Проект производства сварочных работ пример
Разработка ППСР — проекта производства сварочных работ
Проект производства сварочных работ — организационно-технологическая документация, разрабатываемая при строительстве сооружений, трубопроводов, монтаже электросетей, производстве каркасов автомобилей. Он может быть разделом ППР или составляться отдельно. Например, субподрядчиком для выполнения своей части техпроцессов в рамках возведения объекта.
Проект ППСР описывает порядок организации сварочно-монтажного участка: количество, укомплектованность постов, сроки проведения работ, графики поставок материалов.
Этот документ содержит требования к пожарной, экологической безопасности, ТБ и охране труда.
В нем должны быть указаны выбранные технологии, а также правила, охватывающие контроль качества получаемых узлов, изделий, соединений.
Почему нужен индивидуально составленный ППСР
При разработке документа нужно руководствоваться требованиями ГОСТов к разным технологиям. К их числу относятся электрошлаковая, ручная, автоматическая и полуавтоматическая электродуговая сварка, под флюсом, в защитном газе и др. Есть стандарты работы с конкретными материалами: арматурой, тавровыми балками, трубопроводами, разными типами сталей.
Но на специальных объектах действуют особые правила. Например, сварка резервуара может осуществляться по одному из трех ГОСТов (в зависимости от его назначения).
Соединяемые конструкции отличаются функциями, конструктивными особенностями. Поэтому требуется индивидуальная разработка ППР на сварочные работы. Этот документ должен учитывать специфические особенности места строительства и выбранных технологических процессов.
Основные разделы проекта и исходная документация
Состав ОТД зависит от особенностей объекта и запланированных работ. Какие разделы могут в него входить:
- Введение.
- Описание объекта.
- Параметры соединяемых узлов, элементов.
- Перечень используемых материалов (включая газы).
- Технологии сборки, сварки.
- Меры по контролю качества.
- Требования к ОТ, ТБ, пожарной, экологической безопасности.
При разработке руководствуются строительными нормами, ГОСТами на применяемые технологии, ПОС, рабочей документацией, генеральным планом.
Принимают во внимание перечень оборудования и количество квалифицированных кадров, которые будут выполнять работы по ППСР.
Для более точных расчетов и технико-экономического обоснования анализируют условия доставки материалов, специальной техники, приспособлений.
Состав проекта
Разрабатываемый ОТД должен содержать:
- Структуру служб, отвечающих за проведение сварочных работ (СР).
- Перечень и квалификацию задействованных специалистов.
- Ведомости, отражающие объем СР, контроль качества.
- Сводную таблицу сварных соединений.
- Списки дополнительных устройств, инструментов, приспособлений.
- Формуляры, где перечислены материалы для сварки, термообработки, исследования качественных характеристик получившихся узлов, соединений.
- Списки используемого оборудования.
- Схему подачи электричества на сварочные посты, пункты термообработки.
- Перечень зон, предназначенных для служб контроля и сварки, подготовки специалистов, хранения используемых материалов, деталей, узлов. Здесь же указаны участки ремонта и обслуживания оборудования.
Исходя из места проведения СР выдвигаются требования к обеспечению безопасности и промышленной санитарии.
Неответственные металлоконструкции, сборочные болты, арматурно-сварочный участок
В зависимости от решаемых задач ППР на сварочные работы может содержать специальные меры и технологические процессы.
К их числу относится производство неответственных металлоконструкций на монтаже. Но для этого нужен производственный контроль качества согласно ГОСТ 23118.
Его может выполнить только независимая лаборатория, которая имеет право проводить испытания и выдавать соответствующие документы.
Сборочные болты могут оставаться на своих местах или удаляться по завершении СР. Это зависит от ППСР и документации марки КМД.
Если на территории строительства есть арматурно-сварочный участок, действующие строительные правила (СП 70.13330.2012) допускают производство арматурных изделий и укрупнительную сборку ЖБИ при помощи сварочных работ. Составляется отдельный ППСР. Он содержит требования, аналогичные предъявляемым к заводской продукции.
Членение конструкций, укрупнение арматурных изделий
При разработке проекта нужно предусмотреть разделение возводимой металлоконструкции на отдельные элементы, перечислить способы ее сборки, сварки. Следует выбрать монтажно-сборочные приспособления, оборудование, указать особенности установки лестниц, подмостей.
ОТД должен содержать технологии СР, контрольные операции (количество, виды), объем партий изготавливаемых изделий, маркировку, особенности складирования и перемещения готовых элементов.
Разработчик обязан ориентироваться на технологические возможности исполнителя, который будет осуществлять установку.В ППСР должны быть требования к степени укрупнения армирующих элементов (если оно осуществляется): схемы ярусов и зон монтажа, точность сборки, наименования запланированных работ, методы контроля, правила техники безопасности.
Временные закрепления, требования к ручной дуговой сварке при соединении листовых конструкций швами толщиной более 20 мм
ППСР на металлоконструкции определяет устройства, стяжные элементы, сборочные приспособления, позволяющие зафиксировать собираемые узлы в проектном положении. В документе перечислены способы их размещения, предельные отклонения геометрических размеров. Приступать к сварочным работам можно только после проверки правильности фиксации временных закреплений.
В ППСР может быть строгий запрет на транспортировку узлов, собранных только на прихватках. Это требование СП 70.13330.2012.
