Гибка тонколистового металла
Как провести гибку металла в домашних условиях

Для того чтобы провести сгибание металлических листов на производстве дополнительная обработка заготовки не нужна. Для этого применяется специальное оборудование. Оно может различаться по конструкции и принципу действия. Гибка металла считается отдельным технологическим процессом, который требуют определённых навыков и знаний при выполнении.
Гибка металла
Виды гибочных станков
Перед тем как согнуть алюминиевый уголок стальную трубу или металлический лист, нужно выбрать оборудование для проведения работ. Гибка металла производится на разных видах станков:
- Ручные модели. Это оборудование для размещения в частных мастерских. Имеет небольшие габариты, не требует дополнительных навыков для проведения работ. С помощью ручных приспособлений можно сгибать металлические листы и детали небольшой толщины.
- Механические модели. Представляют собой конструкцию, которая приводится в действие энергией, передающейся от маховика. Изначально мастер должен этот элемент раскрутить.
- Гидравлические станки. В оборудовании установлен гидравлический цилиндр.
- Электромеханические агрегаты. Распространённые на производстве машины, которые работают за счёт электродвигателя. Он приводит в действие другие механизмы с помощью ремней и шестерней.
- Пневматические модели. Это конструкция, механизмы которой приводятся в действие пневмоцилиндрами.
- Электромагнитные машины. Для работы оборудования используются мощные электромагниты.
В продаже можно найти мобильные приспособления для сгибания металлических листов и деталей. Их используют в гаражах, частных домах, мастерских.
Принцип работы станков
При сгибании металлических деталей используется разнообразное оборудование. Это могут быть станки для гибки полос, труб, листов. Чтобы качественно выполнять работу, важно понимать, как работают те или иные механизмы.
Ручные листогибы
Предназначены для сгибания металлических листов. Различаются шириной рабочей поверхности, глубиной подачи заготовки. Порядок выполнения работ:
- Мастер прижимает лист металла с помощью специальной балки.
- С помощью гибочной балки лист сгибается до нужного угла.
- Заготовка отжимается и вытаскивается из станка.
На строительных площадках, в гаражах, мастерских удобнее использовать ручные листогибы, но они подходят только для сгибания металлических листов, толщина которых не превышает 2 мм.Ручной листогиб
Гидравлические листогибы
Это модернизированное оборудование, облегчающее труд рабочих благодаря использованию гидравлических цилиндров. Принцип действия оборудования:
- Жидкость, находящаяся в гидравлическом цилиндре, приводит в действие рабочий механизм. Она толкает плунжер, который изменяет положение поперечины с бойками.
- Лист под воздействием рабочей части станка начинает изгибаться.
Работа цилиндров позволяет выполнять работу точно и быстро.
Электромеханические листогибы
Принцип работы этого оборудования заключается в движении электрического привода. На основе таких станков изготавливаются листогибочные прессы. Листогибы, оборудованные электроприводом, бывают проходными и сквозными. С их помощью можно обрабатывать заготовки разной длины, высоты и ширины.
Гибка металла и ее основные способы
Не многие начинающие мастера знают, как согнуть профиль или металлическую трубу. Для этого важно знать технологии гибки различных заготовок.
В домашних условиях гнуть листовой металл можно с помощью ручных приспособлений. Перед тем как начать гибку листового металла своими руками нужно точно рассчитать размеры заготовки. Важно понимать, что длина детали, которая будет обрабатываться, должна быть больше, чем у готового изделия. Для расчёта используются готовые таблицы, которые можно найти в инженерных справочниках или интернете.
Гибка листового металла
в домашних условиях
Гибка металлических труб
При замене сантехники важно знать, как согнуть водопроводные и канализационные трубы в домашних условиях. Для этого применяется ручной или механизированный метод. Процесс изменения формы трубы представляет собой силовое воздействие на заготовку.
Чтобы согнуть трубу без разрывов и складок, применяется холодный и горячий метод. Первый вариант подходит для сгибания труб с небольшим диаметром. Трубы с большим диаметром изначально разогреваются для увеличения показателей пластичности.
Гибка металлопроката
Чтобы согнуть профиль, необходимо применять способ прокатки. В этом случае информации о том, как согнуть алюминиевый лист, недостаточно. Для этого используется профилегибочные станки. На них устанавливается до 5 валков. Чтобы было проще сгибать заготовки высокой прочности, может проводиться предварительный нагрев металла. В этом случае применяется ток высокой частоты.
Обслуживание оборудования и техника безопасности
При работе с промышленным оборудованием нужно соблюдать технику безопасности:
- Перед работой с сотрудниками проводится инструктаж.
