Питтинговая коррозия нержавеющих сталей
Питтинг: как проявляется и способы его предотвращения

Под коррозией понимают процесс разрушения поверхности металлов в результате протекающих окислительно-восстановительных реакций. Если ее не остановить, материал утратит прочность, проводимость и эстетическую привлекательность. Распространенной формой ржавления металлов является питтинг, который не охватывает значительных зон, но имеет иные неприятные последствия.
Внешнее проявление питтинговой коррозии
Существуют различные формы разрушения металлов. Точечная коррозия или питтинг – одна из этих форм, представляющая собой местные (локальные) дефекты на поверхности металла. Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Питтинг довольно опасен для металла, несмотря на маленькие размеры его проявлений.
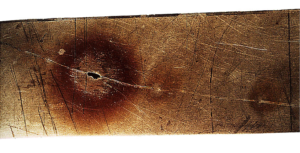
Остальная поверхность продолжает оставаться в нормальном внешнем состоянии, и только в некоторых местах появляются белые или рыжеватые мелкие точки, язвочки, небольшие полоски.
Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
Причины, инициирующие питтинг
Часто предпосылкой для появления точечной коррозии становится нарушение технологии производства металла. Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Также питтинг возникает при эксплуатации стали, иных металлов в агрессивной среде: растворах, содержащих окислители и активирующие анионы (соляная, азотная кислоты, морская вода, хлористые соединения).
Прочие причины образования точечной коррозии таковы:
- механическое воздействие, приводящее к появлению сколов, царапин и вызывающее повреждение внешней защитной пленки;
- излишнее внутреннее напряжение металла;
- эксплуатация изделия при высоких температурах.
На шероховатой нержавейке точечная коррозия появится с большей вероятностью, чем на гладкой, отполированной, поэтому неровная текстура поверхности тоже считается фактором риска.
Особенности и схема развития питтинговой коррозии
Питтинг отличается высокой скоростью протекания. Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
Питтинговая коррозия развивается в три этапа:
- Первый этап – зарождение. Обычно случается в зонах с нарушенной защитой, где пассивная пленка на поверхности металла была разорвана, либо там, где имеет место неоднородность материала. После вытеснения кислорода ионами-активаторами оксидный слой разрушается.
- Второй – рост питтинга. Он подчиняется законам электрохимических реакций. Вследствие растворения оксидной пленки усиливается анодный процесс в месте точечной коррозии, при этом нормальная поверхность становится катодом.
- Третий – диффузное расширение. На этой стадии элемент коррозии продвигается вглубь, рядом могут формироваться новые точки ржавчины.
В некоторых случаях питтинг останавливается в развитии на второй стадии и переходит на этап репассивации. Это случается при сдвиге реакции в сторону пассивации, например, при изменении кислотности среды. Если точечная коррозия перетекла на стадию диффузного роста, она не уже может войти в репассивацию.
Форма питтингов
По фото можно увидеть, что некоторые элементы имеют правильную форму, другие неправильные по внешнему виду.
Точная форма зависит от пустот в кристаллической решетке, которые сформировались во время зарождения питтинга.
Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
- полусферические, с блестящим, полированным дном;
- полиэдрические;
- ограненные, в том числе, соединяющиеся между собой;
- в виде сложных многогранников;
- пирамидальные;
- призматические.
Полированные (полусферические) элементы нередко находятся на алюминии, тантале и титане, а также на кобальтовых, никелевых сплавах.
Классификация питтинга
Точечная коррозия классифицируется не только по форме, но и по иным признакам: размеру, специфике своего развития.
По размерам
В зависимости от точного состава металла, окружающих условий (температуры, кислотности) размеры питтинговой коррозии могут быть разными:
- микроскопические (микропиттинг) – менее 0,1 мм;
- обычные (питтинг) – 0,1-1 мм;
- значительные (язва) – более 1 мм.
По специфике развития
Питтинг бывает поверхностным, открытым и закрытым. Поверхностные элементы коррозии интенсивно развиваются по горизонтали, не захватывая более глубокие структуры металла. Они вызывают появление хорошо заметных выбоин малой глубины.
Открытая точечная коррозия видна невооруженным глазом либо при небольшом размере при увеличении стандартным оптическим оборудованием. Этот тип ржавления нередко переходит в сплошной, если на поверхности стали появляться много питтингов.
