Регулятор подачи проволоки для полуавтомата своими руками
Сварочный полуавтомат своими руками: схема… — Сварка

Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками.
Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.
Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
Сварочный полуавтомат своими руками: схема, видео
Стоимость агрегатов для полуавтоматической сварки в настоящее время немаленькая. Не всякий частный мастер, владелец автомобиля либо частного дома сможет позволить себе его приобрести.
Но большинству домашних умельцев под силу собрать такой сварочный полуавтомат своими руками из вполне доступных и сравнительно недорогих комплектующих.
При соблюдении нижеследующих рекомендаций можно добиться отличного результата — собрать самодельный сварочный, подходящий практически для всех бытовых нужд.
Сегодня в интернете имеется несколько вариаций схем сварочного полуавтомата, отличающихся незначительно. Существует множество видео, чертежей, позволяющих собрать полуавтомат на основе обычного инвертора бытового назначения.
Как основа для изготовления полуавтоматического сварочника подойдет любая недорогая заводская модель инвертора сварочного, способная продуцировать постоянный ток значением от 150А.
Кроме этого для сборки работоспособной схемы устройства потребуется следующее оборудование, узлы и материалы:
- подающий механизм для полуавтомата;
- элемент, характерный для конструкции полуавтоматического агрегата — газовый пистолет-горелка;
- баллон с инертным газом (углекислотой);
- модифицированная катушка с расходным материалом — проволокой;
- два рукава — для подачи сварочной проволоки и защитного газа к горелке;
- электронный модуль управления.
Подающий механизм
Согласно информации от мастеров-умельцев, одной из самых сложных задач при самостоятельном изготовлении сварочного аппарата полуавтоматического принципа действия является создание надежного и эффективного механизма подачи проволоки.
В общем случае он представляет собой катушку, соединенную с валом маломощного электропривода посредством прижимного роликового устройства. Бывает достаточным применение электродвигателя, устанавливаемого на дворники ветрового стекла автомобиля.
При выборе привода следует отдавать предпочтение двигателям одностороннего вращения.
Все элементы подающего механизма монтируются на толстостенной текстолитовой пластине (толщиной не менее 8-10 мм).
Катушка фиксируется посредством одного-двух шарикоподшипников на валу соответствующего диаметра, закрепленного в корпусе. На вал электродвигателя насаживается ролик, который с двух сторон фиксируется шариковыми подшипниками.На выходе узла необходимо установить направляющую с диаметром отверстия чуть большим, нежели размер используемой проволоки.
Функционирование регулятора подачи проволоки осуществляется следующим образом:
Проволока со свободно закрепленной катушки протягивается через направляющий элемент и прижимается с оптимальным усилием одним из роликов.
Усилие должно быть таковым, чтобы обеспечивалось протягивание сварочной проволоки без проскальзывания, но не чрезмерным, способным привести к увеличению механической нагрузки на электропривод, что может легко вывести его из строя.
Для такого эффекта следует использовать пружину на регулируемом резьбовом соединении.
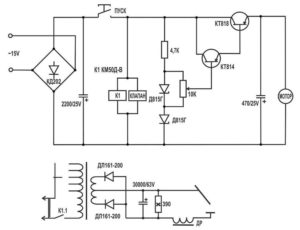
Схему управления подачей проволоки лучше всего реализовать посредством классического тиристорного блока с диодным мостом, рассчитанным на ток, превышающий значение в 10А.
При прочих выполненных условиях данный узел способен подавать сварочную проволоку большинства типоразмеров, используемых при бытовой сварке (от 0.8 до 1.
Сварочный полуавтомат своими руками: схема самодельного аппарата из инвертора
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема электрическая и устройство полуавтомата.
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Схема горелки полуавтомата.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
Устройство подачи проволоки.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Принципиальная схема сварочного полуавтомата.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
Особенности устройства полуавтоматического сварочника.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
Итог
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Сварочный полуавтомат своими руками: как сделать, схема и все подробности
Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора.
Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно.
Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Схема инвертора:
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой.
Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания.
Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
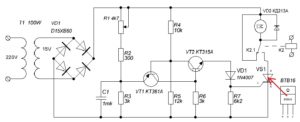
Схема самодельного устройства:
Электрическая схема устройства предусматривает факт, что тип сваривания сильно влияет на прогрессивную работоспособность аппаратов в целом.
Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
Читайте так же: Поговорим про ремонт блока питания компьютера своими руками
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
Пример реализации самодельного устройства:
Самодельный аппарат должен работать по принципу преобразования токов высокой частоты. В таком случае преобразование ЭДС исключается. Благодаря этому Устройство можно значительно уменьшить в габаритах и в весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.
Рассказ про самодельный полуавтомат
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты.
Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен.
Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Источник питания
Ремонт или изготовление конструкции включает в себя источник питания. Таким устройством может служить выпрямитель, инвертор или трансформатор. Именно данная деталь влияет на объем и стоимость сварочника. Наиболее профессиональными и качественными устройствами принято считать инверторные источники питания.
Схема блока питания:
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт.
В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства.
Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.
Дроссель своими руками
Для того, чтобы сделать дроссель, понадобится трансформатор, эмальпровод с диаметром более 1,5 мм. Между слоями наматывается изоляция. При помощи алюминиевой шины с габаритами не менее 2,5х4,5 мм, наматываются 24 витка. Оставшиеся концы шины остаются по 30 см.
Сердечник прокладывается при помощи кусочков текстолита с зазором минимум 1 мм. Также разрешено наматывать дроссель на железе от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток.
Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Сварочная горелка
Данное устройство предназначено для подачи электродной проволоки, углекислого газа и дугового напряжения к необходимому участку сварки. Назначением устройства является замыкание цепи, которое обеспечивает подачу сварочной проволоки к защитному газу.
Сварочная горелка:
Для наибольшего качественного эффекта рекомендуется приобретать готовый пистолет. В комплекте вместе с устройством должны быть рукава для подачи сварочной проволоки и защитного газа.
Баллон
Баллон рекомендовано покупать стандартного типа. Если применять углекислоту, то разрешено использование баллона огнетушителя. Предварительно с устройства снимают рупор. Для установки редуктора необходим специальный переходник, так как резьба баллона не соответствует горловине огнетушителя. Для перемещения баллонов понадобится тележка.
Читайте так же: Обзор источников бесперебойного питания для дома и дачи
Тележка
Тележка может быть выполнена самостоятельно. Также разрешено использование готовых конструкций. Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Самодельная тележка с нескольких вариациях:
Режимы сваривания в углекислом газе:
От обычного устройства полуавтомат отличается механизмом подачи проволоки. Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.
Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги. Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из стрех слоев жести. Каждый слой следует тщательно изолировать. Для этого используют фторопластовую ленту. Концы обмотки необходимо сделать спаянными между собой. Такая процедура позволяет повысить проводимость токов.
Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:
Любой самодельный аппарат плохо воспринимает наличие грязи и пыли. Поэтому такие устройства следует чистить минимум раз в 4-6 месяцев. Интенсивность чистки должна зависеть от количества применений. В ином случае ежегодно придется проводить ремонт устройства.
Ориентировочные режимы сварки стыковых швов при помощи полуавтомата:
Главным преимущество таких аппаратов считается маленький вес. Также есть возможность использования как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С.
Поэтому для холодных регионов и для зимнего периода времени такие устройства не подойдут. В основном такие инверторы используют на улице в летний период или в помещениях. Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях.
Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
Регулятор подачи проволоки для полуавтомата своими руками

Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм.
Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя.
Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста.
Важно учитывать для каких целей будет изготовлен аппарат.
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Схема инвертора: