Основные виды обработки металлов давлением
Основные виды обработки металлов давлением, основанных на механическом свойстве
12Ноя
статьи
Все знают, что алюминиевую ложку может согнуть даже ребенок, а из куска стали кузнец сделает меч, используя молот и раскаленную печь. Мо не все понимают, что эти процессы с точки зрения знаний об металлообработке – родственные. В статье расскажем про основы обработки металла давлением (ОМД): что это такое, сущность метода и его применение на практике с различными материалами.
Физические основы процесса
У железа, олова и прочих сплавов и пород есть предел упругости. Это максимальная нагрузка, после снятия которой не возникает остаточных (пластических) деформаций.
Если на заготовку будет оказано воздействие, которое превышает этот показатель, то произойдут изменения на атомном уровне. Атомы выйдут из своих устойчивых соединений и свяжутся в другие, деформированные, образуя новую кристаллическую решетку.
И теперь уже изделие останется в том состоянии, в котором оно находилось под механической нагрузкой.
Примером возьмем ту же алюминиевую ложку. У алюминия очень низкий предел упругости. Поэтому нужно приложение минимальной силы извне, чтобы столовый прибор согнулся.А свидетельством того, что пластическая деформация произошла является то, что предмет не возвращает былую форму.
Подведем итог: обработка металлов давлением основана на механическом свойстве мельчайших атомных частиц занимать новое положение под воздействием нагрузки.
Существует горячая и холодная процедура
Какую из этих разновидностей применить, зависит от материала и их свойств пластичности. Ряд веществ (например, низкоуглеродистые, а также ферритные и аустенитные стали) обладают очень высокой гибкостью.
У них показатель рекристаллизации очень невысокий. Это означает следующее: кристаллические зерна поликристалла растут на новом месте (где происходит деформация) за счет разрушения решетки в прежнем месте.
Обычно этот процесс проходит намного быстрее, если повысить температуру.
Приведем пример, не связанный с металлообработкой. Если согнуть пополам холодный брусок пластилина, он сломается на две части, а если предварительно его разогреть в руках, то он расплавится – повысится его пластичность.
Так работает второй способ – горячая технология обработки металлов давлением. Сопротивляемость при нагревании уменьшается, деталь поддается механическому воздействию.
Но нужно быть осторожными, потому что если слишком прибавить жару, то можно просто сжечь сталь, то есть утратить все ее физические и химические свойства.
Холодная ОМД – менее вредная для атмосферы и экологии, но подходит не для всех материалов.
При накаливани происходят окислительные процессы, на поверхности появляется оксидный слой, а сама металлическая деталь приобретает большую прочность.Без нагревания оксидов не выделится, что часто является более предпочтительным, а прочность можно обеспечить и другими методами, например, запрессовкой. В обоих случаях происходит упрочнение на молекулярном уровне.
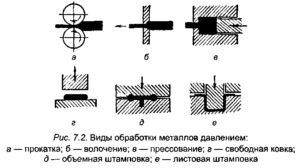
Основные виды обработки металлов давлением
Всего их 6, но каждый из них может подразделяться на многие подвиды в зависимости от многих факторов. При выборе способа металлообработки следует ориентироваться на ряд следующих показателей:
- физические и химические характеристики заготовки;
- последующие цели при эксплуатации;
- дополнительные этапы воздействия – покрытие краской, пробивка током и пр.;
- возможности цеха.
У предложенных вариантов разная цена и множество различий, рассмотрим подробнее ниже. А если вы хотите приобрести качественное профессиональное оборудования для распиловки, ленточного пиления даже самых прочных металлических листов, мы рекомендуем вам компанию «Роста», которая сотрудничает как с частными лицами, так и с представителями производственных компаний, металлургических цехов.
Обработка металлов давлением: прокатка
Происходит следующим образом: есть станок, на него крепятся прокатные валки. Когда деталь проходит через них, то на нее оказывается повсеместное воздействие со сторон инструментов. Результат – уменьшение диаметра сечения и придание эксклюзивной формы. Есть три разновидности процесса:
- Продольный. Оси вращающихся валков и заготовки сонаправлены или располагаются под небольшим углом. При этом используется минимум два элемента вращения, и двигаются они в одну сторону, в то время как изделие – в противоположную. Обжимка происходит так эффективно, что в результате металлические детали приобретают радиус, равный промежутку между обрабатываемым телом и станком. Результат – вытянутые, длинные цилиндры.
