Как запаять медную трубку
Как происходит пайка медных труб: особенности работ, используемые инструменты и расходные материалы

Водопроводы и отопительные конструкции из меди будут для своего хозяина дорогостоящим вложением, особенно если воспользоваться для монтажа наемной силой специалистов. Однако в пересчете на количество лет эксплуатации становится ясно, что лучшего варианта не найти.
Пайка медных труб работа для тех, кто хоть немного понимает физические и химические процессы. Главное — знание технологии, верное использование припоев и других расходных материалов.
Как правильно паять медные трубы
Специалисты подчеркивают, что технология пайки медных труб легка в реализации, однако все же стоит правильно подготовиться, а также заблаговременно изучить нужные инструменты, разновидности медных изделий, способы паяния деталей и особенности проведения сварки.
В основном все инструменты, каждый мастер сможет найти у себя дома, в крайнем случае, приобрести в ближайшем магазине сантехнического оборудования:
- медные трубы – в продаже есть разных диаметров и с разными толщинами стенок;
- фитинги – соединительные элементы;
- припой – выбирается в зависимости от выбранного способа сварки, бывает из олова для мягкого припоя или более твердые сплавы (BCuP и BAg) для твердых припоев;
- флюс – улучшает капиллярные свойства металлов;
- горелка – при выборе горелки основным, на что обращают внимание, является не цена, а наличие пьезоподжига, которое облегчит использование инструмента;
- щетка со стальной щетиной и шкурка – удаляет зазубрины на поверхностях;
- жаропрочные прокладки.
Виды труб и особенности использования
Сварка медной трубы во многом зависит от способа производства изделия:
- Отожжённые – после того как аппарат сформировал полую форму будущего изделия, ее помещают в специальную камеру и подвергают дополнительному прокаливанию под температурой свыше 700 градусов. Благодаря этому изделие начинает обладать дополнительной функцией гибкости, что позволяет использовать такие трубы практически без дополнительных соединительных приспособлений. Однако этот вид конструкций становится менее прочным от дополнительной обработки. Отожжённые трубы продаются в бухтах от 25 до 50 метров.
- Неотоженные – не подвергаются дополнительному нагреванию, поэтому совершенно не гнуться, зато конструкции из этих арматур обладают хорошей прочностью. Продажа производится отрезками по 3 метра.
Согласно ГОСТу в медных трубах должно содержаться 99% меди, что и делает их такими дорогостоящими.
Также для сварки систем отопления могут использоваться оребренные трубы, которые делятся:
- Монометаллические – особенность их производства в том, что они в процессе литья обрели ребра. Такой вид надежен и долговечен, в особенности для теплообмена и герметичности.
- Биметаллические – сплав таких труб получается отдельной выплавкой медной трубы и ребер, далее соединение проводится путем дополнительного накатывания алюминиевой или медной пластины с выдавливанием или накручиванием ребер.
Ребренные трубы широко используются в отопительных системах, так как обладают отличной герметичностью и теплопроводимостью.
Типы и способы соединения
Сварка медных труб проводится двумя способами:
- Под опрессовку – в соединительных элементах сразу встроена резиновая прокладка, а для использования фитингов потребуются специальные клещи. Способ реализуется редко, так как считается менее надежными.
- Капиллярный — реализуется для сварки с использованием мягкого или твердого припоя. Сварочное соединение при таком способе прочное и долговечное.
Разновидности фитингов.
Капиллярная пайка производится двумя методами:
- Низкотемпературный – происходит с использованием припоя, плавление которого происходит при температуре ниже 450 градусов, чаще к таким припоям относят олово или свинец. Основной недостаток – способ менее прочный, чем высокотемпературный, а главное преимущество – мягкий способ пайки безопасен как для мастера, так и для трубы.
- Высокотемпературный – здесь используются тугоплавкие металлы (серебро, медь или другие), температура плавления которых превышает 450 градусов, однако не превышает температуру плавления меди. Плюсом сварки высокотемпературного типа будет устойчивость к любым воздействиям, а минусом проявление хрупкости металла труб из-за их отжига. Чтобы избежать потери прочности, нельзя остужать сваренную конструкцию искусственными методами.
Мягкий способ сварки строго запрещен для газопроводов.