- В механизированных станках для запуска рабочих механизмов применяется электронное управление. Таким образом снижается риск получения травмы при работе.
Важно периодически смазывать подвижные элементы машинным маслом, чтобы увеличить срок эксплуатации листогиба.
Станки для гибки металла, используются как на предприятиях, так и в частных мастерских. При выборе оборудования нужно учитывать размеры и толщину обрабатываемых заготовок. От этого зависит вид, размер и характеристики станка.
Подписывайтесь на канал, ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах!
Так же Вы можете посетить наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Гибка заготовок из тонколистового металла и проволоки
За операцией резания, обычно следует слесарная операция гибка.
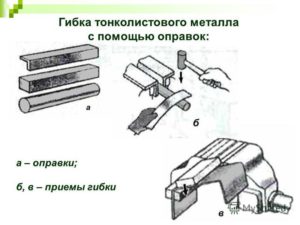
Основные приемы гибки тонколистового металла:
- Для работы применяется киянка — деревянный молоток.
- Вместо киянки работа может выполняться при помощи слесарного молотка и деревянного бруска. Деревянный брусок здесь применяется для того, что бы на заготовке не оставалось вмятин от ударов
- Гибку обычно производят в слесарных тисках. Если заготовку в тисках закрепить невозможно или деталь криволинейная (например кольцо), то используют оправки различной формы — круглые и прямоугольные металлические бруски и уголки.
- Для сгибания сложных форм или при изготовлении нескольких одинаковых заготовок можно использовать специальные приспособления
- Проволоку толщиной до 3 мм гнут при помощи плоскогубцев и круглогубцев. Плоскогубцы позволяют согнуть проволоку под определенным углом. А круглогубцы — придать ей криволинейную форму
- Толстую проволоку гнут в тисках. Для получения прямого угла на губки тисков накладывают стальные уголки и заготовку закрепляют между ними. Необходимо, что бы линия разметки совпадала с ребром уголка. Затем ударами молотка по участку проволоки вблизи уголков придают проволоке нужную форму
- Для изготовления колец используют оправку круглой формы. Сначала на нее производится намотка проволоки, для получения пружины. Затем пружину разрезают при помощи слесарной ножовки.
- Для изготовления изделий из проволоки сложной формы можно использовать простейшие приспособления — вбитые в доску по необходимому контуру гвозди.
- Надежно и правильно закрепляем заготовку в тисках
- Киянка и молоток должны быть с прочно насаженными ручками
- На руку, удерживающей заготовку должна быть надета рукавица
- Не держите руку, удерживающую заготовку, близко к месту сгиба
- Нельзя стоять за спиной работающего.
Виды и способы обработки различных материалов
Технологии ручной и машинной обработки древесины и древесных материалов.Технологии ручной и машинной обработки металлов и искусственных материалов
Page 3
Виды и способы обработки различных материалов Сферы производства. Профессиональная карьера и образование.Технологии исследовательской и опытнической деятельности.Ведение домашнего хозяйства. Ремонтные и строительные работы. Темы домашней экономики.
Page 4
С начала февраля возобновляются работы по созданию видеоблога на канале «Бородатый трудовик»
7 и 8 октября для 5-6 классов на Олимпийском портале olymp74.ru 7 и 8 октября для 7-8 классов на Олимпийском портале olymp74.ru (1 тур — теория) Не забываем принять участие!
Поздравляю всех с наступлением нового учебного года и напоминаю о соблюдении дисциплины в школьной мастерской: В мастерскую заходи с разрешения учителя. Сумку со школьными принадлежностями клади в отведенное для этого место. На рабочий стол положи только необходимые для урока школьные Читать дальше…
Нельзя представить себе современный город без высотных зданий. И наш Лего-город обойтись без них никак не смог. Ученики 5-7 классов на своих уроках технологии, разбившись на команды, постарались выстроить самую высокую башню. Помимо высоты башни учитывалась ее эстетика и устойчивость Читать дальше…Темой для творческой разминки стал «транспорт». Некоторые варианты достаточно интересны. Но есть и модели отличающиеся своей простотой и надежностью. Не обошлось без неожиданных решений. Один из видов транспорта и не транспорт вовсе, а береговой пост полиции. Но мы — за Читать дальше…
Ученики 6Г на урок получили задание «Городской пейзаж». Что из этого получилось — смотрите на фотографиях.
