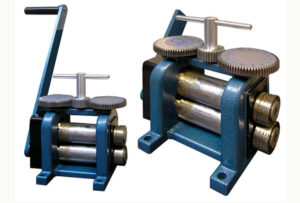
Станок для прокатки листового металла
Станок для прокатки листового металла

Прокатные станки — это важнейшее оборудование в получении металла в той форме, в которой он необходим. О них и пойдет речь в статье.
Общие сведения
На сегодняшний день металл — это наиболее распространенный материал, из которого изготавливается огромное количество разнообразных вещей, начиная с небольших бытовых деталей и заканчивая большими промышленными объектами. Однако есть очень важный пункт, о котором знают не все. Просто выплавить металл, а после превратить его в слиток недостаточно. После формирование слитка любой металл передается в прокатный цех.
Единственное оборудование, которое имеется в таких цехах, — это прокатные станки. Именно эти устройства и придают нужную форму, которая подойдет для последующего применения металла. Стоит отметить, что это оборудование является одним из самых старых на сегодняшний день.
Однако за года его применения станок зарекомендовал себя с настолько хорошей стороны, обладает настолько хорошими характеристиками и показателем продуктивности, что его используют и по сей день.
Устройство станка
По сути, устройство прокатного станка не является сложным или трудным в обслуживании, сборке или ремонте. Единственная цель этого устройства в том, что оно придает форму слиткам металла. Другими словами, в прокатный цех поступают большие слитки, а во время прохождения через прокатный станок он придает им форму более привычного, листового металла.
Для того чтобы достичь такого эффекта, конструкция прокатного станка имеет два вальца, которые постоянно вращаются в сторону друг друга. С точки зрения технологического процесса эта работа считается довольно простой. К тому же, постоянное улучшение технологий позволило внести множество улучшений и модификаций в работу этого устройства.
Благодаря этим изменениям в настоящее время все оборудование такого типа способно работать в полностью автоматическом режиме.
Прокатка
Прокатный станок для металла выполняет еще одну очень важную функцию. Он не просто придает форму листа. При прохождении слитка через эту машину металл становится более однородным и более плотным по своей структуре. Это происходит из-за того, что вальцы полностью затирают или замыкают все трещины или пустые пространства, которые вполне могли быть образованы на слитке.
Еще один важный момент — процесс превращения или прокатки металла в листовую форму проходит в несколько этапов и при участии нескольких типов машин. Первичной прокаткой занимаются блюминговые и слябинговые устройства.
Стоит отметить, что прежде чем отправить слиток в прокатку на эти станки, его необходимо немного подогреть. Повышение температуры металла позволит увеличить пластичность материала при его прокатке. Если говорить о производительности таких машин, то она огромна. Один станок способен произвести около 6 млн т. металла за год.Это с учетом того, что вес слитков, поступающих в прокат, может находиться в районе от 1 до 18 тонн.
Блюминг или слябинг
Прежде чем поступить в прокат, слитки нагреваются в специальных колодцах. Температура, которая поддерживается в таких устройствах, может достигать 1800 градусов по Цельсию.
После прохождения колодца используется электрокар, который, собственно, и выдает разогретый слиток в прокат блюминга или слябинга.
Отличие между этими станками состоит в том, что блюминг обладает всего двумя вальцами, а вот слябинг четырьмя.
Важно понимать, что прохождение этого этапа и сам процесс обработки являются лишь первичными, поскольку на выходе из блюминга или слябинга слиток все еще не имеет полноценной формы листового материала. Эти агрегаты предназначены для того, чтобы сформировать бруски. В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы.
Важное замечание — применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы.
Общая характеристика станка
Прокатные станы — устройства, имеющие гладкие вальцы, через которые пропускают металл с целью придания ему листовой формы. В настоящее время существует огромный ассортимент этих приспособлений. Наибольшее различие между станками заключается в форме вальцов. К примеру, существует агрегат, который изначально сделан под производство рельс.
Форма его вальцов еще при производстве станка была подготовлена именно под выполнение этой задачи. Также важно понимать, что станок обладает несколькими парами вальцов, через которые проходит металл. Постоянный прогресс привел к тому, что все типы устройств способны работать в постоянном автоматическом режиме.