- Поперечный. Сама заготовка не совершает поступательных движений, но валки работают на всю мощность, они обрабатывают тело вращения по диаметру, со всех сторон зажимая его на месте. Таким образом изготавливают шестеренки, шары и оси.
- Поперечно-винтовой, он же косой. Ось немного смещается, рабочие инструменты также продолжают быть сонаправлены заготовке, но уже не строго параллельно, а под небольшим углом. Этот наклон приводит к тому, что начинают активно действовать сразу два разнонаправленных вектора сил. Они способствуют тому, чтобы получить полую трубу.
Прокат имеет свои стандартизированные названия, все его элементы различаются по диаметру сечения и размеру. Совокупность всех сортов, типов и размерных преобразований называется сортамент. Но при его многообразии его все же можно разделить на четыре группы:
- Сортовой. В нем находятся простые и фасонные профили. Это швеллеры, шестигранники, уголки, а также прямолинейные детали, например, железнодорожные рельсы. Используется наиболее часто.
- Листовой. Представлен выполнением металлических листов различной толщины.
- Специальные виды – те, для которых нужны особенные условия, имеющие трудную конфигурацию.
- Трубы (разделяются бесшовные и сварные). Имеются ввиду все полости, которые созданы поперечно-винтовым способом, например, оружейные гильзы.
Обработка металла давлением: ковка
Если предыдущий процесс мог происходить как при холодном материале, так и при горячем, то теперь мы имеем дело с высокотемпературной работой. Перед началом оказания на заготовку механического воздействия необходимо ее нагреть, причем температура должна соответствовать показателю, который превышает предел упругости, чтобы добиться пластических деформаций.
Раньше такую технологию применял кузнецы, это очень трудоемкое ремесло, требующее точной и кропотливой работы, а также большого объема знаний о физических характеристиках каждого сплава.
Теперь также остается ниша ручной ковки, но происходит она более механизировано, например, не нужно раздувать меха для поддержания живого огня.
Изделие, выполненное вручную, обычно считается высококачественным и дорогостоящим, так как оно эксклюзивное. Кроме такого старинного вида сейчас используют ковку:
- На пневматических, паровых или гидравлических молотах – все движения заранее заданы и предопределены программой.
- Все виды штамповки, а их много – от разновидностей резки, до способов изогнуть заготовку нужным образом.
Результат любого процесса – поковка. Если материал находится в штампе, то итоговая деталь повторит ее контур.
Обработка металлов давлением: процесс прессования
Позволяет сделать отверстия, а также нанести ребра жесткости на любую внутреннюю, внешнюю сторону. Полость буквально пробивается ножами на прессе. При этом можно выбрать как горячий вариант, так и холодный. Второй подойдет для достаточно пластичных материалов, а если это хрупкий сплав, в нем добавлен никель или титан, то его следует заблаговременно нагреть.
Матрицы (инструмент прессования) устроены так, что они имеют отверстия. Именно через них металлический слой буквально выдавливается – это результат, он идет на финишную металлообработку.
А то, что непосредственно было спрессовано остается для повторного процесса. Опять можно привести пример с мягким пластилином крепко зажатым в кулак.
Его часть просочиться между пальцами – также работает прессование.
Волочение
Фильера, она же волока, – это основной инструмент для такого типа обработки. Она имеет отверстие и направляющие. Через это пространство следует пронести, или проволочь, заготовку. Она меняет форму и приобретает требуемое профильное сечение.
Таким образом делают проволоку и стальные жгуты, арматуры. Изначально отливается изделие более широкого диаметра, а затем, постепенно проходя через целый ряд станков с различными фильерами, то есть насадками, постепенно сужается до нужного размера.
Основным способом обработки металла под давлением является объемная штамповка
Штампование может быть также горячим или холодным. В первом случае требуется предварительно нагреть материал, особенно это актуально при особо прочных листах, а также при ширине в несколько миллиметров.
Чем тоньше листовая заготовка, тем проще она изгибается. Пресс имеет матрицу в виде штампа. Когда он опускается, сжимается, то заготовка принимает аналогичную форму. Таким образом деформируется масса деталей.
