Программа для развертки листового металла
AutoPOL7 — новый инструмент для конструирования и развертки деталей из листового металла
Виталий Кононов, Игорь Караулов
Возможности пакета программ АutoPOL7
Возможности развертки AutoPOL7
Расчет разверток и интерфейс пакета AutoPOL7
Генерация управляющих программ для станков с ЧПУ, возможность экспорта данных в формате DXF
AutoPOL7 как часть единой системы технологической подготовки производства
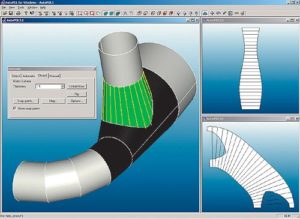
Программа фирмы FCC Software (Швеция) AutoPOL7 возникла на сапровском небосклоне в 1998 году и сразу же привлекла внимание специалистов своими широкими возможностями в области конструирования разверток и сравнительно невысокой для программ подобного класса ценой. Новое приложение AutoPOL7 компании FCC Software включает полную программу развертки конструируемых деталей из листового металла.
Имеется два различных варианта приложения AutoPOL7. Пакет программ AutoPOL7DT для Autodesk Месhanical Desktop позволяет в автоматизированном режиме создавать параметрические модели изделий. Вы можете также пользоваться приложением АutoPOL7 для AutoCAD 2000.
Новые расширенные возможности по развертке делают AutoPOL7 одним из самых совершенных профессиональных приложений AutoCAD для разработки конструкций из листового металла. AutoPOL7 разрабатывался много лет. В основу программы был положен богатый опыт инженеров фирмы FCC Software вместе с самой современной технологией программирования.
Использование компьютерных технологий при разработке этого пакета программ позволило создать продукт, который гарантирует получение моделей наивысшего качества и точности. Применение этого приложения позволит пользователям получить выигрыш от его внедрения за счет использования эффективного «бесшовного» интегрирования с AutoCAD и Mechanical Desktop.
Комбинация AutoPOL7 с Mechanical Desktop представляет собой самую современную компьютерную технологию для конструирования изделий из листового металла. Существует несколько признаков, отличающих AutoPOL7 от других аналогичных программ:
- расширенные возможности развертывания трехмерных конструкций;
- возможности перфорирования с предварительным просмотром;
- объектно-ориентированное редактирование моделей;
- библиотека заготовок изделий из листового металла.
Возможности пакета программ АutoPOL7
Программа AutoPOL7 обладает несколькими достоинствами, на которые, без сомнения, сразу обратят внимание специалисты. Самыми главными достоинствами являются легкость применения и эффективная процедура развертки.
AutoPOL7 имеет дружественный интерфейс, позволяющий осуществлять предварительный просмотр результатов работы в реальном масштабе времени с использованием возможностей объектно-ориентированного редактирования моделей.
Эта программа использует разработанные фирмой FCC Software самые современные средства компьютерного конструирования и самые лучшие на сегодняшний день алгоритмы развертки деталей из листового металла. AutoPOL7 дает возможность легко конструировать детали из листового металла и осуществлять их развертку, а также генерацию необходимой рабочей документации.
Поражает легкость и простота программы. Одной из основных задач при ее разработке было создание интуитивного интерфейса, который позволяет даже специалистам, не имеющим большого опыта работы с компьютером, без труда конструировать детали из листового металла с помощью АutoPOL7.Помимо этого программа располагает эффективными инструментами и алгоритмами, которые можно применять при создании деталей из листового металла. Из всех аналогичных программ для автоматизированного проектирования только AutoPOL7 располагает такими мощными средствами развертки.
AutoPOL7 обеспечивает развертку пространственных деталей сложных современных геометрий с тем же качеством, что и более дорогие аналогичные программы других фирм, но с более высокой точностью. При этом единственным ограничением является то, что разворачиваемые объекты должны иметь единую кривизну.
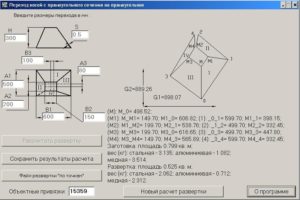
Еще одной важной особенностью AutoPOL7, заслуживающей упоминания, является наличие и возможность использования библиотеки стандартных геометрий, например соединительных труб, переходов от прямоугольников к окружностям и пр.
