Нагартовка алюминия это
Нагартованный алюминий это

Алюминиевый лист является полуфабрикатом, который изготавливается из алюминия или его сплавов путем горячей деформации и дальнейшей холодной прокатки.
Для изготовления листов современными производителями используется разные марки технического алюминия, в частности: А0, АД0, А5, А6, дюралевые сплавы марок Д1, Д12, Д16, деформируемые сплавы АД31, алюминиево-марганцовые и алюминиево-магниевые – АМц и АМг соответственно. Для повышения стойкости к коррозии листы из большинства сплавов с помощью плакирования (наслаивания) покрываются пленкой алюминия высокой чистоты. Толщина ее составляет до 5-ти процентов общей толщины заготовки.
Характеристики алюминиевых листов
Характеризуется высокими антикоррозионными свойствами, малым весом, легкостью механичной обработки. Все эти качества делают его достойным конкурентом аналогов металлопроката из нержавеющей стали.
По некоторым характеристикам листовой алюминий даже занимает лидирующие позиции, сочетая в себе пластичность и стойкость к низким температурам, а также химическую инертность.
Материал хорошо подается штамповке, благодаря которой из него формируют объемные изделия, посредством значительной пластической деформации. Штамповкой листового алюминия получают посуду, некоторые детали машин и многое другое.
Листовой прокат общего и специального назначения изготавливается в соответствии с ГОСТ 21631-76:— хим. состав марки А5 определяется ГОСТ 11069-74;
— по ГОСТ 1131-76 контролируется хим. состав ВД1;
— химический состав листового проката из технических марок алюминия определяется по ГОСТ 4784-97.
Преимущества алюминиевых листов:
— малый вес;
— высокая электропроводность и теплопроводность;
— податливость любому виду обработки;
— высокая коррозионная стойкость;
— нетоксичность;
— невосприимчивость к намагничиванию;
— бактерицидные свойства.
Единственным, но существенным недостатком данного сортамента, является невысокая прочность листового алюминия, но для повышения данного показателя на стадии производства в металл вводят присадки меди и магния.
Толщина и вес алюминиевых листов
Толщина алюминиевых листов чаще всего находится в диапазоне от 0,3 миллиметров до 10,5 миллиметров. Наиболее востребованы габариты: 1200х3000 и 4000, 1500х3000 и 4000 миллиметров.
Вес алюминиевого листа контролируется ГОСТ 21631-76 и зависит не только от его толщины и габаритов, но и от состава сплава. Вес листа алюминиевого проката может составлять от 2,8 до 180 килограмм. Если продукция нестандартного размера, естественно, вес будет уже другой, зависимо от размеров. Например, вес алюминиевого листового проката 10х1500х6000 миллиметров составляет 247,5 килограмм.
Виды алюминиевых листов
Алюминиевые листы отличаются не только использованием сплавов различных марок, способом производства, но и методом дополнительной обработки. Согласно состоянию материала можно выделить следующие виды:
— отожженный лист (М);
— нагартованный (Н);
— полунагартованный (Н2);
— рафинированный (Р);
— естественно состаренный и закаленный (Т);
— без термической обработки.
Также алюминиевый лист различают по типоразмеру – повышенной и обычной точности толщины, что обозначается в маркировке буквой «П». И по способу производства: алюминиевый лист с технологической (Б), нормальной плакировкой (А) и без плакировки.
Зависимо от вида поверхности листовой алюминий может быть: стандартным, антискользящим, профилированным, перфорированным, гофрированной фольгой.
Стандартный алюминиевый лист (общего и специального назначения)
Стандартный прокат имеет гладкую поверхность с повышенной, высокой или обычной отделкой.
Его преимущественно используют для производства нержавеющих конструкций, применяемых в топливной, пищевой и химической промышленностях, в строительстве, а также машиностроении.
Изготовляется из алюминия и его сплавов марок: А5, 1105, АД, АМг1, АМг3, А6М, АМг2, АМг5, АМц, АМг6, АД1, ВД1, Д16 и других.
Лист алюминиевый А5
Пищевой лист А5 имеет матовую поверхность, толщину от 0,5 до 10 миллиметров, обычное качество отделки. Химический состав алюминия марки А5 соответствует ГОСТ 11069-74. Алюминиевый лист А5 можно купить в рулонах и листах.