Скорость, с которой клети протягивают слиток сквозь станок, может достигать рекордных 290 км/ч. Производительность такого прокатного стана в год достигает нескольких миллионов тонн. На сегодняшний день большую популярность набирают такие агрегаты, как литейно-прокатные.
Преимущество состоит в том, что они могут выступать отдельной полноценной линией производства, в отличие от обычных прокатных станов.В настоящее время существуют такие виды станков, как заготовочные, листовые, полосовые, сортовые, а также некоторые виды способны производить проволоку или балки.
Прокат труб
Еще одна большая категория прокатных станков предназначается для выпуска не листового металла, а металлических труб. Существует всего три основных вида прокатного станка для труб, которые используются в настоящее время. К ним относятся прошивные, раскаточные и отделочные станки.
Если говорить о прошивных станах, то у них может быть три различных вида вальцов, использующихся для выполнения проката. Существуют бочкообразные, грибовидные и дисковые вальцы.
Устройство, имеющее первый тип, то есть бочкообразный, характеризуется тем, что эти элементы машины имеют форму с двойной конусностью с диаметром от 450 до 1000 мм.
Обе детали располагаются в горизонтальной плоскости, а вот по вертикальной оси можно отрегулировать угол подачи от 5 до 18 градусов и больше.
Винтовой прокат
Прокатный станок для профильной трубы также может выполнять винтовую обработку металла. При выполнении этого типа операции в валках с двойным конусом в металле создают растягивающее и касательное напряжение. Важно отметить, что радиальное напряжение заготовки может достигать довольно больших величин, что создает полость небольшого диаметра, которая обладает неровными стенками.
Для того чтобы получить отверстие с требуемым диаметром и при этом избежать наличия неровностей, а сделать ровные стенки, необходимо проводить прокат на оправке. Под оправкой понимают инструмент конусообразной формы, который располагается на конце стержня между валками по пути движения заготовки из металла. Для крепления стержня с такой оправкой имеется специальный упор.
Когда металл движется вперед, он прошивается этой оправой, которая проходит через отверстие, расширяя и выравнивая его.
Отзывы о прокатном станке для профильной трубы собрать довольно проблематично, так как такие агрегаты используются в основном только большими предприятиями. Однако здесь само использование именно этих агрегатов уже говорит о том, что работают они стабильно и хорошо.Другими словами, выводы можно сделать на основании того, что огромный промежуток времени все металлообрабатывающие фабрики используют такие станки. А это значит, что наличие автоматического режима и огромная производительность делают свое дело.
К минусам можно отнести то, что габариты таких приспособлений довольно большие, а их остановка и новый запуск — это очень проблематично.
Тонкотрубный прокат
Стоит отметить, что при прохождении проката на прошивных станках получаются толстостенные гильзы. После прохождения обработки на этом устройстве заготовку передают в тонкотрубный прокат на такое устройство, как:
- пилигримовый;
- автоматический;
- непрерывный;
- трехвалковый.
Название каждого из этих агрегатов определено типом раскатного стана, который применяется на этом оборудовании.
Прокатно-вырубной станок
Наиболее известный производитель этого агрегата — это компания Kadzama. Еще это устройство называют валковым прессом. Устройство этой вещи очень простое, а предназначается она для вырубки картонных, бумажных или пластиковых коробок под кондитерские изделия.
К преимуществам этого прибора можно отнести то, что он окупается довольно быстро. Первые 10 000 коробок — это и есть примерная стоимость одного такого станка. Себестоимость готовой продукции, то есть коробок, также очень малая.
Платить приходится только за сам исходный материал — картон. Работать с таким типом станка очень просто. Все, что необходимо — это всего две вещи. Сначала кладется лист картона на вырубные ножи, а после крутится подающая ручка. Габариты такого устройства также довольно малы.
Установить его можно даже на обычный стол.
Как сделать прокатной станок?
Для того чтобы изготовить прокатный станок для производства профилей, понадобится 3 обязательных вещи — это металл, подшипники и токарный станок. Сама же конструкция станка также довольно простая.
Составляющие части цельного прокатного станка — это стол, к которому прикреплен червячный мотор-редуктор. Кроме этого, необходимо закрепить на столе еще 7 дополнительных приемочных клетей.
Здесь важно знать, что каждая клеть состоит из нескольких составных частей, а также все они имеют зацепление между собой.