При использовании других программ развертки пользователям потребуется приобретать дополнительные модули с этими возможностями за отдельную плату, а в AutoPOL7 они уже входят в состав пакета программ. Кроме всего перечисленного, в программе реализованы следующие возможности и функции:
- функции развертывания, применяемые ко всем видам твердотельных моделей;
- работа с поверхностями, созданными в AutoCAD;
- работа с поверхностями, созданными в Mеchanical Desktop;
- работа с моделями, импортируемыми из других CAD-систем;
- возможность обновления плоских чертежей разверток при изменении параметров исходной пространственной модели;
- функция автоматической генерации коробчатых деталей;
- уникальный инструментарий для динамического конструирования;
- подпрограммы для перфорирования изделия (перфорация в плоскостях и на изогнутых участках) с предварительным просмотром в динамическом режиме: круглых отверстий, закругленных отверстий, прямоугольных отверстий, отверстий с различным профилем, выбираемых пользователем;
- объектно-ориентированное редактирование модели и рабочих чертежей;
- библиотека деталей из листового металла;
- создание очертаний деталей из листового металла посредством полилиний;
- удлинение краев листа металла;
- автоматическое скругление краев деталей из листового металла;
- функция сборки деталей из листового металла;
- подпрограмма обработки контуров изделия: возможность преобразования сплайнов, соединение полилиний, оптимизация кривых, простановка размеров с учетом координат;
- разделение на отдельные части чертежей больших размеров;
- расчет площадей, весов и пространственных углов;
- параметрическая генерация поверхностных моделей в стандартной среде AutoCAD.
Возможности развертки AutoPOL7
Давайте зададимся вопросом о том, какие типы моделей могут развертываться AutoPOL7. Функции развертки в программе позволяют создавать развертки всех типов 3D-геометрических моделей единой кривизны.
Объектами, которые могут быть выбраны для развертки, являются разнообразные детали, выполненные с помощью AutoCAD и Autodesk Mechanical Desktop: любые трехмерные пространственные модели, корпусные детали, оболочки, NURBS-поверхности и пр.
Кроме того, можно разворачивать любые объекты, описанные математическими зависимостями: объекты, описанные плоскостями, цилиндрические объекты, конические, эллиптические или сплайн-поверхности. С помощью средств AutoPOL7 развертки могут быть построены для геометрических элементов двойной кривизны.
Расчет разверток и интерфейс пакета AutoPOL7
AutoPOL7 имеет современный интуитивно понятный интерфейс. Пакет программ позволяет очень быстро и с высокой точностью создавать плоские чертежи разверток деталей. При создании чертежей разверток деталей для учета изгиба подпрограмма развертки использует соответствующий Кх-фактор. Для расчета длин развертки программа использует метод компенсации.
В AutoPOL7 для расчета допусков на изгиб используется Кх-фактор. Можно воспользоваться формулой для Кх-фактора, соответствующей DIN 6935, или соответствующими значениями из файла материалов. Эти значения экспериментальные. Они зависят от угла гиба и отношения внутреннего радиуса к толщине листа.
AutoPOL7 располагает файлом материалов со значениями Кх-фактора, позволяющими в большинстве случаев генерировать точные развертки моделей изделий. Однако значения Кх-фактора зависят от многих других параметров. Уменьшение прочности материала, толщины листа и трения инструмента, используемого для гибки листа, может в результате привести к уменьшению значения Кх-фактора.
Поэтому пользователи имеют возможность изменять значения Кх-фактора и самостоятельно расширять имеющиеся библиотеки и базы знаний. AutoPOL7 легко добавляет линии гиба и углы гиба в плоские чертежи разверток. AutoPOL7 представляет собой систему, конфигурируемую пользователем и базирующуюся на знаниях пользователя.В программе используется интеллектуальный обучаемый решатель, который в процессе работы с пользователем постепенно «впитывает» его знания и опыт.