Характеризуется высокой теплопроводностью, коррозионной стойкостью. Благодаря высоким пластическим свойствам металлопрокат марки А5 легко формуется разными способами и обрабатывается. Материал хорошо сваривается.
При низких температурах технические характеристики остаются практически неизменными.
По состоянию металла алюминиевые листы подразделяют на нагартованные (А5Н) и мягкие или отожженные (А5М).
Термообработка оказывает значительное влияние на физические и механические свойства, меняет структуру сплава. Пластичность и ковкость алюминиевые листы А5М приобретают в результате отжига, изделия легче поддаются резанию.
Для того, чтоб частично восстановить твердость, металл подвергают прокатке с 2-5% обжатием – дрессировке.
Алюминиевые листы повышенной прочности А5Н получают путем холодной обработки давлением, но при этом уменьшается ударная вязкость и пластичность.
Используются листы А5 в различных областях промышленности для производства конструкций и оборудования. Из них изготавливают пищевые емкости, обшивочные покрытия, элементы декора.
Лист алюминиевый А6М
Отожженный алюминиевый лист А6М изготавливается в соответствии с ГОСТ 21631-76, подходит для использования в пищевой отрасли. Состав алюминия А6 контролируется ГОСТ 11069-74.
Алюминиевый лист 1105
Алюминиевый прокат 1105 представляет собой плоский сортамент из деформируемого алюминия с легирующими присадками магния и меди. Дюраль обозначают первые две цифры (11), а порядковый номер сплава – последние.
Из листового алюминия 1105 изготавливают сварные конструкции и детали, которые эксплуатируются при низких температурах.
Изделия характеризуются высокой вязкостью разрушения, пластичностью, легко поддаются механообработке.
Алюминиевый лист 1105Н — упрочненный пластической деформацией нагартованный прокат. Свойства и структура меняются под воздействием на его поверхность давления. В результате уменьшается ударная вязкость и пластичность, а повышается прочность и твердость. Лист алюминия нагартованный с нормальной плакировкой отличается значительными показателями химической пассивности и маркируется 1105АН.Зависимо от требований, предъявляемых к готовому изделию, можно применить утолщенную плакировку, что в значительной степени скажется на защищенности материала.
Алюминиевый лист 1105М — пластичный, ковкий и мягкий листовой металлопрокат, отожженный при высокой температуре.
Прокатка на прокатном стане с 2-5% обжатием (дрессировка) способствует частичному восстановлению твердости.
Алюминиевый лист с утолщенным плакировочным слоем маркируется 1105УМ, а с нормальным – 1105АМ. Характеризуется повышенной устойчивостью в агрессивных условиях эксплуатации.
Алюминиевый лист 1105Т – естественно состаренный, закаленный алюминиевый сортамент, востребованный во многих отраслях промышленности. С нормальной плакировкой обозначается 1105АТ.
Алюминиевый лист АД
Отличается высокой пластичностью и стойкостью к коррозии. В качестве материала для изготовления листов используется технический алюминий с небольшим содержанием примесей. Подразделяется на мягкий (АДМ) и нагартованный (АДН). Алюминиевый лист АД широко востребован в качестве полуфабриката во многих отраслях промышленности.
Листовой алюминий АД1
Представлен в виде рулонов и листов. Производятся из алюминия марки АД1 согласно ГОСТ 21631-76, химический состав по ГОСТ 4784-74. Характеризуются легкостью формовки и механообработки, высокой устойчивостью к процессам коррозии. Цифровая маркировка определяет чистоту сплава в процентах, а буквенная – деформируемый металл.
Алюминиевый лист АД1 по состоянию материала принято классифицировать на АД1М (мягкий) и АД1Н (нагартованный). Нагартованный на одну вторую лист маркируют как АД1Н2. Он совмещает в себе высокие механические и прочностные свойства. Мягкую и нагартованную продукцию используют для производства конденсаторов, декоративной отделки, емкостей в химической промышленности, различного рода деталей.
