Как заточить фрезу по дереву
Заточка своими руками: точим инструмент

Режущий инструмент рано или поздно тупится. Если он одноразовый, то выход один – на свалку. Но режущую кромку дорогих приспособлений чаще всего удается восстановить. в этой статье мы расскажем вам о том, как подарить им «вторую молодость».
Различный режущий инструмент требует дифференцированного подхода при заточке. Сегодня мы поговорим о восстановлении стамесок, рубанков, фрез по дереву и сверл по металлу.
Заточка стамесок и рубанков
Привести в рабочее состояние стамеску или нож рубанка не так уж сложно. Процедура их заточки состоит всего из двух этапов. При работе по заточке инструмента понадобится обычный точильный станок. Стамеска или нож рубанка для мягких пород дерева затачиваются под углом в 250°.
Для твердых пород – 350°. При заточке следует постоянно удерживать заданный угол, что не так уж просто. Упростить задачу могут специальные приспособления для заточки стамесок, позволяющие работать в диапазоне от 25 до 35°.
Во избежание перегрева периодически охлаждайте инструмент в воде.
Не стоит сразу стачивать кромку железа до появления режущей части. При доведении ее толщины до полумиллиметра угольником проверьте, чтобы ось была перпендикулярна режущей кромке. Конечную заточку лучше всего проводить вручную или на низкоскоростном точиле с водяным охлаждением, доводя инструмент до необходимой остроты режущей кромки.
При заточке круглой стамески с внешней кромкой инструмент перемещается по бруску от края до края по всей длине камня описывая «восьмерку». Заусенец с внутренней стороны желобка, обязательно образующийся при заточке, снимается с помощью фасонного точильного камня. Окончательная заточка режущей кромки производится наждачными бумагами различной степени зернистости.Ссылка по теме: Заточка и доводка инструмента наждачкой (наждачной бумагой)
Заточка фрезы по дереву
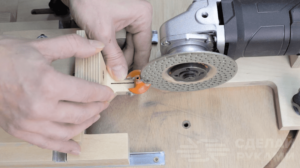
Для заточки фасонных концевых фрез необязательно наличие специальных приспособлений. Достаточно иметь алмазный брусок, уложенный на край стола или верстака. Затачивают фрезу путем проведения по бруску ее передней поверхности, предварительно очищенной от остатков смолы, грязи и пыли с помощью растворителя.
При наличии направляющего подшипника перед началом заточки его необходимо демонтировать. Попытка сэкономить пару минут обернется если не его деформацией, но, вполне возможно, испорченной фрезой.
В процессе заточки брусок слегка смачивается водой, а после окончания работ протирается насухо. По мере стачивания передней поверхности кромка фрезы заострится, и ее диаметр незначительно уменьшится.
При заточке инструмента следует использовать бруски различной зернистости, в зависимости от желаемого конечного результата и чистоты обрабатываемой поверхности.
При затачивании резцов для сохранения симметрии совершается многократное количество движений с равным нажимом.
В зависимости от материала, из которого изготовлена фреза, вместо бруска может использоваться абразивная бумага, установленная на полоску стали или деревянную рейку.
Если в вашем распоряжении есть точильный станок с низкой скоростью вращения, то установка соответствующего абразивного круга может свести ручной труд на нет.
Заточка сверла по металлу
Со временем сверла тупятся и многие их просто выкидывают, покупая новые. Однако почти всегда сверлу можно дать «второй шанс» и продлить срок его службы. Для этого достаточно обработать затупившуюся поверхность на точильном круге.
Перед началом проведения работ запаситесь емкостью с водой, в которую время от времени во избежание перегрева будет окунаться сверло. Заточка производится последовательно и начинается с обработки задней поверхности, аккуратно, но плотно прижимаемой к поверхности точильного круга до образования правильного конуса.
После этого затачивается его режущая часть и проводится окончательная доводка задней поверхности. Во время заточки необходимо постоянно следить за перемычкой на кончике сверла.
Для сверл диаметром от 8 мм и меньше она не должна превышать размер 0,4 мм. Для крупных образцов размер перемычки варьируется от 1-1,5 мм.
Имейте в виду, что сверление производит не наконечник, а боковые лепестки сверла!
Электроточила
Конструктивно электроточила крайне просты.
