Пайка полипропиленовых труб температура нагрева
Как паять полипропиленовые трубы

Сварка полипропиленовых труб невозможна без проведения ряда предварительных работ. Поверхности необходимо протереть ветошью и обезжирить с помощью специальных жидкостей.
После этого работы нужно выполнять в следующем порядке:
- Разогрев сварочного аппарата. Время накала напрямую зависит от температуры окружающей среды и может занимать от 2 до 10 минут. Оптимальная температура – около 260 градусов.
- Проверка режущих инструментов. Для качественной спайки огромную роль играет и срез – он должен быть идеально ровным, без трещин и заусениц. Если такового не получается, необходимо хорошо заточить инструмент и проверить качество среза на тестовом образце.
- Подготовка труб. Перед началом работ их нужно разрезать по заранее определенным размерам. Если предстоит спаивать элементы диаметром более 4 см, на конце следует сделать скос под углом в 45 градусов. Такой подход позволит избежать задирания при попытке соединения.
- Разметка. Обязательным действием перед началом работ является разметка глубины захода трубы в фитинг. Заводить ее до упора категорически запрещено! Внутри должен оставаться зазор примерно в 1 мм.
Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
Для тех, кто желает выполнять все работы исключительно по правилам, существует специальная таблица, где четко прописаны температура и время нагрева для наиболее распространенных вариантов труб.
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
https://www.youtube.com/watch?v=BQaNN9XmN2g
Температура пайки полипропиленовых труб
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Оборудование и инструменты для сварки полипропиленовых труб
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты. Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.
Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.
) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом.
Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу.
В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды.
При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки.
Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом.
При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Пайка полипропиленовых труб и температура пайки — инструкция!
Пайка полипропиленовых труб и температура пайки
Температура пайки полипропиленовых труб
Возможно, Вас заинтересует информация —сварка полиэтиленовых труб
В последнее время чрезвычайно увеличилось количество материалов, из которых изготавливаются трубопроводы канализации или водоснабжения.
Если ранее абсолютное большинство таких трубопроводов изготовлялось преимущественно из металл, то развитие химической промышленной привело к появлению новых материалов, например, полипропилена или поливинилхлорида.
Изобретение новых материалов привело и появлению новых способов соединения таких трубопроводов. Одним из самых надежных методов фиксации стала сварка. Что такое sololift, Вы можете прочитать в нашей статье.
Процесс пайки полипропиленовых труб своими руками
Для того, чтобы сделать качественное сварное соединение необходимо знать температуру пайки полипропиленовых труб. Температуру вы сможете увидеть в таблице ниже, в основном стоит обратить внимание, что она зависит от диаметра трубы.
Температура пайки полипропиленовых труб
Выбираем полипропиленовую трубу
Процедура выбора исходного материала для строительства трубопровода тесно связан с его будущим назначением. Критическим показателем для выбор является температура рабочих сред, выдерживаемая изделием. Существуют модификации труб как для холодного, так и для горячего или смешанного водоснабжения.
Возможно, Вас заинтересует информация-аппарат для пайки полипропилена
Определившись с модификацией полипропилена, используемого для изготовления трубопровода на необходимо выбрать набор труб и соединительных элементов – фитингов. Такой выбор зависит от проекта вашей системы водоснабжения.
На начальном этапе вы должны измерить ваше помещение и расстояние до сантехнических приборов. Проект может составляться на миллиметровой бумаге, на которой вы можете точно соблюсти монтаж и обозначить все необходимые элементы и размеры системы.
Комплектующие для монтажа полипропиленовых трубКаждый из типов соединительных элементов, представленных на рисунке имеет определенное предназначение. После выбора количества и номенклатуры составных частей для водопровода – приобретите материалы и приступайте к монтажу системы. Что такое флюс для пайки медных труб, Вы можете прочитать в нашей статье.
Монтаж водопроводной системы из полипропиленовых труб
Наиболее надежным способом соединения деталей водопроводной системы из полипропилена является сварка или пайка. При любом названии суть этого процесса заключается в разогреве торцов соединяемых элементов до температуры плавления и дальнейшая их фиксация.