Инструмент для сварки труб из меди
Чтобы сварка медных труб была качественной и профессиональной потребуется следующий инструмент:
- горелка – предназначена для сварки деталей, бывает разных видов и разных производителей. Если принято решение о проведении низкотемпературной сварки, выбирают менее дорогостоящий вариант, который будет состоять из баллона с бутаном (или смесью пропана и бутана) и горелки с пьезоподжигом.При сварке в местах, где запрещена работа с открытым огнем, используют электрический паяльник.При высокотемпературной сварке потребуются баллоны со смесью пропана с кислородом и специальные сварочные электроды;
- фаскосниматель – потребуется для зачистки внутренних поверхностей;
- труборасширитель – потребуется в случае подгонки одинаковых диаметров труб. Медь -гибкий металл, что позволяет мастеру сделать литую конструкцию;
- труборез – чтобы улучшить герметичность конструкции, необходимо для пайки труб получить идеальный срез без заусенцев и загибов.
Также не стоит забывать о мерах безопасности и правильной эксплуатации оборудования для пайки медных труб. Так, к примеру, если не давать горелке остыть, много паек аппаратура просто не выдержит и сгорит.
Припой для медных труб
Припой для пайки медных труб бывает двух видов:
- Мягкий припой – чаще используется олово или сплавы с ним (самый распространенный Припой Оловянно-Свинцовый или ПОС). Пайка медных труб мягким припоем проводится и другими составами для припоя — медно-фосфорные (является самофлюсующимися, однако обладают хрупкостью), серебряные (основные характеристики схожи с медно-фосфорными составами, но также могут использоваться для пайки цветных металлов). Главное качество, которым должны обладать составы, используемые для припоя, это температура плавления ниже, чем у меди.
- Твердый припой – лучшим припоем по праву считается твердый, так как он оставляет надежный и долговечный результат. Пайка медных труб твердым припоем отличается выбранным материалом для припоя, к таковым относят медный припой, его применение не требует специального оборудования. Однако при этом выборе не стоит забывать о температуре плавления медной трубы, которая не должна расплавиться вместе с припоем.
При выборе припоя стоит учесть участок применения, так как при сварке водопровода некоторые виды припоя непригодны из-за токсичности материала при нагреве воды.
Мягкий припой и флюс неразделимо связаны между собой. Флюс используется для улучшения капиллярных свойств металлов и лучшего соединения припоя и трубы.
Ход работы
Сварка медных труб проходит следующим образом:
- Отрезаем деталь нужной длины. Лучше всего с этим справиться труборез, который несколько раз прокручивается вокруг арматуры, при этом каждый раз немного подкручивается зажимной болт. При таком способе разрезания срез получится ровным, а задиры будут только на внутренней поверхности. Лучше приобрести качественный инструмент, чтобы края были идеально ровными, это сэкономит время и силы при дальнейшей работе с деталью;
- В результате резки должен получиться идеальный срез без зазубрин, поэтому далее потребуется фаскоснимателем снять излишки металлической стружки со стенок. После этого внутренняя поверхность необходимо обезжирить и проделать те же манипуляции со следующей деталью.
- Берется труборасширитель, который легко увеличивает разъём одной из деталей, чтобы при соединении нескольких получить литую конструкцию.
- Далее следует нанести флюс для пайки медных труб. Делать это лучше с особой аккуратностью, так как излишки флюса могут привести к нарушениям технологии и герметичности спаиваемых поверхностей. Берется специальная кисточка и паста для пайки, которая наносится на вставляемую деталь. Излишки сразу необходимо убрать.
- Если соединение проводится с использованием фитингов, то нужно соединить детали максимально быстро. Быстрота требуется для того, чтобы не попали пыль и грязь на флюс. После соединения, нужно закрутить фитинги до упора. В процессе прокручивания флюс равномерно распределяется между поверхностями соединения.
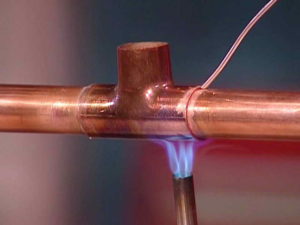
- После всех проведенных манипуляций приступают непосредственно к сварке. Берется горелка, включается и прогревается. Далее пламя направляют на стык медных изделий. Прогревание поверхности проводят по всей площади стыка, чтобы нагрев поверхности проходил равномерно. Затем к разогретой поверхности подносится проволока, которая начинает от прикосновения к разогретой поверхности плавиться.В процессе низкотемпературной сварки важно не расплавить оловянную проволоку (или другой используемый состав для пайки), а разогреть поверхности свариваемых труб. В качестве припоя могут использоваться различные металлы с температурой плавления ниже, чем у меди (температура плавления меди 1083,4 °С).
- После остывания получившаяся конструкция будет готова к использованию.
Важно! Если использование открытого огня ограничено, лучше воспользоваться паяльником.