Собирать машинки из лего куда интересней, чем сортировать конструктор. Но 7А нашел выход и совместил приятное с полезным. Сначала была организована автомастерская, затем — выставка транспорта. И только потом — сортировка. Но все удалось. Отдельное спасибо Евгению и Санджару за Читать дальше…
Итак, проект Лего-города приносит свои первые результаты. Огромное спасибо Антонине Михайловне за первый взнос в строительство! Принесенный конструктор находиться в стадии сортировки. В ближайшее время начнем обновлять экспозицию в аквариуме. Специально для хранения деталей было приобретено 80 пластиковых контейнеров разных Читать дальше…
Проект «Лего-город» начал свое существование. В холле первого этажа выставлен в целях привлечения внимания первый, пробный экземпляр. Приглашаем всех присоединиться к нашему проекту. Если у вас есть конструктор Лего в который вы давно уже не играете, или он валяется по Читать дальше…
Вот и окончились импровизированные каникулы в виде двух недельного карантина. Работа в мастерских начата. В ближайших планах открытие лего-выставки и сбора лего-деталей для постройки большого Лего-города. С 29 февраля, в рамках проведения школьной недели технологии (с 29 февраля по 5 Читать дальше…
Услуги по гибке металла любой сложности

Профили, уголки, полки, кронштейны, корпуса и т.д…
Оставьте свои контакты,
И мы свяжемся с Вами в ближайшее время
ГИБКА ЛИСТОВОГО МЕТАЛЛА
Несмотря на широчайший ассортимент различных современных материалов и множество способов их обработки, лидирующую позицию по- прежнему занимают изделия, изготовленные из металла. В связи с этим услуги по гибке листового металла пользуются неизменным спросом.
Гибка листового металла — процесс изменения его исходного состояния путем деформации, в результате которой заготовке можно придать необходимую форму. Суть технологии заключается во внутреннем сжатии и поверхностном натяжении снаружи. Принято различать два варианта обработки:
- Ручная гибка металла. Производится при помощи молотка(киянки) и фиксирующих тисков, когда речь идет о листовом металле. Такой способ в основном актуален для домашних условий, или ограниченных производств с незначительными объемами производимых изделий.
- Механическая гибка металла. Применяется в условиях производства на высокотехнологичном оборудовании. Для работ с металлом используют станки, листогибочные прессы и вальцовочное оборудование. Гибку принято классифицировать на четыре типа:
- Угловая, или V-образная;
- Угловая, или П-образная;
- Многоугловая;
- Радиусная.
Помимо классификации процесс обработки металлических заготовок, разделяют на три вида.
- Панорамная деформация. В этом случае металл деформируют поступательным движением машины, натягивая верхней траверсой. Для проведения работ используются панорамировочные станки и гибочные установки.
- Завивка. Программируемое станочное оборудование продвигает верхнюю траверсу, выполняющую сгиб, особым типом панорамного хода. Такое оборудование не только направляют траверсу, но и устанавливают необходимый радиус.
- Штамповка. Название говорит само за себя. В процессе задействуются прессовочные аппараты: двухполозные горизонтальные, вертикальные с усиленным, или простым приводом.
Процесс сгибания листа проходит в три этапа:
- Упругое натяжение.
- Нейтральное состояние.
- Пластичное натяжение.
Ровные прямые заготовки чаще всего подвергают холодной обработке, с отсутствием нагрева. С применением нагрева разрабатывают детали, имеющие толщину от 12 до 16 мм и высокоуглеродистые стали, монопластичные металлы и титан.
Необходимо учесть, что для ограниченно пластичных металлов и сплавов, крайне важно принимать в расчет расположение внутренних волокон. В случае совпадения направления волокна металла с направлением перемещения оси заготовки, подлежащей сгибу, повреждение в процессе изготовления маловероятно.
В связи с вышеуказанным, для недопущения выбраковки изделий, принято учитывать следующие аспекты:
- Направление волокон материала, подлежащего обработке;
- Допустимый уровень деформирования, в зависимости от толщины заготовки;
- Показатели текучести металла;
- Допустимые расхождения с формой заданного конечного изделия.
При верном расчете всех параметров, наличие брака сводится к минимуму.
Мы производим гибку швеллеров, уголков, профилей, кронштейнов, планок, полок, корпусов и различных деталей.
Посмотреть еще изделия…
4 шага к реализации любой Вашей идеи
Постановка задачи
Вы присылаете чертеж, либо обсуждаем с вами задачу устно
Расчет стоимости
Вы получаете расчет с учетом оптимизации производства и цены
Проверка материалов и старт
Наши специалисты проверят чертеж на соответствие поставленным задачам и начнут работу
Начинаем работать
Заключаем договор и выполняем работу в железно установленные сроки
Для гибки листового Вам нужно отправить развертки в DXF — формате и спецификацию. Для гибки, сварки нужно отправить подробные чертежи, где имеются радиусы гибов.
