Правка листового металла на вальцах
Оборудование для правки металла

страница » Металлообработка » Правка металла
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
В технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции.
Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок.
На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Виды
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.Наиболее распространена на прессах правка листовых и полосовых заготовок, пруткового и трубного проката.
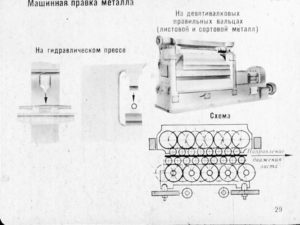
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа.
В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу.
В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.
Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.
Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Подача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям.
На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.
30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Вальцы гидравлические STALEXHER-2070×4.5. Фото Сталекс
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки.
Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler.
Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
Лп 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки.
Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки.Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.
Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.
Правка листового металла на вальцах

Ручная правка листового металла. 4.36/5 (87.27%) проало 11
Листовой и сортовой металл обычно правят на правильных плитах ударами кувалды.
Размеры плит бывают 1,5 X 1,5 м; 2,0 X 2,0 м; 1,5 X 3,0 м. Как правило, правильные плиты отливаются из серого чугуна ребристы ми или сплошными массивными. Рабочая поверхность плиты должна быть ровной. Иногда такими плитами выстилают всю площадь правильного помещения.
Плиты устанавливаются на деревянные брусья, с высотой рабочей поверхности от пола 400—650 мм. Основными инструментами для правки на плите являются молотки и кувалды.
Правильная рукоятка молотка. Вес молотка. Вес кувалды.
Рабочая поверхность или боек этих молотков и кувалд бывает плоской или слегка выпуклой формы, в зависимости от места и характера требуемого удара.
Обычно они изготовляются с различными поверхностями на концах — двуличными, а также с удлиненным и узким бойком. Вес ручных молотков — ручников колеблется от 3/4 до 1 ½ — 2 кг. Вес кувалд колеблется от 5 до 15 кг.
Рукоятки для молотков и кувалд изготовляются из крепкого, твердого дерева — вяза, кизила, рябины, березы и др., а в гнезде закрепляются железным клином.
Длина рукоятки молотка.
В зависимости от веса молотка или кувалды рукоятке придают соответствующую длину (табл. 1).
Таблица 1. Длина рукоятки молотка в зависимости от веса.
| Вес молотка или кувалды в кг | Длина рукоятки в мм | Вес молотка или кувалды в кг | Длина рукоятки в кг |
| 0,25 | 250 | 4 | 700 |
| 0,3 – 0,4 | 300 | 4,5 | 750 |
| 0,5 – 1,0 | 360 | 5 – 6 | 800 |
| 1,25 – 2,0 | 425 | 7 – 8 | 850 |
| 2,5 – 3,0 | 475 | 9 | 900 |
| 3 – 3,25 | 550 | 10 | 1000 |
| 3,5 | 650 |
Форма молотков и кувалд.
Формы молотков и кувалд показаны на рис. 1.
Рис. 1. Молоток и кувалда.
Рис. 2. Гладилки.
Гладилки, употребляемые при правке, имеют различную форму; образцы их показаны на рис. 2. Некоторые гладилки (2, а и д) вставляются своими хвостовиками в отверстия специальной ручки, остальные же (2, б, в и г) насаживаются на деревянные рукоятки наподобие молотков.
Для различных профилей металла употребляются гладилки различных форм.
Технология правки металла.
Дать точные указания, как производить правку, нельзя. Навыки правки приобретаются опытом. Можно только отметить некоторые основные приемы правки. Основным приемом при ручной правке металла является удар молотка или кувалды по металлу. Для правки металла пользуются преимущественно так называемым плечевым ударом, т. е.
таким ударом, в нанесении которого работают все сочленения руки: плечевое, локтевое и кистевое. Это обеспечивает удару необходимую силу. Сила удара зависит от веса молотка и, главным образом, от скорости нанесения удара. Скорость же эта зависит от величины размаха и от усилия, которое прилагается для движения молотка вниз.
Высокая производительность с наименьшим утомлением организма достигается определенным ритмом в работе, т. е.
за определенное время нужно совершать определенное количество рабочих движений, используя все средства для устранения излишних усилий, например, использовать силу отдачи молотка от металла при подъеме его вверх для нанесения следующего удара.