Как паять трубы для водопровода
Преимущества медных конструкций для водопровода перед аналогами из пластика и других видов стали:
- выдерживает температуру нагревания до 600 градусов;
- рабочее давление достигает 100 бар;
- максимальная нагрузка превышает цифру в 550 атмосфер;
- устойчивость к перепадам давления и температур;
- легкая замена в случае аварий – потребуется заменить только участок, на котором произошла авария;
- использование медных труб именно для водопровода увеличивает срок эксплуатации еще на несколько десятков лет. Это связано с тем, что хлор из водопроводной воды окисляет внутренние стенки, в результате чего образуется тонкая пленка защитного слоя;
- при высоких температурах пластик начинает испаряться, а со временем на стенках образуется низкомолекулярная органика. Медные же изделия устойчивы к любым температурам и обладают антибактериальными свойствами.
Для водопровода паять медные трубы, как и конструкции отопления и охлаждения, можно в домашних условиях с использованием обычных инструментов, которые зачастую у каждого мастера есть дома.
Важно! При пайке водопровода припой для медных труб лучше выбирать без содержания кадмия или свинца, так как эти материалы токсичны.
Особенности пайки для кондиционеров
Спаять медные трубки, как правило, можно в несколько этапов:
- Разметка будущей системы охлаждения.
- Штробление стен.
- Непосредственная сварка медных арматур.
Пайка медных труб для кондиционирования обладает следующими особенностями:
- распил ножовкой не рекомендуется – оставшиеся зазубрины внутри отрезанной детали могут создавать затруднения в проведении газа и жидкостей, а также могут стать причиной развития коррозии;
- особое внимание уделите дренажной трубе, которая устанавливается под определенным углом, в ином случае будут проблемы с отведением конденсата;
- запуск и проверка охлаждения проводятся только после полного застывания припоя и охлаждения медных конструкций.
В стене медные конструкции должны находиться в специальной поролоновой или пластиковой шубке.
Важно! При пайке медных арматур для кондиционирования большое значение носит соблюдение всех правил безопасности.
Как спаять медные трубки в домашних условиях
Пайка медных арматур своими руками обладает многими преимуществами, среди которых основными будут экономичность и надежность спаянной системы, ведь каждый мастер старается сделать для себя все качественно.
Для пайки в домашних условиях потребуется обычные инструменты (горелка, щетки для зачистки, шкурка, расширитель, разводной ключ и др.). Технология сварки в промышленных масштабах и пайка в домашних условиях отличается только используемым инструментарием.
Монтаж труб своими руками не только порадует сэкономленными деньгами, но и самим процессом.
Меры предосторожности
При сварке медных труб немаловажным является соблюдение правил безопасности:
- все работы проводятся в специальной одежде и перчатках, также не помешает одеть специальные очки, чтобы не было попадания искры на кожные покровы и слизистую;
- газовой горелкой нужно работать аккуратно и обязательно давать агрегату остыть, в ином случае инструмент перегреется и придет в негодность;
- в случае если допущена ошибка в процессе сварки, у специалиста есть только несколько секунд, чтобы исправить ошибку до застывания материалов, так как распаять обратно будет проблематично;
- чтобы спайка прошла в безопасных условиях, заранее проверьте отключение действующей системы газоснабжения, отопления или водопровода.
При соблюдении технологии пайки и сварки, полученный результат не будет беспокоить на протяжении многих лет.
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Автор Ирина Лунева Дата Авг 26, 2016
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны.
Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется.
Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Спайка медных труб происходит в два этапа
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров.
У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
https://www.youtube.com/watch?v=n1mQng5Okk8
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.
Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам.
Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Флюс можно использовать различных производителей, например, Sanha
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается.
Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами.
Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
С использованием паяльника
- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь.
В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт.
Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
Паять медь домашних условиях — это под силу каждому мужчине.
Пайка медных труб

Трубопроводы для перемещения воды, газа, других соединений используются из медных сплавов в промышленности, домашнем пользовании. Медные трубы имеют ряд положительных сторон, они не подвержены коррозии и температурным воздействиям, поэтому отлично подходят для подвода питьевой воды.
Нередки случаи, когда соединения выходят из строя, дают течи. В этом случае существует два варианта исхода событий, обратиться к квалифицированному персоналу, или произвести ремонт своими руками. Большинство предпочитают второй способ, т.к.
не зря существует поговорка «хочешь, чтобы было сделано хорошо – сделай сам».
Процесс пайки медных труб
Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях.
Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур.
Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.
Не отожженные медные трубыОтожженные трубы из меди
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки.
Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром.
Негнущиеся материалы продаются прогонами различной длины.
