Как сделать сверло своими руками
Как сделать сверло своими руками — Справочник металлиста

@@=
Любой инструмент со временем приходит в негодность, ломается, выкрашивается, колется, трескается и тупится.
Некоторые последствия использования ликвидировать не удается, тогда приходится покупать новый инструмент, а некоторые вполне возможно восстановить и дать инструменту вторую жизнь.
Это в полной мере касается сверл, которые имеют обыкновение ломаться или тупиться.
мастер класс по заточке сверла
Для начала давайте посмотрим, как правильно заточить сверло по металлу продемонстрирует основнее моменты, которые необходимо знать, а в тонкостях будем разбираться вместе.
Инструмент для заточки сверла
В быту мы не используем крупные сверла, как правило, самыми ходовыми размерами являются малые и средние — от 0,5 мм до 18 мм. Их и будем затачивать. Только для начала соберем все необходимое для этого. В идеале работу по заточке сверла лучше проводить на заточном станке.
Каждый уважающий себя хозяин просто обязан иметь в гараже небольшой наждак. Даже если его нет, не страшно. Обойдемся болгаркой или насадкой на электродрель. Только сначала нужно прочно закрепить электроинструмент на плоскости.
Главное — получить вращающийся заточной диск или наждачный камень.
О технике безопасности забывать тоже не следует. Береженого бог бережет. Если вы еще не носите очки, тогда защититесь ими. Случиться может что угодно.
Еще очень важно при заточке вовремя охлаждать сверло, поскольку если этого не делать, то сталь потеряет прочность. Во время заточки сверло сильно накаляется, а для охлаждения необходимо периодически макать его в холодную воду или в жидкое масло.Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Как заточить спиральное сверло
О том, что сверло притупилось, мы узнаем сразу же при первых оборотах патрона дрели. Сверло перегревается, скрипит и напрочь отказывается резать даже мягкий металл. Чем больше сверло нагревается, тем быстрее оно тупится, поэтому при первых проявлениях признаков потери сверлом остроты, заточите его.
Точим вручную, поскольку специальных приспособления для заточки у нас нет, хотя они здорово упрощают процесс и делают его точнее. Заточить сверло по металлу можно несколькими способами. Рассмотрим два из них. Для заточки сверла до 3 мм, и более 3 мм.
Самый простой способ заточки — это когда мы затачиваем режущую кромку в одной плоскости. При этом задний угол должен составлять около 30˚. Пользуясь этим методом, самое главное — сохранять параллельность режущей кромки поверхности круга. И стабильность положения сверла относительно наждачного круга.
Как только вы коснулись сверлом поверхности, ни горизонтально, ни вертикально его перемещать нельзя. С первого раза не получится точно. Зато со второго — обязательно выйдет.
Стоит помнить, что если приложить чрезмерное усилие, а вы помните, что мы затачиваем сверло толщиной до 3 мм, то режущая кромка может выкрошиться.
Второй способ более наукоемкий, но тоже не сложный. Спецы называют его коническим методом заточки. Суть его в том, что во время заточки сверло прижимается режущей кромкой и поверхностью задней части, при этом нужно слегка покачивать сверлом так, чтобы на задней перьевой части образовалась конусная поверхность.
Нужно стараться не отрывать сверло от камня во время заточки, и двигать сверлом очень медленно и без рывков. После этого создаем такой же конус на оставшемся пере.
Заточка победитового сверла
С победитовыми сверлами происходит то же самое, что и с обычными. Они могут затупиться, но значительно позже.
сверло по металлу своими руками
Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга.
Дело в том,что чем выше скорость заточки, тем мягче материал сверла. Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть.
Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.
Как заточить ступенчатое сверло
Ступенчатое сверло — белая ворона в семье сверл. Оно позволяет очень точно высверлить отверстие разных диаметров. Причем с очень точной центровкой.
Есть разные модели ступенчатых сверл, но принцип один — одним сверлом можно выполнить отверстие от 4 до 32 мм. Они очень просты в заточке.