Как правильно отправить развертки
- Форматы DWG или DXF, состоящие из векторных примитивов – линий и дуг.
- Замкнутость контуров;
- Цветовой оттенок, масса и тип — «По слою»;
- Масштаб модели DXF — 1 к 1.
- В DXF не имеется спрятанных разрывов, точек, 2-йных линий, коротких штрихов.
Будьте внимательны с 2-йными спрятанными линиями: резка металла произойдет дважды, вследствие чего цена соответственно увеличится в 2 раза. Это очень распространенная ошибка при неверном конвертировании.
- Отсутствие в DXF объектов, которые не подлежат резке (3D-полилинии, эллипсы, OLE-объекты и т.д…).
- Контур DXF не содержит различных точек или каких-либо линий, которые не входят в основной контур;
- Развертка любого изделия выполняется в отдельном файле DXF.
- Наименование файла DXF должно соответствовать имени детали. Желательно в названии файла указывать материал и кол-во (например-194201 Панель 2_Ст3_1мм_1шт).
Это значительно ускорит процесс формирования КП и защитит от ошибок.
Чертежи
Чтобы у наших специалистов по гибке металла в Москве не возникло лишних вопросов, мы просим соблюдать следующие условия:
- Вы можете прислать чертежи в любом читаемом виде — отсканированные или нарисованные.
- Они должны быть удобочитаемы и нести в себе всю необходимую технич. информацию: кол-во видов, требования и выбранный материал.
Спецификация
Спецификацию надо отправить в файле с расширением doc/docx (Microsoft Word) или xls/xlsx (Microsoft Excel). В ней должно быть название детали, выбранный материал, необходимая толщина и количество изделий. Будьте внимательны с качеством присылаемой документации, так как некачественные чертежи и тд… могут привести к браку продукции.
ПРЕИМУЩЕСТВА ГИБКИ МЕТАЛЛА
К основным преимуществам гибки металла следует относить:
- Экономичность в расходовании материала.
- Качество и эстетическая составляющая полученного изделия.
- Повышенная прочность, ввиду целостности и отсутствия мест стыковки.
- Сохранение первоначальной структуры материала, благодаря чему возрастает его износостойкость.
Компания»Металик» оказывает услуги по гибке металла любой сложности в Москве. Мы готовы выполнить заказы любого уровня сложности в кратчайшие сроки со скидкой от 9 рублей. Узнать цену гибки листового металла в Москве и московской области, вы можете оставив заявку на нашем сайте, или связавшись с нами по телефону.
Размер H Max ограничивается прижимами матрицы (болтовые скрепления).
Коэффициент нейтрального слоя — 0.4.
| S, мм | Радиус гиба, мм | Min h, мм | Max H, мм |
| 1 | 2,3 | 12 | 50 |
| 1.5 | 2,3 | 13 | 50 |
| 2 | 2,3 | 14 | 50 |
| 3 | 3,3 | 22 | 50 |
| S, мм | Радиус гиба, мм | Max «L» гиба, мм | Угол | Min полка |
| 0.5-1 | 2,3 | 3000 | 90 | 9 |
| 1.5-2.5 | 3,3; 3,8 | 3000 | 90 | 9 |
| 3 | 2,3 | 3000 | 90 | 17 |
| 4 | 5 | 3000 | 90 | 26 |
Цены на гибку металла
Цены, приведенные ниже — примерные, стоимость указана за 1 гиб. Точная цена рассчитывается на каждый заказ в отдельности.
