Пайка полиэтиленовых труб инструкция
Технология пайки полиэтиленовых труб
Трубы на основе пластиков являются отличной заменой стальным, бетонным и другим в строительстве канализационных и газопроводных магистралей. Для получения качественной неразъемной транспортной системы применяется пайка полиэтиленовых труб.
Обычно пайка осуществляется стыковым либо электромуфтовым способом. В обеих технологиях лежит общий физический принцип.
Он основан на действии взаимопроникновения молекул, из двух соединяемых поверхностей изделий ПЭ или ПВХ. Однако имеется и ряд существенных различий между этими двумя технологиями.
Чтобы шире раскрыть все особенности стыковой и электромуфтовой сварки, рассмотрим их отдельно.
Технология пайки труб из полиэтилена встык
Стыковая пайка наиболее востребована при монтаже напорных трубопроводов, канализации и газопроводов. Чтобы сварные соединения отвечали прочностным характеристикам, на предварительном этапе следует выполнить условия стыковки сварных элементов:
- монтаж труб можно проводить, если они изготовлены из одного и того же материала;
- свариваемые трубы должны иметь ровные и чистые торцевые поверхности;
- пайка осуществляется при строгой соосности ПЭ труб с применением центратора.
Переходя непосредственно к сварке, нужно учитывать температурный режим процесса. На этом этапе монтажных работ принимается во внимание то обстоятельство, что полиэтилен, ПВХ, а также другие аналогичные пластмассы имеют значительную степень линейного и объемного расширения при нагревании.
Быстрый разогрев приводит к неравномерному распределению температуры с образованием больших перепадов давления в соседних точках зоны соединения, что может вызвать нежелательные концентрации напряжения внутри шва.
Дальнейшая технология пайки ПЭ труб сводится к следующим операциям:
- С помощью нагревательного элемента, который устанавливается между свариваемыми трубами, торцы начинают разогреваться с учетом заданного температурного режима: трубы ПНД — до 220°С, ПВД — до 200°С. Торцы к нагревателю подводятся в ручную. Затем, используя гидрозажим, обеспечивается надежное прилегание их к термоэлементу под давлением 0,6-0,8 кгс/см².
- Выдержав необходимое время, трубы разводят в стороны, нагреватель убирают, а торцы труб соединяют под давлением 1,0- 2,0 кгс/см² в зависимости от марки полиэтилена.
- Последняя операция — охлаждение шва, происходит естественным путем при выдержке давления в течение определенного времени.
- В конце технологии производится контроль прочности сварного соединения, его размера и конфигурации грата. После извлечения трубы из зажимов шов маркируют, присваивая ему порядковый номер.
Пайка труб на протяжении всего процесса постоянно контролируется по давлению и времени. Изменение и сверка этих параметров происходит согласно циклограмме.
Электромуфтовая пайка труб
Пайка полиэтиленовых труб электро-фузионным способом используется тогда, когда трубы имеют различную толщину стенок.
Сфера применения: низконапорные трубопроводы (дренаж, самотечная канализация), врезка в уже проложенный трубопровод, ремонт и замена элементов.
Главное отличие муфтового соединения от стыкового — это более качественная пайка труб при существенной разнице их диаметров.
Другое преимущество такой пайки состоит в скорости, простоте работы и возможности проводить их на небольших участках. Принцип сварки с использованием электромуфт заключается в расплавлении торцов труб закладной металлической спиралью, а технология этого процесса выглядит так:
- торцы ПНД или ПВД труб очищаются от грязи и обезжириваются;
- на один из концов трубы надевается электромуфта и зажимается с помощью позиционера;
- после совмещения торцов труб муфта смещается обратно таким образом, чтобы место стыка пришлось ровно на ее середину;
- на клеммы электромуфты подается рабочее напряжение, процесс нагрева осуществляется в автоматическом режиме;
- пайка считается законченной по показаниям отверстий фитинга, из которых должен появиться расплавленный полиэтилен;
- остывание шва должно проходить без принудительного охлаждения в состоянии полной неподвижности.
Пластиковые трубы ПЭ и ПВХ уверенно вытесняют металлические в быту и промышленности.
Происходит это в силу того, что они часто превосходят последние по таким характеристикам, как химическая инертность материала, относительно легкий монтаж, простота в обслуживании, незначительные местные сопротивления в магистрали, большой гарантийный срок службы (до 50 лет).
Что касается технологии, следует заметить, что пайка ПЭ труб предполагает значительную степень культуры монтажных работ и хорошее знание предмета. Решить это вопрос можно за счет подготовки специалистов на базе профильных учебных заведений.
Пайка полиэтиленовых труб встык и с помощью электромуфты — Сварка
В настоящее время и для ремонта, и для конструирования самых разных водопроводных сетей используют трубы из полиэтилена, причем в процессе конструирования обязательно необходимо выполнить надежное соединение полиэтиленовых труб. Такие трубы отличаются целым рядом достаточно существенных преимуществ:
- длительным сроком эксплуатации;
- приемлемой ценовой категорией;
- простотой в установке.
