Новые виды сварки металла
Основные виды сварки

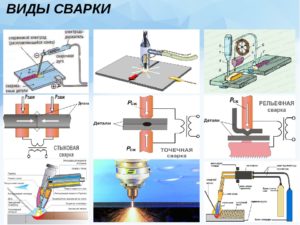
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают.
Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами.
Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный.
Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой.
Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна.
Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
ММА
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако.
Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него.
Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:
Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
TIG
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто.
(А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем.
Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла.
Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла.
Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS).Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой.
Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги.
А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки.
Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
Новые виды сварки металла

Итак, инверторная сварка,- что это? По сути, инверторная сварка является процессом, в котором используется схема, система или некий прибор, задача которого заключается в создании переменного напряжения при использовании источника постоянного тока.
Инверторная сварка
В общую схему такого сварочного аппарата включается сетевой фильтр, сетевой выпрямитель, частотный преобразователь, высокочастотный трансформатор, силовой выпрямитель и управляющая система.
Естественно, чтобы осуществлять сварку металлических конструкций, не достаточно только сварочного аппарата, потребуется пользоваться еще различными аксессуарами – маской, держателями и, естественно, электродами. Осуществление сварки без электродов просто невозможно. В процессе инверторной сварки пользуются тремя типами электродов – углеродистыми, легированными и высоколегированными.
Основные достоинства сварочных работ с использованием инверторного аппарата таковы:
- розжиг осуществляется легко и быстро, дуга горит устойчиво и обладает хорошей эластичностью;
- высокое качество сварного шва;
- невысокие энергетические затраты при работе;
- достаточно хороший КПД;
- перепады напряжения питания не сказываются на качественных параметрах сварочных соединений;
- данные аппараты легкие и мобильные.
Естественно, как и у любого процесса, у инверторной сварки имеются и свои минусы: сварочные аппараты инверторного типа, как и любые сложные электронные приборы, сильно подвержены влиянию воды, пыли и морозов. По этой причине, аппараты такого типа должны храниться в помещении, обеспечивающем требуемые параметры сухости и теплоты.
Еще одним важным моментом является уход за сварочным аппаратом, периодически будет требоваться открытие корпуса и продувка компонентов прибора при помощи сжатого воздуха.
Аргоновая сварка
Аргоновая сварка является одним из видов сварочных работ, позволяющих производить сваривание сложных и тугоплавких металлов. При помощи этого метода сварки, часто варят алюминий и другие металлы, у которых происходит процесс окисления взаимодействия с воздухом.
Аргоновую сварку чаще всего применяют в такой отрасли как автомобильная промышленность, во время ремонта различных узлов автомобиля, сделанных из алюминия. Кроме этого, аргоновую сварку используют в металлургической отрасли, к примеру, чтобы осуществлять горячую обработку титана, тантала, ниобия, бериллия, циркония, гафния, вольфрама, урана, тория и чтобы обрабатывать щелочные металлы.
Применение аргона как газа – достаточно распространенная практика, к примеру, электрические лампочки тоже его содержат.
Аргоновая сварка — это достаточно сложный процесс, для осуществления которого требуется высокая квалификация и современное оборудование. Однако, и результат данного процесса на уровне – швы получаются ровными, бывает, что почти незаметные, и в то время очень прочные.Аргонно-дуговую сварку осуществляют, применяя для этого вольфрамовые электроды и керамическое сопло. Именно по этому соплу на место сварки и поставляется аргон, которые не дает металлу вступить в контакт с атмосферой. А это в свою очередь препятствует окислению металла и обеспечивает выполнение прочного сварного шва.
Аргоновую сварку можно разделить на два вида: на ручную сварку и автоматическую
Так чем же хороша аргонно-дуговая резка и сварка металлических конструкций? Для начала, стоит отметить, что в связи с тем, что при данном процессе используется современное оборудование, время работы значительно уменьшается. Помимо этого, аргоновая струя в процессе сварочных работ кроме защиты металла от влияния воздуха еще и сдувает все лишнее и не нужное.
Ну и последнее, но самое главное, данный вид сварочных работ является очень экономичным. Это связано с тем, что при помощи аргона электрическая дуга сжимается и концентрируется в узкой области. По этой причине, имея сравнительно небольшие затраты электроэнергии, можно добить температуры зоны резки порядка 4000…6000°C.
Аргонно-дуговая сварка
Если вам потребовалось сварить стальную конструкцию, то вы, недолго думая, возьмете в руки сварочный аппарат и без труда справитесь с этой задачей. Но что делать, если сварочные работы требуется произвести, к примеру, для алюминиевой конструкции? Тут-то вам и поможет аргонно-дуговая сварка.
Аргонодуговая сварка является сваркой при помощи электрической дуги в инертной аргоновой среде. Для данной сварки могут использовать плавящиеся или неплавящиеся электроды. Как неплавящимся электродом, чаще всего пользуются вольфрамовым электродом.