От небольших стрелок часов до крупных автомобильных запчастей, частей корпуса.
Только с появлением объемной выштамповки стали возможны пластичные формы – сферическая, изогнутая. Еще один плюс – это высокая скорость металлообработки. Если предварительный нагрев не требуется, то этапов становится совсем мало, нужно только поместить лист на станок и запустить его. При этом получаются прочные изделия.
Листовая штамповка
Разновидность предыдущего варианта. Особенность в том, что процесс происходит на плоскости, а не в трехмерном пространстве, поэтому и изменения будут связаны не с изгибами, а с пробивкой, разрезкой. Можно взять заготовку и обработать ее края, отрезать от нее часть, выбить в ней отверстия или даже узоры. Все это помогает добиться нужного результата, то есть металлической плоской детали.
В статье мы рассказали про обработку деталей давлением в холодном состоянии и в горячем виде. качестве заключения посмотрим несколько видеороликов, на которых подробно показано, как происходит этот процесс на заводах.
: Техника на грани фантастики — Машинная ковка
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Виды обработки металла давлением

Металлы популярны своей прочностью и гибкостью. Однако для получения необходимых свойств при изготовлении металлических деталей нужно немало потрудиться. Например, чугун и алюминий обладают нужной пластичностью и их можно деформировать напрямую без подготовки. Обработка металлов давлением сокращает длительность производства, расход сырья и трудиться приходится меньше.
Обработка металла давлением
Давление, как способ обработки
Упругость — свойство, возвращающее тело в начальное состояние впоследствии давления. Если сила давления выше упругости, материал перестроится в новую форму.
Существует два способа обработки металла давлением, разделяющихся по уровню температуры:
- Горячая ковка. В этом случае температура рекристаллизации ниже, чем температура заготовки.
- Холодная ковка. Температура рекристаллизации выше, чем температура заготовки.
Виды обработки
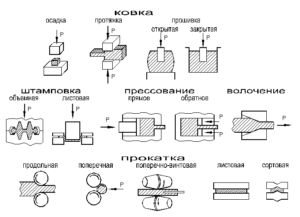
Все виды обработки металла давлением поделили на технологические группы. Сейчас себя зарекомендовали пять технологий:
- прокатка;
- ковка;
- прессование;
- волочение;
- штамповка.
Прокатка, волочение и прессование производят детали одинакового диаметра. Ковка и штамповка среди видов обработки металлов давлением используются для изготовления деталей определенного вида. Правда, в дальнейшем изделия нужно дорабатывать механически.
Прокатка
При прокатке используют вращающиеся валики. Металл, прокатываясь между валиками, уменьшает диаметр поперечного сечения, превращаясь в требуемую форму. Для этого нужно специальное оборудование — прокатный стан.
Есть три способа обработки:
- Продольная прокатка. Изделие прокатывается сквозь валики, а диаметр последовательно убавляется.
- Поперечная. Здесь не используется поступательное движение. Используется для изготовления шаров, цилиндров и втулок.
- Поперечно-винтовая прокатка требуется для производства полых деталей.
Именно прокатка занимает самую большую нишу в нынешней металлообработке — 80%.
Листовой и профильный прокат разделяются по исходным материалам. Листовым прокатом получают катаные листы до двух метров шириной, и длиной до девяти. Профильным прокатом обрабатывают изделия с круглым сечением.
Ковка
Технология ковки известна ещё из древних времён. Считается самым простым способом обработки металлических изделий. Для неё потребуются плоские бойки с гидравлическим прессом. Самый простой вариант ковки — горячий. Изделие разогревают до необходимой температуры. В зависимости от обрабатываемого металла меняется нужная температура.
После нагрева изделие помещается между плоскими бойками, чаще всего являющиеся двумя плитами. Нижняя неподвижна, а верхняя как раз может перемещаться. При использовании молота деталь кладут вниз, а верхним бойком наносятся удары.
С гидравлическим прессом процесс намного проще — деталь просто сжимают с двух сторон. А чтобы убрать возможные неровности, деталь кладётся на ребро, а затем процедура повторяется.