Именно это и обеспечивает им такую высокую популяризацию. На сегодняшний день известно, как паять полиэтиленовые трубы, а также несколько других вариантов соединения труб из полиэтилена. Все они будут рассмотрены в данной статье.
Способы соединение ПЭ труб
Трубы из полиэтилена: их соединение
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
- разъемные – они могут быть разобраны в течение эксплуатационного срока:
- зачастую разъемное соединение производят при помощи же фланцевого соединения, то есть при использовании обычных стальных фланцев.
- а вот цанговые соединения осуществляют при помощи компрессионных фитингов на малых диаметрах труб.
- неразъемные – при эксплуатации их разборка не требуется. Неразъемное соединение труб из полиэтилена производится при использовании:
- стыковой сварки;
- сварки муфтой с закладными электрическими нагревателями (сварки с электрофузионной муфтой).
Приведем технологию проведения каждого вида соединений.
Сварка при помощи электромуфты
Сварка встык с использованием нагретого инструмента
Данная технология монтажа применяется многие годы для монтажа труб из полиэтилена, диаметр которых 63 мм или же более.
Трубы, подготовленные к пайке в стык
Итак, рассмотрим как соединить полиэтиленовые трубы:
- Концы деталей, которые подлежат соединению, или (и) труб, подлежащих свариванию, устанавливаются в центраторе машины для стыковой сварки. Торцы труб после фиксации и выравнивания очищают от пыли и грязи чистой салфеткой из х/б ткани. После этого свариваемые поверхности, используя торцующее устройство, подвергают механической обработке.
- Получив равномерную стружку, толщина которой не более 0,5 мм, производится извлечение торцующего устройства и проверка взаимной параллельности труб. При наличии между свариваемыми поверхностями зазора, который превышает допустимое значение, повторно проводится операция торцовки.
- После чего производится нагрев торцов деталей, подлежащих соединению, или (и) свариваемых труб при помощи нагревательного инструмента с антипригарным покрытием на поверхности. После окончания нагрева и оплавления торцов поверхности, которые подлежат свариванию, разводят, и нагревательный элемент извлекают из зоны сварки.
Пайка труб ПНД своими руками — оборудование и порядок действий

Установка и обслуживание водопровода требует проведения ряда специфических процедур, одной из которых считается пайка ПНД труб. Для ее осуществления используются специализированные инструменты. Также существуют правила проведения подобных процедур, которые надо соблюдать для достижения лучшего результата.
Выбор способа пайки ПНД труб
Способы пайки ПНД
Имеется несколько основных способов пайки ПНД труб. Для различных условий работы предпочтительны разные способы. Все они имеют плюсы и минусы, что зачастую осложняет выбор. Однако информация о конкретных условиях поможет определить вид пайки.
Во многих случаях при установке трубопровода очень важно сохранить гибкость всего участка. Какие-либо жесткие негнущиеся элементы могут усложнить эксплуатацию. В таком случае лучший выбор – стыковая сварка. Оно достаточно проста в исполнении и не требует дорогих компонентов.
Проведение работ в труднодоступных местах предполагает муфтовую пайку. Она поможет соединить участки трубопровода, даже если они абсолютно неподвижны друг относительно друга.
Электромуфтовый способ придет на выручку тогда, когда планируется соединение в очень стесненном пространстве. Также этот способ считается одним из самых быстрых, что может быть принципиальным фактором при выборе.
Важно! Если же части необходимо соединить на время каких-либо работ и постоянное соединение не предполагается, то логичнее использовать не пайку, а обычное разъемное соединение.
Стыковая сварка полиэтиленовых труб
Стыковая сварка
Самым распространенным способом соединения ПНД представляется стыковая сварка. Она действительно очень экономична и проста в использовании.
К тому же обеспечивает достаточный ресурс соединения. Для осуществления метода необходимо специализированное сварочное оборудование.
Способ подойдет для тех мест, где трубы достаточно свободно двигаются и где желательно оставить эту гибкость.
Метод может быть использован при открытой прокладке трубопровода, а также в траншеях.Порядок проведения стыковой сварки:
- Две части устанавливаются в держателе сварочного аппарата, который направляет изделия друг на друга без смещения.
- Далее фиксаторами агрегаты закрепляются в держателе.
- При помощи спиртового раствора края необходимо очистить от разных загрязнений. Желательно использовать материалы, которые не оставляют после себя ворса.
- При помощи торцовки края также обрабатываются механически. Им придается соответствующая форма. Обработка проводится до того момента, пока не появится стружка толщиной менее 0.5 мм.
- Затем мастеру необходимо вручную проверить торцы на параллельность. Если возникают зазоры, то процедура торцовки повторяется.
- Нагревательным элементом торцы соединяемых изделий одновременно разогреваются.