Закрытая коррозия считается самой опасной в плане дальнейшей сохранности металлических изделий. Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Способы защиты от питтинга
Существует ряд современных методов предотвращения коррозии, и многие из них применяются уже на стадии производства авто.
Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению.
Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Точечная коррозия зачастую выявляется и на бытовых предметах, в том числе из нержавеющей стали. Для защиты металла можно применять механические и химические методики, некоторые из них подходят для самостоятельного использования.
Механический способ
Данный метод включает советы по удалению уже имеющейся ржавчины при помощи шлифования, лазерной обработки, а также механическое нанесение барьерных покрытий (в том числе лакокрасочных). Выбор вида покрытия зависит от типа металла и условий его эксплуатации.
Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием.
Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
В продаже есть наборы для самостоятельного проведения цинкования металла. Вначале производят очистку детали от уже имеющейся ржавчины путем обработки преобразователями.
Через полчаса средства смывают, изделие чистят, полируют, наносят слой специального раствора и подключают электрод с цинковым наконечником.По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
Химический способ
Основным химическим методом избавления от коррозии является ликвидация замкнутой системы растворами щелочей, сульфатов, хроматов. Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
К сожалению, в быту полностью устранить опасность развития точечной коррозии невозможно. Есть шанс лишь ослабить влияние факторов риска. Лучше сразу правильно эксплуатировать изделие, не допускать повышения кислотности среды, чем можно продлить срок его службы на несколько лет.
Ржавеет ли нержавеющий водонагреватель

открыть разделы
Цены на водонагреватели с внутренним баком из нержавейки в нашем каталоге
Цены на обслуживание и замену ТЭНа у водонагревателей
Что такое нержавейка
Нержавеющие стали для производства водонагревателей
Несколько слов о сварке нержавейки
Проблемы водонагревателей с внутренним баком из нержавейки
Уход за водонагревателем с внутренним баком из нержавейки
Мифы о водогреях с внутренним баком из нержавейки
Заключение
В настоящее время очень популярны накопительные водонагреватели с внутренним баком из нержавеющей стали. Считается, что все они надежны, долговечны, не подвержены коррозии и не требуют обслуживания. Однако стоимость у них всех разная, как и сроки гарантии, а интернет пестрит негативными отзывами о сломавшихся водонагревателях.
Что такое нержавейка
Во-первых, давайте разберемся, что такое нержавеющая сталь. Нержавеющая сталь — это легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах.
Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими и в более агрессивных окислительных и других средах. Существует несколько классов и сотни марок нержавеющей стали с различными свойствами.
Нержавейка для производства водонагревателей
В накопительных водонагревателях на сегодняшний день используются такие нержавеющие стали SUS 304, SUS 316, SUS 316L и AISI 444. Стали SUS 304 и SUS 316 это стали аустенитного класса, включают железо, хром и никель, немагнитные. Сталь AISI 444 это нержавеющая сталь ферритного класса, содержит железо и хром, магнитная.
Таблица соответствия марок стали разным стандартам:
| ГОСТ | СШАAISI, ASTM, ASME | АзияJIS, SUS | ГерманияDIN | Европа |
| 08Х18Н10 | 304 | 304 | 1.4301 | X5CrNI18-10 |
| 08Х17Н13М2 | 316 | 316 | 1.4401 | X5CrNiMo17-12-2 |
| 03Х17Н14М2 | 316L | 316L | 1.4404 | X2CrNiMo17-12-2 |
| 02Х18М2БТ | 444 | 444 | 1.4521 | X2CrMoTi18-2 |
Марка 304 — сталь с низким содержанием углерода, незакаливаемая, устойчивая к воздействию коррозии, немагнитная, легко поддается сварке, с высокой прочностью при низких температурах, поддается полировке.
Наиболее часто применяется при производстве ёмкостей и баков для установок пищевой, химической, текстильной, фармацевтической, бумажной, ядерной и холодильной промышленности. Для защиты сварных соединений возможна электрохимическая пассивация.
Водонагреватели из стали SUS 304 — это оптимальное соотношение «цена/качество»! Сталь марки 304 используется в подавляющем большинстве водонагревателей (Термекс, Тимберк и т.д.)
Марка 316 — улучшенная версия 304, с дополнением молибдена и немного более высоким никелевым содержанием. Данная композиция в 316 значительно повышает коррозионное сопротивление в большинстве агрессивных сред.