При разработке организационно-технологической документации для листовых металлоконструкций (объемного, сплошностенчатого типа) с образованием шва толщиной больше 20 мм методом ручной дуговой сварки требуется выбрать технику, способную снизить остывание места соединения. Например:
- Каскад.
- Секционный каскад.
- Секционный двойной слой.
- Секционный обратноступенчатый слой.
Решение зависит от специфики сварочных работ и возможностей исполнителя.
Технологическая карта в составе ППСР
ТК определяет технологические операции в ходе сварочно-монтажных работ. В ней отражены все этапы: подготовка, сборка, сварочные работы и процедуры, необходимые для неразрушающего контроля соединений. Она должна обязательно присутствовать на участке строительства. После ознакомления исполнители обязаны соблюдать перечисленные там правила.
Описание методов СМР, перечень используемого оборудования — основные разделы технологической карты. Поэтому ее рекомендуется составлять для конкретного объекта, учитывая возможности организации, специалисты которой будут осуществлять СР. Можно заказать и отдельно от ППСР. Если работы проводятся на нескольких одинаковых сооружениях, целесообразно разработать индивидуальные ТТК.
Снижение остаточных напряжений, предотвращение горячих трещин, прочих дефектов
В технологической карте перечислены методы, снижающие риск повреждений, деформаций собираемых конструктивных элементов:
- Ограничение количества наплавленного металла в одной зоне. Для этого используются угловые швы (двустороннего, симметричного типа), скосы кромок, зазоры.
- Минимизация ограничений свободы температурных деформаций.
- Предотвращение превышения температурных режимов при сварочных работах и охлаждении соединений.
- Обеспечение непрерывной сварки в рамках каждого отдельного процесса. Если формируется многослойное соединение, допускается удаление шлака перед следующим слоем.
Согласно СП 70.13330.2012, ТК должна определять способы и порядок наложения швов при использовании накладок из арматурных стержней, сварке поверх прихваток, соединении колонн и узлов крепления ригелей, сопряжении двутавровой колонны с плитой основания. В ней перечисляются мероприятия по правке.
Разработка проект сварки ППСР
Кто составляет ППСР:
- Подрядчик.
- Субподрядчик, осуществляющий сварочно-монтажные работы.
- Специализированная проектно-техническая организация.
Разработчиком может быть главный сварщик или ИТР. Он должен иметь удостоверение и аттестацию по протоколу НАКС не ниже III уровня. Аналогичные требования предъявляют к специалисту, который утвердит разработанную документацию.
Для каждого метода сварки нужно проходить отдельную аттестацию с получением удостоверения. Для I–III уровней по протоколу НАКС указывают требуемый способ проведения работ (только для металлов существует 29 вариантов). Поэтому составление проектной документации делегируют специализированным организациям, где работают специалисты соответствующей квалификации.
Заказать разработку
Наша компания разработает проект производства сварочных работ. Что мы для этого сделаем:
- Изучим исходную документацию (стройгенплан, ПОС), технологические возможности исполнителя.
- Проанализируем требования заказчика.
Мы составляем организационно-технологическую документацию более 5 лет. Поэтому в ней не будет ошибок, нарушений, неправильных расчетов. Сроки разработки не превышают 3 дней. Стоимость зависит от масштаба и сложности СМР. У наших специалистов есть аттестация по промышленной безопасности, высшее строительное образование.
Журнал сварочных работ образец заполнения СП 70.13330.2012

Журнал сварочных работ используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве.
В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация.
Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Титульный лист 2
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
Список ИТР, ответственных за производство сварочных работ
Колонка 1. Ф.И.О. мастера либо производителя работ.
Колонка 2. Указывается строительная специальность или образование мастера/ производителя работ.
Колонка 3. Должность.
Колонка 4. Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
Колонка 5. Информация о прохождении аттестации в сварочном производстве и дата аттестации.
Колонка 6. Дата окончания сварочных работ на объекте.
Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Основные страницы журнала сварочных работ
Столбец №1. Указывается дата и смена сварки стыка.
Столбец №2. Пишется параметры свариваемых элементов/ деталей, а также марка стали каждого элемента.
Столбец №3. Указывается маркировка свариваемого элемента/ деталей по проекту (рабочей документации). В случае производства сварочных работ по нескольким разделам проектной документации, дополнительно указывается шифр проекта и номер листа.
Столбец №4. Ставится фамилия, инициалы и подпись лица ответственного за сдачу под сварку и приемку сварного узла. Как правило, этим лицом является мастер либо прораб ответственный за сварку и оформление журнала.
Столбец №5. Указывается марка сварочных материалов, а также номер партии.
Столбец №6. Условия окружающей среды при сварке стыка-температура воздуха при сварке стыка. В случае выполнения сварочных работ на открытом воздухе, указывается осадки и скорость ветра.
Столбец №7. Ф.И.О. сварщика, а также номер удостоверения (указан в списке сварщиков).
Столбец №8. Номер присвоенного клейма сварщика.
Столбец №9. Подпись сварщика, указанного в столбце 7.
Столбец №10. Ф.И.О. мастера либо производителя работ ответственного за сварочные работы на данном объекте/ участке (Указан в списке ИТР, занятого производством сварочных работ).
Столбец №11. Подпись ответственного лица за сварочные работы сварщика, указанного в столбце 10.
Столбец №12. Пишется результат контроля сварного соединения. Вид контроля сварных стыков указывается в проектной или рабочей документации.
Столбец №13. Столбец для замечаний от контролирующих лиц.
Скачать журнал сварочных работ, приложение Б, СП 70.13330.2012
Скачать журнал сварочных работ в формате Excel
(4 5,00 из 5)
Загрузка…
ППР. Сварка нержавеющей стали,
Данный проектпроизводства работ на сварку нержавеющей стали разработан всоответствии с типовой структурой и содержанием проектапроизводства работ рекомендуемыми в МДС 12-81.2007.
В документе приводятсясведения о нержавеющей стали, сварочных материалах и сварочномоборудовании, а также основные положения об организации итехнологии работ, правила и приёмы выполнения технологическихопераций, требования к качеству сварочных работ, указания потехнике безопасности работ.
Настоящий проектпроизводства работ может являться основой для составленияиндивидуальных ППР сварных конструкций, разрабатываемых с учетомтребований проектной документации на строительство и местныхусловий производства работ.
Документ предназначен дляпроектных и строительных организаций, а также может бытьиспользован отдельными бригадами, специализирующимися на выполненииработ по сварке нержавеющей стали, и быть полезен прилицензировании сварочных работ.
Документ разработансотрудниками ''Центрального научно-исследовательского ипроектно-экспериментального института организации, механизации итехнической помощи строительству'' (ЦНИИОМТП) (отв. исполнительКорытов Ю.А.).
Введение
Вновом строительстве, при модернизации и ремонте зданий и сооруженийвсё шире применяется сварка нержавеющей стали. Это обусловленоназначением и особенностями зданий и сооружений, совершенствованиемтехнологии сварки, относительным удешевлением нержавеющей стали исварочных материалов, широким выпуском сварочного оборудования.
Стальные конструкцииподвержены коррозии — ржавеют и разрушаются под воздействиемокружающей среды. В зависимости от характера окружающей средыкоррозия может быть атмосферной, подводной и почвенной, а такжевызванной блуждающими токами.
Санитарно-техническое оборудование(трубы, радиаторы, арматура) жилых, общественных и промышленныхзданий ржавеет под воздействием горячей и холодной воды. Дымовыетрубы котельных разрушаются от дымогарных газов.
Пролётные строениямостов, фермы, конструкции парников и теплиц подвержены атмосфернойкоррозии (кислотные дожди, находящиеся в атмосфере углекислый исернистый газы и образующие с влагой воздуха электролит).Конструкции, находящиеся в речной (детали гидротурбин, плотин,шлюзов и т.п.) и морской воде (платформы, причалы и т.п.)подвержены подводной коррозии.
Почвенная коррозия протекает привзаимодействии конструкций с почвой (подземные трубы, каркасыподземных сооружений, резервуары, баки и т.п.).
Вызывающие коррозиюконструкций блуждающие токи возникают при близком расположенииподземных кабелей, токонесущих рельсовых путей. В результатекоррозии безвозвратно теряется до 12% производства чёрных металлов.
Одним из направлений защиты конструкций от коррозии являетсяприменение нержавеющей стали.
Сварка нержавеющей стали- процесс в целом более сложный (неустойчивый), чем обычнойуглеродистой или низколегированной стали, применяемой встроительстве. Нержавеющая сталь хуже поддаётся сварке, при этомчаще возникают дефекты сварочного шва и основного металла.
Требуется применение особых сварочных материалов, режимов и приёмовсварки.
Сварка нержавеющей сталипроизводится в основном тремя способами, которые и приведены внастоящем проекте: ручная сварка плавящимся покрытым электродом,ручная сварка неплавящимся (вольфрамовым) электродом в среде аргонаи полуавтоматическая аргонная сварка.
Сварка с применением флюса илазерная применяются в строительстве реже и здесь нерассматриваются.
Состав и содержаниепроекта производства работ выдержаны в соответствии срекомендациями, приведенными в МДС12-81.2007.
Проект производства работсодержит нормы и правила, которые обеспечивают качество сварочныхработ на уровне современных требований. Вместе с тем положенияпроекта составлены так, что позволяют выбирать способ сварки,корректировать режимы и приёмы сварки с учётом конкретныхконструкций и местных условий.
1.Область применения
Проект производства работраспространяется на сварку нержавеющей стали в конструкциях приновом строительстве, модернизации и ремонте жилых, общественных,производственных зданий, а также сооружений различного назначения(сельскохозяйственных, приусадебных, дачных, садово-огородных).
Проект производства работможет быть использован также при лицензировании организаций,выполняющих сварочные работы.
2.Нержавеющая сталь и её свариваемость
Нержавеющая сталь — этосталь с содержанием главного легирующего элемента — хрома более12%, который и обуславливает её коррозионную стойкость. Похимическому составу нержавеющая сталь чаще применяется хромистая,хромоникелевая и хромомарганцовистая.
По структуре нержавеющаясталь подразделяется на мартенситную, ферритную и аустенитную.
Ниже приведены наиболееприменяемые марки нержавеющей стали с важнейшей технологическойхарактеристикой — свариваемостью стали.
Мартенситная сталь марки2Х13 сваривается удовлетворительно, после сварки необходим отпускпри 740-780 °С с охлаждением на воздухе. Стали марок 3Х13 и 4Х13свариваются плохо, при сварке необходимо применять меры попредотвращению трещин: нагрев перед сваркой до 200-300°, а сразупосле сварки — отпуск по тому же режиму, что и для стали 2Х13.