Прессование
Методом прессования, по сути, выдавливают деталь нужной формы из начальной фигуры. Сырьё помещают в закрытую форму и выдавливают нужное изделие через матрицу. Нужный инструмент для выдавливания называется пуансон.
Прессование применяют для работы с хрупкими металлами.
Горячее производство требуется металлам с высокой сопротивляемостью температурам. Олово, медь и алюминий без примесей подвергаются холодному варианту изготовления.
Штамповка
ОМД штамповка деформирует заготовку в полости штампов. Эта полость полностью повторяет форму нужной детали, что повышает точность обработки. Чаще всего в качестве исходного сырья применяют продукты металлопроката, порезанные на части нужных размеров.
Существует два варианта штамповки: листовая и объёмная.
Объёмная штамповка требует использования пресса, молотов или определённых машин.
Штамп для листовой ОМД обработки включает в себя пуансон и матрицу, которые установлены в прессе. При холодной обработке итоговые изделия обладают минимумом шероховатостей и более прочные.
С помощью горячей штамповки металл под действием высокой температуры изменяется, подстраиваясь под штамп.
Обработка металлов давлением нашла больше распространения из-за сокращения необходимых ресурсов и времени. Самый простой вариант обработки — ковка, а максимально производительные — прокатка.
Обработка металла давлением. Изготовление ролика. 4K
Обработка металла давлением: виды и методы, особенности данного вида работы и необходимое оборудование

Процесс пластической деформации различного металла, для придания заготовке нужной формы и необходимого размера, называется обработкой металла давлением или ОМД.
Под такую обработку могут попадать только пластичные материалы типа сталь, сплавы меди, магния, алюминия и др., при этом они могут быть холодными или нагретыми.
Под давлением холодный металл деформируется, сплющивается и вытягивается. При этом он становится прочнее и тверже, но теряет пластичность и вязкость. Пластическая деформация увеличивает прочность материала, этот процесс называется наклёп.
При увеличении плотности дислокаций и высокой концентрации точечного дефекта в наклёпе, уменьшается свободное перемещение дислокаций и усложняется дальнейшее пластическое деформирование.
Обрабатывая разогретый металл, получаем увеличенную пластичность, за счёт уменьшения сопротивления. Даже небольшой нагрев уменьшает наклёп, благодаря частичному исчезновению дефектов решётки, при сохранении деформированной формы зерна. Этот эффект называется возврат металла.
Если сильнее разогреть материал, то наклёп полностью пропадёт. Начнётся процесс, при котором деформированные старые зёрна образовывают новые, более совершенные, происходит первичная рекристаллизация. Дальнейший нагрев даётвторичную рекристаллизацию, при котором увеличиваются отдельные зёрна.
Каждый сплав металла, при горячей обработке, имеет два предела — верхний и нижний. Верхняя предельная точка не доходит до линии солидуса (температура плавления) примерно 160−200 °C, а нижняя точка — на 60−70 °C больше температуры, при которой перлит и цементит превращается аустенит.
Зону пережога отделяет от перегрева всего лишь 100 °C, что очень важно, так как пережжённая деталь никуда не годна, она идёт на переплавку. Зона перегрева отличается интенсивным ростом зерна, что делает металл непрочным и хрупким. Чтобы исправить последствия перегрева, необходимо измельчить зерно, для этого применяют термическую обработку — отжиг.Для получения наименьшего размера зерна, необходимо деформировать материал при наименьшем нагреве, когда температура близка к зоне наклёпа.
Для разогрева заготовок используют пламенные или электрические печи:
- камерные;
- методические;
- индукционные.
Нагрев проводят быстро и равномерно. Это минимизирует термическое напряжение и не даёт вырасти крупному зерну.
Прокат металла
Деформирование происходит во время прокатки заготовки между вращающихся валов. Давление валов уменьшает толщину металла, делая его длиннее и шире. Прокатка используется для обработки стали, цветных металлов и сплавов.
Прокатка бывает:
- продольная;
- поперечная;
- поперечно-винтовая.
Продольная прокатка — при этой обработке заготовка движется поступательно, перпендикулярно валкам, которые движутся в разные стороны и деформируют её в длину. Такой способ используется для изготовления 90% листового и профильного проката.