меди составом деталей контролируется ГОСТом, изделия должны иметь не менее 99 % меди по отношению к примесям.
Что необходимо для пайки труб из меди
Основным достоинством процесса пайки медных изделий своими руками является отсутствием необходимости приобретения дорогостоящего оборудования. Для правильного осуществления пайки понадобятся инструменты, которые возможно найти в любом гараже или кладовке:
- Горелка, как правило, используется газобаллонного типа. Для пайки небольших медных труб может использоваться ручная горелка на бензине, однако такое оборудование не безопасно при использовании.
- Труборез возможно приобрести на рынке комплектом или отдельно необходимого диаметра. Специальное приспособление позволяет разрезать мягкую медь не повредив грани, без деформации окружности. Конструкция некоторых моделей труборезов позволяет применять их при труднодоступных местах.
- Труборасширитель необходим ля получения необходимого диаметра, действие выполняется для качественного соединения при пайке. При одинаковом сечении возможно немного увеличить размер одной из стороны перед пайкой, что позволит наложить их друг на друга.
- Для снятия заусенцев, образованных после резки и фасок понадобится специальный инструмент. Перед пайкой медных труб необходимо воспользоваться фаскоснимателем, это позволит получить надежное, качественное изделие. На рынке предлагаются несколько вариантов снимателей, удобным в использовании считается круглое устройство, позволяющее обрабатывать мягкие металлы диаметром не более 4 см.
- Перед любым процессом спаивания детали подвергаются подготовке. Необходимо удалить с поверхности загрязнения и окислы, очистка которых производится специальными щетками или ершиками различного диаметра. Работа паяльником для медных труб различается на высоко и низкотемпературное воздействие.
- Для защиты от формирования воздушных масс при пайке медных труб, используются флюсы и пасты. Состав служит для предотвращения образования коррозии и окислов, а также способствует повышению прочности шва.
УровеньРулетка
Кроме вышеперечисленных инструментов, понадобятся материалы для точной разметки. Основными из них считаются маркер, уровень строительного типа, рулетка, кисточка, молоток для нанесения рисок. Способ пайки существует несколько, основные из них имеют отличия применением состава припоя. Мягкий припой используется в бытовых системах, подразумевает использование оловянной проволоки.
Твердые типы припоев применяются соединениями, подверженными высокотемпературным воздействиям.
Алгоритм пайки мягким припоем
Процесс соединения медных изделий не представляет особых сложностей опытному мастеру. Перед тем, как паять медные трубы, необходимо изучить процесс, подготовить некоторые материалы:
Применение припоя
- Резка кусков необходимой длины производится с помощью трубореза. При резке необходимо контролировать угол, для получения ровного отреза можно использовать строительный уголок.
- После резки подготовленного к пайке участка, происходит зачистка. Процесс подразумевает использование щетки, металлического ершика соответствующего диаметра. Важно знать, что нельзя использовать наждачную бумагу, при работе могут появиться царапины, металлический песок, что значительно понизит качество соединения.
- Вне зависимости от технологии пайки медных труб, один из концов соединяемых деталей расширяется специальным устройством. Диаметр увеличивается до состояния, когда второй конец свободно заходит, оставляя небольшой зазор.
- Зачищается расширенный конец металлической щеткой или ершиком, на противоположную сторону наносится паяльный флюс. Надежное соединение может быть достигнуто путем равномерного распределения флюса.
Перед процессом пайки медных труб подготовленные концы вставляются друг к другу, удалив избытки флюса. Процессом низкотемпературной пайки производится нагрев детали до тех пор, пока флюс не станет серебристого цвета, обычно это происходит при температуре около 350 °.
Полностью нагретое соединение обрабатывается припоем, который заполняет щели, поверхность стыка. Процесс считается законченным, когда припоем обработана вся окружность стыка. При пайке медных труб твердым припоем не нужно подвергать изделия деформации в процессе остывания, это может нарушить герметичность шва.
После остывания соединенного участка, остатки флюса удаляются тряпкой.
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах.
Высокая теплоотдача позволяют использовать материал системами охлаждения.
Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка.
Фитинги под медную трубу
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.
Обжимные фитинги для пайки медиКапиллярные фитинги для пайки меди
Применяются вышеперечисленные способы стыковки в местах, где происходит частая смена элементов. Причинами замены могут быть взаимодействие с агрессивными металлами, стыковка с отличными по составу материалами.
Особенности пайки меди
Стыковка отрезков производится с обработки краев металла. Размер фитинга должен соответствовать заданной конфигурации, не допускается растягивание металла до нужного размера, в этом случае, теряется прочность и эластичность.