Возможно, Вас заинтересует информация-сварка полипропиленовых труб видео
Инструменты для сварки труб
Для производства сварочных работ на полипропиленовых трубах необходимо специализированное оборудование – аппарат для сварки. Среди них можно выделить следующие модификации:
- Устройства с ручным управлением. Такие аппараты используются для соединения труб с диаметром до 25 миллиметров. Трубы разного сечения фиксируются с помощью разных насадок.Ручной сварочный аппарат
- Автоматические модели.Автоматические модели сварочных аппаратов
- Полуавтоматическое оборудование.
Кроме того, для работы вам понадобятся ножницы для разрезания труб и инструменты, обрабатывающие торцы отрезков труб. Этот инструмент удаляет армирующий слой, который препятствует пайке полипропилена.
Ножницы для резки труб
Возможно, Вас заинтересует информация-паяльник для сварки полипропиленовых труб
Рассмотрим модификации сварочных аппаратов:
- Устройство с нагревательным элементом ручного типа: в таком оборудовании присутствует диск с электрическим нагревательным элементом. Поверхность диска обработана тефлоном, вследствие чего пластик при пайке не растекается.
- Существуют модификации ручного аппарата, предназначенные для сварки труб муфтовым способом.
- Стыковая сварка полипропилена используется, как правило при промышленном монтаже полипропиленовых труб большого сечения.
Цены на аппарат для пайки полипропиленовых труб
аппарат для пайки полипропиленовых труб
При выборе нагревательных насадок, помимо соответствия сечению используемой вами трубы вам необходимо обратить внимание на следующие характеристики:
- Большую прочность конструкции,
- Большую теплопроводность насадки,
- Обязательное сохранение геометрии и размеров при нагревании или охлаждении
Многие сварочные аппараты дают возможность работать одновременно с несколькими насадками разного сечения. Это очень удобно при монтаже сложных систем.
Насадки для пайки различного диаметра
В насадке имеется два конца – одним она разогревает внешнюю поверхность трубы, а другим – внутренне сечение. Для того, чтобы полипропилен не налипал на насадку – ее покрывают тефлоном. Размеры насадок совпадают с наиболее популярными для создания трубопроводов сечениями труб: от 20 до 63 миллиметров.
Подготавливаемся к работе
После приобретения всех необходимых инструментов и материалов нам необходимо подготовиться к работе. Также запасаемся рулеткой и чистыми тряпками.
Возможно, Вас заинтересует информация-монтаж водопровода
На начальном этапе, после составления проекта соединений и всех схемы водоснабжения нам необходимо провести тщательную уборку помещения, включая удаление всей пыли. Мельчайшие частицы, осаждающиеся на склеиваемую поверхность могут нарушить качество соединения.
Свариваем самостоятельно полипропиленовые трубы
Включение сварочного аппарата можно производить только после того, как насадка заняла свое место в гнезде. Существует несколько методик сварки полипропиленовых труб, рассмотрим их поподробнее.
Сварка диффузным способом
При использовании этой методики полипропилен с разных деталей взаимно проникает друг в друга при разогреве, после чего при застывании образует единое целое. Это основной способ работы с полипропиленовыми трубами, но он используется только для соединения однородных материалов.
Диффузионная сварка полипропиленовых труб
Температура пайки при этом методе составляет около 260 градусов цельсия. Именно при этой температуре полипропилен переходит в жидкое состояние.
При использовании этой методики также используются сварочные аппараты с насадками различного диаметра. Что такое припой для пайки меди, Вы можете прочитать в нашей статье.
На начальном этапе трубопровод режется на участки определенной длины. Труба обрезается исключительно под прямым углом. Если вы используете армированную конструкцию – торцы разрезов зачищаются от металла.
Одновременное нагревание двух участков полипропиленовой трубы
Сам процесс сварки происходит очень просто – два соединяемых элемента вставляются в сварочный аппарат, нагреваются до температуры плавления, после чего фиксируются друг с другом. В ходе остывания полипропилена отрезки соединяемых труб не должны изменять своего положения.