Поперечная прокатка — заготовка не движется вперёд, крутиться на одном месте. Движение ей придают валки, двигающиеся в одном направлении, деформирующие круглую заготовку в поперечном сечении. Такой вид прокатки применяют для производства валов, зубчатых колёс.
Поперечно-винтовая прокатка — заготовка получает вращательно-поступательное движение от перекошенных валков, расположенных под углом и вращающихся в одном направлении. Металл деформируется одновременно вдоль и поперёк. Такой вид проката используют для изготовления бесшовных труб.
Прокатные валки
На производство прокатных валков идёт легированная сталь или высокопрочный чугун. У каждого валка есть рабочая часть — так называемая бочка, шейка и трефа. Шейка предназначена для вращения в подшипнике, а трефа необходима для соединения валка с муфтой или шпинделем, чтобы получать от них крутящий момент.
Валок может быть гладким или калиброванным, для получения определённого вида проката. Прокат осуществляется на прокатном стане.
Прокатный стан
Прокатные станы разделяются на двух, трёх и многовалковые. Они могут быть со стационарным реверсивным или нереверсивным направлением вращения валов, и с изменяемым направлением вращения валов.
Прокатный стан может быть:
- обжимным;
- сортовым;
- листовым;
- рельсовым;
- трубопрокатным и др.
Отличаются станы и по размеру, бывают мелко и крупносортные. Крупносортный стан — называется блюмингом либо слябингом. Они предназначены для проката больших слитков в квадратную заготовку — блюм или в прямоугольную — сляб.
Прокатное производство выпускает не только готовую продукцию (трубы, проволока, арматура, рельс), также это заготовки для дальнейших механических обработок. Профиль производственного проката может быть листовым, сортовым, трубным и специальным.
Листовой:
- Тонколистовой прокат металла толщиной менее 4 мм. При толщине листа меньше 0,2 мм это будет фольга или жесть.
- Толстолистовой прокат листа более 4 мм и до 160 мм. Такие изделия получают только при разогретой обработке.
Сортовой:
- Простой прокат — круг, квадрат, прямоугольник, квадрат и т. д.
- Фасонный прокат — тавр, двутавр, уголок, рельс, швеллер.
Трубный:
Для этого изобрели сложный технологический трубопрокатный стан. Трубный прокат даёт возможность получать бесшовную и сварную горячекатаную трубу.
Холодная заготовка металла протягивается через суживающееся отверстие, это происходит под большим давлением. Такое отверстие называется — волока. Волочение делают, проводя заготовку через несколько отверстий с уменьшением диаметра. Во время этого процесса происходит наклёп. Чтобы снять прочность материала, делают отжиг и травление окалины.
Проволока, калиброванный прут, тонкостенная труба различного профиля — получаются благодаря применению волочения. Продукция выходит точного размера и с чистой поверхностью.
Для того чтобы волока выдерживала жёсткие условия использования, на её изготовление идёт инструментальная сталь или твёрдый металлокерамический сплав, на производстве тонкой проволоки применяются технические алмазы.
Чтобы уменьшить трение, отвести тепло и повысить стойкость инструмента применяется жидкая и сухая смазка. Это может быть различное минеральное масло, эмульсия, мыло или графитовый, медный, молибденовый порошок.
Прессование заготовки
Прессование — это горячая обработка металла давлением. Используя всестороннее сжатие и давление, разогретый металл выдавливается через отверстие в матрице. Для металлов с низкой пластичностью, такая обработка считается единственным методом, дающим возможность получить прут с простым или сложным сечением.
Прессование может быть двух методов:
При этом меняется только движущая часть пресса. В первом случае — движется пуансон к заготовке, во втором — заготовка к пуансону. Для получения прута любого сечения можно использовать любой метод прессования, а трубы можно получить только благодаря прямому прессованию.
Условия работы пресс-камеры, пуансона и пресс-шайбы очень жёсткие. Благодаря большому давлению и высокой температуре они быстро приходят в негодность. Их изготавливают из жаропрочных сплавов и инструментальной стали.
Чтобы увеличить срок службы используют смазывающие вещества: минеральное масло, графит, канифоль, в определённых ситуациях применяется жидкое стекло. Этот метод обработки имеет недостаток — необрабатываемый остаток, около 20% металла остаётся в прессе.Обработка металла при помощи молота или пресса. Деформирование происходит между двух плоскостей. Такое изделие называется поковка. Низкая производительность сопутствует ручной ковке, поэтому в промышленности используют машинную ковку.
