Каким аппаратом варить алюминий
Как выбрать сварочный аппарат для алюминия

Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов.
Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам.
Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.
Плюсы
- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.
Минусы
- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока.
Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее.
Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
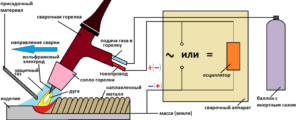
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.
Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса.
Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений.
Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
подборка по сварке алюминия
Аппараты для сварки алюминия: обзор моделей, цены, настройка и все нюансы

В силу своих химических и физических свойств, сварка алюминиевых конструкций ведется иначе, чем сварка стали, нержавейки и других металлов. Чтобы швы получились прочными и ровными, а конструкция из алюминиевых сплавов была надежной, используются специальные технологии.
Сплавы алюминия характеризуются прочностью, небольшим весом и высокой стойкостью к коррозионным явлениям. Сочетание таких качеств сделало возможным использование их во многих отраслях промышленности: самолетостроении, судостроении, автомобильной промышленности и других.
Алюминий в чистом виде, без примесей, имеет совсем небольшую прочность и его применение носит несколько иной характер. В изготовлении конструкций он используется редко, только в пищевом и электротехническом производственном циклах, где идет на изготовление форм и упаковок.
Сварка алюминия усложняется низкой температурой его плавления, поэтому при работе большая вероятность прожига заготовок.
У химически активного алюминия имеется особенность – на воздухе он покрывается оксидной пленкой, которая служит защитой от воздействия окружающей среды. Эта же пленка является препятствием для хорошего сваривания деталей из алюминия и его сплавов.
Тот факт, что расплавленный алюминий не меняет своего цвета, усложняет рабочий процесс – сварщику труднее осуществлять визуальный контроль за шириной шва. Необходим высокий уровень подготовки работника и специализированное оборудование.
Предлагаем ознакомиться с очень подробным материалом про TIG сварку алюминия
Каким должен быть сварочный аппарат
Для успешного процесса работы аппарат должен иметь быстрое зажигание дуги и переменный ток, частоту и баланс которого можно регулировать.
Баланс переменного тока позволяет расплавить оксидную пленку на поверхности заготовок, а чтобы правильно его настроить, требуется высокая квалификация работника.
Низкий баланс не разрушит оксидную пленку, а высокий отрицательно сказывается на стабильности дуги – только опыт и практика позволять определить необходимые настройки баланса переменного тока. Правильные значения частоты очень важны при сварке тонких деталей.
Аргонодуговая TIG сварка – сварка вольфрамовым неплавящимся электродом с подачей аргона в сварочную ванну. По всем характеристикам идеально подходит для работы с алюминием и сплавами на его основе.Читайте так же: Обзор сварочных инверторов российского производства
Регуляторы сварочных установок
В аппаратах предусмотрено много настроек, которые помогают соблюсти необходимые параметры. Среди них:
- Реле начальной подачи газа, оно поможет установить временной интервал продувки газа.
- Регулятор стартового тока.
- Регулятор основного тока, задающий его величину и характер.
- Время спада тока регулируется таймером. Откручиваем регулятор в нулевое положение.
- Регулятор, форсирующий дугу. С его помощью рабочий элемент разжигается легко и быстро.
- Переключатель частоты импульса при сварке импульсным током.
- Балансир импульсного режима, устанавливающий длительность пауз и импульсов.
- Регулятор соотношения прямой и обратной полярности дуги в процессе сварки АС.
- Таймер газовой подачи по завершении сварочного процесса.
Установка и выключение
Инверторные аппараты готовят к работе по строго заданной схеме. В первую очередь следует присоединить входные электрические кабели, затем – выходные.
На «минус» подсоединяют токопроводящий, а в розетку сети – кабель управления аппаратом. Затем подсоединяется газовый шланг. На «плюс» подключается обратный кабель.
Для аппаратов, имеющих водяное охлаждение, следует присоединить подающий шланг.
Обязательно проверить надежность всех соединений и фиксацию разъемов. Только после этого можно приступать к работе.