Сварка стыковым способом
Этот метод подходит для соеднинения трубопроводов большого сечения. Как и при использовании предыдущих технологии труба режется на отрезки, ее торцы обрабатываются.
Место соединения нагревается при помощи специального сварочного зеркала, а затем соединяемые элементы с усилием прижимаются друг к другу. При этом достигается столь высокая механическая прочность соединительного узла, что она не уступает прочности самой трубы.
Ключевым моментом при применении такого способа является обеспечение прижатия друг к другу соединяемых участков.
Сварка стыковым способом — фото
— сварка канализационной трубы стыковым способом
При применении этой технологии вводится специальный промежуточный соединительный элемент – муфта или фитинг. Процесс соединения аналогичен описанным выше за исключением одновременного разогрева не участков труб и трубопровода и элемента соединения.Электромуфтовая сварка пластиковых труб
Сварка полифузным способом
Эта методика очень напоминает соединение диффузным методом. Отличие заключается в то, что до температуры плавления нагревается только один соединяемый элемент.
Соединение полипроилена холодной сваркой
При использовании такой технологии на поверхность соединяемых полипропиленовых элементов наносится специальный клеевой состав. Использовать такую методику можно только в трубопроводных системах, рассчитанных на небольшое давление рабочей жидкости.
Основные правила сварки полипропиленовых труб
Чтобы добиться качественного, герметичного соединения полипропиленовых труб при их сварке или пайке необходимо соблюдать следующие правила:
- Держите сварочные аппарат в рабочем состоянии. Для того, чтобы приступить к соединению нового участка вам потребуется не менее пяти минут.
- Всегда одновременно нагревайте оба соединяемых элемента трубопровода.
- Пред нагревом и пайкой в обязательном порядке нанесите на поверхности тру риски, обозначающие глубину планируемого шва. Также такой разметкой можно ориентировать элементы относительно друг друга, например, при сварки под определенным углом.
- Сварка полипропиленовых труб – это одноразовая операция. Если вы неправильно соедините два элемента, то расстыковать их будет уже невозможно. Вам придется отрезать бракованный элемент и увеличивать число швов.
- Особое внимание обращайте на неподвижное положение элементов относительно друг друга при застывании сварочного шва. Лучше для этого использовать средства механической фиксации, например, струбцины. Малейшее воздействие на шов в процессе его формирования может привести к нарушению герметичности.
Свариваем трубопроводы на сложных участках
Наибольшую проблему вызывает сварка трубопроводов из полипропилена в труднодоступных участках. Для того, чтобы провести такую работу вам необходимо разбить конструкцию на отдельные узлы. Как установить сололифт для канализации, Вы можете прочитать в нашей статье.
В начале монтируется самая громоздкая и неудобная часть. Желательно сформировать ее на свободном участке, а потом разместить на посадочном месте.
Сформированный сложный участок жестко крепится к стене, после чего к нему привариваются более мелкие и легкие в монтаже узлы. В этом случае вам возможно придется воспользоваться помощью напарника.
Учимся на чужих ошибках
Рассмотрим наиболее распространенные ошибки при монтаже трубопроводов из полипропилена:
- Недостаточный нагрев. Не стоит торопиться. Пользуйтесь таблицами и четко выдерживайте положенное время нагрева. Но и не затягивайте процесс – образовавшийся излишний наплав может сформировать внутренний шов, который будет чрезвычайно чувствителен к гидроударам.
- Правильно рассчитывайте глубину пайки.
- Тщательно очищайте поверхность труб, не забывайте обезжиривать соединяемые участки.
Для того, чтобы уяснить, как необходимо соединять полипропиленовые трубы для водопровода методом пайка-сварки – посмотрите обучающее видео.