То есть каждая клеть соединена со следующей. Еще один нюанс касается роликов. У такой модели станка они съемные, а их крепление осуществляется на валах.
Такой тип расположения и сам тип роликов открывает широкие возможности для производства различного профиля по своим габаритам, а также типу продукции.
Если есть такое желание, то можно поставить новый вид роликов, которые позволят изготавливать ЛСТК-профиль.
Методы и технологии изготовления прокатного станка своими руками

Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования.
Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену.
Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.
Важно: если вы решили самостоятельно изготовить прокатно-высечной тип станка, то для надежности последующих изготавливаемых на нем деталей, к его сборке следует отнестись с надлежащим вниманием и ответственностью.Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров.
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Важно: работу на прокатном станке может осуществлять лишь квалифицированный специалист, который прошел инструктаж по технике безопасности.
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Важно: для обеспечения работы такого станка необходимо синхронное вращение рабочих валов. Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Особенности эксплуатации прокатных станков

В металлургической промышленности широкого применяются различные металлические изделия. Многие детали производят в результате обработки сырья повышенным давлением после нагрева, для этого применяют прокатный станок.
Предназначение
Металлопрокатные станки — механические установки, предназначенные для создания металлических изделий при помощи деформирования сырья в валковых приспособлениях. Оборудование позволяет изготавливать изделия различного типа:
- Сортового проката. К ним относятся прутки и полосы разной геометрической формы, а также фасонные детали, рессорные и ромбические.
- Профиль специального назначения. Металлические изделия в виде уголков, швеллеров, двутавров, а также комбинированные заготовки с меняющимся сечением.
- Прокат в форме тонкого листа до 4 мм, а также толстого листа более 4 мм.
- Трубный профиль с соединением при помощи сварки и бесшовных стыков.
Устройство и принцип работы
Прокатный пресс состоит из трех основных частей:
- Клеть рабочая. В конструкцию данных элементов входят прокатные валки, плиты установки, станина основания, а также проводка.
- Двигатели электрические для передачи движения рабочим элементам.
- Механизмы распределения и преобразования движения. Состоят из шпинделя, муфт и шестерней.
Агрегаты различаются по количеству клетей и размеров рабочих валков:
- Станки для толстого металла имеют в конструкции до двух рабочих отсеков с валками длиной от 3 м до 5,5 м. При этом дополнительно могут быть установлены вертикальные валки, которые служат для обработки боковых кромок.
- Широкополосное оборудование содержит до 15 клетей, валки имеют длину до 2,5 м.
- Универсальные прокатные прессы состоят из 5 отсеков, а длина валов до 1,5 м.
В промышленности выделяют три метода обработки металлического сырья до приобретения им необходимой геометрической формы:
- В первом случае на литейные агрегат устанавливают приспособление для проката, получают начальный контур детали до полной кристаллизации. Недостатком способа считают необходимость сохранения высокой температуры до окончания обработки, а также дополнительная точная обкатка.
- В результате проката через печи с температурой внутри камеры до 1350 С происходит самостоятельное сваривание краев. На выходе из оборудования получают готовый трубный профиль.
- Третий способ подразумевает изготовления деталей при температуре заготовки соответствующей окружающей среде. Для предотвращения брака, в агрегатах применяют большое количество валков, которые вращаются в противоположном направлении.
Технические характеристики
Прокатные станки имеют характеристики, которые отличают их от аналогов:
- вид изготавливаемого профиля на определенной установке может быть трубный, сортовой, а также тонко- и толстолистовой;
- диапазон толщины металла, предназначенного для проката— от 0,4 мм до 200 мм;
- необходимое сырье для проката;
- показатель производительности, от данного фактора зависит выбор станка перед покупкой, а также подготовка сырья;
- количество рабочих клеток с валками для необходимого профиля;
- диаметр рабочих валов для проката, а также их полезная длина;
- номинальное напряжение — 220 В/ 380 В;
- показатель мощности применяемого электродвигателя — от 2,2 кВт и выше;
- размеры установки в сборе;
- полная масса всего оборудования в комплексе;
- наличие реверсирования в прокатном стане.