- Как только края немного оплавились, нагрев прекращается, а сами изделия плотно соединяются друг с другом. Детали прижимаются до тех пор, пока соединение не заимеет достаточную прочность. В большинстве случаев хватает 5-10 минут.
- После проведения работ необходимо внимательно осмотреть сварной шов, а также убедиться в прочности соединения.
Обработка торцов
Конечное качество спайки очень сильно зависит от качества проведения предварительных работ. Хорошо зачищенные и подготовленные края гораздо лучше спаяются между собой. Таким образом, можно будет добиться очень хорошего результата.
Важно! Стыковая сварка обязательно проводится при помощи одного шва. В противном случае прочность и долговечность соединения будет минимальной.
Муфтовая сварка ПНД труб
Муфтовая сварка
Муфтовая сварка имеет другой порядок действий и иной набор материалов. Для проведения работ обязательно понадобится паяльник для ПНД труб, а также набор насадок. Часто в таких соединениях используется дополнительная аппаратура, такая как уголки и эксцентрики. Соединение торцов изделий проводится после того, как к ним будут присоединены фитинги.
В работе используется паяльник для полипропиленовых труб, который содержит несколько металлических деталей. Эти детали и нагревают пластиковые агрегаты. Одна из них представляет собой дорн – специальный элемент, который вставляется во внутреннюю часть фитинга. Другая же, гильза, служит для нагрева самого участка.
Проведение муфтовой сварки требует особой подготовки. Нужно осуществить ряд действий, помогающих повысить качество соединения:
- Заготовки должны быть подрезаны и выставлены ровно друг напротив друга.
- Края нужно очистить от загрязнений и остатков пластика.
- Те трубы, которые сейчас не используются, необходимо заткнуть пробками во избежание засорений.
- Нужно осмотреть паяльный прибор на наличие загрязнений или остатков пластика от прошлых работ. В случае необходимости очистить.
После проведения всех подготовительных работ можно со спокойной душой взяться за реализацию данного метода сварки. Порядок реализации:
- Соединяемые детали нагреваются паяльником до определенной температуры. Обычно за этой температурой следит сам прибор, который в нужный момент подаст сигнал об остановке нагрева.
- Труба с усилием вставляется в гильзу, а фитинг насаживается на дорн. Часто для выполнения этих операций потребуется довольно большое усилие. Вставлять детали необходимо до упора.
- Лишняя часть пластика будет выдавлена наружу и создаст валик в виде кольца.
- Затем обе детали необходимо снять с инструмента и плотно соединить между собой.
- После полного остывания можно продолжать работу по подключению трубопровода.
Важно! Во время остывания необходимо обеспечить полный покой соединению. Любые воздействия на данном этапе могут нарушить герметичность соединения.
https://www.youtube.com/watch?v=ooY-UcQuIbU
Продолжительность пайки можно узнать из нормативов, в которых это время указано в зависимости от диаметра деталей.
Соединение с фитингом
Также необходимо помнить, что прикладывать усилия при соединении трубы и фитинга необходимо только до тех пор, пока детали не уперлись. Если продолжить воздействие, можно нарушить целостность соединения, что вызовет негативные последствия в будущем.
Электромуфтовая сварка
Электромуфтовая сварка
Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше.
Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды.
Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.
Пробки на торцах
Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок. Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Необходимое оборудование и инструменты
Инструменты
Пайка труб, изготовленных из ПНД, невозможна без использования ряда особых устройств. Самым главным в данном случае представляется сварочный станок. Он представляет собой особое устройство, в котором находится нагревательный элемент. От этого элемента отходят держатели для различных насадок. Именно эти насадки и используются для оплавления материала.
Стыковочное сваривание полиэтиленовых труб требует также особых измеряющих и центровочных компонентов. Они необходимы для четкой фиксации изделий друг напротив друга.
Обычно приборы по варке не используются в домашних условиях. Ими пользуются в промышленности, а также профессиональные сантехники. Это объясняется повышенной сложностью проведения подобных работ и риском получения утечек. Но иногда подобные работы можно осуществить своими руками. Ведь если придерживаться простых правил, то все риски сведутся к минимуму.
Вместе с паяльником, для проведения работ могут понадобиться:
- рулетка;
- профессиональный труборез;
- средство для обезжиривания и очистки поверхностей;
- маркер для проставления отметок.
Ножницы или труборез часто идут в комплекте с паяльником, так что приобретать его отдельно, скорее всего, не придется.
При муфтовой сварке понадобится также отдельный набор фитингов разных размеров. Это могут быть прямые или угловые муфты, краны, распределители или тройники.
Также иногда используются и другие инструменты для пайки труб, помогающие мастеру выполнить работу максимально эффективно.
Как выполняется пайка полипропиленовых труб в труднодоступных местах
Труднодоступные места
К труднодоступным местам для проведения сварки обычно относят пространство под потолком, точки в углах и ограниченные пространства, в которых невозможна установка паяльного аппарата на подставке.
Проблема может решиться использованием крюка, который выдержит вес паяльного аппарата. На него подвешивается инструмент, и работы проводятся в таком положении.