— Правильная пайка полипропиленовых труб
Процесс пайки полипропиленовых труб своими руками
Температура пайки полипропиленовых труб
Температура пайки полипропиленовых труб
Электромуфтовая сварка пластиковых труб
Стыковая сварка
Одновременное нагревание двух участков полипропиленовой трубы
Диффузионная сварка полипропиленовых труб
Насадки для пайки различного диаметра
Стыковой сварочный аппарат для труб
Ножницы для резки труб
Автоматические модели сварочных аппаратов
Ручной сварочный аппарат
Комплектующие для монтажа полипропиленовых трубТемпература пайки полипропиленовых труб
Температура пайки полипропиленовых труб – таблица времени нагрева и виды пайки

Трубы из полипропилена представляют категорию товаров, которые обладают максимально подходящими показателями соотношений стоимости и качества.
Данные материалы являются высокопрочными, имеют длительный срок эксплуатации, не боятся коррозийного влияния и наделены многими другими положительными характеристиками. Говоря о достоинствах полипропиленовых труб, нельзя не сказать о простоте и удобстве их прокладки.
При соединении, должна выдерживаться точная температура пайки полипропиленовых труб, таблица, предоставленная ниже, поможет с точным ее определением.
Производя укладку полипропиленовых трубопрокатных изделий, для высококачественного стыка трубомагистрали с соединительными элементами, применяют современные технологии пайки этих изделий. А для качественного процесса потребуется:
- Сварочное приспособление с комплектом насадок.
- Специальные ножницы.
- Обезжиривающая жидкость.
- Маркер.
- Рулетка.
- Ветошь.
- Монтажное приспособление если заготовка имеет диаметр более 5 сантиметров
- Подготовка к работе. На этом этапе рекомендуют детально изучить основные правила работы со сварочным аппаратом. Особого внимания при этом требует температура, при которой разрешают паять те или иные изделия из полипропилена. Такие данные можно найти в таблице, которую прилагают в инструкцию к сварочному оборудованию. Такая таблица будет изложена ниже.
Таблица температурных показателей для работы с полипропиленовыми материалами
В начале сварочных работ необходимо на сварочный аппарат установить специальные насадки, на них предварительно очищают тефлоновое покрытие. После этого устройство прогревается до температуры двести шестьдесят градусов.
Этот температурный предел считают самым оптимальным для такого вида трубопроката. Период подогрева аппарата зависит от температуры окружения.
Нужно также проверить рабочее состояние резака. Если есть необходимость, то его следует подточить.
Подготовленные для пайки трубы должны быть обезжиренными и почищенными. Если соединительный элемент не плотно «садится» на патрубок, то его рекомендуют поменять на другой.
Соединительную деталь одевают на прогретую насадку, ей для прогревания понадобится немного больше времени, чем трубе.
Далее переходят непосредственно к прогреванию крепежных частей. Если он не плотно «сидят» на насадках, то во время их нагревания разрешают проворачивать, но угол при этом не должен быть больше десяти градусов.
После нагревания элементы снимаются с насадок, и скрепляются аккуратным движением. За несколько минут конструкция полностью остывает.
В таблице ниже есть рекомендуемое время и иные показатели времени. Таблица пайки полипропиленовых труб оказывается незаменимой при работе с полипропиленовыми трубопрокатными материалами.
| Объем труб – величина сварочного пояса (см.) | Период нагрева (сек.) | Период сварки (сек.) | Период охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Показанные в таблице данные рассчитаны для окружающей среды в двадцать градусов. При более низких температурах время нагревания необходимо увеличивать.
Начинать сварочные работы рекомендуют с более громоздких конструкций. Эти действия, особенно мастерам с небольшим опытом лучше проводить с напарником, потому, что нужен одновременный монтаж прогретых элементов.
Выбор сварочного аппарата
По другому процесс соединения называется просто – паять трубы. Он выполняется при помощи специального аппарата, который называют – устройство для сварки полипропиленовых труб, так же его называют сварочник или утюгом для сварки.
Покупать его если вам нужно произвести соединение один раз не рекомендуют. Так как это экономично не выгодно, проще его арендовать. Большинство магазинов предоставляют такую услугу.