Разновидности
По количеству расположенных в рабочей клети валков и их размещению станки проката делятся на такие типы:
- двухвалковые — в конструкции имеют парные механизмы для прессования, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в каждой клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в конструкции от 4 и более валков, а в универсальных их используют в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- валки, смонтированные под углом к поверхности металлической заготовки.
Прокатные прессы различают по расположению клетей:
- оборудование с расположением рабочих механизмов в одну линию называют линейными;
- в ступенчатых установках клети устанавливают в несколько линий параллельно основному потоку;
- оборудование для непрерывного и полунепрерывного проката, с помощью таких станков в промышленности добиваются высокой производительности.
В зависимости от типа продукции, которую выпускают в процессе прессования заготовок установки делятся на такие разновидности:
- Обжимное оборудование. Позволяют изготавливать слитки из стали весом до 25 тонн. Из рабочих клетей выходит деталь квадратного или прямоугольного сечения.
- Станки непрерывного прессования для заготовительного материала. В результате эксплуатации таких механизмов дорабатывают плиты из стали в специальный профиль и листы.
- Рельсобалочные прокатывают блюмы в рельсы, швеллера и балки больших размеров. В промышленности применяют станы ступенчатого и последовательного вида.
- Сортовые станки используют для производства металлических деталей разного сорта.
- В процессе изготовления проволоки в цехе устанавливают проволочные станы, они делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка обрабатываются слябы. Применяются толстолистовые, широкополосовые, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе проката применяют два уровня обработки. Первоначально из круглого бруска производят пустотелую гильзу, далее из нее изготавливают трубу необходимого диаметра.
Принцип выбора
При покупке оборудования обращают внимание на следующее:
- Производительность выпуска готовой продукции, автоматизация процесса, надежность и качество профиля.
- Применение дополнительных установок, для обеспечения автоматического проката.
Преимущества и недостатки
К достоинствам метода проката относят:
- повышенная производительность;
- широкий ассортимент готовой продукции;
- использование программного управления для автоматизации процесса.
Среди отрицательных показателей стоит отметить:
- Использование прокатных станков требует затрат на сырье и электроэнергию, а также обслуживание оборудования.
- После проката необходима дополнительная обработка.
- Для прессования заготовки следует разогревать.
Повышенная производительность
Производители и цена
На металлургических предприятиях применяют оборудование от зарубежных и отечественных производителей. Российские компании стараются не уступать иностранным конкурентам.
Цена прокатных станов зависит от изготовителя. Стоимость начинается от нескольких тысяч и доходит до 5–6 миллионов рублей.
На цену также влияют производительность, тип готового профиля, а также количество клетей и валков.
Эксплуатация
Для обеспечения безопасной эксплуатации оборудования необходимо:
- устанавливать автоматическую систему контроля за процессом проката;
- перед запуском проверять исправность установки;
- движущиеся части и механизмы следует ограждать;
- проводить обслуживание подшипниковых соединений и роликов;
- зоны подверженные действию высоких температур снабжать дополнительной вентиляцией.
Соблюдение требований безопасности при эксплуатации оборудования предупредит возможные травмы и несчастные случаи. В результате проката на исправных станках потребитель получает материал высокого качества.
БЛОК УСИЛЕНИЯ ПРОФИЛЬНОЙ ТРУБЫ ИЛИ ПРОКАТНЫЙ СТАНОК!
Особенности эксплуатации прокатных станков Ссылка на основную публикацию
Вальцовка листового металла и изготовление вальцов своими руками
Такая технологическая операция, как вальцовка листового металла, остается распространенной уже на протяжении достаточно продолжительного времени.
Конечно, вальцы, используемые для обработки листового металла, с момента своего изобретения претерпели серьезные изменения, но принцип их действия практически не изменился.
Развитие современных технологий привело к тому, что сегодня на рынке можно без особых проблем найти оборудование, позволяющее выполнять такую сложную технологическую операцию, как вальцевание, даже в домашних условиях.
Вальцовка листового металла на электромеханическом станке
Особенности технологии
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.
), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации.
Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.
Принцип работы 3-х валкового листогибочного станка
На промышленных предприятиях для выполнения операций вальцовки или развальцовки используют оборудование с электрическим или гидравлическим приводами, а в домашних условиях для этого применяют станки с ручным приводом, которые могут быть как серийными, так и самодельными. Высокой популярности таких технологических операций, как вальцевание и развальцовка, предполагающих деформирование металла в холодном состоянии, способствует несколько факторов.
