Как отжечь медь в домашних условиях
Как отжечь медь в домашних условиях — Справочник металлиста

- Дата: 10-08-2015
- 449
- : 10
В домашних условиях часто возникает необходимость сварки меди в процессе установки водопроводов и систем отопления. В большинстве случаев водопроводные трубы изготавливаются из меди. Материал имеет гладкое основание, не поддается коррозии, способен обеспечить хороший ток воды и не имеет каких-либо вредных веществ.
Цветовые характеристики сплавов меди.
Сварка — это процесс образования неразъемных соединений между разными элементами. Этого можно достичь путем нагрева свариваемых металлов или их деформирования. Для сварки используются различные источники энергии:
- пламя от газа;
- электрическая дуга;
- ультразвук;
- лазерное излучение и др.
Процесс сварки меди значительно отличается от сварки сталей, так как цветные металлы имеют высокий уровень теплопроводности, а в расплавленном состоянии они будут реагировать с газами. Чтобы избежать возникновения негативных последствий, понадобится правильно выбрать материалы для сварки, произвести подготовку соединяемых элементов и соблюдать инструкцию по сварке.
На сегодняшний день сделать сварку можно не только на предприятиях, но и в домашних условиях. Следует знать, что процесс сварки меди имеет большое количество нюансов. Во многом сварка будет зависеть от физико-химических свойств материала.
Трудности сварки меди связаны со склонностью материала к окислению в расплавленном состоянии, высоким уровнем теплопроводности, высоким уровнем линейного расширения металла в процессе нагревания и высокой текучестью.
Свариваемость металла может ухудшиться при наличии в нем серы, свинца и других элементов. Свинец придаст подобному металлу хрупкости.
Контактная сварка своими руками.
В процессе сварки меди кислород будет поглощаться из атмосферы, потому следует это учитывать.
На сегодняшний день существует несколько различных способов сварки данного цветного металла.
Элементы, которые будут необходимы для того, чтобы самостоятельно произвести качественную сварку меди:
- Баллоны с ацетиленом.
- Горелки.
- Асбестовые листы.
- Проволока.
- Вода.
- Профилированная проставка.
- Припои.
- Флюсы.
Что нужно знать об электродах для сварки меди?
Конструкция трансформаторов для точечной сварки.
Чтобы получить качественный и ровный сварочный шов, следует использовать электрод, который покрыт особым составом. Покрытие используется для продуцирования шлака, который появляется с окислами металла. Состав будет препятствовать соприкосновению шва сварки с воздухом.
Обмазка заполнит убыль, которая образуется в процессе сварки за счет выгорания элементов и вводит в шов новые элементы. Благодаря обмазке будет увеличена устойчивость электрической дуги.
Шлаковый покров, который продуцируется подобным покрытием, будет замедлять остывание расплавленной меди, в результате чего из шва выделится большее количество газов.
Электроды, которые используются в процессе соединения металлов, можно разделить на 2 вида:
- Плавящиеся, которые изготавливаются из медных, алюминиевых, стальных или чугунных проволок.
- Неплавящиеся, которые изготавливаются из электротехнического угля, синтетического графита и других элементов.
Чтобы подобрать подходящие электроды, понадобится обратить внимание на их цвет:
- Электроды красного цвета используются для электродуговой сварки меди.
- Синие электроды применяются для обработки теплоустойчивых элементов.
- Электроды желтого цвета применяются для заготовок из коррозийностойких и жаропрочных сталей.
- Электроды серого цвета можно использовать для обработки цветных металлов.
Газовый метод сварки меди
Технология газовой сварки.
Если соблюдать технологию, то медь можно с легкостью сварить баллонами с ацетиленом. Сварное соединение отличного качества есть возможность получить путем проковки шва.
Медь имеет высокий уровень теплопроводности, потому для ее сварки понадобится пламя высокой мощности, 150 л/час, если есть материал толщиной менее 10 мм, и 200 л/час, если есть материал толщиной более 10 мм. Если производится сварка меди большой толщины, то понадобится использовать две горелки. Одна из них — для подогрева, а другая — для сварки деталей.