Все же если принято решение приобрести устройство для сварки полипропиленовых труб, то исходя из отзывов, можно рекомендовать чешские или турецкие аппараты. Китайские модели по качеству уступают двум первым вариантам. Стоимость такого агрегата пропорциональна его качеству. На качественные аппараты цена выше.
Самые частые ошибки при выполнении сварки
- Грязные поверхности труб. Если они не достаточно прочищенные и обезжиренные от пыли и грязи, то магистраль с такими изделиями очень быстро станет давать протечки.
- Также, неправильно рассчитанная глубина пайки (ее точные данные содержит предоставленная таблица) приводит к плохому качеству стыков.
Таблица предоставляет точные данные по глубине сварочного пояса. Если эти величины не сделать точными, то в результате образуются герметические погрешности всей трубомагистрали. Это также затрудняет весь процесс прокладки труб из полипропилена.
- И самое главное – в таблице есть точное время прогрева труб. Его необходимо выдерживать четко.
Недостаточно расплавленные элементы не полностью соединяются один с другим. Следовательно, при таких обстоятельствах получается разный по величине наплавочный шов. Он не сможет выдержать даже слабый гидроудар.
- Заготовку не вставляют в фитинг до упора, нужно помнить о том, что должен остаться промежуток не более 1 мм.
- Еще одна очень частая ошибка это прикладывание слишком больших усилий для соединения фитинга и заготовки. В результате этого на конце трубопрокатного изделия выдавливается грат, он создает серьезное препятствие для протока жидкости.
- Неправильно выставленная позиция. На то, чтобы выставить разогретые соединенные детали, имеется пару секунд.
Если это время затянуть, то деформация уже неисправима, и прочное соединение не образуется. Важно также не перегревать заготовку, а то на ней образуются наплывы.
- Недорогой материал. Если для работы взять низкокачественные изделия, то даже самая профессиональная укладка не предохранит от поломки. И трубы, и фитинги советуют брать у одного изготовителя.
Это должна быть фирма с проверенной хорошей репутацией. А то получиться как в поговорке про скупого, которому приходится платить дважды.
- Не надо соединять трубы (даже высокого качества) от разного производителя. Составные элементы материала изделий могут отличаться и при разогреве такие изделия поведут себя по-разному.
ВАЖНО! Правила достаточно легкие. Простое игнорирование рекомендациями, которые предъявляет таблица, приводит к протечкам водопроводной трубомагистрали.
Время пайки заготовок из полипропилена
В настоящее время число стройматериалов применяемых для трубомагистрали слива и водоснабжения резко возросло. Развитие химической промышленности принесло такие новые варианты, как полипропилен и поливинилхлорид.
Сварка для этих материалов считается самым надежным видом стыка. Для того, чтобы выполнить качественный стык следует выучить температуру пайки для данных стройматериалов.
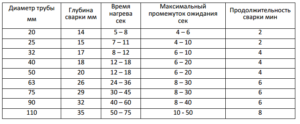
Таблица показывает очень точно время сваривания полипропиленовых труб. При этом следует учесть, что эта температура зависима от диаметра обрабатываемых изделий.
Смотрите таблицу.
| Толщина стенок труб (см.) | Прогрев стыка до появления грата (см.) | Нагрев (сек.) | Максимальное время вывода нагреваемой детали (сек.) | Время соединения элементов (сек.) | Минимальное время остывания конструкции (сек.) |
| 0,45 | 0,05 | 45 | 5 | 5 | 6 |
| 0,45-0,7 | 0,1 | от 45 до 70 | 6 | 6 | 6 |
| 0,7-1,2 | 0,15 | от 70 до 120 | 8 | 8 | 10 |
| 1,2-1,9 | 0,2 | от 120 до 190 | 10 | 11 | 16 |
| 1,9-2,6 | 0,25 | от 190 до 260 | 12 | 14 | 24 |
| 2,6-3,7 | 0,3 | от 260 до 370 | 16 | 19 | 32 |
| 3,7-5 | 0,35 | от 370 до 500 | 20 | 25 | 45 |
| 5-7 | 0,4 | От 500 до 700 | 25 | 35 | 60 |
Разные виды сварки и температура
Пайка диффузным способом. Использование этого метода позволяет полипропилену из разных элементов взаимопроникать из одного в другой при нагревании. После застывания образуется единый целый материал. Этот метод является основным, но его применяют только для действий с однородными материалами.