- Сталь или другой металл, из которого изготовлены обрабатываемые изделия, не подвергаются температурному воздействию и, соответственно, не изменяют своих первоначальных характеристик.
- В структуре материала, который подвергнут такой обработке, не образуются внутренние трещины.
- Обрабатываемое изделие деформируется равномерно по всей своей поверхности.
- При помощи холодного деформирования, процесс которого можно контролировать, изготавливают изделия с максимально точными геометрическими параметрами.
Благодаря перечисленным преимуществам с помощью этих технологических операций выполняют обработку не только крупногабаритных, но и миниатюрных изделий из стали и других металлов (таких, например, как детали ювелирных украшений).
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками.
Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки.
Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа.
Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Классификация вальцов по типу привода
По типу используемого привода оборудование для вальцовки заготовок из листового металла делят на следующие категории:
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.
На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если вальцы собраны своими руками).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.
Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода.
Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины.
Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.
Промышленные вальцы с гидравлическим приводом
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно.
Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
Компактные самодельные вальцы для обработки узких заготовок
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.
Вариант листогибочных вальцов, изготовленных своими руками
Перед началом работы на станке, который вы собрали своими руками, следует выполнить на нем пробную гибку, чтобы сразу обнаружить все имеющиеся недостатки и устранить их.
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
Оборудование для правки металла

страница » Металлообработка » Правка металла
Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
В технологическом процессе изготовления некоторых изделий правка является обязательной операцией с целью их качественного изготовления. Если таких изделий требуется целая серия, то необходимо обеспечить производительность правильной операции.
Здесь на помощь приходит специальное оборудование, конструкция которого преобразовывает механическую энергию в действия направленные на исправление дефектных заготовок.
На этой странице идет речь о механическом оборудовании, о ручном инструменте для правки смотрите отдельную статью.
Виды
Оборудование, используемое в промышленных условиях, разделяется на виды в зависимости от формы и размеров заготовок. Такой способ правки, как машинная, применяется в основном для исправления крупного проката, к которому предъявляются жесткие требования к отклонениям формы и поверхностным дефектам.
Типы заготовок
Для любого из производимых промышленностью профилей: лист, полоса, круглая или профильная труба, уголок, швеллер и другие, можно подобрать для правки приемлемый вариант оборудования.
Современные станки, машины для правки холодным и горячим методом
Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
Современные виды правильного оборудования значительно увеличивают производительность проведения технологической операции правка. Заготовки могут иметь несколько типов отклонений от нормативных показателей в разных плоскостях. Новейшие модели правильного оборудования исправляют дефекты одновременно, за одно действие.
Многие виды станков дополнительно производят резку и гибку заготовок. Так, например, станок для правки арматуры, широко применяемый в строительстве, выполняет резку ее на мерные прутки, что обеспечивает производительность последующих работ.
Универсализм современного оборудования повышается возможностью обработки заготовок, как в холодном, так и в горячем состоянии. Тем самым гарантируется качество производства работ в плане отсутствия остаточных напряжений в заготовках.
Наиболее распространена на прессах правка листовых и полосовых заготовок, пруткового и трубного проката.
Листоправильные вальцы
Большая кривизна листа не позволяет выполнить условия для качественной его обработки на последующих технологических операциях. Убрать этот дефект позволяет обработка на листоправильных вальцах.
Деформированный лист пропускается между верхним и нижним рядами валков, которые установлены в шахматном порядке. Зазор подбирается немного меньшим, чем толщина листа.
В зависимости от количества пар валков в машине, лист столько раз подвергается упруго-пластическому изгибу.
В конечном итоге напряжения равномерно распределяются по всему телу листа и он выпрямляется.Подача листа в рабочую зону осуществляется за счет принудительного вращения нижнего ряда роликов. Верхние ролики имеют привод к перемещению в вертикальной плоскости, тем самым создают нужные усилия при изгибе.
Правка полосового металла на листоправильных вальцах. Фото Подольский завод оборудования
Подача и выгрузка листов выполняется с помощью рольгангов, что позволяет упростить работу с такими габаритными заготовками, как листы. Если валки сделать с определенным профилем, то править можно профильный металл.