Горение дуги происходит от свариваемого изделия до неплавящегося электрода (как уже говорилось, скорее всего, вольфрамового). Крепеж электрода производиться к горелке, по соплу которой производиться подача защитного газа. Подача присадочного материала производиться к зоне дуги из вне, в электрической цепи не включается.
Аргоновый сварку могут производить в ручном режиме, когда управление горелкой и присадочным прутком производит сварщик, и в автоматическом режиме, когда перемещение горелки и присадочной проволоки производиться без помощи рабочего.
При сварке неплавящимся электродом, в отличие от сваривания при помощи плавящегося электрода, во время розжига дуги электрод не прикасается к изделию по таким причинам. Для начала, у аргона имеется высокий потенциал ионизации, по этой причине ионизация дугового промежутка при помощи искры от электрода к изделию – это достаточно сложная задача.
Для случая с аргоновой сваркой при помощи плавящегося электрода после касания проволокой детали, зона дуги насыщается парами металла, которые обладают потенциалом ионизации почти в три раза ниже, чем имеет аргон, в результате чего разжигается дуга.
Новые технологии сварки металлов

Современная цивилизация многим обязана процессу сварки. Без сварочных элементов мы не получили бы транспорта, огромных строений, технологических конструкций, мобильных телефонов и пр.
Несмотря на то, что этот физический процесс применяется много столетий, он не останавливает своего прогресса.
Учёные многих стран продолжают исследовать и совершенствовать сварочные механизмы, применять новые приёмы и производить революционные открытия в этой сфере.
Новые технологии позволяют добиться более совершенного результата с использованием минимальных ресурсов. Разработки, появляющиеся ежегодно, делают возможным сварку тех материалов, которые раньше оставались за границами данной технологии.
Основные инновационные направления
Все разработки в данной области направлены на то, чтобы улучшить основные показатели процесса с наименьшими затратами:
- снижение коррозии и коробления металлов во время эксплуатации;
- повышение скорости выполнения сварочного процесса;
- облегчение зачистки мест соединения или обеспечение отсутствия такой необходимости;
- минимальный расход материалов;
- облегчённое и упрощенное управление процессом;
- способность соединения самых тонких листов металла различных марок.
Портативные аппараты
Такие типы сварочных аппаратов позволили вывести сварку на новый – бытовой — уровень. Если до изобретения портативных устройств подобные работы выполнялись преимущественно профессионалами с высокой квалификацией, то портативная техника позволила применять их и дома.
Современные сварочные аппараты
Во-первых, такие аппараты очень лёгкие по весу, в связи с чем их удобно транспортировать. Во-вторых, производители снабдили их полным готовым для использования комплектом, не забыв о системе подачи электродов (проволоки весом до 10 кг).
Главным усовершенствованием можно считать то, что в аппарат вмонтирована система цифрового управления. На дисплее каждый может указать основные параметры сварки: диаметр закладываемой проволоки, тип газа и т.д. На основании введённых данных портативный аппарат самостоятельно настраивается и выполняет сварку на достаточном для непроизводственных сварных швов уровне.
Усовершенствованные горелки
Самым примитивным звеном во время сварки считается газовая горелка, но даже небольшие изменения этого элемента позволили значительно улучшить качество выполняемой работы. Современные конструкции горелок производят не только из новых материалов, но имеют другой диаметр выходного отверстия, которое способно работать с нестандартными температурами и создавать необходимое давление.
Предлагаемые учёными газовые горелки стали безредукторными и высокодинамичными, при помощи их даже во время продолжительного процесса на самых высоких температурах можно получить идеально ровное пламя, в котором не будут появляться факелы, вспышки и хлопки. Из-за таких инноваций работа сварщика не требует частых остановок, что позволяет выполнить больший объём работ за то же самое время.
Разработаны агрегаты с многочисленными соплами, которые используются для соединения труб большого диаметра. Ширина пламени при использовании линейных горелок может достигать нескольких метров. Эта технология часто применяется для соединения деталей под водой или в воздухе, где существует острая необходимость в резком сокращении времени выполнения работ.
Гибридная лазерная технология
Такой способ был разработан для автомобилестроения, но нашёл применение и в других промышленных отраслях. Гибридный лазер используют для получения качественных швов при соединении тугоплавких сортов стали при совмещении с диоксидом углерода. Это позволяет получить идеальные сварные швы при точном управлении мощности лазерного излучения в пределах 1,5 – 4,0 кВт.
Ещё одной особенностью, присущей гибридной лазерной технологии, является высочайшая скорость плавящегося электрода и выполняемых работ – от 40 до 450 м/час. С такими же показателями можно обрабатывать тончайшие листы, изготовленные из автомобильной стали, что стало причиной финансовой поддержки и усовершенствования этой разработки ведущими автомобильными корпорациями.