Алюминиевый лист АМг1
Легируемый магнием деформируемый сплав. Цифра определяет количество основной легирующей присадки, в данном случае – 1% магния. Характеризуется отличной свариваемостью, пластичностью, устойчивостью к коррозии. Используется для изготовления промышленных деталей и конструкций в строительстве. Различают мягкий и нагартованный лист АМг1.
Алюминиевый лист АМг2
По характеристикам схож с АМг1, но содержит 2% магния. Хорошо обрабатывается резанием. Различают нагартованный, отожженный и полунагартованный металлопрокат АМг2. Из рафинированного и нагартованного сплава производят алюминиевые листы АМг2НР. Благодаря низкому содержанию посторонних примесей полуфабрикаты обладают хорошей электропроводностью.
Поверхность неплакированная, рифленая или матовая.
Из отожженных и нагартованных алюминиевых листов АМг2 изготавливают обшивки грузовых авто, оборудование для гидравлики, химические емкости, которые работают под давлением, промышленные трубопроводы, транспортные детали и различные строительные конструкции.
Нагартованный алюминий что это?
Алюминиевый лист является полуфабрикатом, который изготавливается из алюминия или его сплавов путем горячей деформации и дальнейшей холодной прокатки.
Для изготовления листов современными производителями используется разные марки технического алюминия, в частности: А0, АД0, А5, А6, дюралевые сплавы марок Д1, Д12, Д16, деформируемые сплавы АД31, алюминиево-марганцовые и алюминиево-магниевые – АМц и АМг соответственно. Для повышения стойкости к коррозии листы из большинства сплавов с помощью плакирования (наслаивания) покрываются пленкой алюминия высокой чистоты. Толщина ее составляет до 5-ти процентов общей толщины заготовки.
5 способов нагартовки (пластической деформации металлов)

Услышав слово «нагартовка», большинство пожмёт плечами. Бывшие студенты металлургических и машиностроительных учебных заведений наморщат лоб, пытаясь что-то вспомнить. Лишь единицы смогут объяснить суть явления. Расскажем об этом сложном термине, пришедшем к нам из материаловедения металлов.
Нагартовка или наклёп?
Часто нагартовку путают с наклёпом. Наклёп — более широкое понятие. Это все виды пластической деформации металлов, возникающие при наружном механическом воздействии.
Наклёп может быть полезным и вредным. Полезный наклёп создаётся специально и называется «нагартовка» (от немецкого слова hart — твёрдый).
Вредный наклёп образуется не специально и требует последующей термической обработки металла.
Что такое пластическая деформация?
Деформация — это изменение формы и размеров предмета. Она бывает упругой и неупругой. При упругой деформации размеры тела не меняются или восстанавливаются, при неупругой меняются.
Неупругая деформация возникает, например, в алюминиевой заклёпке при ударах по ней металлическим молотком для формирования второй шляпки. Под ударом молотка алюминий на мгновение становится пластичным в месте удара и меняет свою форму.
Поэтому неупругую деформацию металлов ещё называют пластической.
Что происходит внутри металла при пластической деформации?
Любой металл имеет кристаллическую пространственную решётку, в узлах которой находятся атомы.
Чистые металлы без примесей имеют правильную прямоугольную решётку, в которой расстояния между атомами равны. Освободить металл от примесей при плавке сложно и на 100% невозможно.
После плавки металл начинает остывать. Внутри него происходят сложные физико-химические процессы и формируется монолитный кристалл.
Примеси в виде атомов чужих металлов и неметаллов вклиниваются в структуру кристалла и мешают его правильному росту. Вот поэтому в любом металле после расплава при остывании образуются зёрна разной величины и формы.Внутри каждого зерна находится чистый металл с правильной решёткой. Примеси располагаются на границах зёрен. Связи между атомами металла в кристалле очень сильны.
Но при пластичной деформации строгая прямоугольная решётка кристалла меняет свою форму, она сминается.
Пример из жизни
Если взять кусочек пластилина и немного покатать его между ладоней, можно получить некое подобие металлического зерна. Ударив несильно ладонью по окатышу, получим овальный блинчик. Приблизительно такую форму принимают зёрна металла после пластической деформации. Но не все зёрна становятся «блинчиками». Пластическая деформация сминает зёрна только в верхних слоях металла, упрочняя его.