Также в условиях стесненности широкое применение нашли электромуфтовым соединениям. Они не требуют установки сварочного аппарата в непосредственной близости от свариваемых частей.
Используются лишь фитинги пайки ПНД труб, которые присоединяются к устройству при помощи проводов.
Если свариваемые трубы находятся очень близко друг к другу, то используют прием поочередного нагрева торцов. Сначала прогревают один торец до более высокой температуры, чем необходимо. Затем разогревается вторая часть, по возможности с большей скоростью.Важно! Иногда надо спаять две трубы, не меняя их длины. Тогда помогут поворотные фитинги, которые помогут спаять трубы в разных плоскостях, а затем соединить их.
Пайка в углах проводится с повышенным вниманием ко всем замерам. Тут очень важно сохранить прямой угол, чтобы не был нарушен ход жидкости. Используются муфты с углом разворота 90 градусов.
В целом, методы проведения сварки идентичны обычному прямому участку. Рекомендуется приобретать муфты и трубы от одного производителя.
Это дает возможность добиться лучшего соответствия спаиваемых материалов.
Пайка ПНД труб: описание и инструкция по работе с полиэтиленовыми изделиями своими руками

Изготовители материалов для укладки инженерных систем предлагают огромный ассортимент современных решений, пришедшие на замену классическим.
В том числе это относится к трубам для прокладки системы отопления, ветки ГВС, водопровода. Чтобы выполнить монтаж локального трубопровода из полимерных труб, требуется специальный инструмент и определенный опыт работ.
Пайка ПНД труб не является сложной, но нужно знать технологию процесса.
Общие сведения
Процесс спайки полиэтиленовых труб производится за счет выраженных термопластичных характеристик материала. Полипропилен во время нагрева размягчается, получая структуру подобную пластилину.
Возвращение материала к нормальному температурному режиму способствует восстановлению структуры до твердого состояния. На этом принципе основана техника пайки, которая носит название — полифузная сварка.
Способ пайки сантехнических узлов на основе полипропилена сейчас широко распространен. Технология характеризуется простотой и удобством, а также нуждается в минимальном вложении средств и сил.
На сегодняшний день используется два способа соединения свариваемых элементов:
Последний способ сварки подразумевает для этого использование фасонного элемента — трубы или муфты большего наружного сечения.
Как правило, с помощью этой технологии производится спайка труб ПНД, сечение которых не более 65 мм.
Технология сварки двух элементов в этом случае основана на расплавлении участка трубы по внешней окружности и части муфты внутри. После эти детали плотно соединяются.
В основе первого способа лежит такой же принцип расплавления участков двух элементов с их дальнейшим соединением.
Однако в этом случае соединительными частями являются две трубы одинакового сечения, и соединяются они через торцевую поверхность.Этот, казалось бы, простой способ пайки ПНД труб своими руками нуждается в высокой точности обработки мест соединения и точного крепления двух элементов по осям.
Вместе с вышеописанными «горячими» способами также используется метод «холодной» пайки. В этом случае в роли активного паяльного элемента применяется специальный растворитель, который способен размягчать полипропиленовую структуру. Но значительной популярностью этот способ не пользуется.
Паяльные аппараты
Инструкция по пайке полиэтиленовых труб подразумевает использование специального сварочного устройства. По своей конструкции паяльный аппарат напоминает электрический утюг. В основе устройства — массивный стальной нагревательный элемент, где на поверхности находятся металлические съемные насадки различных диаметров.
Выполнение стыковочной сварки отличается особой сложностью.
Как правило, в составе специального сварочного оборудования находится не только нагревательная часть, но и система центрирования свариваемых элементов.
Чаще всего оборудование для прямой сварки, как и непосредственно техника спайки, нечасто используется в домашних условиях. Приоритетом применения в этом случае является промышленная сфера.
Помимо паяльника, для работы также будут необходимы:
- рулетка;
- труборез;
- шейвер (для армированных труб);
- угольник;
- состав для обезжиривания;
- маркер.
Поскольку работы выполняются на высокотемпературном оборудовании, то необходимо использовать плотные защитные перчатки.
Нужно не забывать, что работы по сварке полимерных материалов обязаны производиться с условием достаточной вентиляции помещения. Во время нагрева и расплавления полимеры выделяют ядовитые вещества, которые при концентрации сильно влияют на организм человека.
Перед тем как спаять полиэтиленовую трубу, нужно выполнить подготовительные процедуры:
- На плато нагревательного элемента необходимо поставить болванки требуемого размера.
- После датчик температуры нужно выставить на 250ºС.
- Затем необходимо подготовить соединяемые части (обработать обезжиривающим составом, убрать фаску).
- Подключить паяльное оборудование.
- Дождаться пока сварочный аппарат наберет необходимую температуру (должен загореться зеленый индикатор).
