Какой угол заточки сверла по металлу
Можно ли заточить сверло своими руками? Под каким углом затачивают свёрла для металла?
Производство режущих инструментов регламентируется большим числом нормативных документов. Например, при изготовлении свёрл по металлу, лёгким сплавам и другим труднообрабатываемым материалам руководствуются 32-мя ГОСТами. Свои ГОСТы есть для инструментов по дереву. В числе регламентируемых технических характеристик в нормативных документах указываются и углы их заточки.
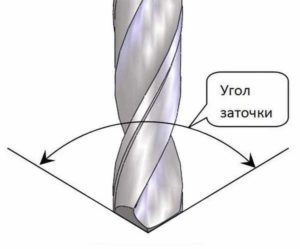
Этот параметр измеряется на пересечении линий режущих кромок. Вот его рисунок в упрощённом виде:
В технической литературе он ещё называется угол 2φ. Кромки могут иметь разный вид в зависимости от назначения и величины поперечного сечения.
От чего зависит величина угла заточки
Точная заточка рабочих поверхностей обеспечивает высокое качество и скорость обработки материалов, препятствует перегреву, продлевает срок их службы. Угол заточки сверла для разных материалов определяют их физические свойства:
· твёрдость;· хрупкость;· вязкость.
Подробнее о материалах, из которых делают сверла мы писали в предыдущей статье
Что означает цвет сверла, нужно ли выбирать свёрла по цвету?
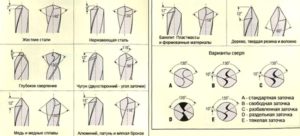
Величины углов 2φ с допусками точности указываются в ГОСТах для соответствующих видов режущих инструментов. Углы заточки сверла для различных материалов должны иметь следующие значения в градусах:
- рядовая и низколегированная сталь, чугун, твёрдые марки бронзы – 118 +/- 2;
- высоколегированные сплавы, тонколистовой металл и пакеты из него – 140 +/- 3;
- лёгкие алюминиевые сплавы, латунь, мягкие марки бронзы – 130 +/- 3;
- природный камень, бетон, красная медь – 125 +/- 3;
- дерево, эбонит, сплавы магния – 85 +/- 3;
- склонные к крошению материалы, например мрамор, – 80 +/- 2;
- электрон, силумин, пластмассы – 95 +/- 5.
Величина угла влияет на скорость подачи и степень нагрева. Чем она больше, тем медленнее процесс обработки материала и тем быстрее нагревается сверло. Поэтому сверление металлов и других твёрдых материалов чаще всего требует активного охлаждения специальными эмульсиями или другими способами.
Признаки износа сверла и способы заточки
В процессе эксплуатации режущие инструменты быстро затупляются. Износ начинается с периферии, после чего распространяется на всю кромку и заднюю грань.
Первым признаком того, что сверло затупилось, является появление резкого скрипящего звука при сверлении. Пользование тупыми инструментами в разы ускоряет их износ, вплоть до полной негодности.
Для их восстановления применяют следующие типы заточки сверла:
- Одинарная или нормальная. В технической литературе обозначается буквой Н. Применяется для свёрл сечением до 12 мм. Формирует на рабочей части две режущих и одну поперечную кромку.
- Заточка НП с сокращением длины поперечной кромки. Обеспечивает снижение эксплуатационной нагрузки на инструмент.
- НПЛ. Этот способ уменьшает поперечную кромку и ленточку режущей части сверла. Такая обработка снижает силу трения при сверлении и формирует задний угол, облегчающий рабочий процесс.
- ДП и ДПЛ. Двойные виды заточки свёрл – соответственно, без захвата и с подточкой ленточки. Оба способа формируют одну поперечную и по четыре рабочих кромки изломанной конфигурации. Тем самым обеспечивается лучший отвод тепла от режущей части, и повышается стойкость инструмента.
Все виды заточки свёрл по металлу, кроме Н, позволяют восстанавливать инструменты сечением до 80 мм.
По совокупности ряда условий общее время использования до очередной переточки по требованиям ГОСТов составляет от 5 до 41 минуты.
На конкретную величину этого периода влияют следующие факторы: диаметр и класс точности, марка сплава, из которого изготовлен инструмент, свойства обрабатываемых материалов.