Раструбный метод пайки. При данном виде работы используют сварочное оборудование с различными объемами насадок. Два стыкуемых элемента вставляют в агрегат для пайки, прогревают и затем фиксируют друг с другом. В период охлаждения нельзя менять положение конструкции.
Стыковой способ. Эти работы выполняют на трубопроводах, отличающихся большим сечением. Зону стыка прогревают сварочным спецзеркалом. После этого скрепляемые части с усилием прижимают. Таким путем создается высокая механическая прочность. Основной момент в этом методе – это прижимание скрепляемых участков.
Полифузный метод. Он очень поход на диффузивный способ, только при этом до температуры плавления разогревают лишь один из скрепляемых элементов.Муфтовая пайка. Эта технология подразумевает участие специальной дополнительной вставки – фитинга или муфты. При процессе разогревают и часть патрубка, и соединительную деталь.
Каждый из вышеописанных видов пайки не может быть выполнен без знаний нужной температуры для данной работы. Температура пайки полипропиленовых труб, таблица размещены в изложенном материале.
Нужно только правильно использовать эти цифры. Тогда можно выполнить качественное и герметичное соединение. Эти условия нужно выполнять безукоризненно. А ниже мы более подробно рассмотрим некоторые виды пайки более подробно.
Полифузная сварка
Фитинг «садят» на разогретую насадку. На его разогрев уходит значительно больше времени, потому, что толщина его стенок больше, чем у трубы.
Далее детали разогревают. Если они сидят на насадках неплотно, то в процессе сварки их необходимо переворачивать. При повороте нельзя превышать угол в 10 градусов. После теплового воздействия детали снимают с насадок, и не спеша соединяют. После этого им дают некоторое время для остывания.
Вот примерные параметры времени нагрева и охлаждения:
| Диметр заготовки (мм) | Время на нагревание (с) | Время пайки (с) | Время на остывание (мин) |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Выдерживая указанное время, вы добьетесь надежного соединения.
Как паять с помощью электрофитинга
Аппараты для пайки в данной ситуации подготавливают так же, как в полифузном способе. Трубы разрезают и обезжиривают, и обрабатывают снаружи, а фитинг изнутри. Маркером выставляется пометка входа заготовки.
Заготовка вставляется в электрофитинг и фиксируется в нем. Аппарат для пайки и фитинг соединяется специальным проводом. Чтобы приступить к сварке надо нажать кнопку «пуск», а завершение работы аппарата происходит в автоматическом режиме. Точки контроля на фитинге подтверждают правильность работы. Через них видно выдавливание пластика.
Это очень эффективный и быстрый способ. Это применяют в компаниях, которые выполняют установку трубопроводов в больших объемах.
Холодная пайка
Этот способ используют не очень часто. Для него используют агрессивный клей. Как и два предыдущих способа, это также требует подготовки к соединению:
- Вырезать заготовки по нужной длине;
- Обработать их обезжиривающими средствами;
- Нанесение пометок маркером.
Клей накладывают на все детали для соединения. В необходимом размещении их держат 15 секунд. Такую трубомагистраль можно использовать уже через час. До этого времени все скрепляемые части должны находиться неподвижно.
Уровень плотности такого соединения сравнивают со сваркой. Но, его используют только для укладки сети холодного водоснабжения.
Таблица температуры нагрева при пайке полипропиленовых труб

Полипропиленовые трубы – доступный материал для построения прочных и долговечных водопроводных систем. Надежность соединения труб и фитингов напрямую зависит от правильного подбора и соблюдения режимов пайки.
Время и температура пайки полипропиленовых труб, таблица которых необходима каждому пайщику, служат основными параметрами. Они подбираются в зависимости от диаметра трубы и глубины проварки соединения.