После соединяемые части (труба-муфта) одновременно насаживаются на болванки паяльника. Причем трубу нужно насадить во внутреннюю часть одной болванки, а муфту на наружную поверхность второй.
Как правило, концы трубы устанавливаются на границе, отмеченной до этого линии, а муфта вставляется до упора. Нужно не забывать о времени выдержки деталей.
При недостаточной выдержке по времени существует возможность получить недостаточную степень диффузии соединяемых деталей, это отразится на качестве спайки.
Если превысить время плавления, то это может привести к нарушению структуры соединяемых частей и тоже не гарантирует качественную пайку.
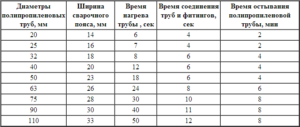
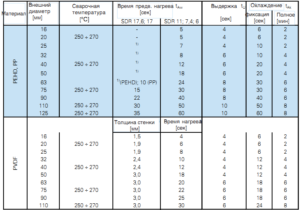
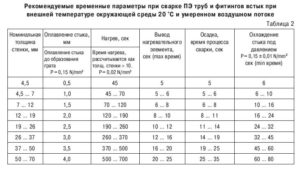
То есть необходимо использовать специальные таблицы, в которых указано оптимальное время для труб с различными техническими характеристиками.
После необходимой выдержки соединяемых элементов на болванках детали снимают и соединяют между собой нагретыми участками. Процесс стыковки нужно производить быстро и четко с соблюдением соосности соединяемых элементов. Допускается выполнять небольшую корректировку по осям (на протяжении 2−3 секунд), но запрещается проворачивать соединяемые части относительно друг друга.
Нужно сказать, что указанное время спайки любых труб может отличаться с учетом условий выполнения работ и характеристик материала. Например, если пайка производится при отрицательных температурах, то указанные нормы могут увеличиваться до 60% с учетом номинала. Для всех отдельно взятых условий время разогрева выбирают с помощью пробной пайки.
Пайка армированных труб
В этом случае непременным условием является удаление защитного материала. Наличие армированного слоя в трубе нуждается в дополнительном нагреве. Но это не самое важное.
Как правило, эти изделия имеют нестандартное сечение и не подходят к обычным насадкам сварочного устройства. Их нужно зачистить перед выполнением пайки.
Исключение имеют только трубы, которые армированы стекловолокном, эти изделия соединяются стандартно.
С учетом многообразия способов армирования труб используются разные варианты обработки перед соединением. Чаще всего для зачистки применяется швейер. Так называется специальное устройство в форме стальной втулки с ножами. На швейер насаживают конец трубы, которая подлежит спайке, и вращательными движениями удаляют слой армирования до появления пластика.Если слой армирования находится в середине стенок трубы, то в этом случае для обработки лучше всего использовать другое оборудование, которое называется торцеватель.
Инструмент практически ничем не отличается от швейера, кроме месторасположения и конструкции ножей. После использования торцевателя концевая часть обрабатываемого элемента выравнивается по торцу, также на глубину 2 мм по окружности обрезается часть слоя армирования. Эта обработка дает возможность произвести спайку без дефектов.
Возможные ошибки
Тщательно продуманные и неспешные движения являются гарантией недопущения ошибок. Нужно учесть все особенности выполнения технологии и полностью их соблюдать.
Самые частые ошибки, вследствие которых образуются бракованные узлы прокладываемой системы трубопровода следующие:
- Угол среза соединяемых частей отличается от значения 90 градусов.
- Не произведена чистка поверхности от жирной пленки.
- Недостаточный или чрезмерный нагрев соединяемых элементов.
- Неплотная установка изделия внутрь фитинга.
- Корректировка соединяемых частей после застывания полимера.
- Неполное удаление слоя армирования.
В некоторых случаях на высококачественных материалах сильный нагрев не показывает видимых дефектов. Но в то же время происходит внутренняя деформация, в этом случае расплавленный пластик перекрывает внутренний проход трубопровода. В последующем этот узел теряет работоспособность — быстро забивается и перекрывает передвижение воды.
Если срез торцов отличается от значения 90 градусов, то во время соединения элементов они ложатся по скошенной плоскости. Появляется несоосность стыка, которая заметна, когда уже проложено несколько метров трубопровода. Зачастую из-за этого необходимо переделывать всю работу сначала.
Плохое обезжиривание торцов способствует появлению «островков отторжения». В этих местах полифузное соединение полностью не происходит. Определенное время трубопровод с этим дефектом может работать, однако в любой момент может появиться течь.
Такой же результат могут иметь соединения, которые сделаны с неполной чисткой слоя армирования. Чаще всего армированная труба устанавливается на участках повышенного давления. Оставшаяся алюминиевая фольга на участке спаивания создает зону неконтакта. Этот участок зачастую является каналом, через который происходит протекание воды.
Проверка герметичности
Проверку качества спаивания производят только после того, когда все соединения смонтированы и остыли. Для чего в установленную систему подают воду и производят осмотр трубопровода для определения протечек.