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| До 500 мм | 1 | 17 руб. | 15 руб. | 13 руб. | 11 руб. | 9 руб. |
| 1.5 | 18 руб. | 16 руб. | 14 руб. | 12 руб. | 10 руб. | |
| 2 | 19 руб. | 17 руб. | 15 руб. | 13 руб. | 11 руб. | |
| 3 | 22 руб. | 19 руб. | 17 руб. | 15 руб. | 13 руб. | |
| 4 | 105 руб. | 94 руб. | 83 руб. | 74 руб. | 65 руб. | |
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| От 500 до 1500 мм | 1 | 25 руб. | 22 руб. | 19 руб. | 17 руб. | 15 руб. |
| 1.5 | 31 руб. | 27 руб. | 24 руб. | 20 руб. | 19 руб. | |
| 2 | 37 руб. | 32 руб. | 28 руб. | 24 руб. | 21 руб. | |
| 3 | 47 руб. | 41 руб. | 37 руб. | 32 руб. | 28 руб. | |
| 4 | 121 руб. | 108 руб. | 95 руб. | 85 руб. | 76 руб. | |
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| От 1500 до 3000 мм | 1 | 87 руб. | 77 руб. | 69 руб. | 61 руб. | 55 руб. |
| 1.5 | 91 руб. | 80 руб. | 72 руб. | 63 руб. | 56 руб. | |
| 2 | 94 руб. | 83 руб. | 74 руб. | 65 руб. | 57 руб. | |
| 3 | 118 руб. | 105 руб. | 94 руб. | 83 руб. | 74 руб. | |
| 4 | 161 руб. | 143 руб. | 127 руб. | 113 руб. | 100 руб. |
Гибка и гнутье листового металла различными способами и устройствами — Станок

23 Март 2019 Гибка листовой стали: особенности технологического процесса и преимущества данного способа обработки металла
Вопросы, рассмотренные в материале:
- В чем преимущества такого вида обработки металла как гибка
- Какие имеются способы гибки металла
- Какое существует оборудование для гибки листовой стали
- Какова последовательность операций при гибке листовой стали на заказ
Изделия из стали применяются во всех сферах жизни человека, начиная с промышленности и строительства и заканчивая бытом.
Чтобы стальной лист превратился, к примеру, в готовую деталь, его особым образом обрабатывают.
На первый взгляд обрезка, сверление, шлифовка и другие виды обработки кажутся простыми механическими действиями. Однако на самом деле они являются сложными технологическими процессами.
Для изготовления металлического предмета требуется специальное оборудование и определенные навыки. Чтобы создать изделие высокого качества, необходимо строго соблюдать технологию. В частности, особого мастерства и точности требует гибка листовой стали.
Что такое гибка металла и в чем ее преимущества
Гибкой листовой стали называется разновидность обработки, при которой изделию придается желаемая форма. Результат достигается за счет того, что верхний слой материала растягивается, а внутренний – сжимается.
Существуют разные способы, с помощью которых можно сгибать металлический лист и менять его внешний вид. Технология позволяет за короткий срок получить качественный и прочный предмет необходимой формы. Можно выделить две разновидности технологического процесса, при котором делают гибку:
- Сгибание листовой стали вручную.
- Механическая обработка.
В первом случае применяются различные слесарно-монтажные инструменты (молоток, тиски, плоскогубцы и пр.), во втором – промышленное оборудование.
Ручную гибку листового металла можно выполнять, когда его ширина меньше 0,6 мм. В противном случае потребуются специальные станки: листогибочный пресс, вальцы, роликовый гибочный станок.
Металл видоизменяют не только сгибанием, но и другими методами – скручиванием, сваркой.
С последней часто сравнивают гибку, поскольку одно изделие можно изготовить двумя способами: согнуть сталь под нужным углом или соединить между собой отдельные детали сварочным оборудованием.Однако если делать гибку, то процесс пройдет быстрее и проще. Именно в этом заключается основное преимущество первой технологии перед второй.
Другие аргументы в пользу того, чтобы для обработки листовой стали применять гибку:
- С помощью данного способа получается более качественное, прочное и долговечное изделие. Участки металла в местах сгибания остаются герметичными, поэтому предмет будет более устойчивым к механическому воздействию.
- Стоимость работ ниже, чем при сварке.
- Гибку выполняют за короткий промежуток времени.
- Если материал сгибается прессованием, то исключается риск появления повреждений. Технология позволяет получать желаемую форму без ущерба для качества. Сохраняются высокие технические характеристики изделия, в частности, прочность.
- Гибку листовой стали используют, чтобы исключить любые изменения физических или химических свойств сплава, поскольку не происходит какого-либо существенного вмешательства в состав.
- С помощью технологии можно изготовить ровные, бесшовные, аккуратные детали.
Перечисленные достоинства подтверждают, что для получения качественной и прочной металлической заготовки лучшие выполнять гибку листовой стали.
Способы гибки металла
Классификация видов сгибания металла:
- По виду конечного профиля.
Изделие может быть с одним углом (L), двумя (П) или несколькими (если металл пластичен). В последнем случае многоугловую гибку делают без нагревания материала.
Возможна гибка листовой стали по радиусу, при которой материал загибают на заготовке. Подобным образом изготавливают петли, оцинкованные хомуты и т. д.
- По способу деформации (характеру усилия).
