Поверхностная закалка стали
Что такое поверхностная закалка стали? Для чего применяется поверхностная закалка?
Искусство термической обработки металлов известно человечеству давно. Им мастера, занимавшиеся изготовлением инструментов, а в особенности оружия, овладевали самостоятельно, либо обучались долгие годы у других специалистов, более опытных.
Секреты хранились в тайне, что, конечно, снижало скорость распространений технологий, но повышало конкурентоспособность конкретного производителя продукции специфического назначения. Одним из приемов средневековых оружейников была поверхностная закалка, придающая режущим кромкам и остриям мечей и сабель особую твердость в сочетании с гибкостью клинка.
Сегодня такими свойствами уже никого не удивить, технологии стали массовыми и получили всеобщее распространение.
Для чего все это знать обычному человеку?
Эта статья специалистам по термической металлообработке покажется, скорее всего, набором банальностей и всем известных фактов. К тому же они, возможно, найдут и некоторые неточности в терминологии.
Представляемая информация предназначена не для них, она адресуется людям, далеким от металлургии, дилетантам, интересующимся, чем отличается по прочности от хорошего лезвия обычный столовый или складной нож, поверхностная закалка от объемной и тому подобными вопросами. Покупая тот или иной нужный в хозяйстве предмет, потребитель сталкивается с существенной ценовой разницей.
Продавец не всегда может квалифицированно и понятно объяснить, почему один инструмент (гаечный ключ, например) стоит намного дороже другого при общей внешней схожести. Он, скорее всего, попытается «запудрить мозги» малопонятными для обычного обывателя понятиями и терминами.В переводе на обычный язык эти пояснения будут означать, что разводной ключ не сломается или прослужит дольше, а заточка будет требоваться намного реже (если клиент желает приобрести нож). «Поверхностная закалка!» — загадочно укажет причину продавец, закатив от воображаемого восторга глаза. Что же это такое?
Противоположные свойства в одном изделии
Как ясно из словосочетания, термической обработке в этом случае подвергается только внешний тонкий слой изделия. О том, что сталь требует закалки, смутно догадываются все, даже те, кто вообще не знает, что это такое. Именно этим она отличается от обычной «железяки», мягкой и ломкой.
Но почему таким почетом пользуется именно поверхностная? Закалка применяется для изменения свойств металла, а не ради какого-то улучшения, как это декларируется очень часто. Качество, полезное в одних случаях, становится вредным в других.
Напильник тверд, потому им легко обрабатывать железо, алюминий или бронзу, но если его попробовать изогнуть или ударить по нему молотком, то он треснет. Это же касается ножовочного полотна, часто ломающегося при неправильном угле распила. Для того чтобы придать твердость в сочетании с гибкостью или пластичностью, применяется поверхностная закалка.
После нее свойства изделия могут сочетать в себе качества, иногда противоположные, характерные для разных кристаллических структур. Теперь нужно углубиться в некоторые материаловедческие подробности.
Простейшие представления о полиморфности металлов
Один и тот же металл может, в зависимости от формы кристаллической решетки, обладать различными физическими свойствами (твердостью, вязкостью, тягучестью, гибкостью, упругостью и т. д.) Эта способность менять механические параметры носит название полиморфности.
Очень давно, изготовляя примитивные образцы оружия, люди заметили, что тот или иной меч или тесак получился удачнее, он дольше сохраняет остроту и при этом не ломается. Разумеется, наши пращуры не были знакомы с молекулярными структурами металла, до всего они доходили интуитивно и эмпирически.
Так, опытным путем они открыли, что если нагреть острие, то от оттенков свечения зависит его температура. При быстром охлаждении в металле что-то меняется, он становится либо тверже, либо приобретает гибкость. Если его повторно нагреть, он снова становится таким, как был, а иногда и хуже.
К тому времени сформировались вполне конкретные представления о том, каким должен быть, например, идеальный охотничий нож.Поверхностная закалка тоже применялась уже тогда, но чаще использовалась так называемая местная, то есть такая, при которой твердым было острие, гибким — середина лезвия, а часть клинка, примыкающая к рукояти – пластичной (пусть лучше немного согнется, но не ломается).
Что происходит внутри
Не вдаваясь в особые подробности, следует отметить, что структура закаленной стали бывает трех основных видов: мартенситной, трооститной и сорбитной. От соотношения этих кристаллических образований и зависят механические характеристики.
В данном случае неважно, какое из них и каким образом влияет на твердость. Результат зависит от того, насколько прогрет металл и как быстро он охлажден.