Не менее важно умение правильно выбрать место для нанесения ударов, обеспечивающих выпрямление металла. Встречается искривление листов в виде одного или нескольких выпучиваний по середине листа между натянутыми краями его или натянутая середина листа с волнистыми краями.
Рис. 3. Лист металла с выпучиной в середине (а) и у кромки (6).
Цифры показывают последовательность ударов молотка.
Выпучивание указывает, что в этом месте площадь поверхности металла больше, чем площадь, на которой образовалось выпучивание. Чтобы расправить такое выпучивание нужно удары молотка направлять не по нему, а по металлу вокруг него и в такой последовательности, чтобы постепенно раздать натянутые места (рис. 3, а).
Если же наносить удары по выпучиванию, то металл под их влиянием будет раздаваться, и выпучивание увеличится. При нескольких выпучиваниях на поверхности листа удары наносят по металлу в перешейках между ними, сводя все выпучивания в одно общее, а за тем ударами растягивают натянутую поверхность металла. При волнистом крае листа (рис.
3, б) удары наносят по натянутой части металла, металл растягивается, и волнистость исчезает.
Поверхность выправленного листа проверяют металлической линейкой, которую ребром прикладывают к листу в различных направлениях. Зазор между листом и линейкой замеряется щупом.
Способ правки металла. Осаживание металла.
Сортовой металл правят обычно осаживанием (посадкой) и гибкой и только в редких случаях применяют раздачу (растягивание) металла.
Его правят вручную на плите или на особых наковальнях с вырезами (рис. 4). На борты выреза наковальни укладывают металл стороной, противоположной той, по которой будут наносить удары.
Рис. 4. Наковальня для ручной правки фасонного металла:
1 — выправляемый металл; 2 — наковальня с вырезами.
Сортовой металл с искривлением по винтовой линии правят в холодном состоянии скручиванием в обратную сторону рычажными приспособлениями (вилками). При значительном искривлении профили правят в горячем состоянии
Инструмент для правки металла.Винтовой бугель.
При правке сортового металла применяют различные приспособления.
Одним из видов такого приспособления является винтовой бугель (рис. 5). Процесс правки состоит в том, что в корпус бугеля устанавливается изогнутый профиль, нажимом винта на уголок со стороны выпуклости его выправляют. Правка сортового металла винтовым бугелем протекает медленно.
Рис. 5. Винтовой бугель:
1 — винт с ленточной резьбой; 2 — корпус бугеля; 3 — выправляемый металл (уголок).
При правке особенно внимательно надо относиться к нержавеющим сталям типа 18—8. Вследствие склонности к межкристаллитной коррозии править листы из этой стали ударами по ним стальной кувалдой запрещается.
При правке необходимо пользоваться или медными кувалдами, или применять медные гладилки, или медные подкладные листы. Плиты перед правкой на них нержавеющих листов тщательно очищаются.
Местный подогрев газовой горелкой не разрешается.
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Правка металла
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.
Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Когда и зачем проводят правку металла

Правка металла — это процесс устранения неровностей на поверхности материала. Операция применяется как к заготовкам, так и к готовым деталям. Основные причины: несоответствие формы изделия заданным параметрам, в результате выпуклости, искривления или коробления. Правка материала возможна в домашних условиях.
Правка листового металла
Правка листового металла относится к наиболее простым операциям. Проводится для искривления тонкого материала. Для этого лист укладывается на плиту или наковальню. Величина кривизны определяется зазором между металлом и чугунной плитой.
Молотком наносятся удары по выпуклой части поверхности. Чтобы материал не прогнулся в обратную сторону, лист постоянно переворачивается. По мере уменьшения кривизны, сила ударов уменьшается.
При наличии нескольких неровностей, сначала устраняются боковые дефекты, а затем центральная кривизна.
Зачем нужна правка
Изготавливаемый металлургическими методами прокат используется как исходный материал для горячей или холодной штамповки. Поэтому изделия должны отвечать всем нормативам ГОСТ:
- листы и полосы проверяются на неплоскостность;
- круглые прутки на допустимую величину изгиба;
- квадратные прутки на степень величины выпучивания или вогнутости металла.
Важно знать, когда нужно устранить искажение формы заготовки. В случае присутствия такого брака существует риск поломки штамповочного оборудования. Искривленная заготовка, попадая в плоскость штампа, формируется пуансоном и матрицей.
Кроме того, правка изделий нужна в следующих случаях:
- при разрезании листового металла на гильотинных ножницах;
- при выталкивании готовой детали из полости матрицы;
- после усадки металла;
- после термической обработки.