Чтобы уменьшить отвод теплоты, с нижней и верхней частей элемента понадобится уложить асбестовые листы. В данном случае рекомендуется использовать восстановительное пламя, ядро которого ориентируется к кромкам меди практически под прямым углом.
Для уменьшения формирования закиси металла и предотвращения появления трещин высокой температуры понадобится производить соединение металлов с максимальной скоростью, без перерывов.В процессе нужно строго следить за сбережением восстановительного пламени.
Перед соединением элементов прихватки применять не нужно. Сварка меди производится в специальной сборочно-сварочной конструкции. В качестве присадки можно использовать проволоку из прочного металла или материала с раскислителями. Диаметр используемой проволоки должен быть не более 8 мм.
Расчет расхода защитного газа при сварке.
В процессе сварки тепло нужно распределять так, чтобы проволока расплавилась раньше кромок свариваемого металла. Присадочный материал должен наплавиться на кромки.
Скос кромок на листах толщиной больше 3 мм производится под углом 45°. Перед соединением кромки надо будет зачистить до блеска нового металла.
Можно также протравить кромки при помощи смеси азотной кислоты, после чего промыть водой.
Для измельчения зерен наплавленной меди и повышения плотности сварных швов после соединения материал толщиной до 5 мм нужно проковывать при низкой температуре. Если используется медь толщиной более 5 мм, то проковывать нужно при температуре 200-300°С.
Шов подвергается отжигу после проковки швов при температуре 530-550°С, после этого быстро охлаждается водой. Для предотвращения появления трещин не нужно вести проковку при температуре более 500°С, так как в таком случае металл станет хрупким.
Как отжечь медь в домашних условиях — Металлы, оборудование, инструкции
Медь проходит несколько этапов обработки перед тем как ее можно использовать в производстве
После получения металла из медной руды, он формируется в слитки различной формы и для дальнейшего производства изделий из таких заготовок необходима предварительная обработка меди. В зависимости о требуемого состояния металла, обработка осуществляется различными способами:
- термическим;
- механическим;
- токарным.
Когда применяют термообработку меди
Термообработка — это нагрев сырья или готово изделия
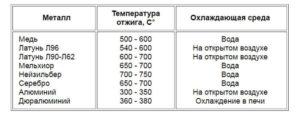
Если необходимо повысить прочность изделий, упругость, износоустойчивость или, наоборот, получить более мягкий металл, поддающийся дальнейшему механическому воздействию, используют термическую обработку меди. Этот процесс может осуществляться различными способами — закалкой и отжигом, они различаются температурой нагрева и способом остывания.
Для того чтобы изделию из меди придать твердость и прочность ее следует нагреть до температуры 600 оС и остудить на воздухе, это так называемое медленное остывание.
Если нужен мягкий металл, то сырье следует нагреть до 600 оС и подвергнуть быстрому остужению в воде, далее придать форму изделию, снова нагреть, на этот раз до 400 оС и оставить медленно остывать в итоге получится мягкое изделие.
Для того чтобы изогнуть медную трубу ее сначала наполняют песком, это позволит избежать сплющивания в процессе термической обработки, а затем нагревают и придают нужную форму. С помощью термической обработки меди осуществляется процесс снятия наклепа и окалины, для этого металл нагревают до 500 оС и охлаждают в воде.
Как осуществляют механическую обработку
После процесса отжига металлу необходимо придать форму, блеск, рисунок, для этого применяют механические способы обработки. Для начала изделия необходимо очистить от масла, оксидов, накала и прочих загрязнений, осуществлять процессы можно только на сухой поверхности. Холодная или механическая обработка меди выполняется несколькими способами:
Для товарного вида медные изделия подвергают механической обработке
- прокатка;
- протяжка;
- шлифовка;
- полировка.
Процесс прокатки металла осуществляется с помощью механической или автоматической установки, оснащенной вальцами, между которыми пропускается лист медной заготовки. Толщина готового изделия регулируется в зависимости от потребности. Вальца смазываются маслом или специальной эмульсией, которые оставляют тонкий слой пленки на готовом изделии.