Чтобы восстановить режущую кромку, достаточно просто поправить ее вращающимся кругом с наждачной бумагой.
Так можно продлить жизнь сверлам, и заодно научиться их затачивать. Работать тупым инструментом — не солидно для хорошего мастера.Для изготовления отверстий в толще материала применяются такие режущие инструменты, как сверла. Компания ВолгаТулз занимается изготовлением сверл и их реализацией. Наши изделия изготавливаются из материалов высокого качества и пользуются неизменным успехом у покупателей, которых устраивают и наши цены на сверла.
Виды сверл
Изделия можно разделить на сверла по бетону, металлу, дереву, стеклу и плитке. В зависимости от того для каких работ они предназначены и формируются цены на сверла.
По конструкции сверла, представляют из себя стержень, имеющий хвостовик для закрепления, рабочую часть, режущую часть и бороздки для отвода стружки. Процесс сверления происходит за счёт вращения, подачи по продольной оси инструмента.
При этом сверло врезается в материал, а стружка выходит наружу.
В промышленности применяются следующие основные типы сверл: спиральные, перьевые, кольцевые, центровочные, специальные.
Для работы по металлу сверла изготавливаются винтовой формы, с заострённым концом.
Как делают сверла, нарезание винтовой канавки
Обычно угол заострения бывает 120 градусов.
Спиральные сверла
Спиральные сверла обладают двумя режущими кромками. Они образуются пересечением винтовых поверхностей канавок с задними, которые обращены к поверхности резания.
У сверла есть и поперечная режущая кромка, которая образуется пересечением задних поверхностей, а передние поверхности образуют две вспомогательные режущие кромки.
По канавкам сверла происходит продвижение стружки.
Плоские сверла
Перовые сверла или их ещё называют плоские сверла, просты по конструкции и цена их не высока. Они изготавливаются как односторонние, так и двухсторонние по форме заточки режущей кромки. У них есть плоская режущая часть и две режущие кромки, которые расположены симметрично к центральной оси.
Перовые сверла имеют недостатки. У них нет канавок для отвода стружки во время сверления, а это приводит к порчи режущих кромок, и во время работы часто приходится вынимать сверло, чтобы освободиться от мусора и перовые сверла при работе теряют направление.
Они применяются при обработке твердых поковок.
Наши технологии изготовления сверл
Изготовление сверл компанией ВолгаТулз проводится на современном оборудовании с применением качественных материалов.
Спиральные сверла могут быть изготовлены с цилиндрическим, шестигранным и коническим хвостовиком. Сверла с хвостовиком цилиндрической формы производятся диаметром до 20мм. Изготовление сверл происходит в соответствии с принятыми стандартами. Основной размер сверла – это его диаметр.
https://www.youtube.com/watch?v=q5uGFd7yfK8
Размер рабочей части зависит от диаметра сверла. Если у него цилиндрический хвостовик, то к диаметру прибавляется 50мм, с коническим концом 2D+120мм.
Для работы по металлу с использованием ручного или электро-, а так же пневмо-инструмента изготовление сверл производится из быстрорежущих сталей (Р6М5, Р18 и др.).
Мы заботимся о быстром продвижении нашей продукции и интересах потребителей, а потому цена, за которую Вы можете приобрести сверла, минимальная. В зависимости от того, какой заказ вы оформляете на крупную или мелкую партию, зависит цена заказа.
Сверло Форстнера: какие бывают, как пользоваться и как наточить эти сверла
✓
- ✓ Сверла форстнера
- ✓ Как заточить сверло Форстнера
Если в любой заготовке необходимо сделать отверстие то встает первый вопрос – а чем, каким инструментом это быстрее и удобнее всего сделать..
https://www..com/watch?v=q5uGFd7yfK8
Таких инструментов очень много.
Целый ряд диаметров можно получить с помощью недорогих спиральных и перьевых сверл, а очень крупные отверстия делаются кольцевыми пилами-коронками. Имеет ли смысл тратить деньги на сверла Форстнера, если такие же отверстия делаются более дешевыми способами?