Даже небольшое отклонение от рекомендованных значений может привести к значительному снижению прочности и долговечности швов.
Способность системы выдерживать рабочее давление жидкости снизится, рано или поздно в этом месте появится протечка.
Общее влияние температуры при стыковочных работах
Принцип действия сварочного аппарата для пропиленовых труб основан на способности материала размягчаться при нагреве. Связи между молекулами полимера при повышении температуры ослабевают.
Внешне плавление выражается в повышенной пластичности.
Если нагреть две сопрягаемые детали, совместить их размягченные кромки и прижать друг к другу, то подвижные части молекул из поверхностных слоев двух деталей начнут проникать друг между другом.
При остывании возникнут новые связи между молекулами полимера, и две детали образуют единое целое. Прочность материала шва после застывания будет такая же, как и основного материала. Это важное преимущество данного способа перед разъемными резьбовыми соединениями. В них между двумя деталями всегда сохраняется зазор, перекрытый тем или иным уплотнителем.
Если же температурный и временной режим сварки нарушен, то такой зазор остается в паяном соединении, причем без уплотнителя. Такой стык не способен выдерживать рабочее давление в системе, через него начинает сочиться вода, со временем он может полностью разрушиться, вызывая серьезную протечку.
Температура пайки полипропиленовых труб таблица режимов.
Недостаточный прогрев кромок или поверхностей стыка приводит к непровару. Не менее вредно и перегревать полипропилен в месте пайки.
Там может возникнуть внутренний валик, снижающий эффективное сечение трубопровода.
В результате снизится его пропускная способность, при открытии и закрытии кранов могут возникать гидроудары, пагубно действующие на водопроводную систему и подключенное к ней оборудование.
Для большинства марок полипропилена производители рекомендуют использовать температуру 220 — 267оС. При определении режима пайки обязательно учитываются следующие значения:
- присоединительный диаметр трубы, фитинга или элемента арматуры;
- температурный режим в здании;
- время нагрева, спайки и охлаждения.
Время нагрева обычно прямо пропорционально диаметру детали.[/stetxbox]
В случае перегрева свыше 270оС, возникает перегрев верхнего слоя и неполный прогрев внутренних слоев. При этом сверхпластичный верхний слой сдвигается, образуя сварочный валик, а внутренний слой не участвует в контакте. Толщина слоя сварки получается недостаточной, прочность соединения падает.
Как сваривать трубы вручную?
Для работы используют специальный сварочный аппарат для полипропиленовых труб. На его плоский нагревательный элемент, называемый «утюгом», крепятся парные втулки-переходники под диаметр трубы. Кромки деталей, подлежащие спайке, обрезаются ровно под 90о, с них снимается фаска, облегчающая соединение.
Далее кромки и прилегающую к ним зону в 15-20 мм очищают от пыли, стружки и других загрязнений. Для этого используют органические растворители, такие, как спирт или трихлорэтан. При выборе растворителя нужно руководствоваться указаниями производителя.
Параметры фасок и ширину зоны зачистки выбирают, исходя из диаметра соединяемых элементов.
Параметры разделки кромок и зачистки в зависимости от диаметра.
Температуру нагрева выставляют с учетом рекомендаций изготовителя и поправок на температуру в комнате. После прогрева сварочного аппарата подготовленные кромки надевают на втулки и начинают нагревать. Рекомендуется проверять фактическую температуру электронагревателя контактным термометром или пирометром.
Снаружи на отрезки трубы или фитинг наносят продольные риски. Они позволят точно, без смещения совместить элементы. После выдержки необходимого для прогрева времени обе детали снимаются с гильз-переходников и без промедления вставляются один в другой так, чтобы риски совпали.
В этом положении дается выдержка на время сварки, детали при этом должны быть надежно зафиксированы. Происходит взаимное проникновение размягченных поверхностных слоев кромок двух деталей и образование новых молекулярных связей.По истечении времени сварки соединенные элементы должны остыть естественным путем, без опускания в воду или обдува холодным воздухом. Такое воздействие приведет к тепловым деформациям и разрыву только что установившихся связей.