Протяжка меди осуществляется при изготовлении проволоки, жил для проводов и кабелей. Выполняется с помощью экструдерного механизма, регулировка диаметра выполняется автоматически по заранее заданным параметрам.
Шлифование медных изделий
Шлифование медных изделий происходит с помощью дисков и лент, на которые нанесено абразивное покрытие. Для шлифовки обычно используют абразивные материалы с зернистостью порядка 180 – 200 мкм, для изделий, которые прошли ковку достаточно будет 80 – 100 мкм.
Полирование осуществляется с использованием тканевых или войлочных дисков, пемзой, трепела, а также с применением оксида железа и венской извести.Этот процесс выполняется на полировочных машинах, для меди достаточно скорости в 20 – 40 м/с, увеличение ведет к более глубокому снятию верхнего слоя. Для предотвращения обесцвечивания применяют слабый раствор органической кислоты, например, щавелевой или винной.
Эффективно обрабатывать полируемую поверхность растворами, содержащими ингибитор коррозии, они препятствуют окислению и дольше сохраняют цвет.
Токарный способ обработки
Распространенным способом обработки медных заготовок является токарный, с использованием специальных станков, оснащенных резцами. Благодаря этому методу обработки можно изготавливать большое разнообразие форм и деталей цилиндрической, сферической, конической формы.
Механизм работы токарных станков заключается в воздействии режущего механизма на деталь, он врезается в заготовку и снимает лишний слой, который превращается в стружку. Скорость движения режущего механизма имеет большое значение в обработке различных видов металла. Поскольку медь является мягким материалом, для нее будет достаточно 40 — 50 м/с.
С помощью токарной обработки меди можно получить следующие виды изделий:
Токарная обработка позволяет получить деталь любой формы
- шайбы;
- втулки;
- фланцы;
- шпильки;
- штуцеры.
Предприятия, осуществляющие токарную обработку металлов, могут выполнять большое разнообразие видов изделий по индивидуальным заказам. Станки настраиваются под параметры, каждой детали.
С помощью токарного оборудования на медные заготовки наносится резьба, осуществляется выточка фасок, сверление отверстий, геометрическая обрезка.
Использование автоматизированных станков позволяет выполнять сложнейшую отделку заготовок с максимальной точностью, при этом снижается процент брака и минимизируются отходы.
Как отжечь медь в домашних условиях

Медь проходит несколько этапов обработки перед тем как ее можно использовать в производстве
После получения металла из медной руды, он формируется в слитки различной формы и для дальнейшего производства изделий из таких заготовок необходима предварительная обработка меди. В зависимости о требуемого состояния металла, обработка осуществляется различными способами:
- термическим;
- механическим;
- токарным.
: Обработка меди
Пайка труб из меди
Медь применяется человечеством с глубокой древности, хотя использование для прокладки труб отопления и водоснабжения в широких масштабах официально принято считать начало прошлого века.
Одним из основных процессов стыковки медных труб является пайка, при которой выполняется нагревание трубных концов и соединительных муфт, приводящее к расплавлению припоя с образованием герметичности соединения.
В данной статье рассмотрим, как паять медные трубы, их разновидности, достоинства и недостатки.
Разновидности трубных материалов
Промышленностью выпускаются трубные изделия двух видов: труба медная отожжённая и неотожжённая, в чем отличия? Процесс изготовления обоих разновидностей состоит в обработке медной руды.
Из полученной черновой меди удаляются все нежелательные примеси путём продувки через неё кислорода. В результате получаются слитки металла высокой чистоты.
Далее технология производства каждого из видов резко отличается.
- Необожжённая медная труба, получается путём прокатки и штамповки полученных слитков. В результате этих операций получаются изделия, обладающие высокой твёрдостью и прочностью. Выпуск производится отдельными прямыми штангами длиной 5 и 3 м.
Отсутствие термической обработки не приводит к нарушению внутренней структуры металла. При этом продукция становится очень прочной. Для изделий необожжённого типа показатель предела прочности может равняться от 340-ка до 450-ти МПа, значение допустимого растяжения — 6-ть процентов.