Молибден делает сталь более защищенной от питтинговой и щелевой коррозии в хлористой среде, морской воде и в парах уксусной кислоты. 316-я обладает более высокой прочностью и имеет лучшее сопротивление ползучести в более высоких температурах, чем 304.
Когда есть опасность коррозии в околошовных сварных зонах, должна использоваться низкоуглеродная марка — 316L. Используется при производстве ёмкостей и баков химического оборудования, подвергающегося особенно сильным химическим воздействиям.
Для защиты сварных соединений возможна электрохимическая пассивация. Сталь марки 316 применялась в некоторых моделях фирмы Аристон.
Марка 444 – магнитная низкоуглеродистая сталь, в состав которой не входит никель, но входит молибден и титан. Отсутствие никеля ухудшает механические свойства и свариваемость этой стали (невозможно использовать газовую сварку TIG).
Сталь марки 444 — это более дешевый аналог марки 316L, однако коррозионная стойкость у этой стали приблизительно такая же, как у стали 316L. Поэтому эта сталь используется в водонагревательном оборудовании с повышенными требованиями к защите от коррозии (в том числе в воде со сравнительно высоким содержанием хлора).
Эту марку стали используют производители: Oso, Аристон серия Industrial.
Несколько слов о сварке нержавеющей стали
Неправильно подобранный способ сварки и плохо выполненные сварные швы могут стать причиной межкристаллитной коррозии.
Существует несколько способов сварки нержавеющей стали в водогреях. Это:
- TIG (Tungsten Insert Gas) — ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа.
- Электронно-лучевая сварка. Сущность процесса состоит в использовании кинетической энергии потока электронов, движущихся с высокими скоростями в вакууме. Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум
- Лазерная сварка. Лазерный луч обеспечивает высокую концентрацию энергии (до 108 Вт/см2), благодаря возможности его фокусировки в точку диаметром в несколько микрометров. Такая концентрация значительно выше чем, к примеру, у дуги. Процесс лазерной сварки осуществляется либо на воздухе, либо в среде защитных газов.
Сарка способом TIG требует последующей обработки сварного шва: травления с последующей пассивацией. Электронно-лучевая и лазерная сварки создают швы высокого качества со свойствами исходного материала или даже превосходящими.
Проблемы водонагревателей с внутренним баком из нержавеющей стали
Основными проблемами водонагревателей с внутренним баком из нержавеющей стали являются опасность так называемой питтинговой коррозии внутреннего бака и гальванической коррозии нагревательного элемента.
Питтинговая коррозия нержавеющей стали может быть спровоцирована частицами других металлов или ржавчиной, попадающими на поверхность внутреннего бака и ионами хлора.
Активно протекает питтинговая коррозия при изменениях температуры и давления, особенно, если жидкость насыщена солями.
Рыжий осадок, который можно увидеть при промывке или ремонте водогрея – это, как правило, последствия питтинговой коррозии.
Хлор – злейший враг нержавейки. При наличии скважины в загородном доме сдайте воду на анализ. При повышенном содержании хлора в воде озаботьтесь его удалением. Например, для водонагревателей Oso серии RW содержание хлора в воде не может превышать 250 мг/л.
Для подавляющего большинства водонагревателей с внутренним баком из нержавейки содержание хлора в воде не может превышать 50 мг/л. Если в результате анализа воды выяснится, что у вас в воде много разных химических элементов, и концентрация их превышена, это тоже повод посоветоваться со специалистами.Бром, к примеру, тоже очень вреден для нержавейки, просто встречается он значительно реже.
Покупайте оборудование только известных производителей, т.к. внутренние баки малоизвестных производителей могут изготавливаться из дешевой нержавейки с помощью газовой сварки и без последующей обработки сварного шва изнутри (это сложно, т.к.
нет доступа внутрь бака после сварки его в единое целое), а иногда даже и снаружи. Организация обработки сварных швов достаточно сложный и дорогостоящий процесс, который они игнорируют, надеясь на то, что их продукт прослужит лишь гарантийный срок.
Очень жаль, что производители не сообщают точную марку использованной нержавеющей стали и способ сварки. У покупателя нет возможности объективно оценить качество внутреннего бака водонагревателя. Покупателю просто приходится полагаться на увещевания рекламы, что с прибором ничего не может произойти.