Сверла форстнера
У сверл Форстнера есть два важных преимущества. Во-первых, они сверлят очень чисто.
Их режущий ободок перерезает волокна на краях отверстия раньше, чем основные лезвия погружаются в древесину, и при этом почти не образуются сколы. Отверстия имеют гладкие стенки и плоское дно.
Самодельное сверло по дереву большого диаметра — Все о брусе и деревообработке
Часто в работе с деревом и материалами на его основе возникает необходимость просверлить ровное круглое отверстие. Можно воспользоваться лобзиком или фрезером, но не всегда такой инструмент оказывается под рукой или выполнить ими работу просто неудобно. Облегчить задачу может балеринка по дереву.
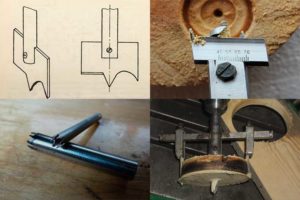
Что такое балеринка по дереву
Круговое регулируемое сверло «балеринка» — приспособление, которое предназначено для сверления круглых отверстий большого диаметра. Инструмент имеет простую конструкцию.
Он представляет собой хвостовик с поперечной штангой, на которой закреплены подвижные каретки с резцами. Штанга имеет разметку, по которой можно выставить необходимый разлёт резцов относительно центра предполагаемого отверстия.
В середине хвостовика закреплено сверло-сердечник. Оно служит центровочным элементом и опорой при сверлении.
Кроме конструкций с двумя режущими элементами, расположенными симметрично, существуют балеринки с одним резцом или даже с тремя. В последнем случае они располагаются на основе в виде диска с пазами.
Функционал инструмента
Качественная балеринка изготавливается из высокопрочной стали, что даёт возможность использовать приспособление в работе с мягкими, так и с твёрдыми породами древесины.
Данный инструмент имеет регулируемый диаметр сверления. Это позволяет проделывать отверстия практически любого диаметра. Ограничение диапазона сверления зависит от размера балеринки. Производители выпускают приспособления со следующими пределами разлёта резцов:
- от 30 до 120 мм;
- от 40 до 200 мм;
- от 40 до 300 мм;
- от 40 до 400 мм.
Максимальный диаметр сверления ограничивается штангой, на которой крепятся резцы. Минимальный — толщиной хвостовика.
Сверло-балеринку можно использовать в любых местах, где применение электролобзика или ручного фрезера будет неудобным.
К примеру, это может быть собранная и установленная мебель, в детали которой необходимо просверлить аккуратное отверстие, учитывая ограниченное пространство. Ещё один пример — неровная (выгнутая или вогнутая) поверхность.
Лобзиком или фрезером сделать всё ровно и аккуратно навряд ли получится. Будет трудно контролировать наклон инструмента относительно поверхности. Балеринка легко справится с такой задачей.
Особенности работы с инструментом
Принцип работы с круговым сверлом прост. Центрирующим сверлом засверливают отверстие, а дальше в работу включаются резцы. Они постепенно проделывают узкую канавку, постепенно прорезая материал по кругу на всю глубину.
Материалы, используемые в работе с балеринкой разнообразные: дерево, ДВП, ДСП, МДФ, гипсокартон, пластик. Общий один момент — толщина детали должна быть не более 15-20 миллиметров. Этот параметр ограничен длиной резцов. Обычно производитель указывает максимальную глубину сверления на упаковке. При попытке сверлить материал большей толщины могут возникнуть проблемы с рваными краями.
Для применения инструмента с одним резцом характерно биение. Это вызвано отсутствием балансировки относительно продольной оси сверления. Особенно биение будет ощущаться при резке отверстий большого диаметра. Вырезать отверстия с помощью дрели следует на малых или средних оборотах. При работе на сверлильном станке таких проблем не возникает.
