Температура пайки припоем пос 61
Легкоплавкий припой пос 61: его технические характеристики, состав и применение
В техническом производстве, а также на бытовом уровне существуют моменты, когда необходимо создать прочное соединение между двумя разными частями заготовки.
Это могут быть трубы, радиодетали на печатной или монтажной плате, или же электропровода. Для этого применяют специальные присадочные материалы, и самыми распространенными являются различные припои.
В этой статье будет дана общая характеристика припоям, и более подробный обзор группы оловянно-свинцовых присадочных материалов.
Основное требование к применяемому припою является более низкая температура плавления, чем температура плавления заготовки.
Сфера применения обширна — от радиомонтажной пайки и соединения электропроводки до сварки между собой разных металлов.
В связи с этим существуют различные виды материалов, отличающихся между собой по физическим и химическим свойствам и входящим в состав сплава компонентов.
Так, существует две группы припоев: мягкие и твердые. Мягкими являются те, чья температура плавления ниже 300 градусов, следовательно, плавление твердых припоев будет выше этого значения.Одним из самых распространенных присадочных материалов является ПОС — оловянно-свинцовый. Материалов данной категории существует несколько, в зависимости от процентного состава олова в сплаве, который обозначается цифрой. Они отличаются относительно небольшой температурой плавления и слабой прочностью.
Это несколько ограничивает сферу их применения. Например, эти припои удобно применять в радиомонтаже и нежелательно применение в деталях, которые испытывают большую физическую нагрузку.
Пос 61
Температура плавления пос 61 составляет 183 градуса, что является начальной точкой. Полное расплавление достигается при температуре около 190 градусов, что позволяет работать с ним при помощи любого бытового паяльника или профессиональной паяльной станции. Температура пайки равна 240 градусам. Это самый низкоплавкий припой из всей группы оловянно-свинцовых припоев.
Состав
Данный присадочный материал относится к категории мягких, имеет в своем составе 61% олова, 38−39% свинца и может содержать допустимый процент примесей в виде сурьмы, никеля, железа серы и висмута.
Внутри оловянно-свинцовой группы данный материал является наиболее чистым по составу припоем и больше подходит для электромонтажа и лужения, так как из-за содержания в нем меди снижает скорость растворения медных проводов и дорожек и меньше изнашивает жало паяльника, а относительно низкая температура плавления не повредит печатную плату.
Характеристики материала
- Температура начала плавления 183 градуса.
- Температура расплава 190 градусов.
- Плотность 8.5 г/куб см.
- Удельное сопротивление — 0.139мкОМ/м.
- Предел прочности — 4.3 Мпа.
Выпускается в нескольких разновидностях, которые отличаются исключительно по внешнему виду:
- В виде проволоки — толщина сечения приблизительно 2 мм, наиболее удобный и распространенный вариант. Также может быть встречена проволока с флюсом внутри. Роль флюса выполняет сосновая канифоль, которая хорошо себя показывает при пайке электромонтажных соединений, так как не окисляет детали, в отличие от кислотных флюсов, после работы с которыми детали нужно тщательно промывать.
- В виде паяльной ленты — припой в виде очень тонкой длинной ленты. Идеально подходит для быстрой пайки скруток и лужения проводов. Как и проволока, бывает с флюсом и без него.
- В виде прутьев до 8 мм толщиной и приблизительно 40 см в длину. Данные прутики удобно использовать при пайке монтажных проводов и лужения жала паяльника. При желании их можно сделать самостоятельно, отливом в заранее изготовленные формочки.
Применение в быту и на производстве
Данный припой имеет широкое распространение как в быту, так и в промышленности. Дешевизна материала делает его очень доступным, а химический состав и технические свойства допускают его применение при решении многих поставленных задач.
Так, выше уже было сказано о том, что при помощи пос 61 удобно паять радиодетали, потому что низкая температура его плавления не повредит дорожкам печатной платы и радиокомпонентам, особенно микросхемам, которые могут выйти из строя при перегреве.
Также, с помощью этого материала можно проводить качественную пайку скрутки медных проводов, что активно применяется в электромонтаже, притом паять можно как паяльником, так и газовой горелкой. Помимо этого, пос 61 имеет очень хорошую текучесть и образует герметичные швы, что допускает его применение и при сварке между собой труб при помощи газовой горелки.
