2KCl.
Покровно-рафинирующий флюс (табл.1) в количестве 0,1-0,2 % от массы шихты засыпается на поверхность расплава. При температуре рафинирования производится замешивание флюса в глубь расплава для более полного взаимодействия с металлом. Время замешивания и последующего отстаивания расплава под флюсом устанавливается опытным путем.
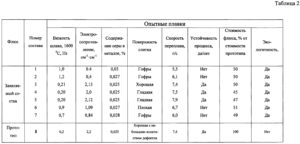
Все адсорбционные методы рафинирования обладают одним общим недостатком: рафинирующие газы практически не могут охватить весь объем рафинируемого металла и очищают только те участки расплава, через которые они проходят.Особую группу составляют универсальные флюсы, оказывающие одновременно защитное, рафинирующее и модифицирующее воздействие на сплавы (табл.2).
Состав универсальных флюсов
| Номерфлюса | Состав, % по массе | Температурамодифицирования, С | |||
| NaF | NaCl | KCl | Na3AlF6 | ||
| 1 | 60 | 25 | — | 15 | 800-820 |
| 2 | 40 | 45 | — | 15 | 750-780 |
| 3 | 30 | 50 | 10 | 10 | 720-740 |
Введением в расплав небольших количеств металлов или их лигатур органических или неорганических соединений можно существенно повлиять на процесс кристаллизации сплавов.
https://www.youtube.com/watch?v=-Ck-F5251tQ
В зависимости от природы и количества модификаторов, а также скорости кристаллизации можно достигнуть значительного измельчения зерен твердого раствора основы сплава или первичных кристаллов вторых фаз, или эвтектики, или всей структуры сплава. Например, сплавы, содержащие более 7 % кремния (рис.
2); после рафинирования перед разливкой в формы рекомендуется подвергать модифицированию для получения мелкозернистого строения эвтектики + Si с целью повышения механических свойств сплавов. Для модифицирования эвтектики применяется натрий, который обычно вводится в сплав из смеси галоидных солей натрия и калия.
При оптимальном содержании в сплаве натрия (0,08-0,1 %) из жидкости кристаллизуется тройная эвтектика. При этом фазой, ведущей кристаллизацию тройной эвтектики, является алюминий. Дендриты алюминия захватывают в процессе роста кристаллы кремния.
В отличие от двойной эвтектики + Si, где кремний кристаллизуется в грубой, пластинчатой форме, в тройной эвтектике + Si + NaAlSi4 он кристаллизуется в виде мелких округлых частиц, что способствует повышению прочности и особенно пластичности сплава.
Введение в расплав натрия осуществляется при взаимодействии плавящегося модификатора (смеси солей) с расплавом по реакции
3NaF + Al = AlF3 + 3Na.
Предварительно переплавленный, размолотый и просеянный модификатор в количестве 1,5-2 % от массы шихты насыпается на поверхность расплава. Расплав выдерживается под флюсом в течение 10-12 мин.Затем флюс замешивается в расплав на глубину 100-150 мм в течение 2-3 мин.Время после окончания модифицирования до конца разливки сплава не должно превышать 25-30 минво избежании выгорания натрия.
Применение тройного модификатора (62,5 % NaCl, 25 % NaF и 12,5 % KCl) позволяет снизить температуру модифицирования до 725-740 С.
Лабораторное оборудование. Электрическая печь, нагреватели для сушки шихты и флюсов, вспомогательное оборудование для брикетирования мелких отходов и измельчения флюсов, лабораторный микроскоп и химико-аналитическое оборудование.
задания.Сведения об используемых шихтовых и флюсовых материалах, рекомендации по технологии плавки, составу и количеству конечного сплава.
Порядок работы
1. В соответствии с заданием выбрать и обосновать технологический режим, необходимый для заготовительно-рафинировочной плавки указанных материалов.2. Провести расчет количества отдельных компонентов шихты для приготовления сплава данного состава или вторичного алюминия.
3. Для принятой технологической схемы плавки приготовить необходимое количество флюса и модификатора.
4. Мелкие компоненты шихты окусковать путем проковки или брикетирования.
6. По окончании плавки разлить металл с получением слитка в металлической изложнице или отливки в разъемной металлической форме – кокиле.
Разливка металла производится в присутствии преподавателя с соблюдением необходимых мер техники безопасности и противопожарной безопасности.
Металлические формы должны быть предварительно очищены от нагара и ржавчины, а также подогреты до температуры 150-200 С.
7. После охлаждения отливки механически очистить ее от шлака и остатков флюса и взвесить. Определить выход годного металла и его угар.
8. Выполнить микроскопическое исследование отливки и сделать заключение о наличии неметаллических примесей и особенностях кристаллической структуры.