Разновидности правки металла
Существуют такие виды правки металла:
В первом случае работа проводится в домашних условиях. Механическая правка может проводиться как с нагретой деталью, так и в холодном состоянии. Часто штамп для горячей штамповки состоит из нескольких ручьев. Последний из них используется для выравнивания детали после ее формирования в предыдущих ручьях. Во время смыкания 2 половинок штампа идет доводка готового изделия
В листовой штамповке, кроме предварительного выравнивания металлического листа, необходима правка после некоторых операций:
- При гибке и вытяжке не всегда формируется правильный радиус сгиба и величина закруглений. В этом случае штамп опускается в крайнее нижнее положение. Происходит устранение всех остаточных напряжений и деталь приобретает нужные параметры.
- При большой толщине листа, для правки изготавливаются отдельные штампы. На рабочих частях инструмента наносится сетка мелких зубчиков. Выравнивание происходит в момент смыкания обоих половинок штампа.
Оборудование для правки
Правка изделий из металла в производственных условиях проводится на станках. Для этого используется следующее оборудование:
- Правильные вальцы. В качестве инструмента устанавливаются валы, между которыми пропускается металл. Давление рассчитывается так, чтобы его хватало на исправление дефекта, но не превышало пластичности материала. Часто оборудование автоматизировано, поэтому обладает высокой производительностью. Валки бывают разной формы, поэтому между ними пропускается не только листовой металл, но и прутки.
- Пресса. Они требуют установки штампов. Часто правка, которая еще называется чеканка, совмещается с другими операциями в одном штампе.
Работа с листовым металлом,обзор оборудования
В случае ручной правки применяется такой инструмент:
- Чугунные плиты. Характеризуются большим весом.
- Рихтовальные бабки. Применяются для работы с твердым материалом.
- Молотки. В зависимости от обрабатываемого металла бывают разной конфигурации.
- Кувалды. Те же молотки, только большого веса. Используются, если силы удара молотка для деформирования оказывается недостаточно.
- Киянки — деревянный молоток.
- Гладилки. Они изготавливаются из дерева и предназначены для выравнивания металла.
Киянка для правки металла
Как выправить металл
Правка листового металла может проводиться в домашних условиях. Способы правки бывают следующие:
- Выпуклость. Такой дефект устраняется ударами молотка по окружности, начиная с самого края. По спиралевидной траектории идет передвижение к центру. Постепенно сила ударов снижается, а их частота возрастает. Если выпуклостей несколько, то они объединяются ударами молотка в промежуточную часть, между дефектами.
- Волнообразность. Устраняется по той же технологии. Работа ведется от краев листа к центру. В итоге дефект устраняется за счет растяжения металла.
Изгиб полосового металла убирается путем нанесения ударов по выпуклой части. Потом заготовка переворачивается. Если выпуклость перешла на другую сторону, она так же устраняется.
Сложность заключается в выправке закаленных деталей с фасонными поверхностями. Здесь используется рихтовальная бабка. На нее укладывается заготовка, а удары наносятся по вогнутой части поверхности. При этом происходит растяжение материала, и он выравнивается. В качестве бойков используется закаленный металл округлой формы.
Если нужно выправить закаленный уголок на 90°, то в случае острого угла, удары наносятся по внутренней стороне уголка, а тупого — по наружной.
Металлические пруты квадратного сечения подвергаются правке так же, как и полоса. Заготовка с квадратным или круглым сечением укладываются на плиту, и удары наносятся на выступающую поверхность. По мере рихтовки пруток переворачивается.Растянутый металл (Уроки pdr) АвтоЮвелир — удаление вмятин.
Правка металла в условиях промышленного производства проводится на специализированном оборудовании, которое предназначено для этих целей.
В домашних условиях, это делается своими руками с применением молотка и массивной плиты.
Когда и зачем проводят правку металла Ссылка на основную публикацию
Вальцовка листового металла: описание процесса и необходимое оборудование
Вальцовка — процесс гибки металла под давлением, в результате которого изделие приобретает цилиндрическую форму. Эту технологию используют на протяжении многих столетий, и за время своего существования она значительно усовершенствовалась. Появились новые инструменты, облегчающие процесс деформации твёрдых материалов.
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс. Важно, чтобы материал был в необходимой мере пластичным.