Сталь 1Х17Н2 хорошо сваривается всеми видами сварки, для сваркиприменяют проволоку из сплава ЭН400 с обмазкой НЖ1.
Ферритная сталь ОХ17Тхорошо сваривается с применением электродов из аустенитной сталиХ18Н9Т электродуговой и полуавтоматической аргонодуговой сваркой.
Сталь Х25Т хорошо сваривается электродуговым способом с применениемэлектродов из стали Х25Н13 с обмазкой Э3Б и Х25Н5Б с обмазкой Э40.При сварке каждый последующий шов выполняют после охлажденияпредыдущего до 70-150° и обивки шлака для предотвращения трещин восновном металле в зоне термического влияния.
Аустенитная сталь маркиХ14Г14Н удовлетворительно сваривается ручной дуговой сваркой сприменением присадочной проволоки из хромоникелевой стали типа18-8. Термическая обработка стали после сварки устанавливается взависимости от содержания углерода с помощью контрольных испытанийсварных образцов.
Сталь ОХ23Н28М2Т хорошо сваривается аргонодуговойсваркой с электродами того же состава.
Стальные изделия изнержавеющей стали — заготовки для сварных конструкций получаютглавным образом прокаткой (полосовая сталь и различные профили),волочением (трубы малого диаметра, проволока) и прессованием(фасонные профили).
Наиболее применяемаяпрокатная сталь — листовая, равнобокие и неравнобокие уголки ишвеллер. Прокатная листовая сталь применяется чаще толщиной от 0,5до 4 мм, трубы — диаметром 40-50 мм. Фасонные профили применяют ввиде разнообразных скобяных изделий, деталей — заготовок,необходимых для комплектации оконных блоков, санитарно-техническихкабин, сварки баков, резервуаров и т.п.
3.Общие положения
3.1 Сварка нержавеющейстали выполняется по проекту (рабочему чертежу), в котором указанымарка нержавеющей стали, расположение сварных швов, марка электрода(электродной проволоки), требования к защитному газу.
Способ сварки (ручнаяплавящимся электродом, ручная сварка неплавящимся (вольфрамовым)электродом, полуавтоматическая аргонная) определяется назначением ихарактером металлоконструкции, маркой стали и указывается впроекте, при этом организация, выполняющая сварку, может применитьспособ, более совершенный.
3.
2 Сварочные материалы(нержавеющая сталь, электроды, проволока, защитный газ) должнысоответствовать проекту (рабочему чертежу) и иметь сертификаты. Вслучае отсутствия сертификата пригодность сварочных материаловследует определить в строительной лаборатории на соответствие ихкачества требованиям проекта, стандартов и технических условий.
3.
3 Сварка на открытомвоздухе производится при условии применения укрытия рабочего местаот атмосферных осадков и ветра.
Сварка малогабаритныхконструкций производится в помещениях, исключающих сквозняки.
Сварка выполняется приположительной температуре окружающего воздуха.
3.
4 Положение свариваемойконструкции должно обеспечить расположение сварочного шва в нижнемположении, удобные и безопасные условия для работы сварщика.Вертикальный и потолочный швы выполняются, если конструкция неможет быть установлена в нужное положение, если это предусмотреностроительным процессом.
Для установки крупногабаритных конструкцийприменяют кантователи, манипуляторы, позиционеры и другиеприспособления.3.5 Для уменьшения вконструкциях сварочных остаточных напряжений выполняют (повозможности) в первую очередь стыковые, затем угловые и тавровыесоединения.
Ручную сваркувертикальных швов выполняют электродами диаметром до 4 мм,потолочных — до 3 мм.
Полуавтоматическую сварку в среде аргонавыполняют сварочной проволокой диаметром не более 1,6 мм,вертикальных и потолочных швов — проволокой диаметром 0,6-1,2мм.
3.6 Режим термическойобработки стали до (предварительный нагрев) и после (отпуск) сваркизависит от марки стали (химического состава и структуры),указывается в сертификате на сталь.
Для наиболее применяемых марокстали режим термической обработки приведён в разделе 2.
3.7 При многослойнойсварке каждый предыдущий слой очищают от шлака и брызг металла.Перед наложением шва с обратной стороны для стыковых соединений приручной сварке или при двусторонней ручной или полуавтоматическойсварке корень шва удалить и зачистить.
3.
8 Процесс сварки долженбыть непрерывным. В случае перерыва сварка возобновляется толькопосле зачистки конца шва длиной не менее 50 мм и кратера. Кратердолжен быть полностью перекрыт швом.
3.
9 При ремонтеконструкций с трещиной предварительно выполняют Y-образную (притолщине металла до 12 мм) или Х-образную разделку кромок трещиныпод сварку и сверление в концах трещины отверстий-ловителей. Вслучае обнаружения трещины в сварном шве сварной шов удаляют подлине, превышающей окончания трещины на 60-100 мм, и завариваютвновь.
3.10 Для выполненияотдельных швов закреплённая деталь должна освобождаться отзакрепления после полного остывания швов. Не следует осуществлятьсварку деталей в закрепленном состоянии, если это не предусмотренопроектом.
3.11 При сваркенержавеющей стали следует учитывать требования и рекомендациинормативно-технических документов, основные из которых приведеныниже.