По окончании работ отключение аппарата производят с помощью выключателя. В некоторых моделях выключатель автоматический.
В двухтактном режиме работа начинается при нажатии кнопки на горелке, а после отпускания кнопки процесс останавливается.
Если вы работаете в четырехтактном режиме, то сварка начнется сразу после нажатия на кнопку, а чтобы остановить работу, потребуется вновь нажать на нее.
Эксплуатация сварочного оборудования при работе с алюминием
Порядок работы следующий:
- Выбираем режим АС. Устанавливаем необходимый ток и баланс.
- Включаем аппарат и систему охлаждения.
- На редукторе баллона с газом выставляем нужный режим расхода газа.
- Начинаем работу, нажав кнопку на горелке.
Обязательно проверьте все соединения, подключите заземление и проследите за тем, чтобы не допустить утечки газа. Каждая операция должна быть выполнена тщательно, с соблюдением всех правил. Работы ведутся в защитной маске и специальном костюме.
Оборудование и материалы для аргонодуговой сварки
Качество шва дуговой сварки зависит от полярности тока и его рода, а также от диаметра электрода, скорости сварки и напряжения дуги.
Глубина шва увеличивается при большей силе тока, а ширина напрямую связана со скоростью работы – на большой скорости вы получите более узкий шов. Электроды большого диаметра уменьшают глубину провара металла.
Ниже приведены характеристики некоторых аппаратов, использование которых облегчает процесс сварки алюминиевых конструкций.
Читайте так же: Поговорим про сварку инвертором для начинающих
Аппарат ТИР-300ДМ может работать с использованием плавящихся и неплавящихся электродов, на постоянном и переменном токе до 300 А.
С его помощью варят алюминиевые сплавы аргонодуговым методом на переменном токе с неплавящимся электродом. Питается от сети 380 В. Мощность 184 кВт.Надежная установка с мощным трансформатором и несложной электрической схемой, что дает возможность легко устранить неполадки. Позволяет варить тонкий и толстостенный металл. Цена 35000 рублей.
Установка ручной дуговой сварки ИСВУ-315-1 работает на переменном, постоянном и импульсном токе. Алюминий и его сплавы варят с помощью неплавящегося электрода под аргоновой защитой.
Характеризуется наличием плавной регулировки тока, осциллятора для зажигания дуги, горение которой поддерживается импульсным стабилизатором. Размер установки 70 см х 55 см х 85 см. Панель управления находится сверху, сварочный трансформатор, дроссель и блок тиристоров внизу.
На дверце шкафа расположен конечный выключатель сварки. Осциллограф встроен снаружи, на боковой части шкафа.
ИСВУ-315-1 питается от сети 380 В, диапазон регулировки тока 15-315 А, охлаждение водяное. Цена 25000-30000 руб.
Сварочный аппарат TIGer 201 предназначен для ручной сварки штучными электродами и аргонодуговой импульсной, на постоянном токе. Небольшой по размерам, легкий и надежный инверторный аппарат имеет плавную регулировку тока, переключение частоты импульса в режимы низкая – высокая, функцию «Горячий старт», память параметров. Цена 27500 руб.
Универсальный выпрямитель ВСВУ-315 используется для автоматической и полуавтоматической сварки неплавящимся вольфрамовым электродом в защитной аргоновой среде. Основные элементы – силовой трехфазный трансформатор, дроссель, тиристорный выпрямитель. Б/у модели можно приобрести по цене от 14000 руб.
Установка УДГ 301-1 используется для ручной сварки алюминия и его сплавов в аргоновой среде. Может использоваться как источник питания для автоматической сварки. Напряжение питающей сети 220 или 380 В. Диапазон тока регулируется от 15 до 315 А.
Основные элементы установки – шкаф управления, блок поджига, горелка, шланги и провода. Трансформатор понижающий, однофазный, дроссель, воздушное охлаждение. Установка УДГ 501-1 аналогична по своему устройству, питание только от сети 380 В.