Они состоят из асинхронного двигателя, точильных кругов и кожухов. Переведя разговор в плоскость выбора конкретного производителя и модели, следует отметить, что если вы планируете купить аппарат для личных целей, то марка не имеет решающего значения. Такое оборудование включается в сеть ненадолго и имеет довольно большой ресурс. Цена точила напрямую зависит от его диаметра.
Чем он больше – тем дороже аппарат. Осматривая электроточило перед покупкой, попробуйте пошевелить вал. Если он не только вращается, но и «ходит» -откажитесь от него и выбирайте дальше. Конечно, лучше всего включить точило в сеть, но не в каждом магазине вам пойдут навстречу в этом вопросе.
Электроточила или заточные станки подразделяются на три группы:
- Высокоскоростные точила, оборудованные сменными держателями для различных видов инструмента.
- Узкоспециализированные станки, предназначенные под конкретный инструмент (например, сверла).
- Низкоскоростные станки с водяным охлаждением.
Если высокоскоростные точила раскручиваются до 3000 оборотов в минуту, то такие станочки максимально вращаются на 150 оборотах и могут затачивать любой режущий инструмент.
Низкая скорость и водяное охлаждение – идеальные условия для качественной режущей кромки.
Оборудование и методы заточки фрез

В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения.
При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо.
Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.
Особенности заточки различных типов фрез
Для металлообработки используются фрезы, изготовленные из инструментальной или быстрорежущей стали. Зубья могут быть выполнены из твердосплавных материалов и закреплены с помощью пайки.
Обработка таких материалов сложна, поэтому заточка фрез по металлу, особенно со сложной формой резцов, производится на специализированном оборудовании.
Для эффективной работы станок должен осуществлять вращение и поступательное движение затачиваемого изделия относительно абразивного круга, позволять изменять угол их соприкосновения.
Заточка фрез по дереву (актуально для концевых) может быть осуществлена вручную бруском или на обычном точиле на малых оборотах. Основная задача при этом обеспечить равномерность обработки поверхности и сохранить первоначальный угол. Сначала может не получиться, но с опытом можно добиться хороших результатов.Заточка спиральных фрез относится к наиболее сложным операциям, производится чашечным шлифовальным кругом на заточном станке.
Осуществляется по задней поверхности зубьев, для обеспечения стабильного угла используется упор, в противном случае изменится геометрия пропилов и будет сильное биение.
Круг выставляется под небольшим углом, глубина слоя для снятия порядка 20-40 мкм, для чистоты проход осуществляется 2 раза.
Заточка концевых фрез по металлу проводится аналогичным образом, но добавляется операция с торцевыми зубьями, каждый из которых выставляется строго горизонтально, круг перемещается вдоль под заданным углом, при этом важно сохранить единообразие операций для всех резцов. Заточка червячных фрез по металлу производится в зависимости от формы зубьев: для острозаточенных по задней части, для затылованных по передней.
Сроки эксплуатации режущего инструмента и качество обрабатываемых поверхностей напрямую зависят от своевременности выполнения заточки.
При работе затупленным инструментом происходит не только увеличение времени на выполнение операций, но и нарушение температурного режима, приводящее в свою очередь к деформации обрабатываемого материала и самой фрезы.
Процесс идет по нарастающей и может наступить момент, когда восстановление станет невозможным, а покупка новых приведет к финансовым затратам и возможному простою. Затраты на дополнительное заточное оборудование при активном использовании большого количества фрез быстро окупятся.
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.
В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого.
Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу.
После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках.Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части.
Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива.
Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом. С помощью станка легко подновить инструменты для ручного фрезера.
Эффективность и качество обработки будут намного выше при оборудовании станка системой жидкостного охлаждения – при перегреве режущие кромки покрываются микротрещинами, которые становятся причиной сколов в процессе эксплуатации, что сильно уменьшает срок службы.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.
В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.
Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.
Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить.
Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений.
Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.
Правила безопасности при заточке
Работа с любым силовым оборудованием требует соблюдения техники безопасности:
- работа только на исправном оборудовании;
- обеспечение надежного заземления во избежание поражения электрическим током;
- обеспечение мер противопожарной безопасности;
- использование индивидуальных средств защиты.