Но низкая температура плавления накладывает и некоторые ограничения на сферу его применения — его нельзя применять при работе с материалами, которые в последствии будут подвержены сильному нагреву. Это может привести к тому, что сварочный шов деформируется, или даже расплавится, что испортит всю работу.
Припой ПОС 61: температура плавления олова для пайки, состав и технические характеристики

Со школьной скамьи всем известно, что олово с химическим символом «Sn», используют для пайки микросхем и других радиодеталей. Основное требование для этого сплава — невысокая температура плавления.
Это вызвано тем, что во время процесса должен плавиться припой, а не соединяемая деталь.
Чистое олово с Т плавления 232 °C вполне подходит для этих целей, но на практике чистое олово для пайки, фактически не применяется, из-за высокой стоимости, чаще используют сплавы со свинцом и другими металлами.
Виды припоев ПОС
Для начала вспомним, какие бывают припои из сплавов оловянно-свинцовой группы. Самые популярные — это бессурьмянистые припои ПОС-10, ПОС-40, ПОС-61 и ПОС-90. Припой ПОС с содержанием сурьмы называется ПОССУ. Сурьма в составе припоя добавляет ему несколько процентов по прочности.
Когда мы говорим про плавление смеси олова и свинца, нужно помнить про определения солидуса и ликвидуса. При нагревании любой смеси двух и более металлов происходит сначала расплавление (преобразование из твердой в жидкую фазу) самых легкоплавных частиц. Эта температурная отметка называется солидусом сплава.
При дальнейшем росте температуры начинают плавиться более тугоплавкие компоненты. Как только они расплавятся, наступает точка ликвидуса. Теперь припой ПОС полностью расплавлен. Подробнее этот процесс поясняет картинка, выдранная из презентации на тему сплавов.
Между этими двумя точками находится состояние повышенной пластичности припоя. В этом состоянии припой можно тянуть и деформировать без потери целостности.
Существуют эвтектические сплавы — припои, у которых точка солидуса и ликвидуса совпадает. Это очень удобно при пайке и говорит о высоком качестве припоя.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.
- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.
Про состав припоя
Название припоя оловянно-свинцовой группы говорит о содержании в нем олова. Например ПОС-40 содержит 40 % олова, а ПОС-61 — почти 61 % олова. Остальная часть состоит из свинца и дополнительных примесей.
По внешнему виду можно на глаз прикинуть состав . Если припой ПОС более матовый и темный, то он больше содержит свинца. Если более светлый и блестящий — то больше олова. Лучше всего это познается в сравнении.
Как выглядит лист олова и лист свинца смотрите на фото.
Прочность припоя зависит не только от легирования сплава, но и от паяемого металла. Например, для пайки меди или цинка в припой ПОС добавляют несколько процентов меди или цинка соответственно. Это снижает химическую эрозию металла и увеличивает поверхностную прочность соединения.
Легирование припоя
Для улучшения эксплуатационных характеристик применяют легирование припоя следующими веществами:
- Адгезию припоя улучшает добавка из меди, кадмия, сурьмы, алюминия, серебра и цинка;
- Пластичность припоя и стойкость к термоциклированию улучшается добавкой индия, серебра, марганца, висмута, лития;
- Прочность припоям добавляют никель, кобальт, цинк, кремний, бор, железо;
- Коррозионную стойкость припоя увеличивает никель и медь;
- Жаропрочность повышает кремний, цирконий, вольфрам, ванадий, кобальт, ниобий, гафний.
Как правильно выбрать
Выбор припоя зависит от вида работ и назначения готового изделия, а также от того в каких условиях продукт будет эксплуатироваться. Критерии, на которые нужно обратить внимание перед тем, как выбрать припой для пайки:
- Тип паяльника.
- Размер провода. Диаметры варьируются от сантиметров или миллиметров, размер проволоки зависит от выполняемой работы.
- Флюс очищает область пайки, облегчая протекание припоя и, следовательно, идеальное паяное соединение. Флюс изменяет поверхностное натяжение, так как увеличивает адгезионные свойства в паяном соединении.
- Перед покупкой, нужно знать при какой температуре плавится олово для пайки. Состав. Дискуссия о том, какой припой использовать на печатных платах свинцовый или бессвинцовый, все еще продолжается. Несмотря на дебаты, вызванные проблемами окружающей среды и здоровья, многие электротехники используют свинцовый.