Двухдуговая сварка
Такая методика была разработана для крупногабаритных конструкций, в изготовлении которых задействованы толстые листы закаливающейся стали таких марок как 30ХГСА. Способ основан на том, что при двухдуговом воздействии одномоментно применяются проволоки двух разных типов, имеющие в составе легирующие (сверхпрочные) компоненты. Диаметр таких электродов – 5 мм.
Для обеспечения устойчивого горения дуги при двухдуговой сварке необходим керамический флюс, созданный на основе керамики марки АНК-51А. Именно с керамическим флюсом данный способ показывает самый высокий результат и формирование идеальной сварной поверхности.
Щадящая методика
Для определённых работ была разработана новая щадящая технология, которая очень высокорезультативна, но отличается низкой себестоимостью.
Во время процесса применяют специальные смеси защитных газов: диоксид углерода в соединении с аргоном или смесь аргона, диоксида углерода и кислорода.
По сравнению с традиционным применением обособленного диоксида углерода, получаемый шов выходит более гладким и безупречным.
Ещё одним позитивным моментом является значительное удешевление сварочного процесса: на равный объём выполненных соединений расходуется меньшее количество проволочных электродов. Экономия составляет около 20%, что в промышленных масштабах представляет собой значительную сумму.Кроме того, во время сварочного процесса переход к деталям, поддающимся сварке, становится очень постепенным и плавным.
Профессиональные сварщики, которые были задействованы в начальных тестах щадящей методики, подчеркнули, что разбрызгивание электродных металлов при многокомпонентной смеси газов значительно уменьшается.
Двухкомпонентная методика
Этот новый метод, который получил широкое распространение в развитых странах за короткий промежуток времени, обязан своим появлением запуску новых скоростных составов на железных дорогах.
Двухкомпонентная технология является модифицированным вариантом литьевого способа.
Она разрешила достичь результатов, которые раньше считались взаимоисключающими: обеспечить высочайшую пластичность шовного соединения, не ухудшив при этом износоустойчивость металла в месте сварного шва.
Технически двухкомпонентная методика выполняется сложно, поскольку требует особой подготовки: на месте проведения работ должна быть расплавленная сталь, которая аккуратно помещается в жидком виде в зазор между рельсами. Для того, чтобы придать соединению внушительную вязкость, применяется плавка с низколегированными компонентами.
Износостойкость увеличивается посредством использования керамических флюсов, которые позволяют после заполнения сварного стыка вывести легирующие добавки из процесса.
Керамика разрушается под действием высокой температуры, а добавки, укрепляющие соединение, застывают на поверхности, обеспечивая длительную эксплуатацию без трещин и деформаций.
Орбитальная аргонодуговая технология
Эта технология нашла применение в аэрокосмической отрасли, в автомобилестроении и полупроводниковой промышленности. Такая методика является высокоспецифичной и применяется для объектов со сложным конструктивным контуром. Впервые она была разработана 50 лет назад, но её значительно усовершенствовали, применив вольфрамовый электрод.
Главным преимуществом орбитальной аргонодуговой вольфрамовой сварки является то, что расход активирующего флюса при таком методе рекордно низкий: на 1 м сварного шва расходуется всего 1г флюса.
Это делает возможным проводить процесс при пониженном токе, что уменьшает не только объём, но и вес сварочной ванны.
При этом качество соединения регулируется в режиме реального времени посредством корректировки давления дуги.Такой методикой успешно пользуются при необходимости соединить жаропрочные, высокопрочные сплавы, углеродистые стали, титан, медь и никель.
Технология СМТ
Эта методика основана на холодном переносе металлов. Когда говорят о холодном переносе, в виду не имеют реально низкую температуру, просто она значительно ниже, чем при классических вариантах.
Главное отличие заключается в том, что заготовки и зона будущего шва не прогреваются до максимальных значений, поэтому тепловложение в области обработки в разы уменьшается.
Из-за того, что металл точечно не перегревается, не происходит сильная деформация.
Работа электрода основана на контролируемом коротком замыкании, которое прекращается быстрым отодвиганием проволоки из зоны действия разряда и быстрого повторного его возвращения (до 70 раз в секунду).
Применение СМТ-сварки осуществляется через автоматизированные системы, которые дают очень однородные и качественные швы на местах соединения оцинкованных или стальных листов с алюминиевыми сплавами.
В данном случае сварка ведётся короткозамкнутой дугой с систематическими прерываниями. В результате такой системы шов атакуется горячими и холодными импульсами, что позволяет снизить давление в районе вхождения дуги. По такому же принципу снижается разбрызгивание при переносе металлов.
Таким образом, при помощи СМТ-сварки был достигнут стандарт, который ранее считался только теоретическим. Это стало возможным из-за контроля короткого замыкания и полного отсутствия разноса брызг, что резко снижает необходимость послесварочной механической обработки.
Плазменная сварка
Этот метод делает возможной сварку металлов разной толщины, начиная от самых тонких листов и заканчивая глубиной шва до 20 см. Плазменная технология позволяет одновременно с выполнением сварочных работ производить резку.