Гальваническая и электролитическая коррозия нагревательного элемента (ТЭНа) в водонагревателе с внутренним баком из нержавейки неизбежна, если нагревательный элемент изготовлен из другого материала, чем материал внутреннего бака.
Дело в том, что если разнородные металлы находятся в одной емкости с водой, возникает электролитическая коррозия, даже если металлы не контактируют друг с другом, так как вода – электролит и ионы металла передаются в раствор электролита.
В этом случае металл, имеющий больший отрицательный потенциал, становится анодом (это материал ТЭНа); металл, имеющий меньший отрицательный потенциал, выступает в роли катода. В процессе коррозии анод имеет большую тенденцию к переходу в раствор электролита, чем катод. Поэтому ТЭН разрушается.
Уход за водонагревателем с внутренним баком из нержавейки
Избежать последствий питтинговой коррозии поможет периодическая промывка водонагревателя и установка механических фильтров (для защиты попадания частичек ржавчины внутрь водогрея) и фильтров для защиты от накипи (они защищают и от «растворенных форм» железа в воде тоже).
Защитить ТЭН поможет периодическая своевременная замена магниевого анода и, опять же, фильтр защиты бытовой техники от накипи. В качественном водонагревателе с внутренним баком из нержавейки всегда установлен магниевый анод!
ТЭН в водогрее из нержавейки — это расходный материал. Сгоревший ТЭН всегда можно поменять.
Мифы о водонагревателях с нержавеющим внутренним баком
- Нержавеющая сталь не магнитится (Пояснение: в нержавейках ферритного класса магнитится)
- Водонагреватели из нержавейки не нужно обслуживать
- Если в водонагревателе установлен магниевый анод, то он не из нержавейки.
Заключение
Нержавейка дорогой материал, однако, количество изделий из нержавеющей стали растет вместе с ростом уровня жизни.
Несомненно, водонагреватель с внутренним баком из нержавейки более практичен и долговечен, чем бойлер с внутренним эмалированным баком.
Но чтобы он вас радовал долгие годы обязательно установите перед ним фильтры от ржавчины и не забывайте водонагреватель своевременно обслуживать.
Основные причины образования питтинговой коррозии

Многие считают, что любой металл можно защитить с помощью специального оксидного покрытия, которое будет препятствовать возникновению коррозии. Однако существует особый тип коррозии под названием питтинг, который затрагивает металлы с защитным покрытием. В большинстве случаев питтинговая коррозия затрагивает лишь верхний оксидный слой металла, а вглубь проникает достаточно медленно.
Но как именно возникает питтинг-ржавчина? Правда ли то, что существует коррозия нержавеющих сталей? Ниже мы узнаем ответы на эти вопросы.
Что такое питтинговая коррозия?
Питтинговая коррозия — такая разновидность, при которой на поверхности металла образуются так называемые питтинги.
Подобная коррозия затрагивает железные сплавы, медные, алюминиевые, на основе хрома и так далее. Питтинговая коррозия возможна даже на нержавеющей стали.
Питтинг обычно затрагивает различные металлоконструкции, которые контактируют с соленой водой (обычно это различные прибрежные участки). Связано это с тем, что для запуска реакции питтинга нужен избыток так называемых ионов-активаторов, которые будут вытеснять кислород из оксидной защитной пленки — а подобные вещества в обильных количествах содержатся именно в воде.
Обратите внимание, что сперва питтинг обычно затрагивает внешние слои оксидной пленки металла, однако по мере распространения ржавчины он может захватывать весь металл целиком. Питтинговая коррозия нержавеющих сталей возникает обычно в случае комбинации сразу нескольких факторов.
Причины
Основные причины появления питтинг-коррозии:
Механическая деформация
Это может быть вмятина, царапина, растрескивание в области удара и прочее. Этот фактор является ключевым, поскольку на многих металлических сплавах на поверхности есть достаточно тонкий защитный слой, который предотвращает коррозию. Соответственно при повреждении этого слоя металл становится беззащитным перед ржавчиной.
Неоднородность структуры
Этот фактор тоже является очень важным, поскольку неоднородности часто создают небольшие очаги, где со временем заводится ржавчина. Неопытному инженеру может показаться, что этот фактор опасен только для низкокачественного металла и стали, однако это не совсем так.