Также неудобство при работе может доставить ламинированная или шпонированная поверхность. После прохождения декоративного слоя сверление проходит без проблем.Особенностью кругового сверла можно считать возможность регулировки диаметра. Расстояние между резцами может быть выставлено по шкале на штанге или более точно с помощью штангенциркуля. Это удобно если нужно сделать отверстие без зазоров под трубу или круглую деталь.
Разнос резцов относительно центра регулируется по отдельности. Необходимо как можно точнее выставлять режущие части. Это избавит от лишних усилий во время работы и продлит срок службы инструмента.
Как правильно выбрать и на что обратить внимание
Выбрать качественное круговое сверло достаточно легко. Главное — знать основные моменты, на которые следует обратить внимание в первую очередь, но и не упустить из виду мелочи.
Конструкция, очень важный момент: балеринка по дереву бывает с одним резцом или двумя и более. Для частого использования лучше приобрести вариант с двумя или тремя режущими элементами. Такими приспособлениями легче работать и качество выполняемой обработки будет на приемлемом уровне.
Не лишней будет возможность замены отдельных частей. Недорогие круговые свёрла могут иметь цельный хвостовик с несъёмным центральным сверлом и штангой.
Металл, от его качества зависит прочность и способность выдерживать рабочие нагрузки. Качественный инструмент изготавливают из высокопрочной стали или сплавов. Форму хвостовику и держателям резцов придают станочным способом. Штанга обычно штампованная и изготовлена из такого же металла.
В дешёвых вариантах часто применяют мягкий металл или сплавы, которые могут оказаться хрупкими. Под нагрузкой детали могут деформироваться или разрушиться. Такой инструмент долго не прослужит и точности от него добиться также будет сложно.
Качество изготовления, основным признаком является отсутствие люфтов и перекосов. Все детали должны быть подогнаны друг к другу и надёжно крепиться фиксирующими винтами.
Разметка штанги качественной балеринки штампованная. Иногда деления выделяют яркой краской для лучшей видимости.
Резцы, качественные режущие элементы изготавливают из инструментальной закалённой стали. На держателях их крепят заклёпками или с помощью пайки. Цельные резцы с держателями (изготовленные из одного и того же металла) быстро затупляются и не отличаются долговечностью.Производитель, при выборе любого инструмента и расходников, предпочтение следует отдавать известным и давно проверенным маркам и брендам. Наиболее распространённые — Topfix, Stayer, Irwin, Strum.
Перовое сверло по дереву. Идеальный компромисс диаметра и веса
Перовое сверло по дереву отличается более высокой производительностью по сравнению со стандартным спиральным. Перовая насадка хорошо справляется с высверливанием отверстий большого диаметра как в обычной древесине, так и в клеёной, а также в пластике и гипсокартоне. По качеству и точности работы они несовершенны, а потому обычно используются для проведения грубых операций.
Что представляет собой перовое сверло?
Сверло имеет вид стержня, на одном конце которого расположена рабочая часть, а на другом – шестигранный наконечник. Режущая лопатка имеет вид «пера», имеющего центровальное остриё и два резца, отходящих от него.
Все перовые свёрла можно разделить на односторонние и двусторонние, предназначенные для работы в одну и две стороны соответственно. Угол среза резца одностороннего пера составляет 75-90°, а двустороннего – 120-135°.
Перовое сверло по дереву имеет несколько преимуществ. Несомненно, главное из них – это стоимость. В соотношении цена-эффективность ему нет равных. В сравнении со сверлом Фостнера перьевая насадка намного дешевле и имеет более широкий диапазон рабочих диаметров.
Длина сверла составляет 15 см. Используя дополнительный удлинитель, глубину высверливаемого отверстия можно увеличить на 3 см. Сверло идеально подходит для создания небольших отверстий диаметром до 60 мм.
К тому же, простая форма пера позволяет осуществлять заточку собственноручно напильником или на станке. Как показывает практика, сверлить ими можно даже жесть и листовой металл небольшой толщины. Благодаря шестигранному наконечнику вероятность проворачивания сверла в патроне исключается вовсе.