Генерация управляющих программ для станков с ЧПУ, возможность экспорта данных в формате DXF
Можно ли воспользоваться геометрией развернутой детали для создания управляющей программы для станка с ЧПУ с помощью имеющегося AutoCAD-интегрированного САМ-приложения? Можно ли экспортировать файл с информацией в формате DXF в любую автономно работающую CAM-программу, использующую этот формат? Можно смело ответить, что в AutoPOL7 все это реализовано, поскольку развернутая геометрия содержит объекты и связанную с ними информацию в формате представления данных AutoCAD. Иногда необходимо преобразовать такие объекты, как сплайны и эллиптические кривые, для генерации управляющей программы для станка с ЧПУ в произвольном СAM-приложении. AutoPOL7 имеет функцию, которая позволяет подготовить для этого информацию об изделии. Сплайны и эллиптические объекты преобразуются в дуги и линии. Особый интерес представляет использование моделей из AutoPOL7, полученных в среде Autodesk Mechanical Desktop с помощью программы EdgeCAM фирмы Pathtrace, для генерации управляющих кодов для станков с ЧПУ. Как и AutoPOL7, EdgeCAM является приложением для Autodesk Mechanical Desktop и использует его графическое ядро в качестве геометрического пространственного твердотельного моделлера. Поэтому, работая в среде Mechanical Desktop c AutoPOL7, после завершения процедуры получения развертки инженер может сразу, не выходя из Mechanical Desktop, передать по сети полученный файл другому специалисту для получения управляющей программы для изготовления данной детали. Использование одной и той же платформы для моделирования гарантирует точную передачу данных из одного профессионального приложения в другое без потерь и искажений.
AutoPOL7 как часть единой системы технологической подготовки производства
Тысячи пользователей во всем мире с большим удовольствием работают с AutoPOL7. Возможности интерфейса программы AutoPOL7 позволяют создавать профессионально ориентированную среду, которая помогает увеличить эффективность конструирования и повысить производительность при работе над изготовлением изделий из листового металла.
Программа AutoPOL7 обладает всеми преимуществами, которые дает использование ARX-технологии компании Autodesk, Inc. и API-интерфейса Mechanical Desktop. Кроме того, в AutoPOL7 реализована возможность передавать информацию и результаты моделирования изделия в пакет программ Dytran компании MSC Software.
Инженеры имеют возможность уже на стадии компьютерного проектирования контролировать процесс изготовления и управлять качеством изделия.
Это позволяет значительно сократить цикл от проектирования до получения реального изделия в металле и сэкономить значительные средства в связи с отсутствием брака в изделии, а также в связи с отсутствием необходимости доработки или повторного изготовления оснастки. Но об этом мы расскажем в следующей статье.
«САПР и графика» 6'2000
Длина развертки при гибке листового металла
Материал гнут вручную или на гибочном станке, или штампами под прессами. Вручную гнут преимущественно детали небольших размеров.
На гибочном станке загибают листовые заготовки и детали по прямой линии из различного материала и под различными углами как, для получения различных профилей коробчатых форм, так и для отбортовки небольшой ширины (5-30 мм).
При гибке материала во избежание трещин нужно следить за радиусом загиба, руководствуясь данными табл. 4.
Таблица 4 — Радиусы загиба в мм
| Толщинаматериала | Электрон | Дуралюмин | Алюминий, медь, латунь | Сталь |
| 0,3 | 1.5 | 1.5 | 0,6 | O.6 |
| 0,4 | 1,5 | 1,5 | 0.6 | 0,6 |
| 0,5 | 2.5 | 1.5 | 0,6 | 0.6 |
| 0,6 | 2,5 | 2.5 | 1.0 | 1,0 |
| 0,75 | — | — | 1,0 | |
| 0,8 | 4,0 | 2.5 | 1,0 | — |
| 1,0 | 4.0 | 2.5 | 1,5 | 1,5 |
| 1,2 | 4,0 | 4,0 | 1.5 | — |
| 1,25 | — | — | — | 2.5 |
| 1,5 | 6,0 | 4,0 | 2,5 | 2.5 |
| 1,75 | — | — | 2,5 | |
| 2,0 | 10,0 | 6,0 | 2,5 | 2,5 |
Перед загибом на небольшой радиус все детали отжигают. При загибании материал сжимается и растягивается (рис. 194).
рис. 194.
До загиба длина линии аб у верхней кромки листовой заготовки в месте загиба равна длине линии сд, находящейся в середине листовой заготовки, и линии ми у нижней кромки листовой заготовки.
После загиба длина дуги аб меньше длины дуг сд и мн.
Это неравенство показывает, что при загибе материал снаружи растягивается, а внутри закругления сжимается, и только средняя линия сд не изменяет своей длины.
При гибке листовых заготовок из различных материалов для получения детали требуемых размеров большое значение имеет выбор допустимых радиусов и определение длин разверток (заготовок).
Гибка с закруглением (рис. 195) требует более короткой заготовки, чем гибка без закругления (рис. 196).