Действительно, низкокачественные сплавы имеют неоднородную структуру и ржавеют значительно чаще, однако неоднородная структура может появиться также у обработанных деталей, на которые забыли нанести защитное покрытие. Простой пример: при сверлении отверстия была нарушена целостность внешней антикоррозийной пленки — это привело к появлению ржавчины.
Высокая шероховатость поверхности
Если поверхность какого-либо объект является очень шероховатой, то в таком случае на ней вряд ли сможет удержаться антикоррозийное покрытие. Поэтому появление на такой поверхности ржавчины — лишь дело времени.
Также обратите внимание, что здесь действует одно простое правило — чем более шероховатая поверхность будет у металла, тем скорее она начнет покрываться питтинг-коррозией. Однородный гладкий металл обладает большой устойчивостью к коррозии.
Агрессивные среды
Контакт с агрессивными средами (кислоты, вода с большим содержанием солей, щелочи и так далее). Агрессивные среды также могут повреждать внешний антикоррозийный слой, что со временем приведет к образованию питтинга.
Обратите внимание, что разные вещества влияют на металл по-разному — если морская вода при краткосрочном контакте не наносит каких-либо повреждений, то при контакте с сильными кислотами повреждение стали может возникнуть моментально. Поэтому нужно соблюдать правила хранения и обработки металлов.
Этапы образования питтинговой коррозии
Главной опасностью питтинг-коррозии является быстрое распространение. Дело все в том, что по мере образования ржавчины разрушается внешний защитный слой, поэтому питтинг-коррозию не удается локализовать на каком-либо участке.
Даже самый маленький питтинг-фрагмент растет и увеличивается в размерах, а при отсутствии своевременной обработки коррозия очень быстро захватывает весь металл целиком, что делает его бесполезным и даже опасным (скажем, когда речь идет о навесной металлической конструкции).
Питтинговая коррозия по металлу распространяется в несколько этапов:
- Питтинг возникает в местах с поврежденным антикоррозийным покрытием (царапины, трещины, вмятины и так далее), а также в случае неоднородной структуры металла. Еще одна локализация — это обработанный металл, на который по какой-либо причине не нанесли защитное покрытие.
- На химическом уровне питтинг происходит следующим образом: ионы-активаторы под действием электрохимических сил вытесняют кислород из оксидной пленки, которой покрыт металлический лист или изделие. Это приводит к постепенному разрушению внешнего слоя металла с образованием характерных язв и пятен коричневато-рыжего цвета.
- По мере разрушения оксидной пленки ржавчина захватывает все новые участки поверхности металлического объекта, что приводит к ухудшению его физических свойств (теряется плотность, твердость, прочность и так далее). Реакция окисления идет по электрохимическому сценарию за счет вытеснения кислорода из оксидной пленки.
- После полного уничтожения оксидной пленки питтинг начинает проникать вглубь металлического сплава — наступает так называемый диффузный этап. Скорость протекания диффузного питтинга достаточно низкая, а полное ржавление может занять большое количество времени.
Обратите внимание, что иногда может происходить самопроизвольная пассивация металла, что приводит к замедлению образования ржавчины. На практике подобный сценарий встречается достаточно редко, хотя подобные случаи и встречаются. Обратите внимание, что в случае перехода питтинга на диффузный этап пассивация невозможна по физическим причинам.
Классификация питтинговой коррозии
Существует несколько видов питтинга:
- Поверхностный. При таком сценарии ржавчина затрагивает исключительно верхнюю поверхность металла. Распространяется она в виде небольших тонких линий диаметром 1-3 мм. Поверхностная ржавчина на начальном этапе обычно захватывает углы, однако со временем она начинает распространяется в горизонтальном направлении по всей поверхности металлического элемента.
- Открытый. При таком сценарии ржавчина распространяется в виде частых крупных точек, диаметр которых составляет 2-5 мм. На поверхности сперва образуется несколько точек, которые располагаются далеко друг от друга. Со временем количество точек пропорционально растет и они захватывают всею поверхность металлического объекта.
- Закрытый. При таком сценарии питтинг захватывает сперва внутреннюю поверхность металлической пленки. Распространение коррозии обычно идет в виде коротких линий или широких окружностей среднего диаметра (5-15 мм). Данный сценарий встречается достаточно редко. Он является самым губительным и опасным в связи со сложностью его своевременного обнаружения. Такая коррозия проявляется на поверхности только на позднем этапе роста ржавчины, когда спасти металл уже невозможно.