Гибку можно делать свободной – профиль располагается между двумя опорными конструкциями, а на центральную точку происходит воздействие с усилием, в результате чего материал сгибается.
Возможно сгибать листовой металл с калибрующим ударом. В данном случае под заготовку кладется подпружиненная опора, которая вместе со стальным листом перемещается вниз.
Бывает, что последний метод упрощают – в конце рабочего хода гибочного станка изделие жестко чеканится.
- По количеству переходов.
На частоту переходов влияет такое свойство металла, как пластичность. Металлическое изделие без нагревания может сгибаться до угла, равного 120° (без образования трещин).
Если предполагается более интенсивное формообразование, то выполняют гибку с двумя или тремя переходами.
Если листовой материал отличается низкой пластичностью, то участки между переходами подвергаются термической обработке (отжиг).
- По способу сгибания.
Процесс может выполняться с помощью оборудования, на котором осуществляются возвратно-поступательные или вращательные движения.
В первом варианте используется гидравлический горизонтально-гибочный станок (кузнечный бульдозер), если давление происходит по горизонтали, либо механический листосгиб – если по вертикали.
Второй способ – когда гибку листовой стали производят на ротационных машинах, где деформация происходит между вращающимися валками.
Сгибание металла выполняется в холодном состоянии, поскольку для формообразования не требуются особые усилия. Исключение составляют сплавы, при которых необходима термическая обработка. С нагреванием происходит гибка листовой стали толщиной в 12–16 мм с большим процентом углерода, дюрмалюмина, титана и пр.
Нередко подобную гибку совмещают с другими видами механической обработки: резкой, вырубкой, пробивкой. Для изготовления сложных объемных изделий производится штамповка. Более редким случаем сгибания металла является растяжение для производства узкой вытянутой заготовки с большим диаметром.
Как происходит процесс гибки листовой стали
Технология формообразования деталей из листовой стали заключается в том, что между двумя участками листа образуется угол (градус строго задан), для расчета которого используются специальные автоматизированные программы.
Важно понимать, что при сгибании материал деформируется до определенного предела, который индивидуален для каждого металла или сплава. Важно, чтобы процесс изготовления заготовки соответствовал требованиям ГОСТа гибки листовой стали.
На степень деформации влияют следующие параметры:
- Толщина металла
- Угол загиба.
- Пластичность и хрупкость материала.Технологические особенности процесса.
Для того чтобы выполнять гибку листовой стали без брака, используются промышленные листогибочные станки. Необходимо строго соблюдать особенности технологии, чтобы готовые изделия получились качественными. Любые отклонения могут привести к образованию дефектов, что скажется на качестве и прочности уже готовой металлической конструкции.
Промышленное оборудование позволяет выполнять гибку стального листа любой толщины. При этом, чтобы деформация была пластичной, достаточно только правильно рассчитать создаваемое оборудованием напряжение.
Оборудование для гибки листовой стали
На сегодняшний день существуют различные гибочные машины. Самые простые из них подходят для изготовления уголков, каркасных профилей и пр. Более усложненные, используемые в промышленных масштабах, делятся на несколько видов:
- Ротационный листосгиб – станок, в котором происходит вращение нескольких валков, в результате чего заготовке придается округлая форма. При подобной гибке металл помещается между валками, затем перемещается между ними, приобретая необходимый изгиб. Вращение может осуществляться как вручную, так и с помощью гидравлики.
- Листосгиб с поворотными балками – станок состоит из прижимной балки и двух плит, неподвижной и поворотной. Оборудование подходит для изготовления небольших и несложных заготовок из листовой стали.
- Пневматические и гидравлические прессы (второй вариант встречается чаще). Используются на мелкосерийном производстве, когда делают гибку листовой нержавеющей стали или иных сплавов. Деталь, которая подлежит сгибанию, размещается между матрицей и пуансоном. Аппарат подходит для формообразования материалов даже с большой толщиной.
Наиболее современным оборудованием считается ротационная машина, на которой гибку выполняют в автоматическом режиме. Благодаря этой возможности нет необходимости в расчете прилагаемого усилия.
Листосгибы с поворотными балками также автоматизированы: работнику необходимо лишь правильно расположить лист на оборудовании. Подобные машины часто эксплуатируются на небольших производственных предприятиях.
Особенности гибки нержавеющей листовой стали
Нержавеющая сталь получила название благодаря своей устойчивости к коррозии. Это свойство обеспечивается сочетанием нескольких элементов, которые являются легирующими, то есть улучшающими качества основного материала.
Помимо стойкости к разрушению от ржавчины, примеси добавляют сплаву и другие качества: прочность, пластичность и пр. Существует несколько разновидностей нержавеющей стали.