- Медная труба отожжённая или мягкая. Изготовление осуществляется путём отжига, что и получило своё отражение в названии таких изделий. Процесс основан на специальной термической обработке, при которой изделия нагреваются до 700-т градусов с последующим постепенным охлаждением. Поставка труб осуществляется в бухтах по 50-т и 25-ть м. При отжиге материалу возвращается утерянная при прокатке или штамповке природная пластичность.
Отожжённые трубы, уступая первому типу по прочностным показателям, значительно превосходят их по пластичности. При случайных замораживаниях высокая пластичность отожжённых водопроводных труб гарантирует их от разрывов.
Возможное их удлинение достигает 60-ти %, что позволяет сгиб при необходимости в холодном состоянии при соблюдении определённого соотношения между радиусом, под которым производится изгиб и диаметром трубы (R= 3…8d).
Отожжённые изделия отличаются высокой стойкостью при эксплуатации в условиях повышенной влажности и к резким температурным перепадам.
Трубные материалы с толстыми стенками успешно выдерживают высокое давление, при нанесении на поверхность полимерного слоя значительно снижаются тепловые потери и при этом в водопроводах с холодной водой не возникает образование конденсата. Такая продукция особенно популярна при обустройстве систем отопления и водоводов горячей воды.
Твёрдые неотожжённые трубы в холодном состоянии допускается сгибать при помощи трубогиба только диаметрами до 18-ти мм, при необходимости сгибать большие размеры необходимо предварительное смягчение изделий нагревом до 500 градусов.
Холодная обработка и отжиг металлов

Большинство обычных металлов нельзя упрочнить термической обработкой. Однако почти все металлы упрочняются – до той или иной степени – в результате ковки, прокатки или гибки. Это называют наклепом или нагартовкой металла.
Отжиг является видом термической обработки для умягчения металла, который стал нагартованным – наклепанным, чтобы можно было продолжать его холодную обработку.
Холодная обработка: медь, свинец и алюминий
Обычные металлы весьма сильно различаются по своей степени и скорости деформационного упрочнения – наклепа или нагартовки. Медь довольно быстро наклепывается в результате холодной ковки, а, значит, быстро снижает свою ковкость и пластичность. Поэтому медь требует частого отжига, чтобы ее можно было дальше обрабатывать без риска разрушения.
С другой стороны, свинец можно обрабатывать ударами молотка почти в любую форму без отжига и без риска его разрушения. Свинец обладает таким запасом пластичности, который позволяет ему получать большую пластическую деформацию с очень малой степенью деформационного наклепа. Однако, медь хотя и тверже свинца, обладает в целом большей ковкостью.
Алюминий может выдерживать весьма большое количество пластической деформации в результате формовки молотком или холодной прокатки, прежде чем ему понадобится отжиг для восстановления его пластических свойств. Чистый алюминий наклепывается намного медленнее, чем медь, а некоторые листовые алюминиевые сплавы являются слишком твердыми или хрупкими, чтобы позволять большой наклеп.
Холодная обработка железа и стали
Промышленное чистое железо можно подвергать холодной обработке до больших степеней деформации, прежде чем оно станет слишком твердым для дальнейшей обработки.
Примеси в железе или стали ухудшают способность металла к холодной обработке до такой степени, что большинство сталей нельзя подвергать холодной пластической обработке, кроме конечно, специальных низкоуглеродистых сталей для автомобильной промышленности.
Вместе с тем, почти все стали можно успешно пластически обрабатывать в раскаленном докрасна состоянии.
Зачем нужен отжиг металлов
Точная природа процесса отжига, которому подвергают металл, в значительной степени зависит от назначения отожженного металла. Существует значительное различие отжига по методам его выполнения между отжигом на заводах, где производят огромное количество листовой стали, и отжигом в небольшой автомастерской, когда всего лишь одна деталь требует такой обработки.
Если кратко, то холодная обработка – это пластическая деформация путем разрушения или искажения зеренной структуры металла.