Нормативно-технические документы
| Обозначение | Наименование |
| СНиП 12-03-2001 | Безопасность труда встроительстве. Часть 1. Общие требования. |
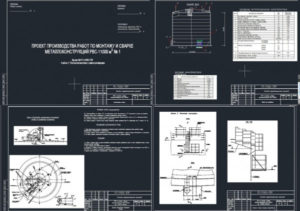
Проект производства сварочных работ при монтаже металло-конструкций (ригелей,колон) торгового комплекса «Рахат-Тауэрс» — Examenna5/Дипломные работы-Скачать
СОДЕРЖАНИЕ
ВВЕДЕНИЕ1 Общая часть1.1 Общие сведения и основные технико-экономическиепоказатели торгового комплекса «Рахат-Тауэрс»1.2 Генеральный план. Показатели по генеральному плану.1.3 Объемно — планировочные решения.1.4 Архитектурные решения1.5 Основные исходные данные1.5.1 Характеристика проектных решений1.5.2 Материал конструкций1.6 Конструктивные решения1.7 Соединения элементов1.8 Сварка конструкций1.9 Защита от коррозии1.10 Обеспечение качества строительно-монтажных работ1.11 Конструктивные решения1.12 Крепление элементов2 Специальная часть2.1 Подбор параметров сварки в среде СО22.2 Технология сварки наиболее сложных элементовметаллоконструкций2.2.1 Двутавровые колонны3 Техническое обслуживание и эксплуатация сварочного оборудования3.1 Техническое обслуживание сварочного полуавтомата3.2 Характерные неисправности и методы их устранение3.3 Ресурс, срок службы и хранение4 Автоматизация управлением сварочной машиной 4.1 Основные сведения о сварочном полуавтомате и еготехнические данные4.2 Подготовка к работе4.3 Порядок работы 5.1 Расчет капиталовложений по объектам5.6 Расчет прибыли и срок окупаемости здания6 Охрана труда 6.1 Анализ опасных и вредных производственных факторов. 6.2 Организационные мероприятия 6.3 Технические мероприятия 6.3.1 Расчет опасной зоны 6.3.2 Расчет защитного заземления 6.4 Санитарно-гигиенические мероприятия 6.4.1 Обеспечение специальной одеждой, специальной обувью,предохранительными приспособлениями 6.4.2 Расчет искусственного электроосвещения6.5 Пожарная профилактикаЗАКЛЮЧЕНИЕСПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВПриложения |
АННОТАЦИЯ
В данном дипломном проекте рассмотрен вариант применения сварки в среде защитных газов при сварке металлоконструкций торгового комплекса «Рахат-Тауэрс».
Примение этого вида сварки позволит существенным образом повысить эффективность сварочных работ, повысить стойкость сварных швов против атмосферных воздействий, улучшить структуру как основного металла металлоконструкций, так и сварного шва.
Результаты тестов сварочной процедуры приведенных в приложениях подтверждают это.
Сварочная аппаратура применяемая для этого вида сварки имеет достаточно компактное исполнение, что в свою очередь позволит существенно повысит безопасность при выполнении сварочных работ, причем на значительной высоте. БУСП реализованные в сварочном аппарате позволяет существенно упростить процесс настройки и оптимизировать параметры сварочного процесса.АНДАТПА
Осы дипломдық жобада сауда орталығы «Рахат-Тауэрс» металлқұрылымының технологиясы және құрастыруы қарастырылған.
Дипломдық жобада құрастыруы, пісіру, дайындау, пісіру алдындағы металды өңдеу, аралық бақылау, дайын құрылымды бақылау және олардың есептеулері көрсетілген.
Соған қоса, дипломдық жобада еңбек қорғау, экономика және автоматтандыру бөлімдерінің есептеуі берілген.
1 Общая часть
1.1 Общие сведения и основные технико-экономические показатели торгового комплекса «Рахат-Тауэрс»
Характеристика участка застройки.
Участок застройки расположен в Бостандыкском районе города Алматы, севернее улицы Сатпаева, восточнее улицы Жандосова и западнее существующего отеля «Рахат-Палас».
Поверхность площадки с характерным уклоном с юга на север. Абсолютные отметки колеблются от 825 до 822 метров.
По климатическим условиям район строительства относится к Ш-В подрайону.Сейсмичность участка — 9 баллов.
1.8 Сварка конструкций
Сварные швы назначать в соответствии с требованиями СНиП РК 5.04-23-2002.
Все элементы коробчатого сечения по торцам должны иметь заглушки, обваренные плотным швом. Прорези в этих элементах заварить сплошными швами, предотвращающими попадание воды внутрь трубы.
1.9 Защита от коррозии
Степень очистки поверхностей стальных конструкций – третья по ГОСТ 9,402-80*.
Ппр и технологические карты сварки
Сварочное производство в строительстве (прокладка магистральных, внутриквартальных трубопроводов, монтаж зданий и др.
) и на производстве (заводы по производству металлоконструкций, сварка каркасов машин и др.) требует организационной подготовки.
В зависимости от требований Заказчика и условий производства работ требуется разработка организационно-технологической документации. К ней относятся:
- проекты производства сварочных работ ППСР;
- технологические карты на сварочно-монтажные работы;
- операционно-технологические карты сборки и сварки стыковых соединений;
- технологические инструкции по сварке.