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Характеристика процесса вальцевания
Принципиальная особенность вальцовки листового металла состоит в том, что процесс деформирования происходит по всей контактной поверхности. Это немного снижает производительность, но повышает стойкость прокатных рабочих валиков. К преимуществам вальцовки металла можно отнести:
- Снижение эксплуатационных расходов на оснастку и оборудование.
- Увеличение эксплуатационного срока инструментов и станков.
- Эффективное использование в условиях единичного и мелкосерийного производства.
- Снижение потерь от брака.
- Низкую стоимость вальцовочной машины в сравнении с гидравлическим или механическим прессом. Затраты на ее приобретение окупаются в течение полугода активного использования.
В процессе выполнения вальцовки оператор может изменять скорость деформирования металла. При других формовочных операциях штамповки это не всегда возможно.
Вальцовку листа металла можно выполнять в нескольких вариантах:
- в поперечном направлении подачи заготовки;
- в продольном направлении;
- при винтовой подаче.
Первый вариант используется для получения коротких труб, второй — длинных.
Процесс листовой вальцовки характеризуется следующими особенностями:
- Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.
- При выполнении операции скорость вальцовки не влияет на энергетические затраты, напротив, при увеличении показателя рабочее усилие процесса снижается.
- Трение между валками напрямую зависит от поверхности. Снижение шероховатости приводит к снижению трения. Поэтому при постоянной эксплуатации вальцовочных машин необходимо периодически шлифовать поверхность оснастки.
При вальцовке стального изделия до 6 мм толщиной исходный металл обрабатывается в холодном состоянии. Если работают с деталями из толстолистового материала, применяют предварительный подогрев. Вальцовочную машину в таких случаях устанавливают возле печей с безокислительной нагревательной системой. Благодаря этому процесс образования поверхностной окалины снижается.
Если производят деформацию горячекатаного листового проката, перед вальцеванием правят лист. Это оговаривается техническими требованиями ГОСТа.
Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Все станки в зависимости от количества валков делят на четырех-, трех- и двухвалковые. Трехвалковые бывают симметричными и асимметричными. У четырехвалковых станков имеется дополнительный вал, что упрощает процесс вальцевания. Все элементы надежно сцеплены между собой, что сводит к минимуму вероятность выскальзывания листового материала и увеличивает скорость обработки.
По типу используемого привода вальцы бывают:
- гидравлические;
- ручные;
- электрические.
Вальцы с ручным приводом очень простые по конструкции. Такое устройство не требует дополнительного питания для работы и имеет такие преимущества:
- надежность;
- компактность и мобильность;
- невысокая стоимость;
- простота обслуживания и эксплуатации.
К минусам оборудования этого типа можно отнести:
- невозможность использования при вальцевании изделия из металла более 2 мм толщиной;
- невысокая производительность;
- для гибки листовой заготовки понадобится приложить значительные физические усилия.
Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Вальцы, работающие от гидравлического привода, самые мощные. Устройство такого типа отличается большими габаритами. Как правило, такое оборудование устанавливают на промышленных предприятиях.
Составные части вальцов
Вальцовочное оборудование бывает двух типов:
- станки с нажимным валиком, чаще всего расположенным посередине;
- установки с инструментом, размещенным эксцентрично.
Первый тип применяют для вальцовки толстого металла. Второй вариант используется при деформировании заготовок не более 2,5 мм.
В рассматриваемом оборудовании существенным различием является взаимное расположение валков: симметричное либо асимметричное. Более универсальными являются асимметричные машины. Они используются не только для свертки цилиндров, но и для разнообразного оформления кромки.
На практике чаще применяется схема с тремя симметрично расположенными валками, так как при обслуживании она более технологична. Такого типа вальцовочный станок с внешним приводом имеет следующие узлы:
- электродвигатель;
- клиномерную передачу или редуктор;
- вал с размещенным на нем основным валком;
- боковые стойки с узлами из подшипников: в быстроходных вальцах используют подшипники качения, а для мощности оборудования — скольжения;
- два приводных нижних валка;
- станина с двумя опорными стойками;
- защитный кожух для приемки полуфабриката при работе станка;
- система управления вальцами.
Регулируются технологические параметры оборудования изменением величины зазора между валками. В ручных моделях это выполняется с помощью винтового или храпового механизма, в автоматических станках — программно.
Чтобы собрать станок для обработки листового металла, необходимо наличие определенных навыков, расходный материал и инструменты.