При отжиге металл или сплав нагревают до температуры, при которой происходит рекристаллизация – образование вместо старых – деформированных и удлиненных – зерен новых зерен – не деформируемых и круглых. Затем металл охлаждают с заданною скоростью.Другими словами, кристаллам или зернам внутри металла, которые были смещены или деформированы в ходе холодной пластической обработки, дают возможность перестроиться и восстановиться в свое естественное состояние, но уже при повышенной температуре отжига.
Отжиг железа и стали
Железо и низкоуглеродистые стали необходимо нагревать до температуры около 900 градусов Цельсия, а затем давать возможность медленно охлаждаться для обеспечения максимально возможной «мягкости». При этом принимают меры, чтобы предотвратить контакт металла с воздухом во избежание окисления его поверхности. Когда это делают в небольшой автомастерской, то для этого применяют теплый песок.
Высокоуглеродистые стали требуют аналогичной обработки за исключением того, что температура отжига для них ниже и составляет около 800 градусов Цельсия.
Отжиг меди
Медь отжигают при температуре около 550 градусов по Цельсию, когда меди разогрета до темно-красного цвета. После нагрева медь охлаждают в воде или позволяют медленно охлаждаться на воздухе.
Скорость охлаждения меди после нагрева при температуре отжига не влияет на степень получаемой «мягкости» этого металла.
Преимущество быстрого охлаждения заключается в том, что при этом металл очищается от окалины и грязи.
Отжиг алюминия
Алюминий отжигают при температуре при температуре 350 градусов Цельсия. На заводах это делают в подходящих печах или соляных ваннах. В мастерской алюминий отжигают газовой горелкой. Рассказывают, что при этом деревянной лучиной трут по поверхности нагретого металла.
Когда дерево начинает оставлять черные следы, то это значит, что алюминий получил свой отжиг. Иногда вместо дерева применяют кусок мыла: когда мыло начинает оставлять коричневые следы, нагрев нужно прекращать.
Затем алюминий охлаждают в воде или оставляют охлаждаться на воздухе.
Отжиг цинка
Цинк становиться снова ковким при температуре между 100 и 150 градусами Цельсия. Это значит, что его можно отжигать в кипятке. Цинк нужно обрабатывать, пока он горячий: когда он охлаждается, то сильно теряет свою ковкость.
Как отжечь медь в домашних условиях? — Станки, сварка, металлообработка

Большинство обычных металлов нельзя упрочнить термической обработкой. Однако почти все металлы упрочняются – до той или иной степени – в результате ковки, прокатки или гибки. Это называют наклепом или нагартовкой металла.
Отжиг является видом термической обработки для умягчения металла, который стал нагартованным — наклепанным, чтобы можно было продолжать его холодную обработку.
Как отжечь медь в домашних условиях — Справочник металлиста
- Дата: 10-08-2015
- 449
- : 10
В домашних условиях часто возникает необходимость сварки меди в процессе установки водопроводов и систем отопления. В большинстве случаев водопроводные трубы изготавливаются из меди. Материал имеет гладкое основание, не поддается коррозии, способен обеспечить хороший ток воды и не имеет каких-либо вредных веществ.
Цветовые характеристики сплавов меди.
Сварка — это процесс образования неразъемных соединений между разными элементами. Этого можно достичь путем нагрева свариваемых металлов или их деформирования. Для сварки используются различные источники энергии:
- пламя от газа;
- электрическая дуга;
- ультразвук;
- лазерное излучение и др.
Процесс сварки меди значительно отличается от сварки сталей, так как цветные металлы имеют высокий уровень теплопроводности, а в расплавленном состоянии они будут реагировать с газами. Чтобы избежать возникновения негативных последствий, понадобится правильно выбрать материалы для сварки, произвести подготовку соединяемых элементов и соблюдать инструкцию по сварке.
На сегодняшний день сделать сварку можно не только на предприятиях, но и в домашних условиях. Следует знать, что процесс сварки меди имеет большое количество нюансов. Во многом сварка будет зависеть от физико-химических свойств материала.