Соблюдение правил гарантирует отсутствие травм и нештатных ситуаций.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Заточка фрез по дереву: работа вручную, с использованием точильных кругов и заточного станка
Все фото из статьи
Сейчас производители выпускают множество видов и размеров фрез, предназначенных для обработки разных материалов, в том числе и для древесины. Заточить своими руками затупившееся приспособление можно на универсальном либо специальном станке, а также вручную.
Фрезы время от времени необходимо точить.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д.
Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Обратите внимание!Если фреза имеет припаянные зубчики, это не всегда значит, что сделаны они из твердого сплава.
Это может быть и быстрорежущая сталь.
Геометрия зубчиков
Форма зубчиков.
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью. Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда. Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
Параметры резца.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
Методы затачивания «деревянных» концевых фрез
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
Работа вручную
Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание!Когда приспособление имеет съемный направляющий подшипник, его перед заточкой следует снять.
В попытке сэкономить время вы можете испортить его и всю фрезу.
Процесс заточки.
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги
Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ. При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак. Ниже приведена таблица таких величин.
| Материал | Предел термостойкости в градусах |
| Алмаз промышленный | 700-900 |
| Электрокорунд | 1300 |
| Кремния карбид | 1200-1300 |
| Бора карбид | 500-600 |
| Минералокерамика | 1200 |
| Эльбор | 1300-1500 |
| Инструментальная углеродистая сталь У-12 | 200 |
| Сталь быстрорежущая Р-18 | 600 |
| Сплав твердый ВК-8 | 900 |
С увеличением температуры при заточке до +1000 градусов твердость абразивных кругов на микроуровне падает в 2-2.5 раза. До +1300 градусов – в 4-6 раз.
Использование воды в качестве охладителя ведет к возникновению очагов коррозии на элементах точильного станка. Чтоб этого не происходило, в жидкости растворяют мыло и электролиты (натрий углекислый, соду, тринатрий фосфата, нитрит и силикат натрия). Они создают защитные пленки.
При основном шлифовании применяют содовый и мыльный раствор. При чистовой обработке – эмульсии низкой концентрации.
Охладитель для точильного станка.
Обратите внимание!Чтобы повысить производительность заточки и понизить удельное изнашивание, необходимо подбирать наибольшую разрешенную для данного вида резаков зернистость абразивного диска.Она обеспечит нужную категорию чистоты поверхности инструмента.
Скорость (окружная) диска при затачивании резцов из инструментальной стали должна составлять 10-14 м/с. Если перевести в более привычные величины, то при использовании наждака, имеющего диаметр 125 миллиметров, вращательная скорость привода должна равняться примерно 1300-2200 об/мин.
Конфигурация диска для точения угла заднего резцов на цилиндрической плоскости должна быть чашечной (маркировка ЧК либо ЧЦ) или тарельчатой (маркировка 1-Т, 2-Т, 3-Т), а угла переднего – плоская либо тарельчатая.
Использование заточного станка
На фото устройство точильного станка Е-90.
Принимая во внимание самую сложную конструкцию – спиралевидные зубцы, специальное точильное оборудование должно сообщать как поступательное, так и вращательное движение обрабатываемому резаку. Таков заточной станок для фрез по дереву Е-90 «Darex». Он и послужит нашим примером для описания процесса.
Сущность операции затачивания концевых резаков заключается в том, что при их продольном движении относительно диска одновременно осуществляется поворот фрезы вокруг ее оси. Вследствие этого обрабатываемая поверхность постоянно контактирует с кругом на одинаковой высоте.
Тем самым обеспечивается и одинаковый угол точения. Вращательные и поступательные перемещения синхронизируются с помощью особого элемента – игольчатого копира. Он упирается в пазуху на передней стороне зубца.
Придавливая зубец к игле и плавно перемещая по оси фрезу, мастер за одно движение осуществляет заточку резца по всей его длине.
В схематичном виде обработка боковых, в том числе — винтовых зубьев, осуществляется нижеследующим образом.
Процесс затачивания резака.
- Фреза крепится в цанге.
- Игольчатый копир позиционируется так, чтобы располагался в наиболее высоком положении. Его кончик должен упираться во внешний край канавки резака.
- Фреза далее ставится в изначальную (выдвинутую) позицию. При этом игла копира размещается подле хвостовика и касается канавки зубца.
- Точильный диск при помощи рукояти бокового перемещения сдвигается в позицию, в которой внешняя его кромка совмещается с копиром.