Защита металлических объектов
Главным способом защиты нержавеющей стали и металла от питтинг-коррозии является пассивация. Для обработки обычно используется специальный раствор на основании азотной и лимонной кислот. При необходимости кислотный раствор для пассивации может усиливаться различными вспомогательными добавками. Некоторые инженеры добавляют в раствор ферроцианид калия в концентрации 2-3%.
Цель пассивации — это замедление коррозии вплоть до полного прекращения образования новой ржавчины. Пассивирующий кислотный раствор в данном случае выполняет роль новой защитной пленки, которая образуется на поверхности во время пассивации.
Помимо пассивации могут применяться другие вспомогательные меры защиты:
- Заделывание трещин и дефектов. Одной из главных причин появления ржавчины является нарушение целостности оксидной пленки в результате внешних дефектов. Если такие повреждения вовремя заделывать, то ржавчина не успеет образоваться.
- Удаление неровностей и шероховатостей. Ржавчина часто появляется на неровных поверхностях. Зачистка поверхности металла будет надежно защищать деталь.
- Нанесение хромированного покрытия. Некоторые стали можно защитить с помощью нанесения дополнительного покрытия на основе хрома. Этот элемент препятствует образованию ржавчины.
Заключение
Питтингом называют особую форму ржавчины, которая захватывает защитный оксидный слой металла. В большинстве случаев ржавчина распространяется в виде небольших точек и длинных полос. На позднем этапе могут образовываться большие пятна неровной формы и длинные полосы-язвы.
Главные причины образования питтинга — механические дефекты, химические повреждения, наличие неровностей и так далее. В зависимости от характера ржавчины различают несколько видов питтинга — открытый, закрытый, поверхностный и так далее. Основным методом защиты металла от питтинга является пассивация, а также своевременная обработка локальных дефектов.
Список используемой литературы:
- Руководство для подготовки инспекторов по визуальному и измерительному контролю качества окрасочных работ» / Гл. ред. Пирогов В.Д.. — Екатеринбург: ИД «Оригами», 2009.
- Акимов Г. В., Основы учения о коррозии и защите металлов, М
- Томашов Н. Д., Теория коррозии и защиты металлов, М
- Батраков В. П., Теоретические основы коррозии и защиты металлов в агрессивных средах, в сборнике: Коррозия и защита металлов, М., 1962
- http://www.xumuk.ru/encyklopedia/2/3373.html
Что такое питтинг и чем опасна точечная коррозия металла?
Под такой коррозией понимают локальное разрушение металлоконструкций и разнообразных металлоизделий, работающих в морских и нейтральных водах и в других средах.
Она чаще всего формируется тогда, когда основной металл характеризуется пассивным состоянием. Питтинговая коррозия (смотрите фото) описывается очень быстрым течением.
Поэтому она нередко становится причиной возникновения точечного сквозного разрушения нержавеющих сталей.
Коррозия металлоизделия
Схема обычной питтинг-коррозии выглядит следующим образом:
- на поверхности металлических конструкций с защитной оксидной пленкой малой толщины происходит адсорбирование активных ионов, играющих роль активаторов процесса;
- в оксиде отмечается замещение некоторого количества кислорода указанными активаторами, что приводит к образованию комплексных поверхностных ионов с высоким уровнем растворимости;
- металл входит во взаимодействие с раствором из-за того, что имеющаяся пассивная пленка подвергается разрушению на отдельных участках, на которых потенциал поверхности имеет повышенный (по сравнению с основным материалом) отрицательный показатель.
В результате всех описанных процессов появляются локальные токи.
Они приводят к заполяризовыванию нержавеющих сталей (при условии малого омического сопротивления пассивной пленки), которое запускает бурный анодный процесс в зонах образования питтингов.
Анионы-активаторы при этом мигрируют к точкам коррозии, а восстановительный катодный процесс окислителя протекает на металлической пассивной поверхности.
Зона образования питтингов
Склонность сплавов и металлов к питтинг-коррозии обуславливается такими основными факторами:
- присутствие ионов-активаторов в среде и показатель ее рН (в кислых средах большинство нержавеющих сталей подвергаются рассматриваемому в статье типу ржавления);
- природа материала (точечному разрушению не подвергаются кремний, хром и молибден, а вот цинк, никель и алюминий коррозируют практически всегда);
- состояние металлической поверхности (если она шероховатая, изделие почти наверняка начнет ржаветь; чем лучше отполирована поверхность, тем меньше вероятность появления на ней точечной коррозии).