Перед заливкой воды необходимо дать смонтированной системе постоять не менее часа при нормальной температуре в помещении, а если воздух имеет низкую температуру, то проверочный запуск производится не менее чем через 5 часов.
Если определились неплотные соединения, то нужно слить воду и переделать эту часть трубопровода, используя новые фитинги и подобрав кусок трубы необходимого размера. Попытка каким-либо образом заклеить соединение изначально обречена на провал. Установка трубопровода нуждается в точном выполнении технологий.После завершения ремонта заново проверяют качество соединения с помощью заливки воды. Если рассматривается отопительная система, то проверку трубопровод сможет пройти лишь после разогрева теплоносителя при подаче под высоким давлением.
Рекомендации специалистов
Спаивание труб обязано производиться в помещении с плюсовой температурой: чем холодней воздух, тем дольше необходимо прогревать детали. Для прочного и герметичного соединения необходимо обратить внимание на такие рекомендации:
- Оборудование для бытового применения используется для работы с трубами сечением до 35 мм, в других случаях нужно использовать профессиональный паяльный аппарат.
- Мощность инструмента для домашних условий обязана составлять 1500 Вт.
- Не нужно сильно прижимать детали друг с другом. Поскольку расплавленный материал вдавится внутрь и уменьшит проходное отверстие фитинга, это, в свою очередь, снизит рабочие характеристики системы.
- Прежде чем начать пайку, необходимо прогреть устройство не меньше 15 минут.
- После любой операции по спаиванию нужно чистить насадки от следов пластика. Это не допустит образования нагара, а также порчу деталей, которые необходимо соединить. Чистку насадок необходимо производить с помощью деревянной палочки. Запрещается применять металлические предметы, поскольку царапины испортят насадку, а пластиковые трубы будут к ней постоянно прилипать.
- Запрещается оставлять зазоры между внутренней частью фитинга и краем трубы. Такая спайка под давлением создаст протечку.
Решая в первый раз выполнить работы своими руками, лучше всего приобрести материал с определенным запасом. Зная лишь теоретически, как правильно можно спаять трубы, прежде чем приступать к монтажу, нужно потренироваться. Если опыт вышел не совсем удачным, то лучше доверить установку трубопровода в доме специалистам.
Пайка полиэтиленовых труб инструкция — Справочник металлиста
Сегодня изделия из полимерных материалов используются во многих сферах нашей жизни и отраслях промышленности. Но особенно большой популярностью пользуется ПНД – полиэтилен низкого давления.
Этот материал отличается прочностью, долговечностью, благодаря небольшому удельному весу легко монтируется. Из полиэтиленовых труб часто делают трубопроводы различного назначения. Для соединения отдельных заготовок выполняется сварка ПНД изделий.
В нашей статье мы расскажем о разновидностях и особенностях сваривания труб из ПНД.
Разновидности соединений
Для соединения полиэтиленовых труб можно использовать различные способы
Для соединения полиэтиленовых труб можно использовать следующие способы:
- Разъёмные. Чтобы выполнить такую стыковку заготовок из ПНД, понадобятся стальные фланцы. особенность этого принципа стыковки состоит в том, что в ходе эксплуатации трубопровод можно разбирать.
- Неразъёмные. В этом случае выполнить разборку коммуникаций не получится. Чтобы сделать такое соединение, заготовки необходимо сварить. Для этого может использоваться одни из следующих способов:
- стыковое сваривание полиэтиленовых заготовок;
- сварка изделий из ПНД посредством муфт.
Для сборки трубопроводов из элементов большого диаметра используются терморезистивные фитинги или сварка встык. При применении и того, и другого способа получается надёжное монолитное соединение.
Стыковая сварка изделий из ПНД
Стыковая сварка труб ПНД требует использования сварочного оборудования
Стыковая сварка труб ПНД требует использования сварочного оборудования. Благодаря тому, что в ходе сваривания не используются дополнительные детали, процесс монтажа значительно упрощается. Таким способом можно сваривать только заготовки из ПНД.
Внимание: качественная стыковая сварка изделий из ПНД получится только при условии, что она будет выполнена посредством одного шва. Благодаря этому прочность стыковки соединяемых деталей будет максимальная.
Сваривание полиэтиленовых труб встык – наиболее эффективная и универсальная технология, поскольку при этом сохраняется гибкость материала на протяжении всего трубопровода. Данный метод может применяться независимо от используемого типа укладки трубопровода (траншейный, бестраншейный или открытый).
Пайка полиэтиленовых труб встык выполняется в такой последовательности:
- Для начала концы соединяемых заготовок необходимо установить в центратор сварочного оборудования.
- После того как детали будут выровнены и зафиксированы, при помощи х/б салфетки и спирта необходимо очистить торцы от пыли, грязи и жировых загрязнений.
- Затем свариваемые торцы обрабатываются при помощи торцующего устройства. Торцовку прекращают, когда начинает образовываться равномерная стружка толщиной не больше 0,5 мм. Теперь заготовку можно извлекать и проверять рукой параллельность торцов.