Надежные промышленные установки, требующие профессиональной подготовки сварщиков, работающих на них. Цены на установки 55000-67000 руб.TIG инвертор для профессиональной промышленной аргонодуговой TIG сварки – аппарат Сварог TIG 500 P. Очень качественная и исключительно надежная модель с большим количеством настроек и параметров.
Номинальная мощность сварочного тока достигает 500 А. Питание от сети 380 В. Установка подходит для решения любых промышленных задач TIG сварки. Это одна из наиболее доступных моделей промышленного значения. Цена установки Сварог TIG 500 P составляет 139000 руб.
Данный аппарат описан в видео ниже
Читайте так же: Выбираем автомобильный инвертор
Полуавтоматическая MIG сварка алюминия
MIG сварка подразумевает подачу сварочной проволоки в процессе работы и защиты зоны сварки подаваемым через горелку аргоном.
Алюминий, с его высокой теплопроводностью, требует постоянного контроля за мощностью дуги, чтобы не допустить прожигания.
Также сварщику нужно обеспечить правильную подачу проволоки, которой в работе с алюминием и его сплавами понадобится больше, чем при работе с другими металлами, такими как сталь или нержавейка.
про такую сварку представлено ниже
Особенности полуавтоматическая MIG сварки алюминия:
- Обязательное условие при сварке алюминия с помощью полуавтомата MIG – использование импульсов. Они пробивают оксидную пленку, разрушают ее, не дают алюминию перегреться. Аргон используют только чистый, без примесей посторонних газов.
- Горелки для работы с алюминиевой проволокой должны иметь небольшую длину. Диаметр проволоки подбирается особо тщательно – для тонких становится проблематично осуществление равномерной подачи, а проволока большого сечения требует более мощного тока.
- Ролики для подачи сварочной алюминиевой проволоки должны иметь U-образное сечение, а кабель канал нельзя использовать металлический. Для алюминиевой сварочной проволоки используют графитовый или тефлоновый канал.
При любом способе сварки и оборудовании, качество работы во многом будет зависеть от предварительной подготовки металла – химическая и механическая очистка обязательны. Не пренебрегайте этим, если желаете получить надежный и прочный шов сварки.
При выборе аппарата каждый руководствуется не только удобством и функциональными возможностями оборудования, но и финансовой составляющей. Многие умельцы даже предпочитают самодельные устройства. Такой вариант оправдан лишь в случае, когда вы хорошо знаете принцип работы устройства и уверены в своих силах.
Надежнее все-таки приобрести качественный аппарат промышленного производства. Ценовой диапазон предлагаемых аппаратов и установок большой, всегда есть возможность подобрать наиболее приемлемый вариант. Помните – надежное устройство и четкое выполнение инструкции по эксплуатации – залог вашей безопасности.
Аспекты подбора аппарата для сварки алюминия
Создание прочных и надежных конструкций из различных металлов и сплавов требует наличия специального оборудования. Причем для каждого материала имеются свои образцы сварочных аппаратов, что значительно усложняет их выбор. И если для стальных изделий может использоваться стандартное оборудование, то свойства алюминия требуют применения только специальных методик.
Этот материал отличается малым весом, имеет высокую теплопроводность. Поэтому для работы с ним потребуется агрегат для сварки алюминия. При этом и сам процесс считается одним из наиболее сложных, что предполагает его выполнение специалистом.
Виды сварки для работы с алюминием
Отличия в свойствах алюминия и других металлов привели к появлению ряда особенностей при создании неразъемных конструкций. Соединять алюминиевые детали можно с помощью одного из трех видов сварки:
Самым распространенным из перечисленных выше способов был и остается TIG или ручная дуговая сварка. Он применяется для соединения изделий из алюминия и сплавов на его основе ответственного назначения.
Несмотря на то, что скорость сварки при этом методе в 4 раза ниже, чем при двух других назвать это недостатком нельзя.
Доказательством служит результат, а именно качественный и аккуратный сварочный шов, и практически полное отсутствие пор.
Смотрим видео, сварка методом MIG и MMA:
Соединение деталей осуществляется при помощи штучных электродов обратной полярности. При этом осуществляется общий или местный подогрев изделия до температуры от 250°C.