Кроме того, число питтингов повышается при увеличении температуры рабочей среды, в которой эксплуатируется металлическая конструкция.
2 Разновидности питтингов – какими они бывают?
По величине точечные поражения бывают обычными (размер питтингов – от 0,1 до 1 мм), микроскопическими (не выше 0,1 мм) и язвенными (свыше 1 мм), по форме:
- ограненные, цилиндрические, полусферические, полиэдрические;
- закрытые, поверхностные и открытые.
Неправильные по форме и ограненные питтинги, которые вы видите на фото, часто встречаются на поверхности нержавеющих сталей, на хромовых, алюминиевых и никелевых изделиях, на низколегированных и углеродистых сталях, а также на железе. Такие точечные разрушения имеют форму сложных многогранников, призм и пирамид. Конкретный же вид их огранки зависит от пустот решетки (кристаллической), которые формируются на первых этапах зарождения коррозионных проявлений.
Точечные разрушения на поверхности нержавеющей стали
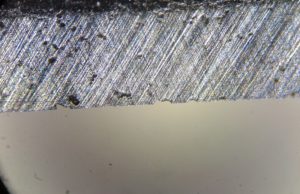
Полированные питтинги, как правило, характеризуются полусферической конфигурацией. Изнутри подобные разрушения описываются блестящей поверхностью. Она говорит о том, что растворение в оксидной пленке идет по схеме, примерно идентичной процессу электрополировки (то есть мы имеем дело с изотропным растворением, на течение которого структура материала не оказывает никакого влияния).
Чаще всего полированные питтинги отмечаются на изделиях из тантала, алюминия, железа, на нержавеющих сталях и конструкциях из кобальтовых, титановых, никелевых сплавов. В некоторых случаях слияние множества небольших по размерам ограненных питтингов приводит к появлению полусферических крупных разрушений точечного характера.
Крупные разрушения точечного характера
Питтинговая коррозия закрытого типа считается самым тяжелым типом ржавления пассивных металлов. Их практически невозможно разглядеть не вооруженным специальными увеличительными приборами глазом. Подобные разрушения углубляются в стали и сплавы и нередко приводят к образованию пробоев в них.
Открытая точечная коррозия видна при незначительном увеличении при помощи стандартного оптического оборудования либо невооруженным глазом. Она может приобрести характер сплошной, когда питтингов на поверхности углеродистых или нержавеющих сталей очень много. При таком ржавлении функцию катода выполняет пассивная пленка.Питтинги поверхностной группы проникают не вглубь основного металла, они развиваются в ширину. Это приводит к появлению выбоин (хорошо различимых) на поверхности металлоизделий.
Защита металлов и сплавов от питтинговой (точечной) коррозии осуществляется следующими методами:
1) Электрохимическая катодная и анодная защита (иногда вместе с ингибиторами);
2) Подбор специальных материалов, которые не подвергаются питтинговой (точечной) коррозии. Повышению стойкости способствуют введение в состав сплава хрома, молибдена, кремния и др. стойких металлов.
3) Ингибирование замкнутых систем (применение нитратов, щелочей, хроматов, сульфатов).
Особенности питтинговой коррозии
- Процессы, происходящие при ее возникновении, характеризуются большой скоростью протекания. Несвоевременное принятие мер практически всегда приводит к сквозному разрушению образца.
- Питтинговой коррозии подвергаются металлы и сплавы, относящиеся к категории «пассивные». К этой группе относится и нержавеющая сталь.
- Чем выше температура, тем интенсивнее протекает процесс.
Питтинговая коррозия: причины. Методы защиты металлов от коррозии
Коррозией называют разрушение поверхности материалов в результате активно проходящих окислительно-восстановительных процессов. Разрушение слоев материала приводит к снижению прочности, электрической проводимости, повышению хрупкости и угнетению других свойств металла.
В процессе эксплуатации металлических изделий они подвергаются разрушающим воздействиям различных видов и типов, среди которых выделяется питтинговая коррозия. Она наиболее опасная и непредсказуемая.