В основе плазменного метода находится ионизированный газ, который полностью заполняет пространство между двумя электродами. Именно через этот газ проходит электрическая дуга определённой мощности, обеспечивая очень сильный эффект.
Использование плазменного генератора представляет собой сложный процесс, требующий высокого профессионализма и профессиональных навыков, поэтому использовать его в бытовых целях не получится. Внутри генератора возникает многофункциональная сварочная система, которая может использоваться в узкоспециализированных сферах.
Технология компьютерного моделирования
Самое современное направление в сварочных технологиях по праву отводится компьютерному моделированию. Оно одинаково целесообразно для выполнения соединений самых мелких деталей со сложными контурами и для масштабных работ, где необходимо управление огромными площадями и множеством сварочных аппаратов.
Если раньше объёмные работы выполнялись при использовании многих аппаратов или целым сварочным комплексом, то компьютерное моделирование позволяет иметь одну функциональную единицу с разветвлённой периферией, оснащённой множеством горелок и насадок.
Полная автоматизация позволяет внедрять принципиально новые способы сварочных работ, которые недоступны для большинства сварщиков.
Сами сварщики в таком случае функционально превращаются в операторов, задающих компьютеру все необходимые параметры, на основании которых программа задаёт оптимальные значения и контролирует процесс.Такой подход значительно повышает результат выполняемой работы.
Компьютерное моделирование сварочного процесса
Новые технологии вывели сварку на совершенно новый уровень, который позволяет выполнять сварочный процесс в рекордные сроки с минимальными трудозатратами и максимальным результатом.
В то же время, прогресс не стоит на месте, поэтому вполне возможно, что в ближайшем будущем появятся системы, которые будут работать автономно, практически без участия людей.
Разработки подобных проектов уже ведутся, и в том случае, если испытания увенчаются успехом, скоро человечество сможет получить новые масштабы и концепции сварочных производств.
Современные и классические сварочные технологии

Сварка — одно из важнейших ремесел для человека. С помощью сварочных технологий нам удается создавать по-настоящему удивительные вещи: от простейших бытовых приборов до космических ракет. В этой статье мы расскажем, как происходит сварка, какие существуют виды сварки и их краткая характеристика.
Общая информация
Что такое сварка? Каковы основы сварки? Эти вопросы задаю многие начинающие умельцы. По сути своей, сварка — это процесс соединения разных металлов. Соединение (его также называют швом) формируется на межатомном уровне с помощью нагрева или механической деформации.
Теория сварки металлов очень обширна и невозможно в рамках одной статьи описать все нюансы. Также как невозможно описать все способы сварки металлов, поскольку на данный момент способов около сотни. Но мы постараемся кратко классифицировать методы сварки, чтобы новички не запутались.
Итак, на данный момент возможна термическая, термомеханическая и полностью механическая сварка деталей из металла или других материалов (например, пластика или стекла). При выборе способа сварки учитывается каждый нюанс: толщина деталей, их состав, условия работы и прочее. От этого зависит технология сварки металла.
Термическая сварка — это процесс соединения деталей только с помощью высоких температур. Металл плавится, образуется надежное сварное соединение. К термическим методам относится, например, дуговая и газовая сварка (о них мы поговорим позже).
Термомеханическая сварка — это процесс соединения деталей с помощью высоких температур и механического воздействия, например, давления. К такому типу принадлежит контактная сварка. Деталь нагревается не так сильно, как в случае обычной термической сварки, а для формирования шва используется механическая нагрузка, а не плавление металла как такового.
Механическая сварка — процесс соединения деталей без применения высоких температур и вообще тепловой энергии. Здесь ключевой элемент — механическое воздействие. К такому типу относится холодная сварка, ультразвуковая сварка или соединение деталей трением.
Также существует классификация способов сварки по техническим признакам. Используя такую классификацию можно довольно кратко описать все имеющиеся типы сварки. Они делятся на:
- Сварку в защитной среде (для защиты может использоваться флюс, инертный газ, активный газ, вакуум, защита может быть комбинированной и состоять из нескольких материалов сразу).
- Сварку прерывистую и непрерывную.
- Сварку ручную, механизированную, полуавтоматическую, автоматическую, роботизированную.
Если вы ранее не сталкивались со сваркой и все перечисленное выше кажется чем-то запутанным и непонятным, то не беспокойтесь. Далее мы расскажем, какие самые популярные методы сварки используются в домашних и промышленных условиях.
Вам будем дана характеристика основных видов сварки и некоторые особенности, которые нужно учесть. Кстати, многим видам сварки мы посвящали отдельные статьи, которые вы можете прочесть, открыв рубрику «Виды и способы сварки» на нашем сайте.