Обратите внимание! Срок годности и отраслевые рекомендации требуют его использования в течение трех лет с даты изготовления. Срок годности указан на изделии, с ним можно ознакомиться в магазине при покупке. Если использовать просроченную пасту на поверхности припоя может произойти окисление, что сделает соединение неэффективным.
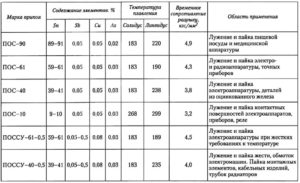
Технические характеристики припоев ПОС и ПОССу
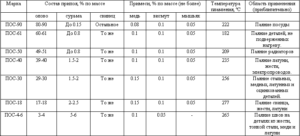
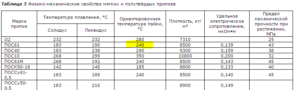
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.
Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).
Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Технические характеристики припоя ПОС-10
Припой ПОС 10 имеет отличительный химический состав. Он содержит 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. Припой ПОС-10 применяется для пайки и лужения контактных поверхностей электроники. Например им паяют реле и заливают контрольные пробки в корпусах радиоэлектроники.
Температура пайки ПОС-10 составляет 299 градусов Цельсия. Точка солидуса равна 268 градусов.
Достоинства припоя ПОС-10:
- высокая температура плавления полезна при пайке корпусов аппаратуры.
Недостатки припоя ПОС-10:
- низкая прочность и сопротивление разрыву около 3,2 кгс/кв.мм.;
- высокое удельное сопротивление — 0,2 Ом х кв.мм./м;
- высокое содержание свинца, опасного для здоровья.
Колофонская смола
Именно так называется общеизвестная канифоль — аморфное вещество с характерным изломом и стеклянным блеском сколов. Кроме того, что она обладает природным свойством диэлектрика, известны и такие особенности:
Технические характеристики и температура плавления припоя ПОС 61
Припой ПОС 61 – самый популярный присадочный материал, изготовленный на основе оловянно-свинцовой смеси. Низкая температура плавления делает его востребованным при ремонте электронных схем, печатных плат и других устройств, плохо переносящих значительные перепады температур.
Кроме того, состав хорошо зарекомендовал себя в качестве средства для заделки трещин и отверстий в различных металлических изделиях.
Описание
Припой оловянно-свинцовый ПОС 61 идеально подходит для использования в бытовых условиях. Этому способствует низкая легкоплавкость состава, за счет высокого содержания олова. Его температура плавления не превышает 200 градусов Цельсия.
Благодаря высокой текучести расплавленного состава, припой заполняет все щели и полости, обеспечивая высокие качественные характеристики соединения. Примененный состав относится к категории универсальных. С его помощью можно паять изделия из следующих металлов:
- сталь;
- медь;
- латунь;
- бронза;
На отечественном рынке имеется аналог данного припоя – ПОС 60. Массовая доля олова в его составе всего на один процент меньше.
Химический состав
Основными химическими элементами припоя являются:
- Олово. При идеальных условиях изготовления, содержание олова в составе – 61 % от общей массы. Согласного требованиям нормативных документов, его массовая доля должна быть не менее 59 %.
- Свинец. Его процентное содержание – 38-39 %, в зависимости от наличия вспомогательных добавок. Например, в припое ПОСсу 61-05, помимо олова и свинца, содержится лишь 0,5 % сурьмы.
Кроме сурьмы, в состав могут входить следующие химические элементы, повышающие качество соединения:
- железо;
- висмут;
- никель;
- сера;
- цинк;
- алюминий.
Температурные параметры
Температура пайки ПОС 61 составляет 240 Сº. При этом состав начинает плавится при температуре 184 Сº, а полный переход в жидкое агрегатное состояние происходит при 194 Сº (± 2 Сº, в зависимости от содержания вспомогательных химических элементов).
Из всех свинцово-оловянных припоев, ПОС-61 – самый низкоплавкий.
Расшифровка
Расшифровка аббревиатуры:
- ПОС – припой оловянно-свинцовый;
- 61 – массовая доля олова в составе.
Обозначение в нормативных документах
В процессе изготовления припоя производственные предприятия обязаны руководствоваться требованиями межгосударственного стандарта 21931-76. В нем содержатся указания по сортаменту продукции, а также правила приемки и методы испытания готовой продукции.