Первое, что понадобится — составить самостоятельно или найти в интернете чертеж. Далее можно приступить к подготовке материалов и к сборке конструктивных узлов, к которым относятся:
- рама вальцов;
- боковые стойки;
- стальные валки (их диаметр и количество зависит от того, какой мощности будет устройство);
- рукоятка, приводящая нижние валки в движение;
- приводной узел (зубчатый или цепной), который обеспечивает синхронное вращение нижних валков;
- нажимной узел пружинного типа.
Начинают сборку вальцов с изготовления рамы. Ее можно сварить из толстых стальных заготовок согласно размерам, указанным в чертежах. Для боковых стоек подойдут мощные швеллеры из низкоуглеродистой стали, которые крепятся к раме при помощи сварки.
На одной из стоек фиксируются элементы приводного узла, для чего предусмотрены специальные отверстия. После монтирования боковых стоек в подшипниковые узлы устанавливаются валки. Их необходимо параллельно выставить и окончательно зафиксировать остальные узлы.
Вальцевание широко востребовано благодаря своим неоспоримым преимуществам. Так как это метод холодной деформации, в процессе обработки материал не подвержен действию высокой температуры. Такая особенность оставляет без изменений свойства материалов. Операция вальцевания дает возможность получить точную заготовку, полноценную деталь или декоративный элемент.
Определение термина «правка металла»
Правка металла — это операция, которая заключается в устранении дефектов деталей и заготовок: кривизны (выпуклости или вогнутости), неровностей (искривления, коробления и т. п.) и т. п. Она заключается в сжатии выпуклого слоя металла или расширении вогнутого и осуществляется действием давления на какую-либо часть заготовки или детали.
Способы и методика правки
Различают два основных метода правки любых металлов:
- вручную. Выполняется с помощью молотка на наковальнях, стальных правильных плитах и т. п.
- машинный. Производится на правильных машинах (прессах или вальцах).
Металл правят в холодном или нагретом состоянии. Выбор определяется величиной прогиба и его размером и материалом заготовки.
При правке металла большое значение имеет:
- правильность выбора места, по которому следует наносить удары;
- соизмерение силы удара с величиной кривизны металла. Её следует уменьшать по мере перехода от максимального изгиба к минимальному.
При большом изгибе полосы «на ребро» удары следует наносить носком молотка. Это приведёт к односторонней вытяжке (удлинению) места изгиба.
Полосы, представляющие собой «скрученный изгиб», правят по направлению раскручивания. Проверка осуществляется на начальной стадии «на глаз», а по окончании – на поверочной плите или лекальной линейкой.
Металлические прутки следует править на наковальне или плите от края к середине.
Задержимся на рассмотрении правки листового металла, т. к. это — самая сложная операция. Лист металла следует положить на плиту выпуклостью вверх. Удары молотком будем наносить от края листа в сторону деформированной его части.
Под действием направленных ударов ровная часть листа будет вытягиваться, а выпуклая — выправляться. При правке листов закаленного металла следует наносить частые, но несильные удары носком молотка по направлению от вогнутости к ее краям.
При этом верхние слои металла будут растягиваться, и дефект детали будет устранён.
Станок «GT-4-14».
Применяемое оборудование и инструмент
Для правки металла используется следующее оборудование:
- правильная плита;
- рихтовальные бабки.
В качестве инструмента используются молотки, имеющие круглые, радиусные или вставные из мягкого металла бойки. Тонкий листовой металл правят деревянным молотком (киянкой).
Правильная плита должна быть массивной. Поэтому, она может иметь размеры, мм: 400 х 400… 1500 х 3000. Устанавливается этот инструмент на деревянные или металлические опоры, обеспечивающие устойчивость и горизонтальность ее положения.
Для правки деталей, прошедших закалку, используют рихтовальные бабки, которые изготавливаются из стали с последующей закалкой. Бабки имеют рабочую поверхность сферической или цилиндрической формы, радиус которой 150…200 мм.
Станок «VPK PRO-14 KOMPAKT».
Популярные бренды и модели станков
Большой популярностью пользуются следующие модели:
- правильно-отрезной станок бренда «Промтехоснастка» модель «GT 4-14»;
- правильно-отрезной автомат бренда «Антарес» модель «ВПК ПРО-14 КОМПАКТ»;
- правильно-отрезной станок бренда «GROST» модель «SCM6-12C».
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.
Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.
Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.