Проект производства сварочных работ ППСР
Разработка проекта производства сварочных работ ППСР необходима при строительстве объектов с применением сварки. На участке строительства обычно входит в состав общего ППР на объект, выделяется отдельный раздел. Приводятся общие данные об объекте проведения работ, организации сварочного-монтажного участка, сведения о применяемом оборудовании, их количестве.
Основными решениями в ППСР являются организация сварочного поста. Учитываются сроки выполнения работ по календарному графику и, отталкиваясь от них, определяется количество постов для сварки, их комплектность. В графики поставки материалов включаются требуемые сварочные материалы в зависимости от принятой технологии сварки (полуавтоматическая, ручная, автоматическая).
От качества разработанного ППР на сварочные работы зависит весь технологический процесс производства работ. Доверьтесь нам и будьте спокойны в правильности и полноты составления проекта.
Технологические карты ТК сварки
Технологическая карта ТК сварки — документ в составе проекта производства сварочных работ ППСР, по которому выполняются все технологические операции сборки и сварки сварных соединений при монтаже трубопроводов, металлоконструкций.
В нем отражается вся последовательность выполнения сварочно-монтажных работ: степень подготовки и подготовка сварных соединений, сборка, сварка, подготовка стыков к проведению неразрушающего контроля.
На месте проведения работ сварщик в обязательном порядке должен руководствоваться техкартой и соблюдать все ее требования.Технологическая карта сварки описывает подготовительные операции, выбор сварочного оборудования и методы сварки, а так же заключительные операции по объему проведения неразрушающего контроля. Приложением к ней являются ОТК по типам сварных стыков. Состав и содержание такие же как и у обычной технологической карты в строительстве.
Операционно-технологические карты сборки и сварки
Операционно-технологические карты ОТК сборки и сварки предназначены для настройки сварочного оборудования, выбора режимов работы применяемого оборудования, отражаются операции сборки и процесса выполнения сварочных соединений.
Состав операционно-технологической карты:
- параметры сварного соединения с указанием способа сварки, типа сварного соединения и шва, толщины стенки элементов
- применяемые сварочные материалы
- раздел предварительного подогрева стыковых соединений перед и во время выполнения работ
- геометрические размеры разделки кромок
- параметры сварного соединения
- конструктивные элементы, размеры и отклонения соединений
- параметры сварки
- последовательность наложения валиков при многоваликовой проходке
- очистка элементов конструкций
- подготовка элементов свариваемых кромок и поверхности под сварку
- подгорев кромок и прилегающей поверхности
- сборка элементов конструкций
- сварка свариваемых элементов
- маркировка сварных соединений
- объемы контроля качества
При допуске сварщиков на объект проводится допуск с выполнением допускных контрольных сварных соедниений КСС по ОТК на их сварку, включаемых в состав ТК. Количество и размерность элементов определяется на основании действующей нормативной документации.
Для каждой операции приводятся требуемые для ее проведения материалы, оборудование и инструмент. По такой ОТК сварка любого типа свариваемых элементов (трубы, двутавра, уголков, листов и др.) проходит у сварщика без лишних вопросов к техническому персоналу. Все этапы расписываются в полном объеме в плоть мелочей.
Сборка соединений по ОТК в зависимости от диаметра свариваемых труб может выполняться с применением наружных и внутренних центраторов, а металлоконструкций при помощи струбцин и других сборочных приспособлений. В разделе «Параметры сварного соединения» содержит все данные о соединяемых элементах: тип с указанием ГОСТа или другого нормативного документа.
Разработка технологических карт ТК и ОТК сварки
Разработкой технологических карт и ОТК сборки и сварки должен заниматься главный сварщик или инженерный персонал, имеющий удостоверение и протокол НАКС не ниже 3 уровня. Сложность разработки операционно-технологических карт сборки и сварки обуславливается специфичностью выполняемых работ и наличием соответствующих знаний у разработчика.
Обратившись к нам Вы можете быть уверены в правильности составления ТК и ОТК. Опыт работы в сварочном производстве на трубопроводах, сварке металлоконструкций, полипропиленовых труб наших специалистов составляет более 10 лет.
ОТК составляются на все технологии: ручная дуговая покрытыми электродами РД; ручная аргонодуговая РАД; механизированная в защитных газах проволокой сплошного сечения МП, самозащитной порошковой проволокой МПС; автоматическая проволокой сплошного сечения в защитных газах ААДП (двухсторонняя сварка), АПГ, порошковой проволокой АПИ, автоматическая под флюсом АФИ и др.
Операционно-технологические карты составляются так же на ремонт учитывая различные его методы (с его полной вырезки или вышлифовкой отбракованного участка и др. в зависимости от требований нормативных документов).
Так же для предприятий, проводящих сварочные работы мы разрабатываем технологические инструкции.
Технологическая инструкция по сварке
Технологическая инструкция по сварке необходима для производства сварочных работ на строительном участке или в заводских условиях на производственной базе.
Содержит описание подготовительных и основных процессов, а так же заключительные этапы по приемке соединений.
В подготовительном периоде указывают требования по аттестации к руководящему персоналу и сварщикам, применяемого оборудования и сварочных материалов, порядок и методы устранения отбракованных по результатам контроля стыков.
Проект производства работ ППР скачать
1 Проект производства работ ППР на монтаж средств КИПиА общестанционного оборудования ТЭЦ, пример скачать doc, скачать zip.