Ручная дуговая сварка с применением неплавящихся электродов
Способ ручной дуговой сварки разных металлов с применением неплавящихся электродов — один из самых популярных методов как среди домашних умельцев, так и среди профессионалов своего дела. Ручная дуговая сварка — это вообще один из древнейших способов сварки. Благодаря большому выбору сварочных аппаратов для дуговой сварки такой метод стал доступен широкому кругу сварщиков.
Электрод — это стержень, выполняющий роль проводника тока. Он может быть изготовлен из различных материалов и иметь специальное покрытие.
Технология дуговой сварки неплавящимся электродом крайне проста: детали подгоняют друг к другу, затем электродом постукивают или чиркают о поверхность металла, зажигая сварочную дугу. В качестве основного оборудования используют сварочные инверторы.Для сварки инвертором выбирают неплавящиеся электроды, сделанные из угля, вольфрама или графита. Во время сварки электрод нагревается до высокой температуры, плавя металл и образуя сварочную ванну, в которой как раз и формируется шов. Такой метод используют для сварки цветных металлов.
Ручная дуговая сварка с применением плавящихся электродов
Виды сварки плавлением металла не заканчиваются на применении неплавящихся стержней. Для работы также можно использовать плавящиеся электроды. Технология сварки металла с использованием плавящихся стержней такая же, что и при работе с неплавящимися материалами.
Отличие лишь в составе самого электрода: плавящиеся стержни обычно изготавливаются из легкоплавких металлов. Такие стержни также пригодны для сварки инвертором в домашних условиях. Здесь шов образуется не только за счет расплавленного металла детали, но и за счет расплавленного электрода.
Дуговая сварка с использованием защитного газа
Способ дуговой сварки разных металлов с использованием защитного газа выполняется с помощью плавящихся и неплавящихся электродов. Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.
Дело в том, что сварочная ванна легко подвержена негативному влиянию кислорода и под его воздействием шов может окислиться и получиться некачественным. Газ как раз и помогает избежать этих проблем. При его подаче в сварочную зону образуется плотное газовое облако, не дающее кислороду проникнуть в сварочную ванну.
Автоматическая и полуавтоматическая сварка с использованием флюса или газа
Автоматическая и полуавтоматическая сварка с применением флюса или газа — это уже более продвинутый способ соединения металлов. Здесь часть работ механизирована, например, подача электрода в сварочную зону. Это значит, что сварщик подает стержень не с помощью рук, а с помощью специального механизма.
Автоматическая сварка подразумевает механизированную подачу и дальнейшее движение электрода, а полуавтоматическая подразумевает только механизированную подачу. Дальнейшее движение электрода сварщик осуществляет вручную.
Здесь защита сварочной ванны от кислорода просто обязательна, поэтому используется газ (по аналогии с дуговой сваркой с применением газов) или специальный флюс. Флюс может быть жидким, пастообразным или кристаллическим. С помощью флюса можно значительно улучшить качество шва.
Прочие методы соединения металлов
Помимо традиционных способов сварки в современной промышленности применяются методы, позволяющие соединить уникальные металлы.
Зачастую такие металлы обладают ярко выраженными химическими или тугоплавкими свойствами, отчего привычные способы сварки не подходят для их соединения.
Конечно, такие металлы не используются в домашней сварке, но они широко применяются для создания ответственных деталей на крупном производстве.
Мы расскажем про виды сварки плавлением, когда суть сварки заключается в подаче большого количества тепла на маленький участок сварки. К таким методам относится лазерная сварка и плазменная сварка.
Лазерная сварка металлов выполняется с помощью автоматического и полуавтоматического оборудования. Такой процесс сварки может быть полностью роботизирован и не требует присутствия человека.
Здесь деталь нагревается, а затем и плавится под воздействием тепла, исходящего от лазерного луча и направленного в определенную точку.
Тепло концентрируется строго в одной точке, позволяя сваривать очень мелкие детали размером менее одного миллиметра. Также с помощью призмы лазер можно расщепить и направиться в разные стороны, чтобы сварить несколько деталей сразу.
Плазменная сварка металлов выполняется с применением ионизированного газа, называемого плазмой. Газ струёй подается в сварочную зону, образовывая плазму. Она работает в связке с вольфрамовым электродом и газ нагревается за счет электрической дуги.Сам ионизированный газ обладает свойством проводника тока, поэтому в случае плазменной сварки именно плазма является ключевым элементом в рабочем процессе. Также плазма активно защищает сварочную ванну от негативного влияния кислорода. Такой метод сварки используется при работе с металлами, толщиной до 9 миллиметров.
Технологический процесс сварки
Мало знать способы сварки, нужно еще понимать, какие необходимы документы на сварку и из каких этапов состоит сварочный процесс. Конечно, это справедливо только в отношении профессиональных сварщиков, выполняющих работу в цеху или на производстве. Вам это не нужно, если вы собираетесь варить забор на даче, но дополнительные знания тоже не помешают.