Поэтому прежде чем выполнять гибку, нужно узнать состав сплава.
Перед тем как согнуть лист, его разрезают – применяется лазерная, водно-абразивная резка и пр. С помощью резки создается плоская раскатка будущего изделия.
Для формообразования лист подвергается сгибанию под заданные параметры. Обработка нержавеющей листовой стали происходит по тому же принципу, что и в случае с другими сплавами.
Как уже было сказано, гибку производят на специальных автоматизированных или механизированных листогибах – станках, прессах и пр. Обычно металл сгибается в холодном состоянии.Однако если есть риск того, что заготовка будет повреждена, то происходит гибка листовой стали с предварительным нагревом.
В последние годы благодаря автоматизации процесса гибки стали предприятие получает следующие преимущества:
- Увеличивается объем выпускаемых изделий.
- Снижается себестоимость производства.
- Повышается качество готовой продукции.
- Уменьшается количество дефектных деталей.
Для производства изделия достаточно настроить специальную компьютерную программу, и она в автономном режиме будет выполнять все стадии производства практически без участия рабочего персонала.
Последовательность операций при гибке листовой стали на заказ
Гибку листовой стали начинают с разработки технологического процесса, который предполагает несколько этапов:
- Анализ конструкции изделия.
- Расчет усилия и работы процесса.
- Подбор типоразмера производственного оборудования.
- Подготовка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Оформление проекта технологической оснастки.
Перед тем как выполнять гибку, листовой материал изучается на соответствие его возможностей заданным требованиям. Этот этап позволяет определить, что металл подходит для штамповки по параметрам, заданным по чертежу готовой детали. Изучаются следующие свойства:
- Пластичность, то есть способность материала деформироваться под заданные условия без разрушения. В том случае, если металл или сплав малопластичен, производится несколько переходов и термическая обработка (отжиг).
- Возможность загиба под нужный угол или радиус без образования трещин в местах деформации.
- Риск искажения заготовки при гибке изделия со сложным контуром, если воздействие происходит с большим давлением.
Если по результатам анализа выясняется, что металл не соответствует требованиям, то принимается одно из следующих решений:
- Выбирается более пластичный металл или сплав.
- Перед тем как производить гибку, материал подвергается термической обработке.
- Заготовка нагревается до нужной температуры.
Технологический процесс формообразования требует некоторых предварительных расчетов, в частности, таких показателей, как угол сгибания, радиус сгибания, угол пружинения.
Радиус гибки листового материала рассчитывают на основании того, насколько пластичен металл, каково соотношение размера и скорости выполнения деформации. Чем ниже минимальный радиус, тем меньше первоначальная толщина листа.
Уменьшение толщины называется утонение, коэффициент которого показывает, насколько меньше станет толщина заготовки. Если при расчетах выясняется, что показатель выше критичного, то используется листовое изделие с большей толщиной.
Минимальный радиус зависит от таких свойств стали, как пластичность, толщина листа, расположение волокон в сплаве.
Если выполнять гибку металла, у которого небольшой радиус гиба, то возможна деформация верхнего слоя металлопроката, в результате чего пострадает качество уже готового изделия.
По этой причине минимальные радиусы следует рассчитывать по наибольшим деформациям крайних частей заготовки, исходя из относительного сужения материала, который видоизменяется.
Пружинение при гибке рассчитывается на основе фактических углов пружинения. При сгибании стали необходимо принимать в расчет и усилия, которые прикладываются для деформации заготовки.
Силовые показатели зависят от того, насколько пластичен металл и какова интенсивность его упрочнения при гибке. Как только прокатка завершается, материал приобретает свойство анизотропии, то есть меняются его физические свойства в зависимости от направления прокатки.
Проще говоря, если сгибать профиль вдоль волокон, то вероятность образования трещины в местах деформации снижается.Чтобы точность расчетов силовых показателей была высокой, необходимо учесть, как именно профиль будет деформироваться. Возможны два варианта:
- С изгибающим элементом, то есть лист размещается между фиксаторами и сгибается.
- С усилием – на финальной стадии технологического процесса изделие опирается на рабочую поверхность матрицы.
Первая технология применяется, чтобы изготавливать детали с меньшими энергозатратами, вторая – при производстве деталей со сложным контуром.
Гибку листовой стали производят для формообразования практически любых сплавов, независимо от того, присутствуют в них легирующие примеси или нет. В этом заключается основное преимущество технологии перед другими методами обработки металла. Исключение составляют лишь материалы с повышенной хрупкостью и склонностью к деформации.