Таким образом, поверхностная закалка может возникать при повышении температуры верхнего слоя и последующим охлаждением либо в результате отдачи тепла внешней среде (жидкости, чаще всего маслу, воде и рассолу, воздуху или другим агентам), либо за счет частичного ухода его внутрь изделия.
При этом полиморфные превращения происходят послойно, в зависимости от степени достижения критической температуры, влияющей на формирование новой кристаллической структуры.
В итоге происходит изменение по следующим зонам:
— Верхняя, подвергшаяся упрочнению.
— Промежуточная, закаленная частично. Ее еще называют зоной термического влияния.
— Область пониженной твердости.
— Внутренняя часть, не подвергшаяся изменениям.
Методы поверхностной закалки
Создать верхний слой, обладающий повышенной твердостью, можно несколькими способами. Железнодорожные вагонные рессорные пружины просто обстреливаются мелкими металлическими шариками (дробью), создающими уплотнение поверхности, при этом внутренний объем металла остается достаточно пластичным, чтобы выдерживать длительные механические нагрузки.
Наиболее древним считается способ быстрого нагрева предмета на открытом огне, сопровождающегося обрызгиванием или струйным обтеканием. Именно по такой технологии изготовляется традиционный восточный кривой нож (керамбит). Поверхностная закалка может производиться и посредством интенсивного охлаждения. Известны также газово-плазменный, индукционный, лазерный и другие способы.
На некоторых из них стоит остановиться подробнее.
ТВЧ
В середине 30-х годов советский ученый В. П. Вологдин изобрел метод придания заданно-неравномерной молекулярной структуры крупным деталям с помощью токов высокой частоты. Машиностроение развивалось стремительно, промышленности требовались технологии, обеспечивающие массовое производство без ущерба для качества.
Поверхностная закалка ТВЧ основана на явлении индукции. Особенность метода заключается в зависимости толщины прогреваемого слоя от частоты и величины тока в излучающей рамке. При этом результат с высокой степенью вероятности прогнозируем, следовательно, контроль качества существенно упрощается.
К тому же метод применим для обработки габаритных изделий и узлов, наподобие коленвалов и других крупных предметов, которые можно перемещать по индуктору, последовательно подвергая воздействию всю длину. По этой технологии трудно подобрать параметры, чтобы обработать небольшие и плоские предметы, например, нож.Поверхностная закалка токами высокой частоты применима к изделиям относительно объемным, прочность и износостойкость которых зависит от механических свойств верхнего слоя.
Особенности применения метода ТВЧ
Метод разрабатывался в условиях быстрого развития машиностроительной отрасли, главной для оборонного потенциала СССР, что нашло проявление в специфике его применения.
Самые важные детали тракторов, танков, автомобилей или самолетов имеют размеры, не позволяющие помещать их в рамку компактного индуктора, изготовлять оборудование для каждой из них было слишком дорого, а если его делать в расчете на наибольшие габариты, то затраты энергии становились огромными.
Однако индукционная поверхностная закалка применяется для любых изделий, от относительно небольших до огромных. Например, шестерни подвергаются воздействию ТВЧ последовательно, проворачиваясь «зуб за зубом».
Непрерывно-последовательно прогреваются элементы коленчатых и карданных валов, перемещаясь внутри неподвижной рамки индуктора, при этом охладитель (спрейер) включен в технологический процесс сразу же после него. В оконечном узле установки производится немедленное орошение обрабатываемой детали брызгами воды (отсюда и название, созвучное со «спрей»).
Ну а изделия с небольшой поверхностью закалки помещаются в индуктор целиком и охлаждаются так же.
Лазер
Это устройство, в наше время используемое достаточно широко в самых разных областях человеческой деятельности, нашло применение и в металлообработке.
Метод не требует последующего охлаждения, поскольку воздействие луча кратковременно и влияет оно на самый верхний слой металла, вызывая желательные изменения кристаллической структуры.
«Лазерная заточка» действительно обеспечивает длительно отсутствие потребности острить режущий инструмент (в основном для них и применяется), если при изготовлении его действительно применен этот метод.
Однако следует учитывать, что в наш контрафактный век надпись на изделии не всегда соответствует истине. Иногда таким клеймом украшен и продающийся на уличном ларьке какой-нибудь дешевый нож-«бабочка». Поверхностная закалка лучом лазера – технология недешевая, она доступна лишь ведущим производителям инструмента.
Холод
Физической основой метода стало открытие явления повышения твердости стали в результате перехода аустенитной структуры в мартенситную при глубоком замораживании. Производится такая поверхностная закалка по методу, разработанному А. П. Гуляевым, Н.