Существует много различных моделей листоправильных вальцов. Они отличаются по габаритам, характеристикам, обеспечивающим производительность, количеству дополнительного оборудования, способами регулировки зазора и другим показателям.
На отечественном рынке представлены как отечественное оборудование (станки моделей ЛП 12.20; ЛП 16.
30 Славгородского завода кузнечно-прессового оборудования), так и листоправильные станки зарубежных фирм ARKU (Германия), Roundo (Швеция), MG SP (Италия), Kohler (Германия) и других.
ARKU Flat Master
Модель «ARKU Flat Master». Станки этой модели правят листы толщиной от 0,5 мм до 50 мм. Толстостенные заготовки из листов сложной формы после газовой резки обрабатываются буквально за несколько минут. При этом достигаются высокие показатели плоскостности и практически полное отсутствие остаточных напряжений.
Станки имеют удобное управление и функцию запоминания технологических параметров. Узел правки оснащен гидравлическим приводом, который надежно защищает станок от перегрузки. При достижении максимально возможного усилия оборудование отключается подниманием верхнего блока.
Конструкция станка позволяет оперативно заменить грязные, с остатками материала, правильные вальцы. Здесь применяется специально разработанная вспомогательная оснастка. Это повышает ресурсные показатели оборудования.
Вальцы гидравлические STALEXHER-2070×4.5. Фото Сталекс
Серво-гидравлический принцип регулировки зазора позволяет эффективно править заготовки с различными поперечными сечениями, технологическими отверстиями, сложной геометрической формой.
Kohler Peak Performer GC
Модель «Kohler Peak Performer GC». Обладает такими же преимуществами, что и вышеперечисленная модель, разница в методе регулирования рабочего зазора. В данной модели он контролируется электромеханическим способом.
Во время обработки заготовок со сложной формой на блок правки действуют различные усилия. Эти усилия влияют на величину первоначально выбранного рабочего зазора для правки.
Электромеханический контроль реагирует на изменения усилия и поддерживает зазор в необходимой величине, чем обеспечивает качество правки. Регулирование зазора происходит за счет клиновидного привода, разработанного фирмой Kohler.
Замена сложной гидравлической системы — основное достоинство электромеханического контроля.
Лп 12.20 и 16.30
Модели ЛП 12.20; ЛП 16.30. Отечественные модели не обладают большим набором опций, как зарубежные. Однако цена и достаточная степень надежности в работе остаются их преимуществом.
Прессы
Пресс гидравлический одностоечный с приводом усилием 25тс (250кН) модели П6324Б (пресс П6324). Фото Кувандыкский завод кузнечно-прессового оборудования «Долина»
Правка относительно крупных заготовок типа валов выполняется на прессах. Они могут иметь механический привод, а для применения больших усилий для правки используют гидравлические пресса, которые дополнены специальной оснасткой, правят дефекты на толстостенных листах.
Классическая схема для правки валов состоит из трех опор. Две из которых представляют регулируемые по высоте призмы. Они устанавливаются на удлиненной станине пресса и являются опорами для заготовки.
Третья опора выполняется заодно с пуансоном и передает усилие на дефектную часть вала. Обладает самоустанавливающимися свойствами в зависимости от геометрии поверхности исправляемой заготовки.
Биение вала после правки проверяется индикаторным прибором.
Валы правятся как в холодном, так и в горячем состоянии. В последнем случае пресс и нагревательное устройство (печь, установка ТВЧ) должны находится рядом друг с другом.
Наиболее технологичными, при выполнении правки заготовок, являются гидравлические пресса. Малая скорость прессования и большое время выдержки создают условия для качественного выполнения операции. Практически все модели гидравлических прессов по требованию заказчиков могут оснащаться правильным столом и механизмом точной правки.Моделей гидравлических прессов, способных участвовать в технологии правки, огромное множество как отечественных (ПБ6330-02, ПБ6334-02, П6324, ДЕ2428 и другие), так и зарубежных фирм.
Где купить
Высокопроизводительное оборудование для правки металла пользуется достаточно высоким спросом, что обеспечивает широкий выбор оснащения, предлагаемого изготовителями и поставщиками. Предприятия, предлагающие станки для правки металлических заготовок разного типа, представлены в отдельном разделе нашего сайта.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых оказывают услугу правки металла.