Популярные фирмы
Наиболее популярными производителями, зарекомендовавшими себя поставщиками качественных расходных материалов для пайки, являются:
- Завод Металлических Соединений;
- Технологические линии;
- Киевцветмет;
- Завод металлов и сплавов;
- Укр-спецсплав.
Заключение
Припой ПОС 61 является наиболее востребованным материалом для ремонта различных изделий, требовательных к температурному режиму. Высокие качественные характеристики послужили причиной его распространения, как в быту, так и промышленности.
Технические характеристики припоя ПОС 61
Припой является основным присадочным материалом, который помогает спаивать две металлические детали между собой или заделывать отверстия и трещины новым слоем.
С учетом того, что у каждого металла могут быть свои особенности, которые влияют и на свойства спаивания, создаются специальные припои, которые обладают различным спектром физических свойств. Одним из таких является припой ПОС 61, который относится к оловянно-свинцовой группе.
Это распространенная серия марок, которая приобрела популярность, как в промышленной среде, так и в домашних условиях. Сюда же входит наиболее близкий по свойствам припой ПОС 60, а также более тугоплавкий припой ПОС 30 и другие.
Благодаря высокому содержанию олова в данном сплаве, температура плавления является достаточно низкой. Это один из самых легкоплавких пропоев, так как к ним относятся все сплавы с температурой плавления ниже 450 градусов Цельсия, тогда как здесь она ниже 200. Припой ПОС 61 ГОСТ 21931-76.
Припой для пайки ПОС 61 ГОСТ 21931-76
Благодаря всем этим свойствам материал получил высокую текучесть, что в данном случае является большим плюсом, так как позволяет расплавлять все даже при помощи обыкновенных домашних паяльников, а также получать соединение достаточно высокой надежности, так как во время растекания, расплавленный металл проникает во все выемки и трещины в основном металле, что позволяет надежно скрепить изделие. Помимо этого стоит отметить смачиваемость поверхности, благодаря чему пайка проходит без серьезных проблем и почти не возникает бракованных соединений. Каждое соотношение основных элементов, которые имеет в своем составе пропой ПОС 61, определяют его уникальные свойства. Добавки других элементов делают все еще более разнообразным. В данном случае есть возможность работать с самыми распространенными металлами, которые применяются в технической области. Это латунь, медь, оцинкованная сталь и прочее. Температура пайки припоем ПОС 61 позволяет без проблем использовать его при работе с радиотехникой, где нужно очень деликатное отношение и большие температуры могут повредить деталям. Это же касается и тонких листов и других теплочувствительных вещей.
Припой ПОС 61 3мм
Температура плавления припоя ПОС 61 дает еще один важный эффект. Он может использоваться не только в качестве присадочного материала, но и как средство для лужения жала паяльника и места спаивания на деталях.
Как правило, чем меньше содержится в составе свинца, тем больше имеется дополнительных элементов. Здесь, помимо олова, встречается еще сурьма, которая присутствует не во всех марках данной серии. Герметичность получаемых швов обуславливается высоким качеством соединения.
Дело в том, что многие люди в домашних условиях применяют все для пайки медных труб в водопроводе и прочих системах. Простота использования обеспечивает столь большую востребованность, так как пропой ПОС 61 отлично справляется с заделкой трещин и отверстий в емкостях, где хранятся жидкости и так далее.Деликатное обращение с чувствительными к температуре материалами делает еще один вклад в популярность данной марки припоя.
Разновидности
Припой ПОС 61 выпускается в нескольких разновидностях, которые отличаются преимущественно по внешнему виду, но не по составу. Следует выделить основные разновидности:
- В виде проволоки. Толщина материала составляет от 1 до 7 мм, с шагом в 0,5 мм. Это один из самых удобных и распространенных вариантов, которые наиболее часто используются. Проволока выпускается в бухтах и отлично плавится при помощи горелки или паяльника.
Припой ПОС 61 в виде проволоки
- Припой ПОС 61 с канифолью в виде трубок. Стоит отметить, что это единственный вариант, где припой ПОС 61 с канифолью 1 мм сразу идет. Здесь присутствует канифоль еловая, которая отлично сочетается с данным материалом.
Припой ПОС 61 с канифолью
- Припой ПОС 61 пруток 8 мм, или другого диаметра. Это небольшие длинные части металла, которые удобно использовать в домашних условиях.