Основные правила
На практике необходимость переточки режущих инструментов определяют в зависимости от их состояния и по ощущениям от работы с ними. Если на режущих кромках сверла появились зазубрины, ощущается вибрация, необходимо прикладывать большую силу для подачи инструмента, ему срочно необходима правка. При выполнении этой операции следует придерживаться таких правил и рекомендаций:
· заточка выполняется по задним граням сверла;
· восстановление инструмента проводится в два этапа – на корундовых кругах зернистостью №№ 25–40 и доводка угла на кругах из карбида кремния №№ 5–6 или эльбора №№ 6–8;
· во избежание перегрева режущих кромок требуется частое охлаждение в воде или водно-содовом растворе.
Небольшое видео процесса заточки сверла
Правильность геометрии углов заточки подтверждают при помощи шаблона. Его можно купить или сделать самому.
На нём проверяют угол 2φ и длину рабочих кромок, которые должны быть абсолютно идентичными, точность углов заострения, а также между перемычкой и режущей кромкой. Обработку выполняют на специальных станках или с использованием приспособлений, обеспечивающих точное положение.
Какой угол заточки сверла по металлу — Справочник металлиста
11 Июля 2018
Каждое сверло в процессе работы тупится, но не нужно спешить его выбрасывать. Часто вернуть сверлу его рабочее состояние можно при помощи заточки инструмента. В этом тексте мы объясним, каким образом это сделать.
Прочитав эту статью, Вы узнаете:
По сравнению со сверлами по древесине, сверла по металлу стачиваются значительно быстрее. Если у Вас уже есть какой-то опыт сверления металла, то определить состояние сверла будет легко по контакту с материалом или даже на глаз. В случае, если такого опыта нет, увидеть выявить состояние сверла можно, если происходит что-то из этого:
- Вы сверлите и слышите, как сверло свистит и скрипит;
- быстрое нагревание инструмента;
- получающиеся отверстия выглядят плохо – с зазубринами и заусенцами;
- только одна спиральная канавка выдает стружку, это так же может означать, что заточка — неправильная;
При работе сверлом с тупым наконечником, мы ставим свое здоровье под угрозу, так как такое сверло запросто ломается. На большой скорости это грозит осколками, которые летят в неопределенном направлении. Этого допускать ни в коем случае нельзя, поэтому не тяните с заменой или подтачиванием инструмента. Как только заметили перечисленные признаки – принимайте меры.
Как устроено сверло
Для того, чтобы обновить рабочую часть верно, надо разбираться, какие у сверла есть составные элементы:
- рабочая часть, создается за счет сведения канавки и задних элементов;
- фронтальный элемент под рабочей частью;
- свод между частями сзади;
Во время использования сверла сильнее портится острие сверла, свод и граней сзади. В связи с этим, ремонт сверла происходит за счет выправления граней сзади, примыкающих к острию и своду сверла.
Но тут есть свои тонкости: чтобы обновить поверхность сверла и вывести четкий свод, углы затачивания надо ровнять по углы заточки должны соответствовать параметрам самого сверла.
Выполнение этих норм даст рабочей части сверла первой совмещаться с заготовкой, это и дает нам наибольшую отдачу от инструмента. Угол вершины сверла определяет длину рабочей части инструмента.
Если он выведен верно, то стружка будет без проблем ложиться в желоб и удаляться из него. Ну а если угол будет острым, то вырастет площадь снимаемой полосы, желоб забьется стружкой, она не будет выноситься из отверстия.Ну, а слишком тупой угол снимает пользу от инструмента.
Сверла отличаются по используемому для них сырью и диаметру. Параметры сверл различаются от направленности материала. Сверла из металла лучше всего обрабатываются дома.
Любой сверлящий агрегат имеет две плоскости сзади, формирующие конус на конце инструмента и пару режущих кромок. Если Вы поставите сверло на плоскость, то кромки будут ее касаться, часть, расположенная за ними, будет расположена в стороне от них. Она расположена под определенным углом, который и называют «задним». Сбег ориентировочно должен составлять на каждый заворот 0,2 мм.
Правильный угол заточки, способы работы
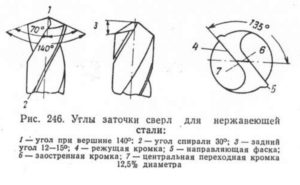
Для разных материалов угол заточки используется свой угол заточки.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.
Для заточки сверла используется точильный станок, использовать точильный камень или шлифовальный лист для этого бесполезно. Для выполнения работы понадобится абразивный круг, вращающийся не менее 1400 в минуту. Абразив подбирают с мелким зерном.