Трудности сварки меди связаны со склонностью материала к окислению в расплавленном состоянии, высоким уровнем теплопроводности, высоким уровнем линейного расширения металла в процессе нагревания и высокой текучестью.
Свариваемость металла может ухудшиться при наличии в нем серы, свинца и других элементов. Свинец придаст подобному металлу хрупкости.
Контактная сварка своими руками.
В процессе сварки меди кислород будет поглощаться из атмосферы, потому следует это учитывать.
На сегодняшний день существует несколько различных способов сварки данного цветного металла.
Элементы, которые будут необходимы для того, чтобы самостоятельно произвести качественную сварку меди:
- Баллоны с ацетиленом.
- Горелки.
- Асбестовые листы.
- Проволока.
- Вода.
- Профилированная проставка.
- Припои.
- Флюсы.
Как отжечь медную трубку в домашних условиях. Как согнуть медную трубку в домашних условиях: советы мастера. -инструкция: сгибание труб в домашних условиях

16469 0 3
Здравствуйте уважаемые читатели. Сегодня расскажу о том, как согнуть трубу без трубогиба и с трубогибом, и о том, как согнуть полипропиленовую трубу. Тема представляет немалый интерес так как без гнутых труб затруднительно построить теплицу, беседку или навес над крыльцом.
Почему важен правильный выбор способа сгибания
Неправильная холодная деформация трубы, независимо от того, из какого материала она изготовлена, негативно сказывается на прочности стенок.
В процессе сгибания трубы стенка по внешнему краю сильно растягивается и материал из которого она изготовлена истончается. По внутренней стороне трубы, при неправильном сгибании, стенки сминаются и образуются складки, которые негативно сказываются как на внешнем виде, так и на прочности изделия.
Для того чтобы сгибание трубы было выполнено правильно, стенки не должны сминаться, в то время как растягивание материала по внешней стороне должно происходить равномерно.
Как добиться такого результата?
Способы деформации труб без ущерба для их прочности
Выбор способа сгибания труб зависит от типа производственных материалов. Повсеместно применяется три типа труб: металлические, металлопластиковые и полностью пластмассовые.
Гнуть до необходимой конфигурации можно первые две категории. Если стоит вопрос как согнуть трубу из полипропилена применяем промышленный фен со специальной насадкой.
Установив деталь на насадку можно разогреть пластик до температуры близкой к температуре плавления, после чего можно аккуратно сгибать. Впрочем, для работы с пластиком рекомендую применять угловые фитинги с паяным или клеевым .
Как гнуть трубу из металла
Рассмотрим подробнее каждый из перечисленных на схеме способов
Гидравлический трубогиб применяется для работы с толстостенными стальными трубами, для деформации которых требуется большое усилие.
Инструкция применения инструмента следующая:
- Деформируемая деталь располагается между металлическими направляющими и прижимными вальцами;
- За счет гидравлического сдвигания прижимных вальцов задается радиус и угол сгиба;
- заготовка прокатывается через направляющие и прижимные вальцы, за счет чего получается необходимая форма.
Применение гидравлического трубогиба за счет подбора вальцов требуемой конфигурации позволяет работать с заготовками с традиционным круглым сечением и с модификациями.
Для повышения производительности гидравлический инструмент может дополняться электрическим приводом на вальцы. В результате вам придется выставить необходимые параметры сгиба и следить за процессом работы не прилагая физических усилий.
Ручной трубогиб по своей конструкции аналогичен гидравлической модификации. Основным отличием является то, что расположение прижимных вальцов задается не гидравлическим приводом, а мускульным усилием.
Из-за конструктивных отличий ручной трубогиб применяется для работы с трубами с малой толщиной стенок и с небольшим диаметром поперечного сечения. Главным преимуществом ручного инструмента является доступная цена и возможность изготовления своими руками.Применение наружных пружин актуально при работе с тонкостенными трубами с круглым сечением малого диаметра. Для увеличения эффективности деформации металлические стенки на участке растяжения можно дополнительно разогревать паяльной лампой.