Питтинговая коррозия
На поверхности металлических изделий довольно часто можно заметить небольшие углубления, точки бурого или коричневого цвета. Такие точки ученые называют питтингами, а процесс их появления – питтинговой коррозией. Она возникает на поверхности материалов, контактирующих с морской водой, растворами различных солей, химически агрессивными средами и воспринимающих другие негативные факторы.
Питтинговая коррозия поражает только пассивные металлы и сплавы, развивается преимущественно в антикоррозионном слое или по местам разнообразных дефектов.
«Точечные язвы» могут нарушать работу различных изделий: от тонких мембран и микросхем, до толстостенных агрегатов.
Кроме того, их появление способствует образованию коррозионных трещин, существенно снижающих заданные характеристики материала.
Для активации питтинговой коррозии необходимо присутствие двух реагентов – активаторов и пассиваторов. В качестве активаторов чаще всего выступают анионы хлора, брома, йода – они содержатся в большинстве сред, в которых эксплуатируются металлические изделия. Они адсорбируются на поверхности металла и образуют с его компонентами растворимые комплексы.
В качестве пассиваторов чаще всего выступает вода или гидроксильная группа. Непосредственно процесс разрушения протекает по следующей схеме:
- Ионы-активаторы адсорбируются на поверхности защитной (оксидной) пленки.
- Происходит процесс замещения ионов кислорода на ионы активатора процесса.
- Образуется большое количество растворимых ионов, в результате чего пленка разрушается.
В результате этого возникает разность потенциалов на поверхности материала, что ведет к появлению локальных токов, активизируется бурный анодный процесс. Ионы-активаторы при этом перемещаются к очагам разрушения, из-за чего питтинговая коррозия прогрессирует.
Разновидности питтинговой коррозии
Вид питтинговой коррозии варьируется в зависимости от окружающих условий, главным образом от температуры, кислотности, химического состава веществ. Под действием этих факторов меняется форма, размер питтингов и их расположение. Так, согласно размеру выделяют точечное разрушение:
- микроскопическое – размер точек менее 0,1 мм;
- обычное – диаметр питтингов варьируется от 0,1 до 1 мм;
- язвенное, когда образования превышают 1 мм в диаметре.
В зависимости от расположения питтинговая коррозия может быть открытого или закрытого типа. В первом случае обнаружить следы разрушения практически невозможно – необходимо применение специальных приборов. Этот вид коррозии очень часто ведет к появлению пробоев.
Открытое ржавление заметно невооруженным взглядом. Нередко питтинги сливаются в единое образование. При этом разрушение материала происходит не вглубь, а в ширину, из-за чего возникают большие по площади дефекты.
Причины появления
Основными причинами появления питтинговой коррозии являются нарушение технологии производства и механическое воздействие на материал. В результате нарушения технологии отливки в металле появляются разнообразные микровключения, которые нарушают его структуру. Наиболее распространенным включением можно назвать прокатную окалину.
Из-за механического воздействия очень часто на поверхности изделий начинает развиваться питтинговая коррозия. Причины этого кроются в разрушении верхней защитной пленки, нарушении внутренней структуры, выходе на поверхность границ зерен. Наиболее распространенным активизирующим процесс фактором можно назвать динамическое воздействие, что ведет к появлению микротрещин.
Питтинговая коррозия металлов развивается быстрее на шероховатых поверхностях, а также под воздействием агрессивных сред – морской воды, кислотных растворов.
Методы защиты металла от питтинговой коррозии
Для защиты металлических изделий от питтинговой коррозии используют три основных способа:
- Ликвидация замкнутых систем при помощи растворов щелочных соединений, сульфатов, хроматов.
- Введение в состав материала компонентов с высокой сопротивляемостью точечному ржавлению – молибдена, хрома, кремния.
- Использование катодной и анодной технологии создания защитного слоя.
Все представленные методы защиты металлов от коррозии применимы лишь на производстве, ибо требуют высокотехнологичного оборудования и больших капиталовложений. В быту же полностью исключить риск появления питтингов невозможно. Удается лишь ослабить влияние негативно действующих факторов посредством:
- нанесения антикоррозионных покрытий;
- улучшения условий эксплуатации изделий;
- снижения уровня кислотности среды, с которой соприкасается материал.
Но самым действенным и доступным методом является тщательная полировка: уменьшая шероховатость поверхности, вы одновременно повышаете ее антикоррозионную стойкость. Но для лучшего эффекта лучше использовать все методы защиты металлов от коррозии одновременно.