Итак, вот наше краткое описание технологического процесса сварки:
- Разработка чертежа
- Составление технологической карты
- Подготовка рабочего места сварщика и подготовка металла
- Непосредственно сварка
- Очистка металла
- Контроль качества
Сам по себе техпроцесс — это полное описание этапов сварки. Технический процесс разрабатывается после того, как будут готовы чертежи будущей металлоконструкции. Чертеж делают, опираясь на правила (ГОСТы, например), при этом во главу ставят качество будущей конструкции и разумную экономию.
Технологический процесс сварки оформляется на специально разработанных для этого бланках. Стандартный бланк для описания техпроцесса называется «технологическая карта». В технологической карте и описываются все этапы производства. Если производство серийное или крупномасштабное, то изложение может быть довольно подробным, с описанием каждого нюанса.
В технологическую карту заносят тип металла, из которого изготовлены детали, способы сварки металлов, используемые для соединения этих деталей, применяемое для этих целей сварочное или иное оборудование, типы присадочных материалов, электродов, газов или флюсов, используемых в работе. Также указывается последовательность формирования швов, их размеры и прочие характеристики.
Также в технологической карте указывают марку электродов, их диаметр, скорость их подачи, скорость сварки, количество слоев у шва, рекомендуемые настройки сварочного аппарата (параметр полярности и величины сварочного тока), указывают марку флюса.
Перед самой сваркой детали тщательно подготавливают, очищая их от коррозии, загрязнений и масла. Поверхность металла обезжиривают с помощью растворителя. Если у детали есть значительные видимые дефекты (например, трещины), то она не допускается к сварке.
После сварки предстоит контроль сварочных швов. Этой теме мы посвятили отдельную статью, но здесь кратко расскажем об основных методах контроля.
Прежде всего, применяется визуальный контроль, когда сварщик может сам определить наличие дефектов у сварочного соединения.
Специалистами проводится дополнительный контроль с помощью специальных приборов (это может быть магнитный контроль, радиационный или ультразвуковой).Конечно, не все дефекты считаются плохими. Для каждых сварочных работ составляется перечень с дефектами, которые допустимы и не сильно повлияют на качество готового изделия. Контролером может быть сварщик или отдельный специалист. Его имя обязательно указывается в документах, он является ответственным лицом на этапе контроля.
Вместо заключения
В этой статье мы рассказали самое основное. Конечно, мы не сможем перечислить и описать все виды сварочных работ в рамках одной этой статьи, но на нашем сайте вы можете найти материалы, где мы рассказываем все о сварке и объясняем основы сварки различных металлов.
Для любого мастера теория сварочных процессов имеет большое значения, но без практики она не работает. Так что не теряйте время и вслед за чтением статей применяйте знания на практике. Желаем удачи в работе!
[Всего : 1 Средний: 5/5]
Классификация видов сварки
Ни один ремонтный или строительный процесс не может обойтись без сварочных работ. Сейчас рассмотрим самые популярные и востребованные виды сварки металла, их особенности, преимущества и недостатки.
статьи
Определение сварки
Сварка – это особая технология, применяемая для неразъемного соединения металлов методом установления между ними межатомных связей с помощью специального оборудования, работающего под высоким температурным режимом.
Таким способом можно создавать монолитные скрепления, как между однородными металлами, так и сплавами. На сегодняшний день сварочные работы применяются во многих промышленных отраслях, включая машиностроение, строительство и ремонтные работы.
Далее перечислим, какие виды сварки существуют.
Кроме этого, благодаря разнообразию агрегатов и материалов для процесса соединения деталей, данная технология используется в домашнем хозяйстве для ремонта многих деталей и предметов (посуда, мебель, техника, трубопроводы).
Данная методика металообработки столь популярна благодаря своей надежности. Начинающий сварщик, который желает обучиться этому процессу изначально интересуется, какие бывают виды сварки.
По основной классификации их три, но при этом каждый делиться еще на несколько:
- механическая производится, благодаря энергии и давления, которые деформируют изделие и позволяют им плотно соединиться. К механическому виду относятся: магнитно-импульсная, холодная и ультразвуковая сварки.
- термическая, которая характеризуется использованием дополнительного материала, расплавляющимся под действием высокой температуры. Благодаря этому жидким материалом заполняется пространство между двумя деталями, а при застывании (кристаллизации) создается надежное крепкое соединение. Данный тип, в свою очередь, делится еще на подвиды – электролучевая, светло-лазерная, термитная литьем, газовая, дуговая, плазменная и электрошлаковая сварка.
- комбинированная (термомеханическая) отличается тем, что процесс сварки происходит под воздействие давления и тепла одновременно. Перед соединением детали нагревают, чтобы они были более гибкими и пластичными. Благодаря этому соединение получается более прочным. Существует определенное количество типов комбинированной обработки – конденсаторная, газопрессовая, контактная, индукционно-прессовая и диффузионная.
Это самая основная классификация видов сварки, так как их принято разделять еще на несколько, по типу управления, используемого материала и т.д.