Почему упрочняются верхние слои?
Для наглядности нужно опять обратиться к пластилину. Сделаем много окатышей и положим их ненадолго в морозилку. Из несильно замороженных кусочков слепим кучу. Ударим ладонью по этой куче. Что произошло? В месте удара образовались знакомые нам «блинчики». В глубине кучи окатыши тоже немного помялись. Чем глубже, тем меньше было сминания.
А теперь попробуем отрывать окатыши пластилина от кучи. С обратной от удара стороны это получается легко. Но чем ближе к месту удара, тем тяжелее это делать. Почему? Зёрна в глубине металла имеют определённую площадь соприкосновения друг с другом.
В месте удара площадь соприкосновения увеличивается из-за увеличения внешней поверхности смятого зерна. При увеличении площади соприкосновения «родные» атомы металла соседних зёрен образуют между собой дополнительные связи. «Блинчики» крепче связаны между собой, чем простые «окатыши».
Вот и весь секрет уплотнения и упрочнения верхних слоёв металла после пластической деформации!
Виды нагартовки металла
Нагартовка — это полезный процесс, при котором уплотняются верхние слои металла. Такой уровень упрочнения не приводит к появлению трещин и разрушению верхних слоёв. Снаружи металла появляется «корка», которая защищает деталь при эксплуатации. После нагартовки не нужна последующая механическая обработка металла.
В отличие от нагартовки вредный наклёп требует снятия возникших в верхних слоях напряжений. Металлу устраивают «баню», нагревая поверхность до величины в 40–60% от температуры плавления. При остывании происходит рекристаллизация, восстанавливается обычная структура зёрен, напряжений больше нет и можно проводить дальнейшую механическую обработку деталей, не ломая инструмент.
Полезный наклёп (нагартовка) и вредный наклёп возникают в результате пластической деформации верхних слоёв металла только в результате холодной обработки давлением. «Холодный» – подразумевает температуру окружающего воздуха. Справочники говорят нам о допустимой верхней температуре — не больше температуры «рекристаллизации».
Важной особенностью пластической деформации является отсутствие разрушения. Пластичность оценивается величиной относительного удлинения стандартного образца при разрыве. Эта величина составляет 10–50%. К сплавам, обладающим высокой пластичностью, относятся низкоуглеродистые стали (содержание углерода 0,25%), сплавы алюминия, меди (латуни), многие легированные стали.
Какими же бывают виды холодной обработки металла давлением, запускающие процесс нагартовки в металле?
Их всего пять:
- Ковка.
- Прокатка.
- Прессование или штамповка.
- Волочение.
- Редуцирование.
Холодная ковка
Оборудованием служат пневматические молоты при весе заготовок от 0,3 до 20 кг, паровоздушные молоты для заготовок 20–350 кг, гидравлические прессы для обработки деталей весом до 200 тонн.
Холодную ковку включают в технологию обработки, если нужно:
- расплющить деталь — уменьшить высоту, увеличив поперечное сечение (осадка);
- увеличить длину поковки за счёт уменьшения поперечного сечения (протяжка);
- получить глухое или сквозное отверстие (прошивка);
- изогнуть ось заготовки, при этом радиус изгиба не должен вызывать складки на внутренней и трещины на внешней стороне изделия (гибка);
- увеличить ширину заготовки за счёт уменьшения её толщины (разгонка).
Холодная прокатка
Это самый распространённый способ нагартовки. Так получают длинные заготовки — трубы, рельсы, профили строительных конструкций. Прокаткой получают листовой металл, используемый в машиностроении. Примером холодной прокатки может служить алюминиевая фольга толщиной до 0,001 мм, получаемая из чистого алюминия.
Холодное прессование или штамповка
Есть два вида — объёмная и листовая штамповка.
При объёмной штамповке можно делать:
- выдавливание заготовки;
- высадку;
- формовку.
Выдавливание производят на прессах в штампах, имеющих пуансон и матрицу. Исходной заготовкой служит пруток или лист. Если делают прямое выдавливание, то получают болты и клапаны. Обратным выдавливанием изготавливают полые детали. При боковом выдавливании производят различные тройники и крестовины. В сложном изделии, выдавливание делают комбинированным.