После выполнения сварки кромки должны быть очищены от оксидов и загрязнений, а шлак удален стальными щетками при промывке горячей водой.
Этот метод еще называют аргонно-дуговой сваркой, но это не совсем правильно, так как в качестве защитного газа используют:
сварки алюминием и её особенности
К достоинствам сварки TIG относятся следующие характеристики:
- Аккуратный шов;
- Возможность управления параметрами дуги;
- Отсутствие брызг;
- Работа на малых тогах дуги.
Однако выполнить соединение деталей этим методом способен только оператор с большим опытом.
Способ сварки MIG предполагает использование полуавтомата и основан на использовании сплошной плавящейся проволоки. Причем агрегат должен быть импульсным, снабженным специальными настройками для работы с алюминием.
Смотрим видео, сварка методом TIG (AC):
Этот способ считается наиболее производительным. Для этого используется инверторный источник питания, который выдает базовый ток и кратковременно – импульсный, больших значений. Такой режим работы позволяет контролировать перенос капель металла от электрода к изделию. Особенностью импульсной сварки является подача проволоки роликами специального механизма.
Недостатком этого метода считают недостаточную плотность наплавленного металла и наличие пор в сварных швах. Поэтому он и не пользуется большой популярностью, проигрывая TIG сварке.
Устройство сварочного аппарата
Полный комплект для сварки аргоном
В конструктивном плане такое оборудование состоит из следующих узлов и механизмов:
- Газового баллона и шланга;
- Кассеты с проводом, механизмом и трубопроводом для его подачи;
- Горелки;
- Батареи;
- Блока управления.
Работа прибора для сварки алюминия заключается в следующем: газ поступает к дуге и тем самым осуществляет защиту изделия от окисления. Для его подачи используется горелка для сварочного полуавтомата. Они оснащена рукояткой, выполненной из изолирующего материала.
Устройство сварочного агрегата
На ней располагаются:
В комплектацию горелки входят сопло и наконечник для подводки тока. Предохранить сопло от налипания расплавленного металла призваны керамические материалы, которые используют при его изготовлении.
В качестве наконечников применяют элементы из медно-графитовых сплавов. Они позволяют обеспечить качественный контакт. К сварочному аппарату горелка подключается одним из двух возможных способов: разъема или цельного соединения.
Функции источника питания в приборе могут быть возложены на трансформатор или инвертор. От того, какой из перечисленных приборов используется зависят не только габариты, но и его цена.
Наибольше распространение получили сварочные инверторы, так как они обладают небольшой массой, удобны в транспортировке, эксплуатации.
Подача проволоки в сварочном полуавтомате для сварки алюминия осуществляется различными способами:- Толкающим;
- Тянущим;
- Комбинированным.
Первый считается самым распространенным. Он осуществляется при помощи привода, расположенного в корпусе аппарата. В комбинированном способе обычно используются как тянущий, так и толкающий механизмы. Причем они используются при большой длине рукава.
Применяемая в сварочных аппаратах проволока может быть:
- Стальной;
- Из нержавейки;
- Алюминиевой.
Принцип действия оборудования
Соединение деталей, выполненных из цветных металлов или сплавов выполняется с помощью сварочного полуавтомата для алюминия. При проведении работ нужно действовать в определенной последовательности. Сначала следует установить полярность сварочного тока, обычно для флюсовой проволоки – это прямая, а для газовой среды – обратная.
Смотрим видео, немного о принципе сварных работ:
Затем монтируется бобина с проволокой и производится подключение углекислого газа. Для этого на баллон устанавливается редуктор, которые при помощи шланга соединяется с аппаратом. Прежде, чем приступать к сварке следует выполнить регулировку натяжения проволоки.
Критерии выбора
Прежде, чем покупать столь сложное оборудование нужно определить круг работ, которые решено выполнять с его помощью. Для профессионального использования потребуется одна модель, а для домашнего использования – другая. Причем они должны соответствовать предъявляемым к ним требованиям и работать с наименьшими затратами электроэнергии и других расходных материалов.