А. Минкевичем и С. С. Штенбергом в СССР. Применим он для углеродистой (содержащей свыше 0.5 процента С) и легированной стали специального назначения, например, произведенной для изготовления скоростных резцов и других особых инструментальных изделий.
Электронагрев
В общем и целом он построен на таком же принципе, как и индукционная закалка, с той лишь разницей, что нагрев производится резистивно, за счет проходящего тока больших значений и сопротивления детали.
Частота подводимого напряжения точно так же влияет на глубину прогреваемого слоя, и чем она выше, тем он тоньше. Поверхность повышенной твердости может составлять от долей миллиметра до нескольких его единиц. Это зависит от требований, предъявляемых к изделию и его размеров.
По сравнению с ТВЧ у электрорезистивного метода более широкий диапазон токов, температур и глубин слоев. С помощью его может изготовляться, например, столь массовый и требующий особого качества предмет, как солдатский штык-нож.Поверхностная закалка электронагревом требует технологически выверенного режима охлаждения в масле, воде или других теплопринимающих агентах.
Выводы
Итак, основной задачей поверхностной закалки является такое распределение кристаллической структуры внутри изделия, при котором внутри него остаются разновидности сорбита или троостита, а снаружи образуется слой мартенсита. Добиться этого можно нескольким методами, от простейших и древнейших до самых технологичных и современных.
В любом случае качественная закалка стали требует высокой квалификации и точности соблюдения производственных регламентов. Изделие, изготовленное по всем правилам, дешевым быть не может. По этой причине стоит дорого и хороший кухонный нож, и керамбит.
Поверхностная закалка лучом лазера наиболее распространена как раз для режущих инструментов.
Поверхностная закалка ТВЧ
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок.
Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения.
Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.
Закалка ТВЧ
Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С.
Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими.
Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку.
Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита.После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить.
Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка.
Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко.Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали.Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ.
Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием.
Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева.
Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно.
Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя.
В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды закалки металла

По способу охлаждения различают следующие виды закалки.
Закалка в одной среде
Такая закалка проще по выполнению, но не для любой стали и не для любых изделий ее можно применять.
Быстрое охлаждение в большом интервале температур изделий переменного сечения способствует возникновению температурной неравномерности и больших внутренних напряжений, называемыхтермическими.
Помимо термических напряжений, при превращении аустенита в мартенсит создаются дополнительно так называемыеструктурные напряжения, связанные с тем, что превращение аустенита в мартенсит происходит с увеличением объема.
Если деталь сложной формы или переменного сечения, то увеличение объема проходит неравномерно и вызывает возникновение внутренних напряжений.
Наличие больших напряжений может вызвать коробление изделия, поводку, а иногда и растрескивание, если величина внутренних напряжений превзойдет предел прочности.
Чем больше углерода, тем больше объемные изменения и структурные напряжения, тем больше опасность возникновения трещин.
Сталь с содержанием углерода более 0,8% закаливают в одной среде, если изделия простой формы (шарики, ролики и т.д.). В противном случае предпочитают закалку либо в двух средах, либо по способу ступенчатой закалки.
Закалка в двух средах
Этот способ нашел широкое применение для закалки инструмента из высокоуглеродистой стали.
Состоит он в следующем:
деталь вначале замачивают в воде и охлаждают до температур 500—550°,
затем быстро переносят в масло, где оставляют до полного охлаждения.
Ступенчатая закалка
При этом способе деталь быстро охлаждается погружением в соляную ванну с температурой 300—250°. Выдержка при этой температуре в течение 1,5—2 мин. должна обеспечить выравнивание температур по всему сечению изделия, устраняя тем самым термические внутренние напряжения. Последующее охлаждение производят на воздухе.
В качестве охлаждающей средыиспользуют расплавленные соли, селитры, легкоплавкие металлы.
Ступенчатая закалкауменьшает внутренние напряжения, коробление и возможность растрескивания деталей.
Недостатки ступенчатой закалки
Недостаток этого вида закалки в том, что охлаждение в горячих средах не может обеспечить большую скорость охлаждения в интервале 400—600°.
В связи с этим ступенчатую закалку для углеродистой стали можно применять для изделий небольшого сечения (диаметр до 10 мм,например, сверла).
Для легированных сталей, имеющих небольшие значения критической скорости закалки, ступенчатая закалка применима к изделиям большего сечения.