- Далее следует включить мотор станка и при помощи рукояти прямой подачи медленно смещать диск к фрезе, до тех пор, пока она не начнет искрить.
- Далее на шкале подачи следует выставить толщину стачиваемого металла. Как правило, это 25-50 микрон.
- Затачивать резец по всей длине его нужно, втягивая шпиндель с установленной фрезой до того момента, пока она не соскочит с копира.
- В ходе работы необходимо проследить, чтоб резак находился все время в контакте с копиром-иглой. Так будет обеспечено проворачивание фрезы, нужное для нахождения обрабатываемой грани в контакте с диском при одинаковом взаиморасположении.
- Чтоб была обеспечена чистота точения, прохождение фрезы следует повторить, не изменяя на шкале толщину снимаемой стали.
- После этого можно считать точение одного зубца законченным. Можно переходить к следующему.
Чтоб затачивание всех резцов было симметричным, не изменяйте на протяжении работы установленную при помощи рукояти прямой подачи толщину стачиваемой стали. (См. также статью Шлифмашинка по дереву: особенности.)
Сменяя позицию иглы-копира так, чтоб конец ее касался различных точек канавки зубца (например, центра, края), можно менять значения задних углов а и а1.
Теперь о затачивании торцевых резцов.
Заточка торцевых кромок фрезы: а – однорезцовые, б – двурезцовые кромки.
- Для этой цели следует фасонную фрезу поставить в такую позицию, при которой точимый зубец будет находиться в точно горизонтальном положении.
- Точильная система станка Е-90 имеет кольцо с градуировкой. Оно дает возможность очень просто располагать торцевые резцы строго горизонтально.
Если у станка нет кольца с градуировкой, приходится использовать подручные средства.
- Когда применяется заточный станок, в комплектации которого нет такого приспособления, для выставления зубчиков можно использовать угольник.
- Когда резец принял нужное положение, можно начинать работу. Осуществляется она с помощью смещения кромки точильного диска вдоль грани зубца.
- Значение угла точения можно изменять, смещая по вертикали круг или наклоняя шпиндель с резаком.
Вывод
Заточка фрезеровочных резаков по дереву является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. в этой статье продолжит знакомить вас с нюансами заточки.
Как заточить фрезу по дереву

Режущий инструмент рано или поздно тупится. Если он одноразовый, то выход один – на свалку.
Но режущую кромку дорогих приспособлений чаще всего удается восстановить.
в этой статье мы расскажем вам о том, как подарить им «вторую молодость».
Различный режущий инструмент требует дифференцированного подхода при заточке. Сегодня мы поговорим о восстановлении стамесок, рубанков, фрез по дереву и сверл по металлу.
Заточка фрез по металлу: концевых, червячных
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью.
Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной.
Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы.
Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями.При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию.
Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра.
Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
При обработке заготовок наиболее часто используются червячные фрезы.
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются неравномерно.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Способы заточки фрезы на станке

Режущий инструмент для фрезерных и расточных станков отличается многообразием и наличием нескольких режущих кромок. Сложная конфигурация требует высокой точности шлифовки, поэтому производят заточку фрезы на станках автоматах и ЧПУ. Вручную сделать одинаковыми все углы и кромки невозможно.
Для каждого типа фрез предназначены свои заточные станки. Невозможно на одном оборудовании обработать торцевой и отрезной инструмент.
Когда необходима заточка резца
При работе резца его рабочая кромка, снимая слой металла, постепенно стирается сама. Высокие температуры в зоне реза способствуют быстрому ее износу. Если нагрузки при работе усиливаются, стружка отходит с рваными краями, значит необходимо заточить фрезу.
Проверить состояние кромки можно, посмотрев на нее через увеличительное стекло, поскольку при увеличении хорошо будут видны:
- выщербленные места;
- заоваленные острые углы;
- выгибание кромки.
Резец следует затачивать при первых признаках его затупления, когда стерся острый угол, но еще не произошло разрушения кромки.
Виды заточки
Заточка резцов производится по передней и боковой режущей кромке и тыльной части. Например, отрезные и прорезные резцы режут одной передней поверхностью. У проходных основная рабочая поверхность боковая, расположенная к оси держака параллельно или под углом. Вторая кромка, перпендикулярная оси, скользит по детали и срезает оставшиеся кромки, создавая нужный класс чистоты.