Зачистка происходит по порядку, расширенный элемент очищается внутри, а стыкуемый снаружи. При работе паяльником, разогревается припой от наконечника.
Для осуществления качественного соединения медных труб понадобится опыт, так как можно допустить непоправимые ошибки.Применяются медные изделия практически во всем холодильном оборудовании различных типов. Материал хорошо зарекомендовал себя промышленности, применяется в электромеханических целях, при прокачке горючих материалов.
Минусы труб из меди
Одним из главных недостатков является высокая цена медных изделий. Альтернативные материалы из пластика или стали могут быть значительно дешевле. Материал металла мягкий, при малейшем внешнем воздействии происходит деформация, выход из строя определенного участка.
Передача горячей воды в отопительных системах может быть травмоопасной, так как медь обладает высокой теплоотдачей. Потери тепла исключаются применением изоляционных материалов, для безопасной эксплуатации необходимо утопить трубы внутри материалов отделки помещения.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои.
Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб. Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно.
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как паять медные трубы правильно: инструкция, фото и видео уроки пайки холодным, горячим и твердым припоем

Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
Резьбовое соединение – медные фитинги под опрессовку
Медные фитинги под прессовку дают возможность получить разборное соединение, которое характеризуется невысокой надежностью.
В процессе эксплуатации его постоянно придется контролировать. Оно не выдерживает высокого давления и потребует постоянной подтяжки.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.
И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение – резьба затягивается.
Если применяют переходники от стальных изделий к медным, то герметизацию выполняют фум-лентой. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Особенности пайки
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.
В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
ВАЖНО! Рекомендуемые габариты зазора при пайке на открытом огне должны равняться от 0,01 до 0,0015 см.
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Низкотемпературное (мягкое) спаивание. Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
Последовательность процесса:
- Подготавливается элемент нужного размера с удаленной теплоизоляцией и снятыми заусеницами.
- Зона состыковки и фитинг чистится от оксидной пленки.
- Убирается пыль и на верхнюю часть наносят флюс.
- Конец заготовки вставляют в фитинг (зазор остается не более 0,04 см).
- Соединение прогревается горелкой и швы запаивают припоем.
Припои
Пайка медных труб холодным и горячим припоем задействуется для образования прочного и высококачественного стыка.
Изготовляют его из порошка, стержней, проволоки и пасты. При выборе необходимо обращать внимание на показатель рабочей температуры и на сам метод спаивания.
Из мягких типов для изделий из меди чаще других используют товары L-SN AG5 и L-SN SB5. Высоко востребованными являются варианты из олова с небольшой добавкой серебра и сурьмы.
Показатель рабочей температуры таких товаров находится в пределах двести сорока градусов. Их разрешают применять в сетях обогрева, для подачи разной воды в пищевой промышленности.Цифры 40, 50, 60 обозначают процентный состав олова в данных видах. Температура их плавления составляет 190, 210 и 235 градусов. При более высоких составах олова в сплаве, ниже показатель температуры плавления при спаивании.
Твердый припой
Низкоплавкие варианты на алюминиевой основе используют обширно. На проведение мероприятий с медными изделиями по монтажному зазору советуют использовать вид L-AL SL12.
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.
Еще необходимо отметить вид L-AG 40CD. Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.
Для создания максимально прочных стыков посредством мягких, медных и серебряных сплавов советуют оставлять монтажный зазор размером в 0,02-0,04 см.
Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.
Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Пайку меди могут делать посредством чистой буры. Для высокотемпературного вида она является универсальным флюсом.
Флюсы выпускают в разных формах:
- порошкообразная;
- жидкость;
- кристаллическая.
Трубы большого диаметра
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
Только при высокотемпературной пайке таких изделий припой подводят к двум расположенным противоположно точкам на трубе. Как с этим, так и с другим видом пайки может справиться каждый.
Изоляция патрубков в обогревательной сети
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.
При таких условиях радиаторов требуется меньше. Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Ошибки при пайке с данными стройматериалами для водопроводной трубомагистрали приводят к их коррозии. Она появляется в тех местах, где разрушается пленка-защита, которую образует хлорное окисление.Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.
Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.
Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Это устройство для бытового использования. Профессиональные аналоги стоят от 5 тыс. рублей и больше. Пайка с таким инструментом превращается в удовольствие.Как паять медные трубы, и то, что этот способ очень эффективный понятно. Ведь для этого не нужно дорогого спецоборудования. Важно и то и структура самого материала остается неизменной.
В итоге выходит прочный и надежный стык, который будет служить вечность. Главное при работе соблюдать технологию и действовать аккуратно.