Только этот вид штамповки позволяет получить максимальную деформацию поверхности без её разрушения.
Холодная высадка — самый высокопроизводительный способ изготовления продукции. Процесс поддаётся автоматизации, поэтому в минуту можно получить от 20 до 400 деталей.
Исходным материалом здесь служит пруток или проволока диаметром 0,5–40 мм. В высадке есть потребность при выработке деталей с местным утолщением: заклёпок, болтов и винтов, гвоздей, шариков, звёздочек и накидных гаек.
Коэффициент использования металла достигает 95%.
Процесс холодной формовки аналогичен горячей штамповке. Однако здесь нужны более высокие усилия, потому что материал имеет низкую формуемость из-за упрочнения и действия сил трения. Обычно так получают детали из цветных металлов.
При холодной листовой штамповке заготовками служат листы, полосы или ленты толщиной не более 10 мм.У листовой штамповки есть много преимуществ:
- получение деталей с малой массой;
- высокая точность и качество поверхностей;
- производительность — до 40 тысяч деталей в смену на одном станке;
- возможность автоматизации процесса.
При листовой штамповке деформации можно подвергать всю заготовку (отрезка и вырубка) или её часть (гибка, вытяжка и формовка).
Холодное волочение
Если нужно уменьшить диаметр и уплотнить поверхность проволоки для повышения её прочностных характеристик, применяют волочение. Это единственный способ нагартовки больших объёмов проволоки.
В отличие от прокатки, где инструментом служат вращающиеся валки, в волочении для обжатия используют неподвижную матрицу с фильерами.
За один цикл нельзя значительно сократить диаметр изделия, потому что тянущее усилие приложено к его тонкому концу.
Волочильные станы позволяют получать проволоку диаметром от 1 микрона до 6 мм.
Редуцирование
При этом способе нагартовки заготовка помещается между вращающимися обжимными валами или вращающаяся заготовка формуется под действием пуансона. В процессе вращения и обжима происходит изменение формы поверхности детали и её уплотнение.
Виды:
- накатка наружной и внутренней резьбы;
- редуцирование труб;
- правка заготовок;
- гибка заготовок.
На резьбонакатных станках получают заготовки с наружной и внутренней резьбой М3 — М68, используя для этого накатные ролики или оправки. При редуцировании труб происходит в основном закатка или раскатка концов на длину до 200 мм. Правка заготовок нужна для выправления геометрической оси изделия. Гибку заготовок используют для получения пружин разного диаметра.
Как оказалось, нагартовка очень интересный, полезный и распространённый способ деформации металлов, который позволяет значительно увеличить эффективность металлообработки.
Нагартовка алюминия это — Металлы, оборудование, инструкции
Алюминий – это пластичный и лёгкий металл белого цвета, покрытый серебристой матовой оксидной плёнкой. В периодической системе Д. И. Менделеева этот химический элемент обозначается, как Al (Aluminium) и находится в главной подгруппе III группы, третьего периода, под атомным номером 13. Купить алюминий вы можете на нашем сайте.
История открытия
В 16 веке знаменитый Парацельс сделал первый шаг к добыче алюминия. Из квасцов он выделил «квасцовую землю», которая содержала оксид неизвестного тогда металла. В 18 веке к этому эксперименту вернулся немецкий химик Андреас Маргграф.
Оксид алюминия он назвал «alumina», что на латинском языке означает «вяжущий». На тот момент металл не пользовался популярностью, так как не был найден в чистом виде.
Долгие годы выделить чистый алюминий пытались английские, датские и немецкие учёные.
В 1855 году в Париже на Всемирной выставке металл алюминий произвёл фурор. Из него делали только предметы роскоши и ювелирные украшения, так как металл был достаточно дорогим. В конце 19 века появился более современный и дешёвый метод получения алюминия.
В 1911 году в Дюрене выпустили первую партию дюралюминия, названного в честь города. В 1919 из этого материала был создан первый самолёт.
Физические свойства
Металл алюминий характеризуется высокой электропроводностью, теплопроводностью, стойкостью к коррозии и морозу, пластичностью. Он хорошо поддаётся штамповке, ковке, волочению, прокатке. Алюминий хорошо сваривается различными видами сварки.