Резьбонарезной станок имеет две симметричные кромки, расположенные под углом профиля нити. Они затачиваются по шаблону. Кроме угла между самими режущими кромками, выдерживается угол заточки резца.
Фрезы по металлу имеют сложную поверхность. В одних случаях они напоминают набор токарных резцов, выставленных по кругу — торцовые, в других цилиндры с острыми спиралями — цилиндрические. Отрезные имеют форму плоского диска с острыми зубьями, вырезанными по радиусу.
Способ заточки режущей кромки и затыловки выбирается в зависимости от типа фрезы и твердости материала, который она должна резать. В проходных многорезцовых фрезах вместо переточки производят замену режущих пластин, выставляя их по плоскости и радиусу.
Цилиндрические фрезы, используемые для калибровки отверстий и обработки пазов с высоким классом точности по размеру, после переточки по затыловочной наружной поверхности, изменяют свой диаметр на меньший. Их перепроверяют на приборах индикаторного типа и маркируют в соответствии с полученным фактическим размером. В случае сильного износа, перешлифовывают на меньший типоразмер.
Инструмент для заточки
Для заточки фрез по наружной поверхности – затыловке, используют чашечные мелкообразивные круги.
Их устанавливают на заточном станке, который обеспечивает угол направления кромки и перемещение точильного инструмента по всей длине затачиваемой детали. Станки работают автоматически по заданным настройкам.
Приспособления для ручной настройки приводятся в движение человеком. Они только помогают выдержать нужный угол.
Заточку токарных резцов по металлу выполняют на точилах с кругами средней и мелкой зернистости. Доводка осуществляется на полировочных алмазных кругах и оселках. Правильность выполнения угла проверяется специальным шаблоном.Заточка дисковых фрез осуществляется по 2 плоскостям. Сначала тонким кругом, перемещающимся перпендикулярно плоскости диска, обрабатывается внутренняя режущая кромка. Затем шлифуется тыльная сторона.
При этом фреза после каждого прохода круга проворачивается на 2 – 5 зубьев. Это обеспечивает равномерную заточку. Количество зубьев в одном шаге инструмента не должно быть кратным их общему количеству.
Например, для диска с 20 режущими кромками выбирается шаг через 2 на 3 выступ.
Порядок и особенности
Независимо от сложности станков и устройств, заточка фрезы производится в определенном порядке.
Подготовка
Учитывая, что инструмент рабочий, его следует подготовить, соблюдая правила заточки.
- Очистить от прилипшей стружки и остатков масла и охлаждающих жидкостей. Положить в керосин калоша, выдержать несколько минут. Грязь счистить мягкой щеткой, протереть резец насухо ветошью.
- Проверить углы заточки, используя шаблон.
- Установить фрезу в станок.
- Настроить нужный угол поворотом шлифовального круга.
Включив вращения заточного инструмента, надо коснуться им режущей кромки, медленно вручную подводя его резцу. Проверить правильность настройки и только после этого запустить на автоматическую подачу или при включенном круге перемещать фрезу по направляющим вручную.
Как заточить фрезу по дереву
Фрезы по дереву делаются из более мягкого металла, поэтому их затачивают обычно вручную, используя простые приспособления. Брусок крепится неподвижно к столу. Фреза выставляется в державке режущей кромкой параллельно абразивной поверхности. После этого каждая поверхность затачивается поступательным движением инструмента.
Фрезы по дереву для заточки
Заточка фрез по металлу
Для каждого типа фрез по металлу имеется свой заточной станок или приспособление. Они позволяю вращать инструмент и обрабатывать зуб со сложной конфигурацией под нужным углом по всей длине.
Чашечный круг обеспечивает ровную поверхность кромки, без радиальных впадин. Он выполняет работу дольше цилиндрического, но кромка получается точно по шаблону.
При заточке по 2 и более поверхностям, сначала обрабатывают переднюю кромку, подгоняют угол заточки. После этого делается затыловка. Обе операции желательно выполнять с одной установки.
Червячные фрезы обрабатываются плоским кругом по рабочей плоскости, затем по кругу шлифуется их тыльная часть. Форма впадины зуба проверяется по шаблону. Поправить ее можно на станке с ЧПУ.
Вручную затачиваются токарные резцы на точильных станках. На промышленных предприятиях могут стоять автоматы для обработки больших партий одинакового инструмента.