9. Провести химический анализ сплава на содержание железа (по указанию преподавателя).С какими флюсами можно паять алюминий
Алюминий – это особенный металл, пайка которого требует специальных знаний. На его поверхности легко образуется очень прочная оксидная пленка, плавящаяся при высоких температурах.
Сам металл плавится при 660 градусах, но у сплавов этот показатель может понижаться до 500 ℃ . При пайке есть опасность перегрева алюминиевого изделия, при котором он теряет свою прочность.
Дополнительная сложность процесса обусловлена низкой способностью алюминия к взаимному растворению. Полученное соединение может не иметь требуемых прочностных характеристик. Обеспечить хороший результат может грамотно выбранный флюс для пайки алюминия. Используют преимущественно активные марки.
Подготовка к работе
Навыки пайки алюминия пригодятся при ремонте проводки, электрооборудования, каких-то бытовых предметов и небольших самодельных конструкций.
Процесс нужно проводить в несколько этапов. Сначала поверхность моют, протирают, чистят при необходимости. Затем выравнивают дефекты шлифовкой. При этом нужно достичь слоя самого металла. После небольшой паузы можно нанести флюс. Затем поверхность нагревают.
Следует учесть, что у алюминия хорошая теплопроводность. Он будет быстро остывать.
Размеры нагревательного прибора должны соответствовать размерам зоны пайки. Удобны в работе паяльники с регулируемой температурой нагрева. Непосредственно перед спаиванием следует поместить в место соединения припой. Это дополнительно предотвратит реакции окисления.
Для средних и низких температур
Существует большое количество готовых составов для работы с алюминиевыми изделиями. Большинство из них имеет в маркировке букву А, указывающую на предназначение. Флюсы могут иметь жидкую, мазеобразную, гелеподобную или твердую консистенцию.
Активный флюс Ф-59А рекомендуется для пайки алюминия и его сплавов в диапазоне температур от 150 до 320 градусов. В его составе преобладает триэтаноламин, к которому добавлены борфториды кадмия, цинка, аммония.
Близкий состав имеет средство ФТБФ-А, более концентрированный, чем предыдущий аналог. Массовая доля борфторида кадмия варьируется от 9 до 11 %; цинка – от 2,5 до 3,5 %; аммония – от 4,5 до 5,5 %. Всю остальную часть составляет триэтаноламин. Работу с таким флюсом проводят при температурах от 270 до 350 °С.
Несколько отличается составом средство Ф-61А. В нем присутствуют фторбораты цинка и аммония, а преобладающим компонентом является триэтаноламин. Флюс рекомендован для плавки рабочей зоны в температурном интервале от 150 до 320 °С.
Средство можно использовать при работе паяльником с терморегуляцией, проведении индукционного нагрева. Допустимо погружение детали в припой, который следует предварительно расплавить.
Для пайки алюминиевых проводов с изоляцией используют флюсы нескольких составов:
- тетрафторбората цинка и триэтаноламина;
- фторгидрата анилина и канифоли;
- триэтаноламина, фторбората кадмия, фторида аммония, канифоли.
Первый из них применяют при температуре, не превышающей 350 ℃; второй — 250 ℃; третий — 150 ℃.
Для пайки алюминия с медью, оцинкованным железом, некоторыми бронзами применяют флюс из растворенных в этиловом спирте двух компонентов: триэтаноламина и салициловой кислоты.
Паять алюминиевые изделия можно составами, содержащими высшие органические кислоты. Известна смесь из иодида титана, канифоли и капроновой кислоты.Применяется флюс, составленный из канифоли, бромида висмута и спирта; иодида титана, канифоли, капроновой кислоты. Температура использования таких композиций не превышает 450 °С.
Особенности высокотемпературного процесса
Популярен активный флюс с маркировкой Ф-34А. В его состав входят фторид натрия, хлориды лития, калия, цинка.
Флюс для плавки алюминия состав — Металлы, оборудование, инструкции
Алюминий – это особенный металл, пайка которого требует специальных знаний. На его поверхности легко образуется очень прочная оксидная пленка, плавящаяся при высоких температурах.
Сам металл плавится при 660 градусах, но у сплавов этот показатель может понижаться до 500 ℃ . При пайке есть опасность перегрева алюминиевого изделия, при котором он теряет свою прочность.
Дополнительная сложность процесса обусловлена низкой способностью алюминия к взаимному растворению. Полученное соединение может не иметь требуемых прочностных характеристик. Обеспечить хороший результат может грамотно выбранный флюс для пайки алюминия. Используют преимущественно активные марки.
Флюс для сварки алюминия
» Статьи » Флюс для сварки алюминия
Сварочное «искусство» в последнее время набирает огромные обороты развития. Появились новые методы сварки, которые вовсе не требуют вмешательства человека, и модернизируются старые и надежные способы ручной сварки. Если вам интересно узнать о сварке тонкого металла и об особенностях электродов для обеспечения сварочных процессов, то рекомендуем прочитать данную статью.