Гибка тонколистового металла

ООО «ДЗПП» предоставляет услуги по гибке тонколистового металла, в том числе с предварительной подготовкой рабочих чертежей. Такой материал имеет толщину до 2 мм, пластичен, легко поддается обработке. Мы осуществляем следующие виды гибки металла:
- одноугловую (v-образную);
- двухугловую (п-образную);
- многоугловую;
- радиусную (для получения хомутов, петель, желобов и т. п.).
Гибка тонколистового металла производится в холодном состоянии, так как для деформации материала требуется совсем немного усилий. Она может сочетаться с другими видами обработки. Например, с резкой, пробивкой, вырубкой и рядом дополнительных операций.
В производстве сложных объемных деталей, наряду с гибкой, часто используются штампы для металла, рассчитанные на несколько переходов. Они позволяют изготовить большое количество одинаковых элементов в течение короткого времени.
Для получения длинных и узких деталей с большим радиусом используется гибка с растяжением.
Наличие собственной
производственной базы Высокий технический
уровень производства Максимально короткие
сроки исполнения заказов Круглосуточный режим
работы производственных цехов
Стоимость работ определяется индивидуально для каждого заказа. На ее величину влияют следующие факторы:
- вид металла (сталь, медь, алюминий);
- толщина листа;
- сложность работы (один или более гибов);
- наличие дополнительных операций по металлу.
Вы можете заказать предварительный расчет стоимости, заполнив заявку на нашем сайте. За дополнительной информацией обращайтесь к специалистам ООО «ДЗПП». Контактный телефон и другие каналы связи указаны на сайте.
Как мы работаем
При получении заказа на гибку тонких листов металла производится разработка технического задания. Она состоит из следующих этапов:
- анализа конструкции конечной детали;
- расчета оптимального усилия гибки;
- подбора оборудования;
- разработки чертежа;
- расчета переходов деформирования;
- выбора технологической оснастки.
Использующееся оборудование
Листогибочные машины, которые применяются в ООО «ДЗПП», несколько отличаются от стандартных станков. Они имеют пониженную рабочую скорость, увеличенные габариты рабочего пространства, сравнительно малую энергоемкость.
Для гибки металла мы используем вертикальные листогибочные станки с ЧПУ: AMADA, FINN-POWER, SMALL. Они оснащены гидравлическими прессами, позволяющими работать с тонкими листами.
К преимуществам листогибов с ЧПУ относятся:
- высокая точность работы. Все параметры задаются и поддерживаются автоматически, путем введения соответствующей программы. Это позволяет за короткое время изготовить нужное количество деталей заданной формы и размеров;
- быстрая переоснастка. Для перехода на производство деталей с иными параметрами достаточно воспользоваться другими данными, которые хранятся в памяти оборудования. Даже физическая замена пуансона или матрицы занимает совсем мало времени.
Виды гибки тонколистового металла
Воздушная
Она еще называется свободной. Применение такой технологии предполагает, что между листом металла и стенками v-образной матрицы имеется воздушный зазор. Такая технология является наиболее распространенной. К ее преимуществам относятся:
- универсальность. Воздушная гибка позволяет согнуть тонкий лист металла в широких пределах – от угла раскрытия матрицы (например, 86°) до 180°;
- практичность. Такая технология позволяет изготавливать детали с разнонаправленными гибами и плотно прилегающими или стыкующимися полками.
Процесс осуществляется в несколько этапов. Заготовка раскраивается и размечается, после чего ее закрепляют в листогибочном прессе между матрицей и пуансоном. Последний, двигаясь вниз, вдавливает лист металла в нижний гибочный инструмент, придавая ему требуемую конфигурацию.
Такая технология представляет собой гибку по трем точкам. Лист металла контактирует с линией гиба и краями матрицы, не соприкасаясь с ее стенками. Воздушная гибка обычно применяется для листов 1,25–2,0 мм.
Если металл имеет меньшую толщину, рекомендуется выбрать технологию калибровки.
Калибровка
Такая технология выбирается, если высокая точность угла является принципиальной, а также при толщине листа до 1,0–1,2 мм. Операция гибки в этом случае выглядит следующим образом:
- лист металла крепится на станке;
- пуансон плотно прижимает заготовку к стенкам матрицы;
- полученная деталь некоторое время выдерживается под давлением.
Угол, который получается при этом, точно соответствует размерам оснастки. Для работы с другими заготовками требуется замена матрицы и пуансона. Калибровочная технология будет целесообразной, если внутренний радиус гиба листа равен его толщине.