Припой ПОС 61 пруток 8 мм
- Припои оловянно свинцовые бессурмянистые марки ПОС61 в виде ленты. Это относительно тонкие изделия, которые выпускаются длинными продолговатыми лентами и не имеют ни каких добавок.
Припой оловянно свинцовый бессурмянистый марки ПОС61 в виде ленты
Химический состав припоя ПОС 61
| Название элемента состава | Примерное содержание в припое, % |
| Олово | 61 |
| Свинец | 38-39 |
| Сурьма | 0,05 |
| Висмут | 0,01 |
| Железо | 0,02 |
| Никель | 0,02 |
| Сера | 0,02 |
Физические свойства
Технические характеристики припоя ПОС 61
| Марка | Температура плавления, °C | Плотность, грамм/см квадратный | Сопротивление удельное | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | Вязкость ударная, кгс/см2 | |
| Начальная | Конечная | |||||||
| ПОС 61 | 183 | 189 | 8,5 | 0,139 | 0,12 | 4,3 | 46 | 3,9 |
Сортамент и размеры
| Диаметр проволоки, мм | Возможная погрешность, мм |
| 1 | 0,085 |
| 1,2 | 0,09 |
| 1,5 | 0,1 |
| 1,8 | 0,15 |
| 2 | 0,15 |
| 2,5 | 0,17 |
| 3 | 0,17 |
| 3,5 | 0,16 |
| 4 | 0,16 |
| 5 | 0,17 |
| Величина диаметра, мм | 8 | 11 | 13 | 15 |
| Наружный диаметр, мм | 1 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 5 |
| Ширина, мм | От 8 до10 | От 10 до 15 | ||||||
| Толщина, мм | 0,8 | 1 | 1,5 | 2 | 2,5 | 3 | 4 | 5 |
Примеры расшифровки маркировки
Плотность припоя ПОС 61 является относительно низкой, что определяется его составом. Именно состав, а также его тип, и отображает маркировка изделия:
- ПОС – данная аббревиатура обозначает, что марка относится к оловянно-свинцовому типу, где доминирующими элементами являются олово и свинец.
- 61 – процентное количество олова в составе
Фирмы производители:
- КиевЦветМет;
- «Технологические Линии»;
- Вадис-М;
- Арсенал;
- Техноскрап.
Припой ПОС-61: технические характеристики, температура плавления, применение
Редко кто из мальчишек не пробовал паять в школьные годы. Первые азы соединения металлических деталей школьники получали в кружке юного радиолюбителя. У многих запах канифоли, блеск расплавленного олова остались в памяти на всю жизнь. Несмотря на то что работали примитивным паяльником мощностью 25 Вт оловом и канифолью, процесс завораживал.
С развитием технологического процесса пайки появились современные паяльники, флюсы и специальные сплавы металлов с низкой температурой плавления, так называемые припои. Лидирует на рынке продукт ПОС-61. Расшифровывается как припой оловянно-свинцовый, содержание олова — 61%. Температура плавления припоя ПОС-61 в пределах от 184 до 193 градусов.
Общие сведения о пайке
Что главнее в работе паяльщика: инструмент или материал? Важным является все: и паяльник, и припой, и флюс. Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Классификация паяльников по мощности:
- Паяльник с нихромовой вставкой мощностью 25 ватт — это обычный хозяйственный инструмент, которым пользовались умельцы, радиолюбители, электронщики. Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются.
- Второй вид — это более мощный с нагревателем в 40 ватт и нихромовой вставкой, в два раза тяжелее и больше своего собрата в 25 ватт. Применяется для более сложных работ. Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется.
- Третий вид — это газовый паяльник, три в одном. Сам паяльник с медным сердечником, заточенным под иглу. Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов.
- Четвёртый тип — это современный керамический паяльник. Чемпион по сравнению со всеми представленными инструментами. Имеет очень тонкое жало, способное паять миллиметровые точки, применяется для выполнения очень точных работ. Мощность — 100 ватт. Комплектуется паяльной станцией с диапазоном температур от 200 до 480 градусов. Среди специалистов используется как универсальный инструмент.
Химические препараты для работы
В связи с тем, что жало паяльника чистое и сухое, а технология паяния предусматривает флюсы, необходим набор химических препаратов. Для качественной работы рекомендуется следующий перечень флюсов:
- Канифоль — универсальное и популярное вещество, без которого ни один паяльщик не приступит к работе. Применение обязательное. Продаётся в сухом виде.