Закалка с подстуживанием
При таком способе деталь вынимают из печи и перед погружением в охлаждающую жидкость некоторое время выдерживают на воздухе. Время выдержки на воздухе должно быть таким, чтобы не произошел
распад на структуру перлита или сорбита. Это время определяется практикой закалки.
Подстуживание уменьшает внутренние напряжения и коробление и применяется для тонких и длинных деталей.
Поверхностная закалка стали
От некоторых деталей в эксплуатации требуется высокая поверхностная твердость при сохранении достаточно вязкой сердцевины, например зуб шестерни, шейка коленчатого вала и др.
В этом случае сталь сознательно закаливают на небольшую глубину. Существует несколько методов поверхностной закалки стали.
Поверхностная закалка при нагреве ацетилено-кислородным пламенем
Нагрев изделия производится ацетилено-кислородным пламенем. Пламенная горелка (рис. 67), движущаяся вдоль изделия с определенной скоростью, нагревает его поверхность.
Вслед за горелкой с той же скоростью движется трубка, подающая воду, с помощью которой производится охлаждение изделия.
Глубина прогрева и температура нагрева регулируются скоростью перемещения горелки и расстоянием горелки от изделия.
Поверхностная закалка токами высокой частоты
Нагрев изделий токами высокой частоты вызывает разогрев поверхностного слоя изделия.
Это объясняется тем, что токи высокой частоты распространяются с неравномернойплотностью по сечению. Чем больше частота тока, тем на меньшую глубину изделия токи проникают.
Благодаря этому возникает большая плотность тока у поверхности изделия, вызывающая весьма быстрый разогрев поверхностных слоев металла.
Этот метод имеет ряд преимуществ:высокую производительность, достаточную легкость регулирования глубины закаленного слоя, получение большей твердости, чем при обычных методах закалки, отсутствие окалины и коробления.
Применяемый для этой цели электрический ток получают от специальных генераторов, дающих переменный ток с частотой до 10 млн. гц(т.е. перемен направления тока в секунду). Ток городской сети имеет частоту 50гц.
Нагрев изделия осуществляетсяиндуктором, по которому проходят токи высокой частоты и большой силы.
Индуктор наводит (индуктирует) токи в изделии, помещенном внутри него (рис. 68).
Индуктор изготовляют из полых медных трубок, внутри которых циркулирует охлаждающая вода, поэтому он сам не разогревается за тот короткий промежуток времени, за который деталь успевает нагреться до необходимой температуры.
Форма индуктора должна точно повторить форму изделия, только тогда изделие закалится да одну и ту же глубину по всему сечению. Затруднения бывают при сложной форме детали, что ограничивает применение этого метода.
Охлаждение нагретой деталиосуществляется чаще всего либо дополнительным дождевым устройством, либо водой, циркулирующей внутри индуктора.
В связи с тем что новый тип детали требует изготовления нового индуктора, этот метод целесообразно применять при наличии однотипных деталей в массовом или крупносерийном производстве.Поверхностная закалка стали
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок.
Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения.
Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла.
Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.
Закалка ТВЧ
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости.
Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают.
При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью.
Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку.
Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита.Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации.
При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него.
Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали.
Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали.Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ.
Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости.
Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду.
Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры.
При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
5 Поверхностная закалка стали
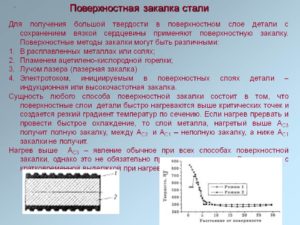
Дляполучения большой твёрдости в поверхностномслое детали с сохранением вязкойсердцевины, что обеспечивает износостойкостьи одновременно высокую динамическуюпрочность детали, применяют поверхностнуюзакалку.
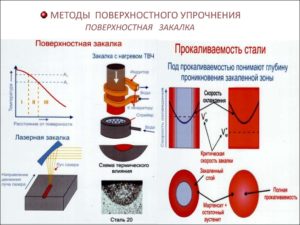
Известнонесколько способов быстрого нагреваповерхностного слоя (токами высокойчастоты, лазером, электронно-лучевой,газо-плазменный и др.). Наибольшееприменение нашёл индукционныйнагрев ТВЧ.
Поверхностнаязакалка заключается в быстром нагревеповерхностного слоя обрабатываемойдетали с последующим быстрым охлаждением.Быстрый нагрев создаёт резкий градиенттемператур: поверхность имеет температурувыше Ас3,а сердцевина – гораздо ниже.
Послебыстрого охлаждения поверхностные слоиполучают полную закалку, а сердцевиналибо неполную, либо совсем не закаливается.