Во время ковки, металл неограничен рабочей поверхностью и может растекаться по сторонам инструмента. У молота или пресса есть два бойка, нижний и верхний. Первый — неподвижный, второй подвижный, заготовку помещают между ними.
Ковка может нести основной и вспомогательный характер.
- Осадка — уменьшается высота заготовки, при этом увеличивается площадь поперечного сечения.
- Высадка — осаживается часть заготовки. Для этого используют оправку — подкладной инструмент.
- Протяжка — увеличивается длина заготовки, за счёт уменьшения площади поперечного сечения.
- Раскатка при помощи оправки — увеличивается внутренний и наружный диаметр кольца, постепенно уменьшая толщину стенок.
- Прошивка — получение сквозного отверстия. Используют прошивень, благодаря ему делают и полость. Отходы металла называют выдра.
- Рубка — отсоединение некоторой части заготовки.
- Гибка — придание заготовке изгиба, используя заданный контур. Благодаря опорам и приспособлениям делают различные угольники, скобы.
- Скручивание — часть заготовку проворачивают вокруг своей оси.
- Передача — вертикально смещается часть заготовки по отношению к другой её части. Используются дополнительные опоры.
Штамповка формовая
Изготовление сложного изделия, используя давление и специальную форму — штамп. Штамповка бывает объёмной или листовой, может проводиться с горячей или холодной заготовкой.
Металл для объёмной штамповки имеет простую форму, а деформируясь, заполняет полость всего штампа. Листовая штамповка незначительно изменяет толщину получаемой детали от первоначальной толщины заготовки.
Чаще всего, объёмную штамповку проводят с разогретым металлом, а листовую с холодным.
Горячая листовая штамповка проводится в случаях, когда необходимо обработать давлением металл, который будучи холодным, недостаточно пластичный.
Горячая
Используя горячую объёмную штамповку, благодаря специальным штампам, из заготовки производят штампованную поковку. Штамп — так называют форму будущей детали, в которую впрессовывается заготовка.
Он состоит, как правило, из двух деталей: первая часть крепится неподвижно к молоту или прессу, вторая — к подвижной части оборудования.
Между ними, для выхода лишнего металла, предусмотрены полости — ручьи.
Существует две разновидности штампа:
- Открытый — специально создан зазор между половинками штампа, для выхода избытка металла — облой или заусенец. Он закрывает выход, этим способствует заполнению металлом всей формы.
- Закрытый — зазор между частями штампа отсутствует. Нет отходов, минимальный расход и улучшенная структура металла в изделии. Требует очень точного измерения массы заготовки.
Отличается штамповка одноручьевым и многоручьевым штампом.
Одноручьевой штамп — это одна полость. Используются для штамповки изделий простых конфигураций.
Многоручьевой штамп — сложные, несколько уровневые изделия. Заготовка проходит первоначальную деформацию за счёт черновых ручьёв, это вытяжка или гибка. Следующий этап, окончательная придача формы, используя штамповочные ручьи.
Для приготовления штампов используется легированная сталь и специальная штамповочная сталь, у которой высокая твёрдость, вязкость и жаропрочность.
В качестве оборудования используется газовоздушный штамповочный молот или гидравлический пресс.
Холодная
Эта штамповка обладает высокой производительностью и низкой себестоимостью. Это хорошая возможность получить простые или сложные детали с высокой точностью выполнения.
- Холодное выдавливание — формируется сплошное или полое изделие, используется пластическое течение металла, через одно или несколько отверстий штампа. Этот метод деформирования имеет похожие с прессованием черты. Металл может выдавливаться через различные отверстия, соответственно выдавливание может быть прямым, обратным и комбинированным.
- Холодная высадка — саживается часть заготовки. Этот способ применяют в производстве различных крепёжных изделий. Холодную объёмную штамповку производят одинаково с горячей, только используют открытые штампы.
- Отрезка — операция с целью холодного отделения некоторой части листа, используя штамп или машинные ножницы.
- Вырубка, пробивка — отсоединяется часть заготовки в замкнутом контуре. В первой ситуации вырубаемая часть — необходимая деталь, во второй — отходы.