- Флюс ЛТИ-120 химически активное вещество, в состав которого входит ортофосфорная кислота для снятия окислов с металла. Принцип действия как у обычной канифоли. Применяется для работы с окислившимся металлом. Смывать после завершения процесса не требуется.
- Флюс Ф-38М — это активное кислотное вещество, которое необходимо смывать после работы. Применяется для пайки нихрома, алюминия, нержавеющей стали. Отмывается обезжиренным бензином.
- Паяльная кислота, более дешёвый вариант флюса Ф-38М. Применяется в исключительных случаях, так как имеет свойство разъедать металл. Помогает при пайке нержавейки, бронзы, никеля, нихрома.
- Глицерин — маслянистая жидкость, окислительными свойствами не обладает, безопасна, не приносит вреда изделиям. Смывается обычной водой.
- Самодельный флюс — на 200 грамм изобутилового спирта добавляется 200 грамм этилового, водка не подходит, так как содержит воду. В смесь спиртов добавляется 50 грамм глицерина и 100 грамм канифоли. Получается концентрированный раствор, обладающий неактивными свойствами, смывается водой.
- Флюс индикаторный ТТ. Плотность геля. Имеет пастообразную структуру, не течёт, не требует отмывки. На маркировке рекомендация производителя: не смывать, предохраняет контакты от окисления.
Характеристики ПОС-61
Припой — это смесь олова, свинца и канифоли. Рынок предлагает припои для каждого металла и его сплавов. Наиболее востребован сплав на базе олова. Температура плавления олова ПОС-60 составляет 232 градуса.
Технические характеристики припоя ПОС-61:
- Металлическое олово — 61%.
- Свинец — 38%.
- Канифоль — 1,0%.
Температура перехода в жидкое состояние — 190 градусов.
Представляет собой трубочку толщиной 2 миллиметра, наполненную канифолью. Продаётся на вес. Фасуется в рулон. На этикетке крепится инструкция с маркировкой, где указан диаметр трубочки, процентный состав компонентов и вес.
Паяние меди, стали и алюминия
Медь не требует никаких особенных условий, специального флюса и высокой квалификации паяльщика. Медь хорошо прогревается благодаря высокому коэффициенту теплопроводности.
У неё не образуется плотной окисной плёнки, как у алюминия под воздействием кислорода воздуха. Поверхность очищается от окисла без применения химических препаратов.
Технологический процесс пайки выглядит следующим образом:
- тщательно зачистить поверхность наждачной бумагой до яркого металлического блеска;
- место соединения деталей покрыть флюсом — кислота для пайки цинк, хлор;
- выдержать температуру пайки 200 градусов.
Паять стальные изделия технологически несложно. Для этого можно применять даже легкоплавкие припои, например, ПОС-61 или чистое олово. Для качественного соединения стальных деталей в единое целое рекомендуется место контакта залудить оловом.
Впоследствии выполняется следующий перечень операций:
- поверхность зачистить напильником или наждачной шкуркой;
- нанести хлористый цинк в качестве флюса;
- разогреть область паяния до температуры 200 градусов;
- наложить ПОС-61;
- греть паяльником до жидкого состояния олова.
Алюминий — металл, который трудно паяется. Умельцы пытаются паять холодной пайкой. Это бредовая идея, алюминий таким методом не паяется.
Ещё один народный способ в качестве припоя применять олово, в качестве флюса — машинное масло.
Процесс выглядит следующим образом: поверхность тщательно зачистить, слегка протереть ветошью с каплей масла, хорошо прогреть паяльником и приложить припой ПОС-60 с температурой плавления олова 230 градусов. Олово тонкой плёнкой растекается и соединяется с металлом.
Зачем знать температуру паяльника
Не существует какой-то универсальной температуры паяльника и пайки, подходящей абсолютно для всех случаев. Многие зависит от припоя, от того, с какими именно материалами работает мастер, а также от целей, которые он преследует.
И в целом подбор оптимальной температуры – не такое уж простое дело. Обычно жало паяльника разогревают до тех пор, пока оно не начнет расплавлять припой. Но в некоторых случаях требуется более тонкая настройка.
Несколько правил пайки
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала — действительно очень полезная вещь.