Классификация сварочного процесса
Сварочный процесс может реализовываться по нескольким классификациям способов сварки:
- Методом плавления — это определенное количество технологий сварочных работ, которые осуществляются способом плавления металлов, благодаря чему они плотно соединяются между собой.
- Способом давления реализуется за счет деформации металлических поверхностей и их атомному соединению. В результате качество зависит от многих аспектов: материал свариваемых деталей и качество их подготовки, уровень давления, способность металла к деформации.
- Пайка – это определенная технология для создания неразъемного соединения между двумя деталями, методом вплавления между ними дополнительного материала (припоя), который имеет гораздо меньшую температуру плавления, чем детали, требуемые спайки.
Сварка плавлением
основная особенность сваривания плавлением заключается в образовании сварочной ванны, в которой формируется соединительный шов, когда металл кристаллизуется. в различных промышленностях этот способ считается самым востребованным, распространенным и популярным.
его технология заключается в нагревании краев соединительных деталей, которые при остывании становятся одним целым. основное условие такой сварки – это высокая мощность аппарата, так как необходимо обеспечить высокий уровень нагревания. все дело в том, что не вся энергия направляется на сплавление.
часть ее излучается в окружающую среду, а еще часть тратится на нагревание холодного изделия, прежде чем оно начнет плавиться.
среди всех источников, которые могут использоваться для нагревания при термической обработке, самым надежным и качественным считается электронный луч.
но, несмотря на это, чаще всего используется метод электрической дуговой сварки с использованием электрода.
это связано с тем, что для использования луча нужно специальное оборудование, помещение и обученный персонал, а варить электродом может научиться каждый желающий.
в подведении итога можно сделать вывод, что сваривание плавлением реализуется через источник энергии. для его осуществления необходимы определенные навыки, для образования качественного шва. это самая распространенная классификация способов сварки.
сварка плавлением делится на определенные виды сварки металла:
- электродуговой метод для реализации требует электрическую дугу, которая образуется между рабочим материалом и электродом, применяемый для данного типа металлообработки. она может быть выполнена в трех разных способах:
- ручная, где электрод держит мастер и полностью контролирует процесс сваривания изделий;
- полуавтоматическая, при которой проволока подается с помощью специального механизма, встроенного в аппарат;
- механическая сварка или автоматическая, которая выполняется полноценно сварочной машиной.
при таком виде термообработки материалов самая главная задача мастера удержать дугу, иначе придется заново совершать поджог и устанавливать электросоединение, которое расплавляет железо.
- электрошлаковая обработка происходит за счет тепловой энергии, выделяемой агрегатом. при этом образуется ванна плавления, в которой металл защищается от окисления из внешней среды газами. такая методика не требует дуги, так как тепло исходит от сварочного тока, проходящего через проводной шлак;
- электроннолучевой тип выполняется в специальных камерах, где тепло выделяется за счет бомбардировки зоны сварки электронным потоком, приобретающим высокие скорости в высоковольтной установке, имеющей мощность до 50 квт. анодом является изделие, подлежащее свариванию, а катодом — спираль или вольфрамовая нить, нагретая до температуры 2300° с.
- газовое сплавление происходит посредством высокой температуры, которая образуется за счет горения газовой среды в аппарате;
- импульсно-дуговой метод заключается в том, что сварочный ток не сохраняет постоянную величину, а поступает в дежурную сварочную дугу определенными кратковременными импульсами.
- лазерная методика основана на использовании фотоэлектронной энергии. при большом усилении световой луч способен плавить железо. для его образования используют специальные устройства — лазеры.
- плазменный способ термосваривания материалов. плавление металлов осуществляется плазменно-дуговой струей, имеющей температуру выше десяти тысяч градусов.
основные виды сварки способом плавления часто применяются в промышленных и домашних условиях.
сварка давлением
сваривание давлением знакома издавна. еще кузнецы использовали такой метод, когда нагревали на костре две части детали до белого каления и с помощью сильного удара соединяли их в одно целое. такой метод используется и в современном мире, например в радиоэлектронике, потому что сваренные детали не имеют остаточного заряда, который может помешать при работе техники.
все виды сварки давлением рассмотрим далее:
- ультразвуковой способ осуществляется за счет превращения при помощи специального преобразователя ультразвуковых колебаний в механические частоты и применения небольшого сдавливающего усилия;
- термитный процесс сварки заключается в том, что рабочие изделия закладываются в огнеупорную форму, а в установленный сверху тигель засыпается специальный термит — порошок из алюминия и окиси железа. при его горении окись железа восстанавливается, а образующийся при этом жидкий металл при заполнении формы оплавляет и соединяет кромки свариваемых изделий.
- сваривание трением осуществляется за счет силы трения. она появляется в результате вращения одной из частей изделия, которое поддается сцеплению;
- контактный способ происходит следующим образом: место сварки разогревается или расплавляется теплом, образованным при прохождении электрического тока через контактируемые места изделий.