Если вы затрудняетесь в выборе, то возможно стоит доверить покупку сварочного аппарата для сварки алюминия профессионалу. Это избавит от проблем в процессе эксплуатации.
Лучшие модели аппаратов для работы с алюминием
Если верить мнению потребителей, то чемпионом в своем классе является мощный программируемый аппарат для TIG-сварки марки Tiger. Он отличается небольшим весом и широкой функциональностью, оснащен высокопроизводительной электроникой, что обеспечивает невероятную мощность при небольших габаритах.
Оборудование этой марки подходит для механизированного и даже роботизированного производства, выпускается в модификациях на 170 и 210 А. Модель DC имеет источник для сварки постоянным током, а AC/DC – еще и переменным.
Неплохо зарекомендовали себя инверторы серии Invertig PRO. Аппараты этого класса простые в эксплуатации, надежные, удобны в управлении, объединили в себе передовые технологии сварки. Они отличаются высокой энергоэффективностью, имеют максимальную продолжительность включения, воздушное или водяное охлаждение горелки.
Практически вся потребляемая ими энергия преобразуется в сварочную дугу. Такие аппараты идеальный выбор для механизированного или автоматического производства.
Сварочные инверторы для аргонно-дуговой сварки марки Mitech (AC/DC) используют в комплексе с неплавящимися вольфрамовыми электродами.
Они подходят для неразъемного соединения деталей из стали и цветных металлов, в том числе и алюминия. Основу агрегата составляет высокочастотный трансформатор с ферритовым сердечником.
Но главной особенностью устройства является использование силовых транзисторов ведущих мировых производителей Toshiba и Fuji (Япония).
Заключение
Прежде чем приступить к сварке деталей стоит внимательно изучить инструкцию по применению. Это поможет избежать ошибок в работе и позволит добиться высокого качества и надежности шва
Аппараты для сварки алюминия: особенности сваривания алюминия

Алюминий имеет свои особые технические характеристики и его невозможно варить на обычном оборудовании. Аппарат для сварки алюминия на переменном и импульсном токе обеспечивает защиту ванны и горячего металла от контакта с воздухом и быстро нагревает рабочую зону. Тонкие настройки позволяют выбрать режимы работы, когда оксидная пленка разрушается, а алюминий не начинает гореть.
Некоторые особенности алюминия и сплавов на его основе
Алюминий отличается от других металлов высокой теплопроводностью, химической активностью и малым удельным весом. Сварочный аппарат для алюминия должен быстро работать и хорошо защищать сварочную ванну. Обычное оборудование для металлоконструкций и подварки кузовов не сможет обеспечить подходящие для сварки алюминия режимы.
Алюминий быстро окисляется даже в холодном состоянии при комнатной температуре.
Образующаяся сверху оксидная пленка намного тверже, чем основной металл и плавится при 2000⁰C, что в 2 раза выше плавления самого алюминия.
Частично прочность легких дюралевых деталей обеспечивает твердая пленка окиси алюминия. При механической зачистке до чистого металла на открытом воздухе окисная пленка очень быстро восстанавливается.
У алюминия высокий коэффициент линейного расширения при нагреве. Если детали перегреть, то их сильно покоробит.
Высокая теплопроводность способствует быстрому распространению тепла по телу детали и такому же почти мгновенному охлаждению шва, когда шлак еще не вышел наружу.
Процесс и его особенности
Исходя из особенностей металла и его сплавов, у сварочного аппарата для сварки алюминия должны быть следующие характеристики:
- взламывание оксидной пленки;
- тонкая регулировка режимов;
- работа с импульсными и переменными токами;
- инертный защитный газ;
- возможность работать с алюминиевыми и вольфрамовыми электродами;
- высокий ток;
- стабильная дуга.
В зоне сварки образуется высокая температура. Варить алюминий необходимо быстро, не прерываясь. Продолжительность работы горелки увеличивает водяное и воздушное охлаждение держака и корпуса самой горелки.
Остывание в зоне сварки будет происходить медленнее, если перед работой детали полностью подогреть до температуры 250 – 280⁰C. Это исключит образования переходной зоны вдоль шва и горячих трещин.