Важным свойством является малая плотность около 2,7 г/см³. Температура плавления составляет около 660°С.
Механические, физико-химические и технологические свойства алюминия зависят от наличия и количества примесей, которые ухудшают свойства чистого металла.
Основные естественные примеси – это кремний, железо, цинк, титан и медь.
По степени очистки различают алюминий высокой и технической чистоты. Практическое различие заключается в отличии коррозионной устойчивости к некоторым средам. Чем чище металл, тем он дороже. Технический алюминий используется для изготовления сплавов, проката и кабельно-проводниковой продукции.
Металл высокой чистоты применяют в специальных целях.
По показателю электропроводности алюминий уступает только золоту, серебру и меди. А сочетание малой плотности и высокой электропроводности позволяет конкурировать в сфере кабельно-проводниковой продукции с медью.
Длительный отжиг улучшает электропроводность, а нагартовка ухудшает.
Теплопроводность алюминия повышается с увеличением чистоты металла. Примеси марганца, магния и меди снижают это свойство. По показателю теплопроводности алюминий проигрывает только меди и серебру.
Благодаря этому свойству металл применяется в теплообменниках и радиаторах охлаждения.
Алюминий обладает высокой удельной теплоёмкостью и теплотой плавления. Эти показатели значительно больше, чем у большинства металлов.
Чем выше степень чистоты алюминия, тем больше он способен отражать свет от поверхности. Металл хорошо полируется и анодируется.
Алюминий имеет большое сродство к кислороду и покрывается на воздухе тонкой прочной плёнкой оксида алюминия.Эта плёнка защищает металл от последующего окисления и обеспечивает его хорошие антикоррозионные свойства.
Алюминий обладает стойкостью к атмосферной коррозии, морской и пресной воде, практически не вступает во взаимодействия с органическими кислотами, концентрированной или разбавленной азотной кислотой.
Химические свойства
Алюминий — это достаточно активный амфотерный металл. При обычных условиях прочная оксидная плёнка определяет его стойкость. Если разрушить оксидную плёнку, алюминий выступает как активный металл-восстановитель.
В мелкораздробленном состоянии и при высокой температуре металл взаимодействует с кислородом. При нагревании происходят реакции с серой, фосфором, азотом, углеродом, йодом. При обычных условиях металл взаимодействует с хлором и бромом. С водородом реакции не происходит.
С металлами алюминий образует сплавы, содержащие интерметаллические соединения – алюминиды.
При условии очищения от оксидной пленки, происходит энергичное взаимодействие с водой. Легко протекают реакции с разбавленными кислотами. Реакции с концентрированной азотной и серной кислотой происходят при нагревании. Алюминий легко реагирует со щелочами. Практическое применение в металлургии нашло свойство восстанавливать металлы из оксидов и солей – реакции алюминотермии.
Получение
Алюминий находится на первом месте среди металлов и на третьем среди всех элементов по распространённости в земной коре. Приблизительно 8% массы земной коры составляет именно этот металл.
Алюминий содержится в тканях животных и растений в качестве микроэлемента. В природе он встречается в связанном виде в форме горных пород, минералов.
Каменная оболочка земли, находящаяся в основе континентов, формируется именно алюмосиликатами и силикатами.При разрушении алюмосиликатов первичного происхождения (полевые шпаты) сформировались разнообразные вторичные породы с более высоким содержанием алюминия (алуниты, каолины, бокситы, нефелины). В состав вторичных пород алюминий входит в виде гидроокисей или гидросиликатов.
Однако не каждая алюминийсодержащая порода может быть сырьём для глинозёма – продукта, из которого при помощи метода электролиза получают алюминий.
Наиболее часто алюминий получают из бокситов. Залежи этого минерала распространены в странах тропического и субтропического пояса. В России также применяются нефелиновые руды, месторождения которых располагаются в Кемеровской области и на Кольском полуострове. При добыче алюминия из нефелинов попутно также получают поташ, кальцинированную соду, цемент и удобрения.
В бокситах содержится 40-60% глинозёма. Также в составе имеются оксид железа, диоксид титана, кремнезём. Для выделения чистого глинозёма используют процесс Байера.