2 Проект производства работ ППР на монтаж сетей электроснабжения, электроосвещения, горячего и холодного водоснабжения, канализации, вентиляции, воздухоснабжения, пожарной сигнализации, телефонизации, ЛВС, пример скачать doc, скачать zip.
3 Проект производства работ ППР на реконструкцию и ремонт электрофильтров ЭПБМ с применением башенного крана TDK, пример скачать pdf, скачать zip.
4 Проект производства работ ППР с применением ПС на монтаж и демонтаж крана Liebherr LTM, пример скачать pdf, скачать zip.
5 Проект производства работ ППР по благоустройству и вертикальной планировки установки утилизации сероводосодержащего газа и производства гранулированной серы, пример скачать pdf, скачать zip.
6 Проект производства работ ППР на высоте. Монтаж и демонтаж буровой установки, пример скачать doc, скачать zip.7 Проект производства работ ППР на монтаж опор ВЛС по объекту строительства волоконно-оптической линии ВОЛС, пример скачать zip.
ППР на строительство и ремонт зданий и составных элементов.
1 Проект производства работ ППР на земляные работы, устройство насыпного основания, пример скачать pdf, скачать zip.
1а Проект производства работ ППР на строительство многоквартирного жилого дома (пример) + технологическая карта на производство бетонных работ при отрицательных температурах на объекте, пример скачать doc, скачать rar.
2 Проект производства работ ППР на строительство здания школы на 800 мест, пример скачать zip.
3 Проект производства работ ППР на возведение части здания (возведение производственно-складского комплекса), пример скачать rar.
4 Состав проекта производства работ ППР на капитальный ремонт нежилого здания, пример скачать doc, скачать zip.
5 Проект производства работ ППР на монтаж кровли из сэндвич панелей, пример скачать doc, скачать rar.
6 Проект производства работ ППР на комплекс работ по отделке декоративного пояса с фасадных люлек и методом промышленного альпинизма, пример скачать zip.
7 Проект производства работ ППР план производства работ на высоте, пример скачать doc, скачать zip.8 Проект производства работ ППР по сборке-разборке лесов, вышек тура, высотой до 4м, пример скачать pdf, скачать zip.
9 Проект производства работ ППР по сборке-разборке лесов, вышек тура, высотой более 4м, пример скачать pdf, скачать zip.
10 Проект производства работ ППР по устройству лесов и подмостей, пример скачать doc, скачать zip.
11 Проект производства работ ППР на демонтаж и монтаж конструкций пола, стен и потолков в помещении, пример скачать doc, скачать zip.
12 Проект производства работ ППР на возведение здания, нулевой цикл, пример скачать pdf, скачать zip.
14 Проект производства работ ППР на возведение здания, надземная часть, пример скачать doc, скачать zip.
ППР на электромонтажные работы.
1 ППР на устройство наружного электроосвещения на объекте, пример 1 скачать doc, скачать zip.
2 Проект производства работ ППР на устройство наружного электроосвещения на объекте, пример 2 скачать doc, скачать zip.
3 Проект производства работ ППР на устройство внутреннего электроосвещения, силового электрооборудования, комплектной трансформаторной и ПНР на объекте, пример скачать doc, скачать zip.
4 Регламент на производство электромонтажных работ по прокладке кабельной линии 10кВ для электроснабжения электроприёмников первой категории жилого дома, пример скачать doc, скачать zip.5 Проект производства работ ППР на монтаж аппаратуры автоматизированной информационно-измерительной системы коммерческого учёта электроэнергии АИИС КУЭ метрополитена, пример скачать doc, скачать zip.
6 Проект производства работ ППР по монтажу и демонтажу оборудования ПС-110кВ, пример скачать doc, скачать zip.
7 Проект производства работ ППР на реконструкцию ВЛИ 0,4кВ от ТП, пример скачать doc, скачать zip.
8 Проект производства работ ППР на капитальный ремонт УПЭЭ 200В станции метро, в части щитовых, с заменой кабелей питания и схем управления освещением станции и тоннеля, пример скачать doc, скачать zip.
9 Проект производства работ ППР на модернизацию УПЭЭ 825В станции метро в части разъединителей соединительной ветки, пример скачать doc, скачать zip.
10 Проект производства работ ППР на реконструкцию устройств передачи электроэнергии УЭПП 220В станции метро в части устройств освещения тоннелей на прилегающих перегонах, пример скачать doc, скачать zip.
11 Проект производства работ ППР на перемещение трансформатора типа ТМН на ПС, пример скачать doc, скачать zip.
12 Проект производства работ ППР на переустройство кабельных линий, пример скачать doc, скачать zip.13 Проект производства работ ППР на реконструкцию наружного освещения, пример скачать doc, скачать zip.
14 Проект производства работ ППР на прокладку кабельных линий 0,4кВ и 10кВ для электроснабжения электроприёмников первой категории жилого дома, пример скачать doc, скачать zip.
15 Проект производства работ ППР на замену масляных выключателей 6-10кВ на вакуумные, пример скачать doc, скачать zip.
16 Проект производства работ ППР на монтаж сетей электроснабжения силового электрооборудования и освещения на объекте, пример скачать doc, скачать zip.
17 Проект производства работ ППР на монтаж кабельных металлоконструкций, электрооборудования, электроосвещения, средств КИПиА, пример скачать doc, скачать zip.
18 Проект производства работ ППР на вынос кабельной линии 10кВ из под пятна застройки, пример скачать doc, скачать zip.