Читайте так же: Резка ножовкой
Полки профиля измеряют всегда от наружной кромки до наружной грани (рис. 197).
рис. J 95.
рис. 196.
рис. 197.
Укорачивание заготовки для гибки материала с закруглением равно половине радиуса плюс — толщина материала.
Если радиус загиба г-4 мм, а толщина материала S= 1,5 мм, то укорачивание заготовки составляет:Пример приведен*на детали (рис. 198).
рис. 198.
рис. 199.
Длина развертки данной детали будет равна сумме сторон минус полученное по расчету укорачивание. Длина сторон равна 25 + 15 = 30, а укорачивание равно
Тогда длина развертки будет:
30 — 1,75 = 28,25 мм (рис. 199).
Инструмент и приспособления
Для гибки вручную: угольник, карандаш, ножницы, приспособления для гибки (оправки), штангенциркуль, масштабная линейка, наковальня, скребок или рельс, деревянный молоток, слесарный молоток (для стали), кусачки, круглогубцы для гибки проволоки.
Гибка дуралюмина под прямым углом вручную без оправки
Загнуть кромки (после разметки и вырезки заготовки):
а) очерченную линию сгиба установить на острие скребка или на ребре рельса (рис. 200);
б) сначала загнуть кромку под углом примерно 30°, а затем загнуть ее под утлом 90°.
Тонкий материал толщиной до 0,4 мм загибают не ударами молотка, а сглаживая гладким круглым предметом (рис. 201).
рис. 200.
рис. 201.
Гибка вручную в оправках
1. Разметить и вырезать заготовку.
2. Провести простым карандашом две линии на расстоянии 14 мм {длина средней стороны детали минус толщина материала) (рис. 203).
3. Зажать в тисках оправку и загибаемую полосу (рис. 204).
рис. 202.
4. Согнуть полосу, нанося удары равномерно всей поверхностью бойка, иначе материал выпучится (рис. 205 и 206).
Читайте так же: Затяжка гаек
5. Проверить по угольнику и измерить.
рис. 205.
рис. 206
Гибка тонкой проволоки
1. Отрезать проволоку кусачками.
рис. 207.
2. Согнуть проволоку круглогубцами (рис. 208). (Толстую проволоку загибают на круглой оправке.)
рис. 208.
Гибка хомутика
1. Отрезать полосу.
2. Разметить полосу (рис. 210).
3. Согнуть полосу по риске (рис. 211).
4. Загнуть полосу на оправке (рис. 212).
5. Согнуть хомутик окончательно (рис. 213).
6. Разметить отверстия и накернить.
7. Просверлить отверстия и снять «у сенцы.
рис. 209.
рис. 210.
рис. 211.
рис. 212.
рис. 213.
Программа для развертки листового металла
Рассчитать площадь поверхности или сечения трубопровода помогает формула длины развертки заготовки трубы. Расчет основывается на величине будущей трассы и диаметре планируемой конструкции. В каких случаях требуются такие вычисления и как они делаются, расскажет данная статья.
Когда нужны расчеты
Параметры рассчитываются на калькуляторе или с помощью онлайн-программ
Какую площадь должна иметь поверхность трубопровода, важно знать в следующих случаях.
- При расчете теплоотдачи «теплого» пола или регистра. Здесь высчитывается суммарная площадь, которая отдает помещению тепло, исходящее из теплоносителя.
- Когда определяются потери тепла по пути от источника тепловой энергии к обогревательным элементам – радиаторам, конвекторам и т.д. Чтобы определить количество и размеры таких приборов, нужно знать величину калорий, которой мы должны располагать, а она выводится с учетом развертки трубы.
- При определении рационально оправданного сечения профиля, которое могло бы обеспечить максимальную проводимость водопроводной или отопительной сети.
Программа для развертки листового металла
Рассчитать площадь поверхности или сечения трубопровода помогает формула длины развертки заготовки трубы. Расчет основывается на величине будущей трассы и диаметре планируемой конструкции. В каких случаях требуются такие вычисления и как они делаются, расскажет данная статья.
Площадь сечения
Труба представляет собой цилиндр, поэтому производить расчеты не сложно
Сечение круглого профиля – это круг, диаметр которого определяется, как разница величины наружного диаметра изделия за вычетом толщины стенок.
В геометрии площадь круга рассчитывается так:
S = π R2 или S= π (D/2-N)2, где S – площадь внутреннего сечения; π – число «пи»; R – радиус сечения; D — наружный диаметр; N — толщина стенок трубы.