Преимущества и недостатки перового сверла
Главным минусом является невозможность высверливания отверстий диаметров больше 60 мм. В процессе сверления материал разрушают только заострённые резцы торцевой части насадки. В это время закруглённые боковые стороны пера трутся о края отверстия, оставляя при этом на них небольшие волоски дерева, и предавая поверхности небольшую шероховатость. Это немного портит вид.
К отрицательным моментам можно отнести и тот факт, что перовое сверло по дереву относительно быстро теряет свои режущие свойства.
| Наименование | Преимущества | Недостатки |
| Спиральное | · Гладкая поверхность краёв отверстия;· Большая глубина. | · Самое большое сверло имеет относительно малый диаметр;· Только сквозные отверстия |
| Сверло Форстнера | · Ровные стенки;· Возможность высверливания отверстий больших диаметров;· Большой срок эксплуатации. | · Высокая стоимость;· Короткий хвостовик, который не даёт возможность хорошо углубиться в древесину |
| Перовое | · Низкая цена;· Большое количество диаметров от 5 до 60 мм;· Возможность использования удлинителя, позволяющего увеличить глубину прохода сверла на 30 мм;· Можно затачивать самостоятельно. | · Шероховатые края отверстия. |
Ружейное сверло своими руками — Станки, сварка, металлообработка

Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной.
С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки.
Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.
Процесс глубокого сверления на токарно-фрезерном центре
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.
В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории.
Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже. ГОСТ 886-77 Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размеры
Скачать
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа.
Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры.Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм.
Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности.
Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
Принцип работы эжекторным сверлом
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
Сверла ружейные могут быть одно- или двухстроннего резания
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Существует еще несколько технологий сверления глубоких отверстий, но выше приведена наиболее распространенная из них, которая используется в большинстве случаев.
Самодельное сверло
Иногда возникает потребность просверлитьотверстие в материале а вналичии нет сверла нужного диаметра.
https://www.youtube.com/watch?v=VSgvEHfnf-o
Для решения этой проблемы можно сделать своими руками самодельное сверло перовоготипа.
Такое самодельное сверло лучше сделать своимируками из гвоздя любого диаметра.
https://www.youtube.com/watch?v=VSgvEHfnf-o
Для просверливания отверстия возьмите гвоздьнужного диаметра и при помощи молотка расклепайте его шляпку. Затемследует обточить шляпку с краев и придать ей форму перового сверла.При заточке режущей кромки учитывайте что патрон в дрели вращаетсяпо часовой стрелки.
При сверлении отверстий в рыхлых породах дереванапример в ДСП, шляпку гвоздя расклепывают по форме острогонаконечника. Также при заточке режущей кромки учитывайте что патронв дрели вращается по часовой стрелки.
Балеринка по дереву: регулируемое сверло или как сделать большое отверстие

Часто в работе с деревом и материалами на его основе возникает необходимость просверлить ровное круглое отверстие. Можно воспользоваться лобзиком или фрезером, но не всегда такой инструмент оказывается под рукой или выполнить ими работу просто неудобно. Облегчить задачу может балеринка по дереву.
Заточка сверла по металлу своими руками. приспособление и видео — Инструмент Мастер

Сверла по металлу всегда подвергаются закалке, но изделия со временем могут затупиться. Естественно, это не повод их выкидывать. При желании можно заточить сверло своими руками, используя профессиональное оборудование или самодельные устройства.
Основные виды заточки
Опытные мастера знают о том, что заточка сверла по металлу бывает разной в зависимости от диаметра и особенностей применения.
- Одноплоскостная заточка предназначена для сверл с максимальным диаметром в 3 мм. В процессе выполнения работы возможно «выкрашивание» кромки, поэтому необходимо быть очень аккуратным. Чтобы правильно заточить изделие, его следует приложить к кругу и перемещать параллельно поверхности.