19 Проект производства работ ППР на восстановление токопроводов и монтаж токопроводов, пример скачать doc, скачать zip.
ППР на строительство сетей связи.
1 Проект производства работ ППР на строительство кабельной канализации, пример скачать doc, скачать rar.
2 Проект производства работ ППР на прокладку кабеля в кабельной канализации, пример скачать doc, скачать zip.
ППР на строительство тепловых сетей.
1 Проект производства работ ППР на устройство тепловых сетей, пример скачать zip.
ППР на строительство сетей водоснабжения.
1 Проект производства работ ППР на монтаж стальных вертикальных цилиндрических резервуаров объёмом 200м3 для котельной, пример скачать doc, скачать zip.
ППР на строительство сетей газоснабжения.
1 Проект производства работ ППР на монтаж газопровода в частном секторе, пример (чертежи Компас V15.1, cdw) скачать zip.
ППР на строительство сетей вентиляции и кондиционирования.
1 Проект производства работ ППР на монтаж воздуховодов внутренних систем вентиляции, пример скачать doc, скачать zip.
2 Проект производства работ ППР на монтаж систем вентиляции, пример (Autocad dwg) скачать zip.
ППР на строительство сетей пожаротушения.
1 Проект производства работ ППР на капитальный ремонт системы пожаротушения ГПА 10-01, пример скачать doc, скачать zip.
ППР на земляные работы, благоустройство, устройство фундаментов.
1 Проект производства работ ППР устройство укрепления откосов (посев трав, гидропосев), пример скачать doc, скачать zip.
2 Проект производства работ ППР на устройство фундаментов и кабельной эстакады, пример скачать doc, скачать rar.
3 Проект производства работ ППР на разработку траншеи для прокладки кабельной линии 6-10кВ, пример скачать doc, скачать rar.
4 Проект производства работ ППР на разработку котлована и монтаж распорной системы, пример скачать zip.5 Проект производства работ ППР устройство перехода методом ГНБ (горизонтально направленного бурения), пример скачать doc, скачать zip.
6 Проект производства работ ППР на продавливание металлической трубы под железной дорогой, пример скачать ПЗ doc, скачать zip.
ППР на монтаж технологического оборудования.
1 Проект производства работ ППР на монтаж технологического оборудования. Производство работ кранами. Участок сушки шлака, пример скачать pdf, скачать rar.
ППР на объекты нефтяной и газовой промышленности.
1 Проект производства работ ППР по телемеханизации задвижек нефтепровода, водные переходы на участке, задвижки, пример скачать doc, скачать zip.
2 Проект производства работ ППР на устройство тепловой изоляции на объекте: Реконструкция установки подготовки и передачи нефти, пример скачать doc, скачать zip.
3 Проект производства работ ППР на установку подготовки газа УПГ скачать zip.
4 Проект производства работ ППР на монтаж металлоконструкций резервуара ёмкостью 10000м3 для хранения нефти скачать zip.
5 Проект производства работ ППР на монтаж резервуара РВС 5000м3 на нефтяном месторождении скачать pdf, скачать zip.
ППР на строительство объектов на территории ОАО «РЖД».
1 ППР по строительству подъездных железнодорожных путей (завершение строительства) в полосе отвода, пример скачать doc, скачать zip.
2 ППР на вынос кабелей СЦБ и кабелей связи из зоны строительства тепловой сети (включая проход под стройплощадкой методом ГНБ), пример скачать doc, скачать zip.
3 ППР на капитальный ремонт кабельных линий на территории ж/д станции, пример скачать doc, скачать zip.
4 ППР по объекту: подъездные железнодорожные пути общего пользования. Устройства СЦБ и связи, пример скачать doc, скачать zip.5 ППР по оборудованию устройствами электрической централизации ж/д станции с прилегающими перегонами, пример скачать doc, скачать zip.
6 ППР по капитальному ремонту устройств электропитания ЭЦ на ж/д станции, пример скачать doc, скачать zip.
7 ППР по капитальному ремонту устройств электропитания на ж/д станции, пример1 скачать doc, скачать zip.
8 ППР по капитальному ремонту устройств электропитания на ж/д станции, пример2 скачать doc, скачать zip.
9 ППР по капитальному ремонту пульт-табло на ж/д станции, пример скачать doc, скачать zip.
10 ППР по капитальному ремонту устройств СЦБ на ж/д станции, пример скачать doc, скачать zip.
11 ППР по переустройству железнодорожных коммуникаций на ж/д перегонах (устройство переходов через автомобильные, железные дороги и другие коммуникации, производство водоотливов, прокладка труб для укладки кабеля, прокладка кабеля, монтаж муфт), пример скачать doc, скачать zip.
ПНР скачать
1 Программа проведения пусконаладочных работ (ПНР) токопроводов 6кВ 4ШЛ и 1ШЛ на объекте, пример скачать doc, скачать zip.
ПОС скачать
1 Проект организации строительства ПОС на реконструкцию, реновацию водопроводной сети, пример скачать zip, скачать pdf+схема
Вернуться к разделу: «Акты, схемы протокола и прочее».
Смотрите состав исполнительной в разделе: «Состав исполнительной»
Скачивайте акты, протокола и другое в разделе: «Акты и прочее»
Скачивайте полезные книги, ГОСТы, СнИПы в разделе: «ГОСТы и книги«