- холодная сварка основана на способности металла образовывать общие кристаллы при значительном давлении;
- газопрессовой метод осуществляется нагреванием концов стержней или труб по всему периметру окружности многопламенными горелками до пластического состояния или плавления с их последующим сжатием;
- сваривание токами высокой частоты. данный способ сцепления железных элементов основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
пайка
пайка — это способ соединения железных поверхностей, находящихся в твердом состоянии, с использованием дополнительно введенного металла или сплава припоя, имеющего меньшую, чем соединяемые металлы, температуру плавления.
процесс производится специальным аппаратом – паяльником. он при соприкосновении создает температурный режим, который выше t плавления припоя, но ниже t плавления изделия.
при этом припой расплавляется и создает жидкую каплю, которой соединяются детали. когда материал остывает в результате остается прочное скрепление. его качество напрямую зависит от подготовки рабочего изделия и площади расплавления припоя.
чем лучше произведена предварительная очистка, тем крепче получится спайка.
пайка бывает нескольких типов, первая из которых производится под воздействием температуры до 450 градусов, а вторая – выше 450 градусов. это зависит от типа припоя:
- галлиевый сплав (50°с);
- сплав розе (96 °c);
- оловянно-свинцовый (220 °c);
- медно-цинковые (865 °c);
- медно-серебряные (779 °c).
такой способ позволяет скреплять металлы и неметаллы между собой. в сравнении со сваркой этот способ осуществляется под действием меньших температур. но при этом прочность буден гораздо ниже.
процесс сварки
Выше описано, какие виды сварки существуют, но все они вне зависимости от типа происходят по одному и тому же процессу. Есть три основных шага, которые необходимо выполнить для создания полноценного и правильного скрепления:
- Формирование контакта между агрегатом и изделием.
- Образование связи, в зависимости от классификации сварки (химической или металлической).
- Создание качественного шва.
Основные виды сварки – это ручная электродом и полуавтоматическая. С них и рекомендуется начинать обучение новичкам.
Прежде чем переходить к основному процессу, необходимо пройти подготовительные процедуры:
- Нужно выбрать сварочную категорию для работы.
- Подобрать соответствующее оборудование.
- Приобрести робу и защитную маску, чтобы не получить ожог роговицы во время работы.
- Зачистить рабочие изделия от грязи, пыли, масла и остатков лакокрасочных изделий.
- Подготовить рабочее место, с учетом всех правил безопасности.
ФОРМИРОВАНИЕ КОНТАКТА
Вне зависимости от классификации сварки первым шагом в работе будет формирование контакта между рабочим изделием и термическим элементом. При этом необходимо материал довести до температуры кипения или плавления. На этом этапе важно не перепутать плавку железа с образованием сварочной ванны.
ОБРАЗОВАНИЕ ХИМИЧЕСКОЙ ИЛИ МЕТАЛЛИЧЕСКОЙ СВЯЗИ
Вторым и самым важным шагом является образование ванны. Вне зависимости от класса сварки она выглядит одинаково. Под воздействием температуры образуется практически белое пятно. От его ширины и длины и будет зависеть качество будущего шва. Сама ванна получается в результате расплавления основного металла и дополнительного материала, которым проводится работа, например – электродом.
СОЗДАНИЕ И ТИПЫ ПРОЧНОГО СОЕДИНЕНИЯ
При разной классификации видов сварки применяются разные способы создания монолитного скрепления. Типы швов делятся на три основные категории:
- в зависимости от положения в пространстве они могут быть в потолочном, вертикальном, горизонтальном или в нижнем исполнении;
- по количеству наплавленного материала они делятся на ослабленные (западающие), нормальные и усиленные;
- по отношению к нагрузкам внешней среды – косые, лобовые, фланговые и комбинированные.
Основными характеристиками является ширина и высота создаваемого шва. Кроме этого, они бывают следующих видов в зависимости от типа соединения и разновидности сварки:
- стыковые – применимы почти для всех типов сваривания и самые популярные за счет своих преимуществ – высокой прочности и экономичности затрачиваемых материалов;
- нахлесточные, которые используются при точечном и контактном варении;
- торцовые, когда элементы соединяются в виде «сэндвича» и обрабатываются по торцам;
- угловые односторонние или двухсторонние, обеспечивающие более прочное сцепление.
Мы рассмотрели самые распространенные виды швов, так как их насчитывается около 50 видов.
В подведении итогов важно отметить, что мы рассмотрели все виды сварки, которыми пользуются на сегодняшний день мастера. Каждый из них имеет как преимущества, так и недостатки. Не все методы можно применить к одному и тому же материалу. То есть для одних металлов актуально использовать одни типы сварки, для других – другие.
Рассматривая, какая бывает сварка, необходимо учитывать, что для реализации каждого типа есть ряд условий: тип металла, помещения, КПД и так далее.