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
И ещё одно важное правило, подходящее для любой пайки: температура самих спаиваемых элементов непременно должна быть одинаковой.
Разновидности припоев
Всё разнообразие припоев делят на две категории:
- тугоплавкие;
- легкоплавкие (мягкие).
К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
В маркировке такого припоя всегда присутствует аббревиатура ПОС и цифры, указывающие на конкретное процентное содержание олова. Для примера стоит привести очень распространённый припойный материал ПОС-61, рабочая температура которого равна от 190 до 260° по Цельсию.
ПОС-61 и другие мягкие оловянно-свинцовые припои, в частности, используют в радиомонтаже. Вообще при работе с печатными платами надо действовать крайне аккуратно.
Резкого нагрева и повышения температуры лучше избегать, а продолжительность воздействия паяльником не должна превышать больше двух секунд. Особенно это касается таких объектов, как интегральные микросхемы и полевые транзисторы.Для получения специальных свойств в состав оловянно-свинцовых припоев могут вводить висмут, кадмий, сурьму и иные металлы. Выпускают легкоплавкие припои в виде литых прутков, паст, проволок, порошков, лент, а также трубочек диаметром от 1 до 5 миллиметров с канифолью внутри.
Среди проверенных производителей таких припоев стоит выделить бренды Felder и AIM.
И ещё одно дополнение: специалисты рекомендуют для хранения припоев не использовать металлические коробки, крышечки, жестяные банки. Припои могут прилипнуть к металлу – в результате на стенках появляется канифольная каша, работать с которой будет не слишком комфортно.
Твёрдые припои характеризуются тем, что создают высокопрочные швы. В радиомонтажных работах они применяются гораздо реже, чем легкоплавкие. Причём можно выделить две подгруппы твёрдых припоев — медно-цинковые и серебряные.
Первые используются для пайки бронзы, стали, латуни и иных металлов, обладающих большой температурой плавления. Интересно, что их цвет зависит от процента содержания цинка. А температура плавления, допустим, припоя ПМЦ-42 равна 830 ℃.
Серебряные припои имеют, пожалуй, ещё большую прочность. Их применяют, в основном, для пайки медно-латунных и серебряных изделий. Температура плавки таких припоев находится в диапазоне от 720 до 830 ℃. При работе с такими материалами применяют горелку.
Расплавление различных материалов
У мастера вполне может возникнуть необходимость пайки меди – речь, к примеру, может идти о трубах отопления или иных изделиях из данного цветного металла.
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.
А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в +260 ℃, а условный допустимый диапазон – от +255 до +280 ℃.Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Полезные устройства для измерения
Практика показывает, что если температура жала используемого паяльника подобрана верно, то, остыв, место пайки будет иметь характерный зеркальный блеск.
И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
Выяснить оптимальную температуру плавления вполне можно опытным путём. Для этого необходимы специальные регуляторы нагрева паяльника (лабораторные трансформаторы). Есть, впрочем, и более простой способ осуществлять регулирование температуры – изменять длину жала.
Но этот способ, пожалуй, актуален только для самодельных приборов для пайки. В любом случае мастер имеет возможность предварительно узнать, при какой температуре или при какой длине жала у припоя появляется зеркальный блеск.
Вооружившись этим знанием, можно приступать к настоящей ответственной работе.
При наличии финансовых возможностей стоит приобрести специальный термометр (датчик) для паяльника, осуществляющего замер и калибровку рабочей температуры инструмента.
Таких датчиков сейчас существует достаточно много. И любому желающему приобрести нужную модель онлайн или офлайн не составит труда. Они производят быстрое и точное измерение температуры жала паяльника с помощью термопары (термоэлектрического преобразователя).
При выборе такого термометра стоит обратить внимание и на такие характеристики, как разрешающая способность, диапазон измерения (например, он может быть от 0 до 700 ℃), точность, габариты, возможные источники питания.
Однако просто замерить температуру недостаточно. Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор.
Такое устройство можно изготовить самостоятельно – в свободном доступе есть довольно простые схемы. Кроме того, сейчас существуют паяльники и паяльные станции с уже встроенным стабилизатором.
А ещё многие профессиональные паяльные станции позволяют точно устанавливать температуру и нужный режим пайки простым нажатием кнопок или перещёлкиванием тумблера. Это значительно упрощает процесс работы и позволяет всегда быть уверенным в хорошем результате.