- Коническая процедура предназначена для более крупных инструментов по металлу. В данном случае инструмент необходимо держать обеими руками, производя последовательное затачивание.
- Доводку выполняют после окончания заточки. Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Виды заточных станков
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы.
- Промышленное оборудование отличается значительной мощностью. С его помощью можно затачивать сверла диаметром в 20 мм и более. Эти станки устанавливаются на крупных предприятиях, причем заточка осуществляется в полуавтоматическом или полностью автоматическом режиме.
- Бытовые станки предназначены для использования в домашних условиях. Также их применяют на небольшом производстве. Подобное оборудование отличается мобильностью, средней мощностью и компактными размерами.
Рекомендации по выбору бытового станка
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума, а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно.
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Использование станков в домашних условиях
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.
Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от электросети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные габариты;
- небольшой вес;
- удобная система управления, благодаря которой можно отрегулировать интенсивность заточки и ее скорость.
Самодельные приспособления для заточки
Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу. Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.
Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой, что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности.
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы. Из-за нагревания они разлетаются в виде искр. Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Рекомендации по использованию станка
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки.
- В первую очередь следует определиться с необходимым углом заточки.
- Важно расположиться так, чтобы шлифовальный круг находился справа.
- Следует выполнить центровку. Для этого большим и указательным пальцем берут рабочую поверхность, а вторая рука держит хвостовую кромку.
- Сверло по металлу необходимо вращать таким образом, чтобы режущая кромка располагалась параллельно.
- Немаловажным моментом является устранение зазубрин.
- Все движения следует выполнять в определенной последовательности. Так, левую руку перемещают влево вниз, а правой двигают по часовой стрелке.
Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением. Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Как заточить сверло по металлу правильно – технология и приспособления + видео
Добавил(а): Ксения Зубкова 24 марта
Со временем сверло «вгрызается» в металл хуже. По этой причине его бросают в мусорное ведро и меняют на новое. Однако к проблеме можно подойти по-хозяйски: с помощью специальных приспособлений заточить затупившееся сверло и вернуть его в рабочее состояние. Причём снова сделать режущий инструмент острым можно в домашних условиях, не прибегая к «высоким технологиям».
Виды заточки
Заострить сверло, которое стало плохо погружаться в металл, можно по-разному. На это влияет сфера применения режущего инструмента и его диаметр.
Исходя из этих критериев, заточка бывает одноплоскостной, конической и доводкой. Большинству мужчин, которые пользуются сверлом по металлу, привычнее выполнять одноплоскостную процедуру, считаемую наиболее простой.
Но она, как и другие виды заточки, подходит не для каждого режущего инструмента.
Прибегать к одноплоскостной заточке следует в том случае, если диаметр затупившегося сверла составляет не более 3 мм.
Правда, делая режущий инструмент острым таким способом, надо соблюдать предельную аккуратность, иначе ему грозит поверхностное разрушение.
Чтобы одноплоскостная заточка прошла успешно, нужно приложить сверло к абразивному кругу и передвигать в одном направлении с его поверхностью.
Применять коническую процедуру полагается тогда, когда нужно придать остроты крупному изделию, предназначенному для резки металлических листов и деталей.
Такая заточка предполагает, что сверло фиксируется двумя руками и обрабатывается последовательно. Затем с режущим инструментом проводят так называемую доводку. Её требуется выполнять после и одноплоскостной, и конической заточки.
Доводка — это процедура, которая шлифует режущую кромку сверла так, чтобы не оставалось даже мелких зазубрин.
Углы, под которыми выполняется процедура
Затупившееся после интенсивной и длительной эксплуатации сверло принято затачивать под углом 1200. Это универсальный параметр заточки для любого материала, но он подходит только для изделий, имеющих диаметр менее 1, 2 см. А если этот размер составляет от 12 до 80 мм, то режущий инструмент обрабатывают под иным углом. Главное, выбрать его исходя из материала.