Сложность сварки алюминия в невозможности четки видеть сварочную ванну. Металл не изменяет своего цвета при нагреве и плавлении.
Требования к технологии
Технология начинается с тщательной подготовки свариваемых торцов. Перед работой место под сварку на алюминиевых и дюралюминиевых деталях тщательно зачищают от окислов. Для этого подходит болгарка с мелкозернистым кругом. Шов накладывается непрерывный за один проход. Сварка алюминиевых труб делается за 2 захода, снизу вверх.
Газ включается до начала розжига дуги. Начало процесса производится на высоких токах. Завершается сварка на пониженных токах. Аппараты для сварки должны менять силу тока и напряжение после начала работы.
Для сварки алюминия используется вольфрамовый плавящийся и неплавящийся электрод. Присадочные прутки для алюминия используются двух видов: из чистого металла и литейный алюминий с добавлением кремния.
Выполняют сварку тонкого алюминия аргоном. Толстые листы и детали варят в среде защитного аргонно-гелиевого газа.
Перед началом сварки электрод следует заточить. Плавящийся на полукруг. Неплавящийся затачивается под углом 40⁰ с небольшой площадкой. В процессе сварки на конце должна быть капля чистого металла размером меньше диаметра электрода.
[stetxbox id=’alert’]Важно! Если капля на электроде темнеет, значит мало газа или аргон не чистый, с добавлением воздуха. Если увеличение расхода газа не изменяет ситуацию, надо менять газовый баллон.[/stextbox]Длина дуги при сварке алюминия, должна быть постоянной в пределах 12 – 15 мм. Более короткая будет прожигать лист, особенно тонкий. Длинная дуга не прогреет, как положено металл.
Сварка дюралюминия производится по той же технологии, что и чистого металла. Уменьшается только сила тока. При выборе, чем лучше варить дюралюминий, следует остановиться на алюминиевой проволоке. На импульсных аппаратах она просто стекает струей в разогретую ванну и соединяется с металлом.Если у любителя имеется лодка и ее надо отремонтировать, подойдет импульсный инвертор с осциллятором и вольфрамовый электрод с присадочной проволокой из алюминия. Более дешевый вариант для редкого применения – аргонно-дуговая сварка переменным током. Для мастерских с большим объемом работ лучше выбрать высокопроизводительный импульсный аппарат или полуавтомат.
Регуляторы установок
Алюминий требует тонких настроек и понижения тока в процессе сварки. Основные функции, которые должен иметь аппарат для сварки алюминия:
- бесконтактного розжига;
- зоолокации – регулировки соотношения полярности дуги;
- регулировка баланса переменного тока.
Бесконтактный розжиг обеспечивает возгорание дуги без чирканья о деталь и постоянное ее горение.
При работе в режиме AC полярность дуги меняется с прямой на обратную и наоборот. Зоолокация позволяет подбирать оптимальную направленность тока и частоту изменений полярности.
Продолжительность пауз и импульсов регулируется балансиром в зависимости от толщины свариваемого металла.
Дополнительно сварщиком выставляется:
- стартовый ток;
- величина и характер основного тока;
- форсаж дуги.
Кроме этих функций качественную сварку обеспечивает несколько таймеров. Они отвечают за:
- подачу газа до начала сварки;
- время спада тока;
- подачу газа после завершения работы.
защитный газ подается до начала процесса сварки – розжига дуги. Это обеспечивает полное закрытие ванны до начала процесса плавления.
Начинать варить алюминий надо на повышенном токе, затем его надо понизить. Таймер автоматически понижает ток через определенное время после начала работы.
Алюминий остывает быстро, но все равно необходимо время, чтобы шов не окислился и не потрещал. После отключения электрической дуги еще 5 – 7 секунд подается газ в рабочую зону.
Эксплуатация оборудования при работе
Алюминий варится на высоких токах с большой частотой. Для оборудования такой режим представляет большую нагрузку. Следует соблюдать режим работа-отдых, указанные в техническом паспорте оборудования.