В автоклаве руду нагревают с едким натром, охлаждают, отделяют от жидкости «красный шлам» (твёрдый осадок). После осаждают гидроокись алюминия из полученного раствора и прокаливают её для получения чистого глинозёма.
Глинозём должен соответствовать высоким стандартам по чистоте и размеру частиц.
Из добытой и обогащённой руды извлекают глинозём (оксид алюминия). Затем методом электролиза глинозём превращают в алюминий. Заключительным этапом является восстановление процессом Холла-Эру. Процесс заключается в следующем: при электролизе раствора глинозёма в расплавленном криолите происходит выделение алюминия.
Катодом служит дно электролизной ванны, а анодом – угольные бруски, находящиеся в криолите. Расплавленный алюминий осаждается под раствором криолита с 3-5% глинозёма. Температура процесса поднимается до 950°С, что намного превышает температуру плавления самого алюминия (660°С).
Глубокую очистку алюминия проводят зонной плавкой или дистилляцией его через субфторид.
Применение
Алюминий применяется в металлургии в качестве основы для сплавов (дуралюмин, силумин) и легирующего элемента (сплавы на основе меди, железа, магния, никеля).
Сплавы алюминия используются в быту, в архитектуре и строительстве, в судостроении и автомобилестроении, а также в космической и авиационной технике. Алюминий применяется при производстве взрывчатых веществ.
Анодированный алюминий (покрытый окрашенными плёнками из оксида алюминия) применяют для изготовления бижутерии. Также металл используется в электротехнике.
Рассмотрим, как используют различные изделия из алюминия
Алюминиевая лента представляет собой тонкую алюминиевую полосу толщиной 0,3-2 мм, шириной 50-1250 мм, которая поставляется в рулонах. Используется лента в пищевой, лёгкой, холодильной промышленности для изготовления охлаждающих элементов и радиаторов.
Круглая алюминиевая проволока применяется для изготовления кабелей и проводов для электротехнических целей, а прямоугольная для обмоточных проводов.
Алюминиевые трубы отличаются долговечностью и стойкостью в условиях сельских и городских промышленных районов. Применяются они в отделочных работах, дорожном строительстве, конструкции автомобилей, самолётов и судов, производстве радиаторов, трубопроводов и бензобаков, монтаже систем отопления, магистральных трубопроводов, газопроводов, водопроводов.
Алюминиевые втулки характеризуются простотой в обработке, монтаже и эксплуатации. Используются они для концевого соединения металлических тросов.
Алюминиевый круг — это сплошной профиль круглого сечения. Используется это изделие для изготовления различных конструкций.
Алюминиевый пруток применяется для изготовления гаек, болтов, валов, крепежных элементов и шпинделей.
Около 3 мг алюминия каждый день поступает в организм человека с продуктами питания.
Больше всего металла в овсянке, горохе, пшенице, рисе.
Учёными установлено, что он способствует процессам регенерации, стимулирует развитие и рост тканей, оказывает влияние на активность пищеварительных желёз и ферментов.
Нагартовка алюминия: немного физики
Методы обработки металлов давлением – прокатка, ковка, штамповка, прессование – превращают литой алюминиевый слиток в готовый полуфабрикат или конечное изделие – алюминиевый лист, алюминиевую поковку, алюминиевую штампованную деталь или алюминиевый профиль.
Это происходит при повышенной или комнатной температуре и может также включать один или несколько промежуточных нагревов – отжигов – алюминия или алюминиевого сплава для восстановления его пластичности.
При этом происходит два основных изменения: 1) изменение формы и 2) изменение микроструктуры и механических свойств.
Пример: прокатка фольги из слитка
Например, прокаткой из алюминиевого слитка длиной 5 м и толщиной 300 мм получают около 200 километров алюминиевой фольги толщиной 7 микрометров. Изменение формы измеряется единицами деформации.
И без численной оценки деформаций ясно, что здесь они были очень большими, и их нельзя было достичь за один проход.
Обычно путь изготовления фольги начинается с горячей прокатки и заканчивается холодной прокаткой и отжигом.
Почему алюминий пластичный?