ТВЧзакалка легко поддаётся автоматизации,позволяет осуществлять нагрев соскоростями, в сотни и тысячи разпревышающими скорости нагрева в печах;поверхность не успевает окислиться иобезуглеродиться.
Послеповерхностной закалки и низкого отпускаповерхность изделий имеет твёрдостьНRС54…58 при высокой вязкости. Применяетсядля обработки коленчатых валов, шестерён,валков холодной прокатки и др.
6 Химико-термическая обработка стали
Химико-термическаяобработка (ХТО) – это технологическийпроцесс насыщения поверхностного слояизделия каким-либо элементом путёмдиффузии его из внешней среды.
Механизмнасыщения металла представляет собой:а) адсорбцию атомов, подводимых к изделию;б) растворение адсорбированных атомовв металле; в) диффузию растворённоговещества в глубь изделия.
ХТОпроводят при высоких температурах,когда скорость диффузии высока. Врезультате происходит поверхностноеупрочнение металла, повышение коррозионнойстойкости.Кнаиболее распространённым методам ХТОотносятся: цементация, азотирование,цианирование, нитроцементация,диффузионная металлизация.
Цементация
Этонасыщение поверхностного слоя сталиуглеродом.
Различаютцементацию твёрдыми углеродсодержащимисмесями (карбюризаторами) и газовую.
Цементациютвёрдым карбюризаторомпроводят при 900-950˚Св металлическом ящике, наполненномкарбюризатором (древесным углем сдобавлением BaCO3,Na2CO3,K2CO3).Ящик закрывают крышкой и обмазываютглиной для герметизации. Время процесса8-14 часов.
ВаСО3= ВаО + СО2
СО2+ С → 2СО → С + СО2
уголь атомарный
углерод
Газоваяцементацияосуществляется в закрытых камерныхпечах, заполненных газовой смесью (СО,СН4,С3Н8и др.), при 930-950˚Св течение 6-12 часов. Процесс идёт быстрее.Механизм такой же:
2СО→ СО2+ С (атомарный)
СН4→ 4Н + С (атомарный)
Цементированныеизделия приобретают окончательныесвойства после ТО: закалки и низкогоотпуска.
Цементируютистирающиеся детали машин, от которыхещё требуется высокий предел выносливостипри изгибе и кручении: зубчатые колёса,распределительные валы двигателейвнутреннего сгорания.
Азотирование
Этопроцесс насыщения поверхности изделияазотом.
NH3N+ 3H
(атомарный)
Наибольшийэффект получают при образовании наповерхности специальных термическистойких и твёрдых карбонитридов Fe(CN)и нитридов MoN,CrN,AlN,позволяющих одновременно повыситькоррозионную стойкость, твёрдость иизносостойкость стали при комнатной иповышенных температурах.
Цианированиеи нитроцементация стали
Процессодновременного диффузионного насыщенияповерхности стали углеродом и азотомв расплаве солей цианистоводороднойкислоты (NaCN, KCN)называется цианированием,а в газовой среде (СО, СН4,NH3)– нитроцементацией.
Врезультате обработки увеличиваютсятвёрдость и износостойкость поверхностиизделия при сохранении вязкой сердцевины.Обычно нитроцементации подвергаютдетали сложной конфигурации, склонныек короблению.
Диффузионнаяметаллизация
Процессповерхностного насыщения стали различнымиметаллами называют диффузионнойметаллизацией,а если насыщают и неметаллическимиэлементами, то поверхностнымлегированием.Взависимости от насыщающего элементаразличают хромирование(Cr),алитирование (Al),силицирование (Si),борирование (В)и др. Применяют также комплексноенасыщение несколькими элементами сразу(например, бороалитирование).
7Общая классификация сталей
Всевиды сталей можно классифицировать последующим признакам.
Похимическому составу:
а)Углеродистые стали.
Углеродистымисталями называются сплавы на. основежелеза, содержащие менее 2,14% С инекоторое количество постоянных примесей(Si, Mn,S, P).
Посодержанию углерода углеродистые сталиподразделяют на низкоуглеродистые(менее 0,З% С ),среднеуглеродистые( 0,3 — 0,7% С), высокоуглеродистые(более 0,7% С).
б)Легированные стали.
Легированнымисталями называются сплавы на основежелеза, содержащие, кроме углерода,специально вводимые химические элементы( Сr,Ni,Тi, W, Si, Mn и др ).
Посуммарному содержанию легирующихэлементов легированные сталиподразделяют на низколегированные(менее 5%), среднелегированные(5-10%),высоколегированные(более10% ).