Следует точно настраивать аппарат и проверять заземление.
При работе на полуавтомате с алюминиевой проволокой длина шлангов не должна превышать 3 метра. Сопло следует выбирать шире обычного. Алюминиевая проволока мягкая и при нагреве сильно расширяется. В результате возникает трение и она заедает.
Насадка для газа выбирается с широким соплом и сеткой внутри. Поток образуется равномерный и хорошо закрывает ванну.
Виды
Для алюминия применяется в основном электродуговая обработка на переменном токе.
Плазменный горячий поток легко может расплавить любой металл, но алюминий имеет тугоплавкую пленку и он сильно покоробится при нагреве газовой горелкой.
К тому же он активно вступает в реакцию не только с кислородом, но азотом и углеродом. В результате образуется хрупкий шов с толстым слоем шлака и детали с большой поводкой.
Полуавтомат
На полуавтоматах для сварки используют алюминиевую проволоку. Она с постоянной скоростью подается в горелку и расплавляется в ванной. К ручке прикреплена форсунка, подающая защитный газ. Всем процессом управляет полуавтомат, рука сварщика только направляет расплавленную ванну для образования шва.
Полуавтоматическая сварка высокопроизводительная. Ее хорошо применять на производстве с большим количеством деталей под сварку из разных сталей и металлов. При работе с алюминием можно накладывать непрерывный шов длиной до 5 м.
Инверторное оборудование
Для сварки алюминия и его сплавов подойдет обычный инвертор с подключенным к нему баллоном, в котором аргонный газ. В качестве защитного флюса используется аргон, гелий и их смесь.
Чаще всего домашние сварочные работы, с которых подвариваются алюминий и дюраль, выполняются на простых инверторах. Прибор выдает ток, достаточный для непродолжительной сварки цветных металлов.
Для сварки подбираются специальные электроды, рассчитанные на работу с металлами, обладающими высокой теплопроводностью, это серия О3Р и О3А, диаметр 2,5 – 3 мм. Они представляют собой стержень из специального сплава и обмазки.
Перед тем как сваривать алюминий инвертором, электроды необходимо хорошо прокалить. Если в их обмазке, используемой в качестве флюса, останется влага, она образует поры в металле шва и шлаковые включения.
Шов следует накладывать не спеша, следить, чтобы ванна успевала прогреваться, а шлак всплыть. Инверторное соединение деталей дает прочный и красивый шов с небольшой зоной прогрева по бокам.
Аргоновая сварка
Ручная аргонодуговая сварка применяется чаще всего любителями при ремонте автомобиля или лодки, сваривании небольших деталей. В качестве расходного материала используют в основном неплавящиеся вольфрамовые электроды и присадочная проволока. Вместе с ними в зону сварки подается аргон, защитный газ.
Неплавящиеся электроды создают с помощью дуги высокую температуру. При этом обмазка также не обгорает, обычного для ручной сварки флюса нет.
Кроме вольфрамовых, могут применяться угольные электроды и специальные для сварки металлов с высоким коэффициентом теплоотдачи, такие как алюминий, медь и их сплавы. Они имеют обозначение А3. Выпускаются с рутиловой, целлюлозной и вольфрамовой обмазкой.
Аргоновая сварка может производиться на инверторах и трансформаторах. Главное условие, это подключение газа.
Последовательность в домашних условиях
В домашних условиях следует сначала проверить исправность оборудования. Затем готовятся детали. Их устанавливают на специальный верстак или плиту. Закрепляют для сварки, по возможности без прихваток.
Непосредственно перед работой зачищают, снимая пленку окислов механическим путем.
Электроды и проволока должны быть сухими, прокаленными в печи. Детали тоже по возможности подогревают в печи или аргоном горелкой. После этого производят сварку.
Варить алюминий можно длинными швами по горизонтали. Короткие строчки применяют для вертикали и потолка.