- Подобранная по диаметру сечения специальная пружина надевается на поверхность трубы и проталкивается к месту сгиба, так чтобы участок деформации располагался примерно посредине трубы;
- Участок, на котором выполняется деформация по внешней стороне разогревается паяльной лампой;
- Труба берётся руками с обеих концов и аккуратно с усилием сгибается до получения требуемого угла и радиуса;
- После остывания металла пружина снимается.
Зачем нужна пружина?
Независимо от того какую пружину вы используете внешнюю или внутреннюю, она не дает стенкам трубы деформироваться неравномерно. То есть, стенки трубы на участке сгиба повторят форму пружины.
Для этого специальные пружины изготавливаются из твердых марок нержавеющей стали. Для того чтобы пружина после использования легко снималась ее поверхность делается гладкой.
Использование песчаной засыпки — это возможность придать трубе более или менее равномерный радиус и угол сгиба без сильных сминаний стенок.
Применяя песчаную засыпку можно гнуть только отдельные отрезки труб в то же время деформировать уже приваренные конструкционные элементы трубопровода не удастся.
Инструкция деформации следующая:
- На одном из торцов трубы устанавливается пробка;
- С другого торца засыпается песок без неоднородных включений;
- Открытый торец также запечатывается пробкой;
- На предполагаемом месте сгиба металл разогревается паяльной лампой до легкого покраснения;
- Взявшись за оба торца, гнем металлическую трубу о круглый столб до получения нужного угла и радиуса.
Методы, пригодные для работы с металлопластом
Трубы из металлопласта отличаются от металлических аналогов меньшей прочностью стенок за счет меньшей толщины металла. Поэтому для работы с металлопластом можно применить способы, перечисленные на следующей схеме.
Рассмотрим перечисленные способы подробнее.
Применение ручного трубогиба арбалетного типа позволяет задать требуемый угол и радиус металлопластовой трубе.
За счет меньшей степени нажима, в сравнении с гидравлическим аналогом, можно деформировать металлопластиковое изделие без риска порчи тонких стенок.
Если требуется задать малый радиус сгиба деформировать металлопластик нужно постепенно, переходя от большого радиуса к малому. Несмотря на то что прокатывать заготовку придётся несколько раз ее стенки останутся целыми.
Применение стальной пружины аналогично использованию на металлической трубе. Но если на металле можно было использовать пружину большего размера, чем диаметр сечения трубы, то при работе с металлопластом размер должен совпадать.Сгибаем заготовку постепенно. Для того чтобы пружину по окончании сгиба было проще снять, прилегающую поверхность трубы желательно смазать машинным маслом.
Применение песчаной засыпки практически ничем не отличается от использования засыпки при работе с металлом. По сути, песчаная засыпка выполняет функцию внутренней пружины, которая не дает стенкам смяться.
Так как металлопластик более пластичен, чем толстостенное металлическое изделие, металлопластовую трубу для сгиба берем не за торцы, а ближе к участку деформации.
Использование проволоки — это разновидность деформации трубы с применением заполнителя. То есть, если диаметр поперечного сечения невелик трубу можно заполнить обрезками проволоки не менее чем на 80% от площади сечения. Затем, удерживая заготовку за торцы, аккуратного гнем ее, предварительно накинув на круглый столб.
Единственным недостатком способа является невозможность выполнения сгиба с малым радиусом, так как потом будет непросто вытянуть проволоку.
Работа с профильными металлическими трубами
Напоследок расскажу, как согнуть квадратную трубу из стали располагая в наличии болгаркой и диском для резки металла.
Инструкция следующая:
- На месте предполагаемого сгиба на внутренней стороне размечаем прорези;
- Болгаркой надрезаем трубу, так чтобы диск прошел через внутреннюю и две боковые стороны и с боку надрезы выглядели как небольшие полые треугольники;
- Сгибаем заготовку по разрезам.
Чем меньше радиус сгиба, тем больший нужно сделать угол каждого надреза.
Вывод
Теперь вы знаете о том, как согнуть трубу ПНД и как проделать аналогичную операцию с металлическими и металлопластиковыми деталями. С дополнительными подробностями можно ознакомиться посмотрев видео в этой статье.