- В случае обнаружения недопустимого зазора между свариваемыми поверхностями, операцию торцовки необходимо повторить.
- После этого выполняется пайка труб. Для этого при помощи нагревательного элемента с антипригарным покрытием торцы заготовок нагреваются до необходимой температуры.
- Когда торцы достаточно оплавятся, свариваемые изделия разводим, а также извлекаем из зоны сваривания элемент для нагрева.
- После этого свариваемые торцы можно смыкать и повышать давление прижима до тех пор, пока оно не достигнет необходимого значения.
- Сварной шов нужно держать под давлением указанный промежуток времени.
- После этого проверяется качество сварки. Для этого оценивают внешний вид грата, ширину и высоту.
Муфтовая сварка заготовок из ПНД
Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата
Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата, называемого паяльником, а также набора специальных насадок, которые могут отличаться диаметром. Размер насадки подбирается, исходя из диаметра свариваемых полиэтиленовых труб.
Муфтовая пайка трубопроводов из ПНД выполняется с применением фитингов. Конфигурация этих изделий может быть разной. Они бывают в виде уголков, тройников или муфты. При таком способе пайки свариваются торцы заготовок и фитингов.
Важно: главное преимущество муфтовой сварки состоит в том, что она может проводиться в труднодоступных местах, где осевое смещение заготовок затруднено.
Нагревание полиэтиленовых деталей осуществляется посредством контакта заготовки с нагреваемой металлической деталью сварочного агрегата. Она состоит из двух скручивающихся частей:
- дорн нагревает внутреннюю поверхность фитинга;
- труба для нагрева вставляется в гильзу.
Чтобы установить эту насадку в отверстие паяльного агрегата, гильзу и дорн необходимо скрутить между собой.
Пайка полиэтиленовых труб муфтовым методом предполагает проведение следующих подготовительных мероприятий:
- Заготовки необходимо подрезать при помощи специальных ножниц до нужного размера. При этом нужно следить, чтобы срез был строго перпендикулярным продольной оси изделия.
- Перед тем как будет выполняться пайка, торцы соединяемых заготовок необходимо очистить.
- Для предотвращения нежелательного охлаждения в ходе выполнения сваривания, торцы труб, которые в данный момент не подвергаются соединению, закрываются пробками.
- После этого нужно очистить поверхность насадки для сваривания от частиц материала, которые могли остаться после выполнения предыдущей работы.
Теперь можно приступать к самому процессу сваривания, который выполняется в такой последовательности:
- Сначала насадку необходимо разогреть до сварочной температуры. Когда значение достигнет требуемого уровня, индикатор на корпусе паяльника подаст сигнал.
- После этого ПНД трубу нужно вставить в гильзу до упора. В свою очередь фитинг надевается на дорн тоже до упора. Поскольку диаметры немного отличаются, то для выполнения процедуры придётся приложить определённые усилия.
- Время сваривания труб выбираем по специальным таблицам, где этот показатель указан для изделий разного диаметра.
- В процессе вставления трубчатого элемента и надевания фитинга излишек материала с поверхности заготовок расплавляется и выдавливается наружу. В итоге по кромке свариваемых элементов образуется кольцевой валик – гарт.
- Надавливание при вставлении деталей стоит прекратить в тот момент, когда заготовка и фитинг достигнут упора. Очень важно соблюдать это условие, поскольку в противном случае соединение будет недостаточно прочным. Поскольку точно определить глубину погружения заготовки сложно, необходимо предварительно измерять эту величину и нанести отметку на трубу.
- Затем снимите свариваемые заготовки с насадки. После этого установите трубу в фитинг таким образом, чтобы она плотно упёрлась в кольцевой валик. Дайте соединённым элементам остыть. При этом не стоит их крутить и подвергать различным механическим воздействиям.
Сварка полиэтиленовых труб: способы пайки ПЭ и ПНД (стыковая, муфтовая, терморезисторная), технология варки своими руками
Мы приветствуем нашего постоянного читателя и предлагаем вашему вниманию статью о том, что такое сварка полиэтиленовых труб – очень надежный метод соединения полиэтиленовых трубопроводов.
При устройстве инженерных систем в доме, подключении усадьбы к магистрали холодной воды или прокладке напорной канализации недорогие и практичные полиэтиленовые трубы просто незаменимы. Для монтажа трубопровода в земле и подвальных помещениях полиэтиленовые трубы – оптимальный вариант по соотношению цены и технологических качеств.
Полиэтилен как материал для инженерных систем недооценен, хотя достоинства ПЭ трубопроводов неоспоримы.
Полиэтиленовые изделия абсолютно безвредны для человека, материал химически инертен, прочен и одновременно пластичен, морозостоек (выдерживает замерзание с водой).
Недостатки полиэтилена – нестойкость к ультрафиолету и повышенным температурам – ограничивают его применение под открытым небом и для систем отопления и горячей воды, но для прокладки в земле полиэтиленовые коммуникации практически идеальны.