Электродуговая сварка алюминия в среде аргона возможна для выполнения в условиях гаража и домашней мастерской. Лучше всего использовать инвертор, как универсальное оборудование.Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку

Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Что же касается инструмента, то сварочный аппарат для сварки алюминия должен обязательно быть инверторным. Также аппарат «тиг сварка алюминия» должен обладать удобными для перевозки в автомобиле габаритами и иметь ручки для переноса. Желательно, чтобы к аппарату шел осциллятор для сварки алюминия.
В целом же, любому инверторному полуавтомату под силу выполнение такой работы как алюминиевая и дюралюминиевая сварка. Поэтому, для новичка дальнейший выбор оборудования должен основываться на нижеописанных особенностях сварки алюминия.
Особенности сварки алюминия
В виде защитного газа при работе по сварке алюминия необходимо использовать аргон или для толстых материалов его смесь с гелием. Также понадобится алюминиевая проволока для сварки со сплошным сечением. Особое внимание следует обратить на горелку аппарата – ее шланг должен быть прямым и длиной до 3-х метров, т.к. алюминий очень мягок.
Для уменьшения трения сварочной проволоки, следует заменить канал в горелке на тефлоновый, специально предназначенный для сварочных работ полуавтоматом по алюминию.
Если имеющейся длины шланга недостаточно, а приближение инвертора невозможно, наряду с полуавтоматом можно использовать оснащенный более длинным кабелем подающий механизм. Это приспособление позволит использовать лишь саму горелку, удалившись на нужное расстояние от самого сварочного аппарата. И не стоит беспокоиться о вероятности возникновения залома — она очень мала.
Тиг сварка алюминия предполагает использование специальных контактных наконечников, предназначенных именно для этих целей. Их отверстие намного больше, нежели у наконечников, предназначенных для других металлов. Это объясняется способностью алюминия расширяться при нагреве больше, чем другие материалы.
Осторожно, сложности
О том, как происходит сварка алюминия, видео можно увидеть ниже. Мы же акцентируем ваше внимание на основных сложностях, возникающих при сварке алюминия.
Первой проблемой, с которой сталкивается тиг сварка алюминия полуавтоматом, является образование оксидной пленки.
Алюминий имеет температуру плавления намного меньшую, чем оксидный слой, поэтому, чтобы пробить пленку и расплавить алюминий, нужна импульсная сварка.
Алюминиевая и дюралюминиевая сварка происходят с вероятностью прожога свариваемой детали, поскольку алюминий обладает большой теплопроводностью. Поэтому, его следует хорошо прогревать перед началом сварочных работ.
А также:
- Зачистка алюминиевой детали – это обязательное условие для проведения такой процедуры, как сварка алюминия, видео с инструкциями по сварке, которое вы найдете в нашей статье, начинается именно с этой процедуры. Это позволит в какой-то степени разбить возникшую пленку и затем ускорит работу. Но! Начинать саму сварку нужно не позже суток со времени зачистки.
- Очень важно чтобы в процессе сварочный аппарат для сварки алюминия сохранял постоянную длину дуги. Ее длина для работы с алюминием должна лежать в диапазоне 12-15 мм, иначе могут возникнуть проблемы. При меньшей длине дуги образуется прожог, при большей – произойдет несплавление. Точное значение этого параметра зависит от толщины и состава сплава материала.
- Поскольку алюминий обладает большой теплопроводностью, то он подвержен быстрому остыванию, и, в результате – затвердеванию. Поэтому, могут возникнуть определенные сложности по заварке кратера в завершении сварочного шва. Поэтому, начинающим сварщикам для работы с алюминием будет необходим сварочный аппарат с функцией, дающей для разогрева детали больший ток в начале работы, и низкий ток – в конце для заварки кратера. Не лишним при этом будет осциллятор для сварки алюминия.
Вообще, для такого умения как сварка алюминия, впрочем, как и для любого другого, необходима практика. С ней придет не только полное понимание самого процесса, но и понимание того, что в имеющемся богатом ассортименте современных сварочных аппаратов необходимо разобраться для качественного выполнения работы.
Поупражнявшись некоторое время на доступных материалах, вы обязательно сможете овладеть техникой сварки алюминия и составить для себя понимание вопроса аппаратуры.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):