Способность подвергаться большой пластической деформации является одним из наиболее полезных свойств металлов. Металлы с гранецентрированной кубической решеткой, к которым относится и алюминий, обычно проявляют хорошую пластичность – их можно легко деформировать в различные сложные формы.
Обычно металлы состоит из большого количества отдельных зерен или кристаллов, то есть они являются поликристаллическими. Типичное зерно или кристалл алюминия после горячей и холодной обработки, а затем отжига имеет диаметр, скажем, 40 мкм, а элементарная ячейка атомной кристаллической решетки – всего около 0,4 нм = 0,0004 мкм.
Так что каждое зерно содержит много миллионов таких элементарных ячеек – порядка 1015 штук.
Дислокации в алюминии
При разливке алюминиевых слитков первичные кристаллы растут из жидкой фазы и литая микроструктура обычно очень грубая. Когда алюминий пластически деформируют, каждое зерно деформируется путем движения линейных дефектов своей кристаллической решетки. Деформация происходит за счет проскальзывания по плоскостям скольжения вдоль направлений сдвига.
Эти дефекты называют дислокациями (рисунок 1). Дислокации двигаются по некоторым кристаллографическим плоскостям в кристалле – так называемым «плотно упакованным плоскостям», которые известны как плоскости скольжения. Движение одной дислокации производит единичную сдвиговую деформацию, а объединенное движение сотен тысяч дислокаций – полную деформацию.
Рисунок 1
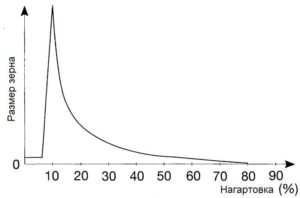
В ходе деформации при комнатной температуре число дислокаций возрастает и им становится трудно двигаться сквозь атомную решетку.
В этом случае говорят, что алюминий «получил нагартовку», «получил деформационное упрочнение» или даже «наклепался», а такой алюминий или алюминиевый сплав называют нагартованным.Это означает, что для продолжения деформации требуется все большие усилия, а алюминий постепенно теряет пластичность, что, в конечном счете, приведет к образованию в нем трещин и его разрушению.
В это время на атомном уровне происходит следующее.
В ходе деформации скольжение дислокаций происходит очень активно и движущиеся дислокации различных плоскостей скольжения начинают взаимодействовать друг с другом, перепутываться между собой и образовывать так называемый «лес» дислокаций. С увеличением плотности дислокаций возрастает предел текучести материала – где-то прямо пропорционально корню квадратному из плотности дислокаций.
Возврат и рекристаллизация деформированного алюминия
Дислокации, которые возникли при нагартовке алюминия, можно удалить путем нагрева нагартованного металла до умеренно высокой температуры, например, 345 °С. Это заставляет алюминий снова стать мягким и восстанавливает его пластичность. Этот нагрев называют отжигом.
Изменения микроструктуры, которые происходят в ходе отжига, называют возвратом и рекристаллизацией. В ходе деформации при повышенных температурах обычно происходят процессы восстановления.
Их называют динамическим возвратом и динамической рекристаллизацией.
Благодаря этим процессам алюминий не нагартовывается так сильно как при комнатной температуре и требует для деформирования намного более низкие нагрузки. Уже при температуре 200 ºС чистый алюминий почти полностью теряет способность к нагартовке.
При умеренных пластических деформациях алюминиевых сплавов дислокации в них распределяются неоднородно, а формируют ячейки со стенками из перепутанных дислокаций и малой плотностью дислокаций внутри ячеек. Обычно эти ячейки имеют диаметр порядка 1 микрометра.
Когда происходит возврат, стенки ячеек становятся границами так называемых субзерен. При отжиге алюминия или алюминиевого сплава после большого объема холодной пластической деформации происходит процесс рекристаллизации с образованием новых зерен (рисунок 2).
Движущей силой рекристаллизации является запасенная внутренняя энергия, которая возникает при образовании дислокаций.
Рисунок 2
Плотность дислокаций можно выразить в виде их суммарной длины в единице объема материала. Для отожженного материала это может быть величина около 1010 м-2, а для сильно нагартованного алюминия она доходит до 1015 м-2.