Выбирать угол надо ориентируясь на то, в каком металле необходимо просверлить дырки
Заточка сверла под углом, выбранным наугад, сделает его острым, но непременно испортит. Оно будет плохо просверливать отверстия и быстро нагреваться или ещё хуже — сломается во время использования.
Как наточить затупившееся сверло с помощью простых приспособлений
Вернуть режущему инструменту его свойства можно с помощью абразивного бруска. Им подтачивать сверло придётся вручную, аккуратно убирая лишний металл. Но на это дело уйдёт так много времени, что в следующий раз точно захочется сделать изделие острым любым приспособлением, но только не абразивным бруском.
Но понять, что представляет собою заточка абразивным бруском, никому не помешает. Чтобы узнать нюансы обработки режущего инструмента таким приспособлением, можно посмотреть следующее видео:
Электроточилом
Приспособление, которое работает от электросети и может подточить сверло, есть не у каждого. Но у него есть огромный плюс: в домашних условиях легче всего приспособиться обрабатывать затупившееся изделие именно электроточилом.
Заточку этим инструментом полагается начинать с кромки, располагаемой в том же направлении, что и ось абразивного круга. Как долго снимать лишний металл со сверла, надо определять «на глазок».
Заканчивать работу следует в тот момент, когда исчезнет тень от кромки на канавке.
В заточке сверла посредством электрического точила надо соблюдать определённую последовательность. Первым делом надо обрабатывать заднюю поверхность кромки, и только после этого приступать к снятию ненужного слоя со второго края затупившегося режущего инструмента. Обтачивая сверло по металлу точилом, следует придерживаться правил:
- обращать внимание на угол заточки изделия;
- следить, чтобы сверло было зафиксировано на оси вращения;
- наблюдать за процессом, дабы кромки получились одинаковой длины;
- излишки металла следует снимать постепенно, медленно расширяя зазор между шайбой точила и обрабатываемым изделием;
- завершая заточку, необходимо придать кромкам сверла форму конуса.
Заточить сверло электрическим приспособлением просто, но для этого потребуется напрягать зрение, не упуская из виду никакой мелочи. Дабы научиться правильно концентрировать внимание на процессе обработки, нужно потренироваться, возможно, приведя в негодность несколько изделий для сверления металла.
Обработка болгаркой
Заточка сверла угловой шлифовальной машиной предусматривает следующее: режущий инструмент фиксируется в тисках, выбирается угол крепления, затем на болгарку монтируется диск, который вращается и подводится к кромкам затупившегося изделия. Этот способ придания сверлу потерянной за годы эксплуатации остроты отличается большим количеством минусов:
- болгарку требуется ставить на ровную поверхность диском вниз и держать на своём месте, для чего необходимо заручиться чьей-то помощью или воспользоваться тисками, которыми выполняют работу столяра;
- шлифовальная машинка может испортить сверло, если будет зафиксирована ненадежно;
- во время заточки режущего инструмента болгаркой есть большой риск получить травму, так как сверло может случайно соскочить с вращающегося диска;
- затачивать болгаркой целесообразно лишь изделие, имеющее небольшой диаметр;
- шлифовальной машинкой невозможно произвести доводку, придающую режущему инструменту ровность и гладкость.
Роль подставки для режущего инструмента во время его заточки болгаркой должен выполнять край щитка, прикрывающего абразивный диск. Поворот заслона можно изменять. Приступая к обработке сверла, его требуется расположить так, чтобы на него было удобно ставить палец для опоры.
Использование насадки дрели
Дрель крепится точно так же, как и болгарка, поэтому характеризуется аналогичными недостатками. К тому же к ним можно добавить и ещё один: сверло по металлу получится заточить только электрическим инструментом, имеющим кулачковый патрон, в который вместо сверла надо вставлять держатель диска от болгарки.
Дрель, которую планируется использовать для заточки сверла по металлу, рекомендуется оснастить шлифовальным диском с наклеенным на него отрезком наждачной бумаги. Желательно, чтобы основа, на которую приклеивается шероховатый материал, была очень твёрдой.