При перегревании сверла, металл теряет свои характеристики, поэтому важно прислонять сверло к точильному станку на небольшое время, не более 4 секунд. Чтобы не испортить сверла, периодически остужайте их в воде.
Прежде всего выберете способ заточки рабочей части инструмента. Вот какими они бывают:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
В этой статье мы рассмотрим такие распространенные способы заточки сверла как одноплоскостной и конический.
Вначале обтачивают кромку сзади. Снимают небольшой слой таким образом, чтобы на поверхности не было заметно никаких неровностей. При наличии выщерблин до 3 мм нужно укорачивать сверло на такую же величину.
В течение работы смотрите на симметрию рабочей кромки, ровность перемычки. В норме она располагается четко между рабочими кромками.
Сверло до 3,5 мм затачивают методом 1. Когда задней части задана верная конфигурация, его подводят к абразиву под углом от двадцати пяти до тридцати градусов.
Не вращайте сверло и не изменяйте угол его обработки. Иначе кромка не будет идеально ровной. Кроме того, при разворачивании сверла, из него может выкрошиться часть материала кромки.
Поскольку затачиваемое сверло имеет небольшой диаметр, его точат за один подход, и оно не перегревается.
Взгляните на самый конец сверла – сходящиеся плоскости должны быть соразмерными с одинаковым углом обработки.
Соответствие углу сверяйте по шаблону. Выправлять кромку, если работа не удалась с первой попытки – нельзя, придется затачивать снова.Конический метод обработки совершенно отличен от вышеописанного одноплоскостного. Инструмент удерживают обеими руками и при соприкосновении с плоскостью абразива рабочей кромкой, сверло начинают поворачивать по задней стороне и формируют конус.
При этом методе отрывать инструмент от наждака нельзя. Каждый подход стартует с рабочей кромки и завершается с полным поворотом до окончания задней поверхности.
После каждого этапа обработки, сверяйте углы сверла с шаблоном.
Большие сверла нельзя обрабатывать плоскостным методом, так как при этом сверло перегревается, а стружка не отводится из отверстия.
Немного о ремонте сверл по бетону
Перечисленные способы заточки сверл можно отнести и к сверлам по дереву и по металлу. Но победитовые сверла тоже запросто могут прийти в негодность.
Признаки негодности победитового сверла те же, что у металлического – оно начинает свистит, сверлит хуже, дико нагревается, возникает ужасный свистящий звук.
Принципы заточки победитового сверла такие же, как для сверл по металлу, но есть свои особенности, которые надо рассмотреть.
Начинается всё с измерения высоты режущей поверхности сверла. Затачивайте сверло, только когда по высоте оно не менее 8-10 мм. При меньшей высоте рабочей части, получить хороший результат не выйдет – приобретите новый инструмент.
Для выполнения следующего действия купить диск с алмазным абразивом. При этом, специальный наконечник победитового сверла не выдерживает критических больших температур. Чтобы не испортить сверло – правьте его на небольших оборотах.
При затачивании победитового инструмента по правилам, сначала выведите боковые кромки режущего инструмента. Они прежде всего стираются, когда работаешь по бетону. Учтите, что напайки надо править под девяносто градусов. Во-вторых, принимайтесь за задние грани, вплоть до напайки. В случае, если напайка уже сносилась до стали, то необходимо подтачивать фронтальную часть сверла.
В заточке сверл из победита важно соблюдать симметрию кромок. Важно, чтобы режущие стороны были одинакового размера. При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными. Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов.
Для работы со сверлами нужно уметь обрабатывать перемычку. На шлифовальном станке нужного уровня обработки добиться сложно. Поэтому делать это нужно следующим образом: перемычку и задние грани выводят на крае круга, используя медленную скорость.Инструмент соприкасается с точилом в течение короткого промежутка времени. Потом его относят в сторону, переворачивают на 180 градусов и снова прижимают к абразиву.
По нагревании металла, сверло следует окунуть в воду, иначе инструмент потеряет свои свойства.
По окончании заточки, проверьте насколько симметричной она получилась. Для этого можно провести такой тест. В дрель вставляют обработанное сверло, при этом к обработанной кромке подносят фломастер. Дрель включают на небольших оборотах, сверло покрывается маркерной линией. Если с одной из сторон черта от фломастера больше, чем с другой, то её необходимо подточить.