- Правка— формирующая операция необходимая для удаления неровности и кривизны плоских поверхностей.
- Вытяжка — деформация листа до пустотелой выпуклости, открытой с другой стороны.
- Гибка — придание заготовке необходимой кривизны.
- Отбортовка — придание предварительно выбитым отверстиям вида горловины или борта.
- Обжим — уменьшение диаметра концевой части полой заготовки.
- Вальцовка — применяется для получения трубы из листового металла или чтобы получить гофрированную поверхность.
- Взрывная штамповка — листовую заготовку устанавливают на матрицу и опускают под воду, масло или песок, а над промежуточной средой производят взрыв. Энергия от взрыва передаётся заготовке и деформирует её согласно матрице. Если пропускают через воду электрический разряд, то получают подобную ударную волну, а процесс называют электрогидравлической штамповкой.
Ещё существует специализированная обработка давлением, к ней относится: обкатка, раскатка и калибровка отверстий, накатка рифлений, резьбы и зубьев.
Обкатку и раскатку используют, чтобы упрочнить любую поверхность детали. Будь она плоской, конической или цилиндрической формы, снаружи и внутри её.
Калибровку проводят специальным шариком или стержнем, путём одноразового или многократного перемещения инструмента. При многократной калибровке используют увеличивающийся размер инструмента, что сглаживает неровности и упрочняет поверхность.
Накатку используют при необходимости получить фасонную поверхность, ту же резьбу, клейму, рифление на плоскости и др. Для этого вдавливают необходимый инструмент в заготовку.
В результате ОМД можно получить готовые изделия практически любой формы, всевозможных размеров и параметров. Это стало возможным благодаря современным технологиям. Подобная продукция востребована во всех сферах деятельности человека и с каждым днём становится ещё более необходимой.
Обработка металлов давлением – ОМД: разновидности и особенности технологии
ОМД, или обработка металлов давлением, возможна благодаря тому, что такие материалы отличаются высокой пластичностью.
В результате пластической деформации из металлической заготовки можно получить готовое изделие, форма и размеры которого соответствуют требуемым параметрам.
Обработка металла давлением, которая может выполняться по различным технологиям, активно используется для выпуска продукции, применяемой в машиностроительной, авиационной, автомобилестроительной и других отраслях промышленности.
Обработка листового металла давлением на прокатном станке
Физика процесса обработки металлов давлением
Сущность обработки металлов давлением состоит в том, что их атомы такого материала при воздействии на них внешней нагрузки, величина которой превышает значение его предела упругости, могут занимать новые устойчивые положения в кристаллической решетке. Такое явление, которым сопровождается прессование металла, получило название пластической деформации. В процессе пластической деформации металла изменяются не только его механические, но и физико-химические характеристики.
В зависимости от условий, при которых происходит ОМД, она может быть холодной или горячей. Различия их состоят в следующем:
- Горячая обработка металла выполняется при температуре, которая выше температуры его рекристаллизации.
- Холодная обработка металлов, соответственно, осуществляется при температуре, находящейся ниже температуры, при которой они рекристаллизуются.
Ковка раскаленной заготовки на молоте – вид горячей обработки металла давлением
Объемная штамповка
Сущность такого способа обработки металла давлением, как объемная штамповка, состоит в том, что получение изделия требуемой конфигурации осуществляется при помощи штампа. Внутренняя полость, которая сформирована конструктивными элементами штампа, ограничивает течение металла в ненужном направлении.
В зависимости от конструктивного исполнения штампы могут быть открытыми и закрытыми.
В открытых штампах, применение которых позволяет не придерживаться точного веса обрабатываемой заготовки, предусмотрен специальный зазор между их подвижными частями, в который может выдавливаться избыток металла.
Между тем использование штампов открытого типа вынуждает специалистов заниматься удалением облоя, образующегося по контуру готового изделия в процессе его формирования.Особенностью горячей штамповки металла является воздействие высокой температуры, вследствие чего заготовка деформируется, принимая форму штампа
Между конструктивными элементами штампов закрытого типа такой зазор отсутствует, и формирование готового изделия происходит в замкнутом пространстве. Для того чтобы обрабатывать металлическую заготовку при помощи такого штампа, ее вес и объем должны быть точно рассчитаны.