После завершения сварки участка трубопровода (или всей системы) проводят испытание их под рабочим давлением жидкости. Каждый стык внимательно осматривают, если наблюдаются капли воды или испарина — стык бракуется и подлежит перепайке.
Для различных сортов полимеров производители рекомендую свои диапазоны рабочих температур нагрева.
Для улучшения понимания физических явлений, происходящих при пайке, приводится временная диаграмма изменения температуры и давления прижатия деталей.
Диаграмма температуры и давления во время различных этапов сварки.
Шкала времени на диаграмме дана в нелинейном масштабе, реальное соотношение времени прижима и охлаждения можно взять из таблицы.
Нюансы выдержки нужного теплового режима
При проектировании трубопроводной системы следует стремиться к тому, чтобы стыки труб, арматурных элементов и фитингов находились в доступных местах. Габаритные размеры мест размещения стыков должны давать возможность установить сварочный аппарат и без существенного искривления труб завести их торцы на гильзы нагревателя.
Чем ближе к месту соединения удастся разместить сварочное оборудование, тем меньше успеет остыть нагретая кромка перед сваркой. Такое остывание во время транспортировки приводит к существенному снижению прочности и долговечности стыка.
Необходимо также продумать последовательность монтажа стыков.
У неопытных проектировщиков нередка ситуация, при которой последний стык невозможно смонтировать, поскольку паяльник просто не помещается в оставшийся зазор.
Приходится либо сильно изгибать трубы, создавая в них остаточные напряжения, либо разрезать их и добавлять еще один стык. Оба решения приводят к снижению общей надежности и долговечности системы.
Категорически недопустимо прогревать две детали, участвующие в создании стыка, не одновременно. При последовательном прогреве, пока прогревается вторая деталь, первая уже успевает остыть и соединение получается ослабленным либо сразу бракованным.[/stetxbox]Опытные пайщики сформулировали следующие рекомендации:
- сварочное оборудование должно иметь качественный термостат, обеспечивающий точное задание и стабильность поддержания температуры нагрева;
- расстояние от точки сварки до аппарата должно быть не более 1 метра;
- сваривать следует проводить при комнатной температуре;
- перед соединением нужно проверить равенство температур обеих деталей.
Выполнение этих несложных правил поможет качественно паять трубы.
Какой температуры должен быть паяльник?
Температура пайки полипропиленовых водопроводных труб зависит от сорта полимера, использованного производителем для изготовления конкретной модели.
Таблица диапазонов температур для пайки труб из различных марок полпропилена.
Паяльный аппарат имеет механический или цифровой регулятор температуры нагрева. Цифровая система регулировки позволяет выставить значение с большой точностью, кроме того, индикатор может показать текущую температуру нагревателя. Опытные мастера советуют на тестовых деталях проверять фактическую температуру нагрева контактным термометром или пирометром.
Температура в комнате, где проходит пайка, также должна учитываться при подборе рабочих режимов. Например, если она близка к нулю, то снятые с нагревателя кромки успеют значительно остыть за несколько секунд, пока их подносят друг к другу и совмещают. Так же отрицательно влияет и сильный ветер. Поправка на температуру в помещении подбирается опытным путем.
По возможности следует избегать монтажа полипропилена в уличных условиях при низкой температуре и сильном ветре.
Сколько времени нагревать?
Время нагрева стыков зависит от марки пластика, диаметра трубы, толщины ее стенок.
Время прогрева стыков в зависимости от толщины стенок трубы.
Ограничение максимального времени прогрева позволяет избежать перегрева деталей, приводящего к возникновению внутреннего валика, снижающего эффективное сечение соединения.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Заключение
Качественная подготовка и пайка пластиковых труб, инструкция, время нагрева и температуры нагрева — это необходимые компоненты надежного и долговечного монтажа водопроводных систем из полипропилена. Строгое следование данным из таблицы при подготовке и проведении работ позволит надежно паять трубы даже начинающим домашним мастерам.