Гибкость полиэтиленовых труб позволяет прокладывать их без фитингов на поворотах, возможность укладки цельного куска от магистрали к узлу учета в доме – также большой плюс, ведь экономия финансов весьма существенна, и монтаж гораздо легче. Надежность и герметичность швов позволяют закрывать и заливать коммуникации стяжкой или фальш-стеной. Неразъемное соединение не требует обслуживания и регулярных осмотров, как разъемное соединение при помощи цанговых муфт.
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.
Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой.
Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто.
Соединение получается надежным и прочным, можно сварить небольшие диаметры.
Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют.
Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат.Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер.
Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха.
Желательно на торцах снимать фаску.
Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.
При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания.
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.
Рекомендации для проведения качественной сварки
Для сварки ПЭ особое значение имеют качество обработки торцов стыкуемых труб. Они должны быть тщательно очищены от стружек, заусенцев, пыли, грязи, жира. Важно также тщательное центрирование заготовок, отсутствие эллипсности, точное совпадение диаметра и толщины стенок заготовок.
Нельзя трогать соединение до полного остывания. Нельзя проводить работы под дождем, снегом, в мороз.
Особенности работы с ПВД и ПНД
Эти два вида полиэтилена немного различаются по своим техническим характеристикам и параметрам. Информация сведена в таблицу.
| Характеристика | ПВД (ПНП) | ПНД (ПВП) |
| Температура плавления, °С | 103-110 | 125-132 |
| Температура размягчения, °С | 100 | 120-125 |
| Жесткость | небольшая | большая |
| Гибкость | большая | небольшая |
| Хрупкость | маленькая | больше, чем у ПВД |
| Прочность | средняя | высокая |
При сварке следует учитывать, что для расплавления ПВД требуется более низкая температура, чем для ПНД. ПНД имеет большую прочность, чем ПВД.
Выполнение сварки ПЭ труб своими руками
Сварка полиэтиленовых труб в домашних условиях не слишком сложна и вполне выполнима своими руками. проблема –дорогостоящее оборудование. Его в любом случае стоит взять напрокат, а не покупать.
Перед манипуляцией необходимо ровно отрезать заготовки и тщательно зачистить и обезжирить торцы.
Необходимые инструменты и материалы
Для сварки полиэтиленовых коммуникаций вам понадобятся трубы и, возможно, муфты.
Перечень необходимого оборудования:
- Труборез – приспособление для резки.
- Неплохо воспользоваться электроторцевателем для точного выравнивания торцов труб.
- Для больших диаметров неплохо бы использовать фаскосниматель.
- Аппарат для муфтовой сварки. Конструкционно он напоминает паяльный аппарат для полипропилена.
- Соответствующие насадки.
- Для торцевого соединения применяют специальный центровочный станок и нагревательный элемент.
Этапы работ
Сначала трубы обрезаются под углом 90°, зачищаются заусенцы, удаляется пыль и стружка, проводится обезжиривание. Удобнее выполнить эту работу электроторцевателем.
Технология муфтовой (раструбной) сварки
На паяльник надевают нужную насадку и разогревают его в течение времени, оговоренного в инструкции. Затем разогревают муфту и патрубок до размягчения полиэтилена и соединяют их. Дают время для диффузии и полимеризации – примерно 20 секунд соединение трогать нельзя. Затем таким же образом соединяют вторую заготовку с муфтой.
Соединение встык
Заготовки устанавливаются в станок для стыкования, фиксируются и тщательно центрируются. Перед тем, как паять, нужно удостовериться, что продольные оси заготовок полностью совпали.
Между полиэтиленовыми заготовками вставляется нагревательный элемент и выдерживается до размягчения материала.
Нагреватель убирают, заготовки быстро соединяют, сдавливают с усилием до образования кольцевого валика на месте шва. Выдерживают до охлаждения.
Стыковая сварка не так проста, как кажется с первого взгляда, и требует определенного опыта.
Контроль качества швов
От качества шва зависит надежность соединения. Высота валика грата при стыковом соединении должна соответствовать табличным данным.
Возле валиков не должно быть трещин, пор, раковин. Валики должны быть одинаковыми по всей окружности, одной высоты. Углубление в центре не должно опускаться ниже поверхности труб. Детали не должны быть смещены друг относительно друга. Если спаять брак – соединение придется разрезать и переделывать.
Фото бракованных стыковых соединений:
Заключение
Полиэтилен – замечательный материал для прокладки трубопроводов под землей. Научиться его монтировать и соединять различными способами несложно, эти работы вполне выполнимы своими руками.
Мы прощаемся с нашим любимым читателем и желаем ему успехов в прокладке инженерных коммуникаций к родному дому.
Подписывайтесь на нашу рассылку, получайте новую интересную информацию по вопросам ремонта, делитесь интересной информацией с друзьями в соцсетях.
(2 4,00 из 5)
Загрузка…