Обратите внимание! Если в напорных системах жидкость заполняет весь объем трубопровода, то в самотечной канализации постоянно смачивается только часть стенок. В таких коллекторах применяется понятие площади живого сечения трубы.
Внешняя поверхность
Поверхность цилиндра, которым и является круглый профиль, представляет собой прямоугольник. Одна сторона фигуры – длина отрезка трубопровода, а вторая – величина окружности цилиндра.
Расчет развертки трубы осуществляется по формуле:
S = π D L, где S – площадь трубы, L – длина изделия.
Внутренняя поверхность
Такой показатель применяется в процессе гидродинамических расчетов, когда определяется площадь поверхности трубы, которая постоянно контактирует с водой.
При определении данного параметра следует учитывать:
- Чем больше диаметр водопроводных труб, тем меньше скорость проходящего потока зависит от шероховатости стенок конструкции.
На заметку! Если трубопроводы с большим диаметром характеризуются малой протяженностью, то величиной сопротивления стенок можно пренебречь.
- При гидродинамических расчетах шероховатости поверхности стенок придается не меньшее значение, чем ее площади. Если вода проходит по ржавому внутри водопроводу, то ее скорость меньше скорости жидкости, которая протекает по сравнительно гладкой полипропиленовой конструкции.
- Сети, которые монтируются из не оцинкованной стали, отличаются непостоянной площадью внутренней поверхности. При эксплуатации они покрываются ржавчиной и зарастают минеральными отложениями, из-за чего сужается просвет трубопровода.
Важно! Обратите внимание на этот факт, если захотите сделать холодное водоснабжение из стального материала. Проходимость такого водопровода сократится в два раза уже после десяти лет эксплуатации.
Расчет развертки трубы в данном случае делается с учетом того, что внутренний диаметр цилиндра определяется, как разность внешнего диаметра профиля и увеличенной вдвое толщины его стенок.
В результате площадь поверхности цилиндра определяется по формуле:
S= π (D-2N)L, где к уже известным параметрам добавляется показатель N, определяющий толщину стенок.
Формула развертки заготовки помогает рассчитать количество необходимой теплоизоляцииЧтобы знать, как посчитать развертку трубы, достаточно вспомнить курс геометрии, которую осваивают в средних классах. Приятно, что школьная программа находит применение во взрослой жизни и помогает решать серьезные задачи, связанные со строительством. Пусть они окажутся полезными и для вас!
§ 26. Общие сведения
Гибка — способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей — одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол.
Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, деформация, получаемая заготовкой, является упругой, и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается.
В то же время средний слой заготовки — нейтральная линия — не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 93,а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
Расчет длины развертки детали. Расчет заготовок Развертка вальцованного листового металла в какой программе
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов.
Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.).
Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Итак, приступим.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
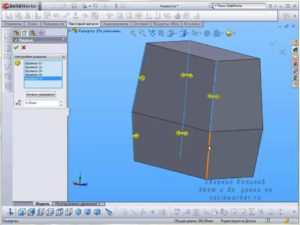
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Напоминаю:
Таким образом, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1. Если же вам важна общая высота полки А, тогда, без сомнения, вариант 2 более подходящий.Вариант 1 (с припуском)
Нам понадобится:
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X1 – длина первого прямого участка, Y1– длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, kS – толщина металла.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
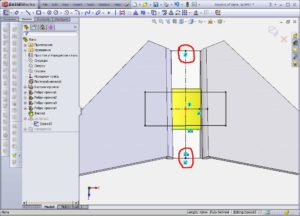
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Вычет у нас (BD), как вы понимаете:
Внешняя граница гибки (OS):
И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +.. и т.д.
Графически это будет выглядеть так:
И еще, размер вычета (BD) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь BD, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
На этом все. Всем спасибо за внимание.
При подготовке информации я использовал: 1. Статья «BendWorks. The fine-art of Sheet Metal Bending» Olaf Diegel, Complete Design Services, July 2002; 2. Романовский В.П. «Справочник по холодной штамповке» 1979г; материалы англоязычного ресурса SheetMetal.Me (раздел “Fabrication formulas”, ссылка:
При проектировании и изготовлении гнутых деталей из труб и прутков всегда возникает задача определения длины развертки – длины прямолинейной заготовки до начала технологического процесса гибки.Продолжая тему…
Представляю расчет в Excel длины развертки деталей из прутков и труб круглого сечения.
Программа расчета написана по формуле классического сопромата! Практические результаты будут немного отличаться от рассчитанных значений из-за целого ряда факторов, о которых уже упоминалось в статье о гибке листовых заготовок (ссылка на эту статью в предыдущем абзаце). Однако точность при гибке трубы для изготовления опытного образца представленная ниже программа обеспечит.
Ниже этого текста на рисунке представлена расчетная схема.
Радиусы нейтральных слоев каждого из изогнутых участков рассчитываются по формуле:
r ni=((4*R i 2—D 2) 0,5 +(4*R i 2—d 2) 0,5)/4
Нейтральный слой – это поверхность, ближе которой к центру радиуса изгиба материал трубы при гибке сжимается, а дальше которой от центра радиуса изгиба – растягивается.
Длина кривых участков при гибке трубы определяется по формуле:
l i=π*α i/180*r ni
Здесь угол α i должен быть в градусах.
Общая длина развертки вычисляется суммированием длин прямых и изогнутых участков:
L=∑(L i+l i)
Программа расчета в Excel длины развертки при гибке труб
Для выполнения расчетов используем программу MS Excel. Можно воспользоваться табличным процессором Calc из свободно распространяемых пакетовApache OpenOffice илиLibreOffice.
Исходные данные:
Положим, что в рассматриваемом примере деталь состоит из трех прямых и двух изогнутых участков (как на схеме вверху).
1. Записываем наружный диаметр трубы D в миллиметрах
в ячейку D4: 57,0
2. Значение внутреннего диаметра трубы d в миллиметрах заносим
в ячейку D5: 50,0
Внимание!!! Если рассчитывается длина развертки прутка сплошного круглого сечения, тоd=0!
3. Длину первого прямого участка L 1 в миллиметрах вводим
в ячейку D6: 200,0
4. Осевой радиус сгиба первого кривого участка R 1 в миллиметрах записываем
в ячейку D7: 300,0
5. Угол сгиба первого кривого участка α 1 в градусах пишем
в ячейку D8: 90,0
6. Длину второго прямого участка детали L 2 в миллиметрах вводим
в ячейку D9: 100,0
7. Осевой радиус сгиба второго изогнутого участка R 2 в миллиметрах записываем
в ячейку D10: 200,0
8. Угол сгиба второго изогнутого участка α 2 в градусах пишем
в ячейку D11: 135,0
9. Длину третьего прямого участка детали L 3 в миллиметрах вводим
в ячейку D12: 300,0
10-15.Ввод исходных данных в Excel для нашего примера завершен. Ячейки D13…D18 оставляем пустыми.
Программа позволяет рассчитывать развертки деталей, содержащих до пяти прямых участков и до четырех изогнутых. Гибка трубы с большим количеством участков требует для расчета развертки незначительной модернизации программы.
Результаты расчетов:
16. Длину первого изогнутого участка L 1 в миллиметрах вычисляем
в ячейке D20: =ЕСЛИ(D7=0;0;ПИ()*D8/180*((4*D72-$D$42)0,5+(4*D72-$D$52)0,5)/4) =469,4
17. Длину второго изогнутого участка L 2 в миллиметрах вычисляем
в ячейке D21: =ЕСЛИ(D10=0;0;ПИ()*D11/180*((4*D102-$D$42)0,5+(4*D102-$D$52)0,5)/4)=467,0
18-19.Так как в рассматриваемом примере нет третьего и четвертого кривых участков, то
в ячейке D22: =ЕСЛИ(D13=0;0;ПИ()*D14/180*((4*D132-$D$42)0,5+(4*D132-$D$52)0,5)/4)=0,0
в ячейке D23: =ЕСЛИ(D16=0;0;ПИ()*D17/180*((4*D162-$D$42)0,5+(4*D162-$D$52)0,5)/4)=0,0
20.Общая длина развертки детали L в миллиметрах суммируется
в ячейке D24: =D6+D9+D12+D15+D18+D20+D21+D22+D23=1536,3
Длина развертки изогнутой трубы рассчитана с помощью программы MS Excel.
Заключение
Гибка трубы и/или прутка – не простая технологическая задача, таящая целый ряд «подводных камней». Надеюсь, предложенный расчет в Excel упростит вам, уважаемые читатели, ее решение. Возможность задания на каждом шаге различных длин прямых участков, углов и радиусов гибки, несомненно, расширит область применения представленной программы.