Как правильно заточить сверло в домашних условиях
Заточить сверло в домашних условиях несложно, если знать как. трудность в этом деле – выдерживать правильные углы. Ведь дома, как правило, нет специальных оправок и кондукторов. Есть только точильный станочек. По крайней мере, будем исходить из таких условий.
Требования к оснастке
Из оснастки у нас только электрический точильный станок. Но то, что он есть, еще не означает, что на нем можно точить сверла. Нужно, чтобы точильный диск имел правильную форму – то есть, форму цилиндра с ровным, не скругленным краем. Выпуклый край со сточенными ребрами может дать неправильную заточку
Если диск сильно сточен, его лучше заменить на новый или поправить специальным эльборовым «карандашом», если он есть в хозяйстве. Очень хорошо, если диск сбалансирован, не дает биений и вибраций (вообще-то, это обязательная норма). В работе участвует только периферийная, поверхность диска, не его торцы.
Есть соблазн воспользоваться ровной боковой поверхностью диска. Но она после нескольких заточек потеряет форму и исправить камень после этого будет намного труднее.
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку.
Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется.
В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки.
Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом.
Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Способы заточки спиральных сверл
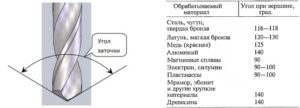
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
| Обрабатываемыйматериал | Угол заточки сверла в ° |
| Конструкционная стальНержавеющая стальЧугунСталь закаленная Алюминий Сплавы на основе магнияСилумин Медь электролитическаяБронза и латунь Пластические массы Органическое стеклоЦеллулоид, эбонит | 116-118120118125130-140110-12090-100125130-14050-607080-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п.
, угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале.
В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.).
Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания.
Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше.
Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки.
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки).
По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном.
Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия.
Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления.
Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки.
Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло.
Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной.
Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла.
По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
https://www.youtube.com/watch?v=wY2X2IkNmf8
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки.
В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части.
Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Угол заточки сверла по металлу

Отверстие в металле, выполненное с помощью качественного сверла позволяет получить требуемые технические характеристики готового изделия. Точность выполнения такой операции во многом определяет угол заточки сверла по металлу.
Определить необходимость производства заточки сверла определяется на основании оценки следующих признаков:
- увеличение времени сверления;
- изменение размера образующейся стружки (в сторону уменьшения);
- нарушение температурного режима (перегрев режущего инструмента, самой заготовки, у которой вырезается отверстие);
- появление характерного механического шума во время работы
При интенсивном проведении сверления режущая кромка затупляется. Её износ начинается с переднего угла. Одновременно происходит износ задней кромки и перемычки между ними. Первым признаком изменения первичных параметров инструмента до предельных значений является характерный металлический звук. Происходит прекращение высверливания отверстия даже при увеличении скорости и силы подачи.
Точная обработка рабочих поверхностей сверла обеспечивает высокое качество отверстий, позволяет повысить скорость проведения операций, препятствует перегреву, продлевает срок их службы.
Виды заточки свёрл по металлу
Порядок восстановления формы режущей поверхности зависит от выбранного вида заточки. Основными видами являются:
- одинарная или нормальная;
- аналогичная с постепенной подточкой (доведением края до требуемой формы);
- одинарная с последующей правкой (подточкой) поперечного края и ленточки;
- двойная с подточкой поперечной кромки или с последовательной обработкой кромки и ленточки.
Выбор необходимого вида в основном зависит от следующих факторов:
- физических характеристик металла, в котором планируется сделать отверстие заготовка;
- диаметра применяемого инструмента;
- параметров резания.
Наиболее распространённым видом считается так называемая одинарная заточка. Её применяют для инструмента небольшого диаметра (до 12 миллиметров).
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов.
На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°.
Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки.
Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°.
Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву.
Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия.
Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры.
На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга.
После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Во время проведения этой операции необходимо контролировать два параметра: угол наклона инструмента к поверхности круга и размер создаваемой перемычки.Основными требованиями к результату этой операции является: формирование обеих кромок равной длины, получение заданных углов наклона.
Для изделий, у которых по технологии необходимо получить небольшой задний угол целесообразно подточить дополнительно заднюю поверхность. Это снизит её трение во время резания и не будет увеличиваться нагрев инструмента и заготовки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров.
Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции.
На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.
Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок.
Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки.Он должен постепенно увеличиваться по направлению к центру инструмента.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.