Аппараты для электрической дуговой сварки могут применяться, в том числе, и для резки металлических элементов и конструкций. Для получения лучших результатов рекомендуется использовать специальные электроды для резки металла, различающиеся по конструкции и используемым при их изготовлении материалам.
Расчет режима сварки довольно трудоемкий процесс. Однако эта статья поможет вам пошагово сделать его гораздо легче. Мы детально описали типы режимов расчета сварки в углекислом газе.
stalevarim.ru
Часто для сваривания алюминия используются аргонодуговое сваривание, которое известно прочностью и долговечностью изделий. Для проведения работ аргонодуговым сварочным аппаратом требуется использование газовой среды из инертных газов. В некоторых случаях производить сварочные работы с использованием газового баллона не получается, поэтому приходится пользоваться другими методами сваривания.
Наиболее подходящим методом сварки алюминия без газа является сваривание полуавтоматическим сварочным аппаратом с использованием присадочного материала – проволоки. Внутри специальной проволоки ля сварки алюминия находится флюс, который выполняет функцию инертного газа и предотвращает появление окиси.
Автоматическое сваривание алюминия производится по слою флюса, потому как нерасплавленный флюс имеет высокую электропроводность и нарушает стабильность сварочного процесса. Для того чтобы избежать протекания жидкого металла с другой стороны шва, требуется использовать формирующую прокладку. Сварочная дуга питается постоянным током обратной полярности.
Автоматическое сваривание производят под флюсом с помощью расщепленного электрода на постоянном токе обратной полярности или переменном токе. В некоторых случаях используются флюсы для сварки алюминия с пониженной электропроводностью, например керамического типа.
Для сплавов данного типа недопустимо наличие хлора натрия во флюсе, потому как из-за алюминия и магния происходит реакция восстановления натрия из флюса.При попадании в шов, натрий приводит к образованию в металле шва пористости, а также значительно снижает пластичность.
Нередко для работы используются керамические флюсы марок ЖА-64 и ЖА-64А, которые имеют низкую проводимость электроэнергии. Такие флюсы используются в некоторых случаях для проведения сварочных работ алюминия с помощью переменного или постоянного тока обратной полярности.
При подготовке деталей для сварки требуется производить профилирование свариваемых кромок, а также удалять поверхностные загрязнения с окислами. Обезжирить поверхность для сваривания можно с помощью органических растворителей или с помощью обработки материала в специальных ваннах со щелочным составом.
В качестве растворителя используется уайт-спирит, РС-1, РС-2 и технический ацетон. Обезжирив алюминиевый сплав и убрав с его поверхности оксидную пленку, можно начинать сваривание.
При удалении оксидной пленки стоит отметить, что ее можно удалять с помощью металлических щеток из проволоки. Диаметр ворса должен составлять 0,1 – 0,2 миллиметра, а в длину он должен быть не менее 30 мм.
После очистки кромок вновь требуется произвести обезжиривание с помощью растворителя. Очищенные детали могут дожидаться сваривания в течение 2 – 3 часов после очистки.
В больших производственных масштабах детали подвергаются травлению, что ускоряет рабочий процесс.
3g-svarka.ru
Газовая сварка алюминия и его сплавов
Газовая сварка алюминия — это хорошая альтернатива дорогой аргонно-дуговой сварке. Оборудование газовой сварки может быть аж в десять раз дешевле современного аргонно-дугового аппарата, с обеими функциями переменного и постоянного тока (подробнее о нём в этой статье).
И тем не менее качество шва может не намного уступать дорогому аргонно-дуговому аппарату. Алюминий и его сплавы хорошо свариваются газовой сваркой.
И даже всемирно признанный авторитет в обработке листового металла Ронн Ковель, в своих видео-уроках по изготовлению бензобаков для чёппера из алюминия, не смотря на наличие дорогого аргонно-дугового аппарата известной американской фирмы «Миллер Электрик», варит алюминиевый бензобак обыкновенной газовой горелкой.
Флюсы для плавления алюминия: химический состав

Газообразные и твердые флюсы играют важную роль в дегазации, удалении магния и флюсовании алюминия и его сплавов.
(Флюсы также применяются при пайке алюминия мягкими припоями и при пайке алюминия твердыми припоями).
Газы, инертные и активные, или твердый флюс гексахлорэтан могут применяться для удаления растворенных водорода и натрия.
Магний можно удалять продувкой хлором или обработкой флюсом, содержащим фторид алюминия.
Флюсы на основе смеси KCl-NaCl применяются в качестве покрывных, то есть для защиты алюминиевого расплава от окисления.
Чтобы извлечь алюминий из шлака применяют более активные флюсы, содержащие криолит или некоторые другие фториды. См. также Плавление алюминия: образование шлака